

Surface Decarburization Depth Detection in Rods of 60Si2Mn Steel with Magnetic Barkhausen Noise Technique
 , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation
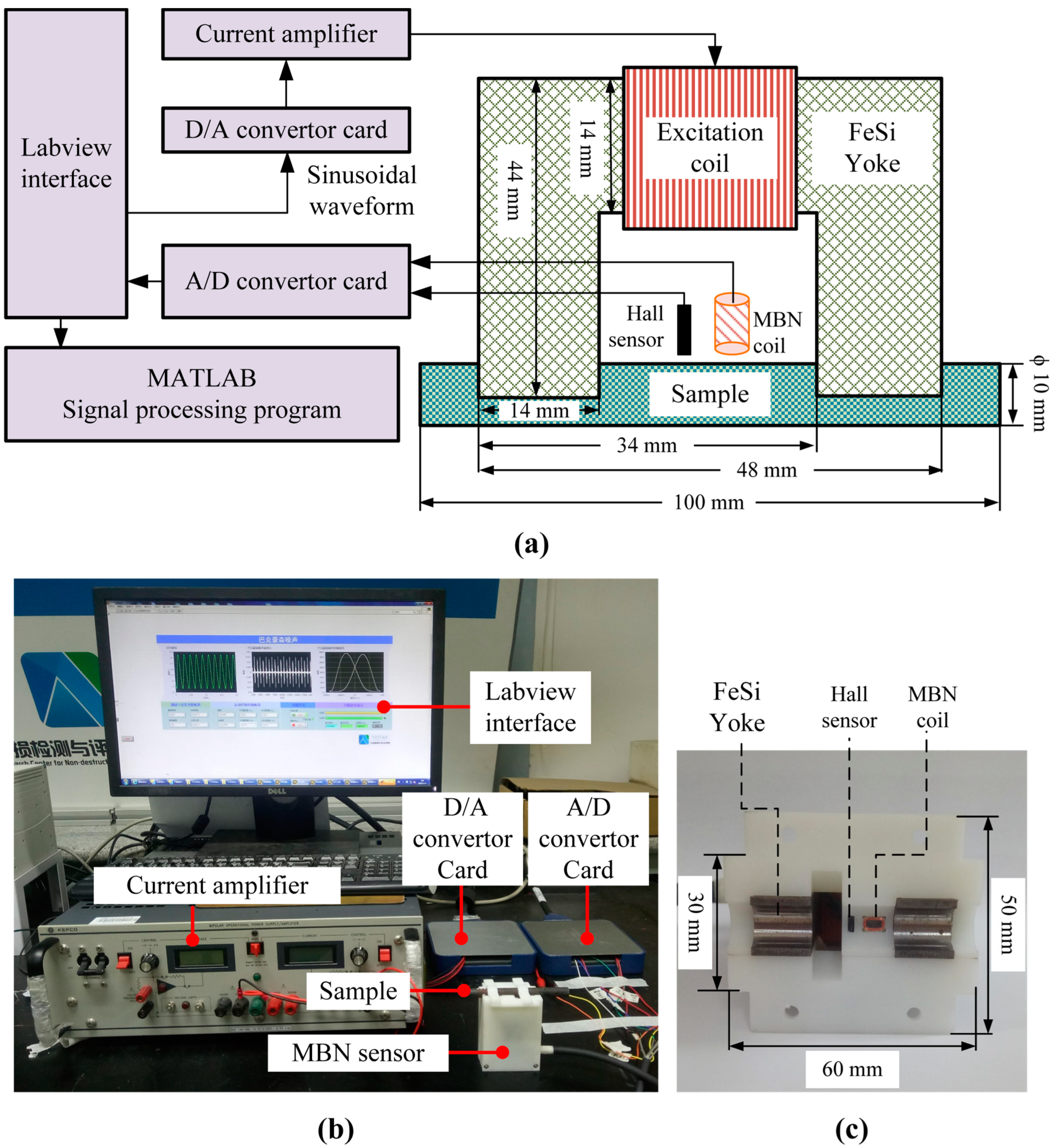
2.2. MBN Tests
3. Results
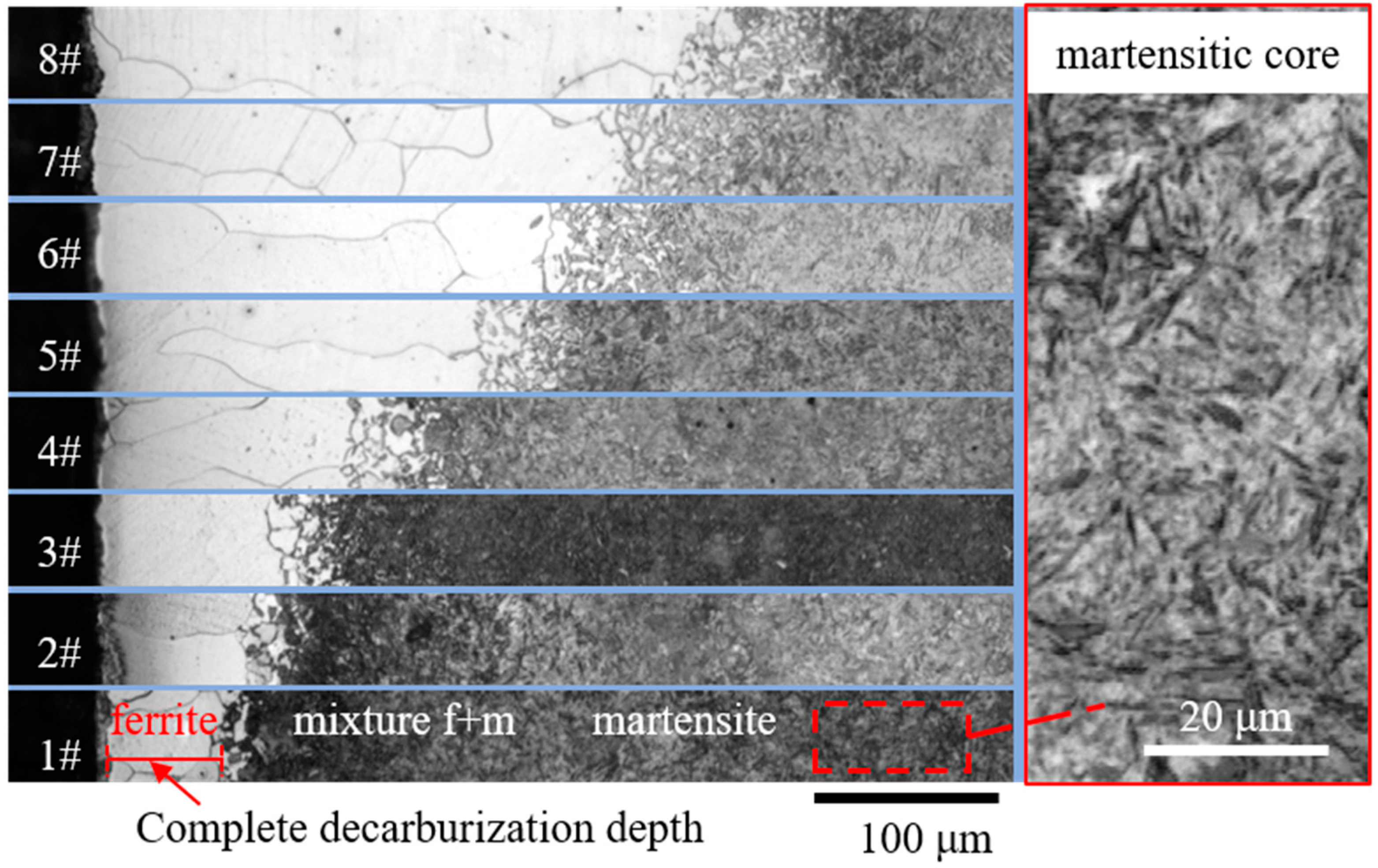
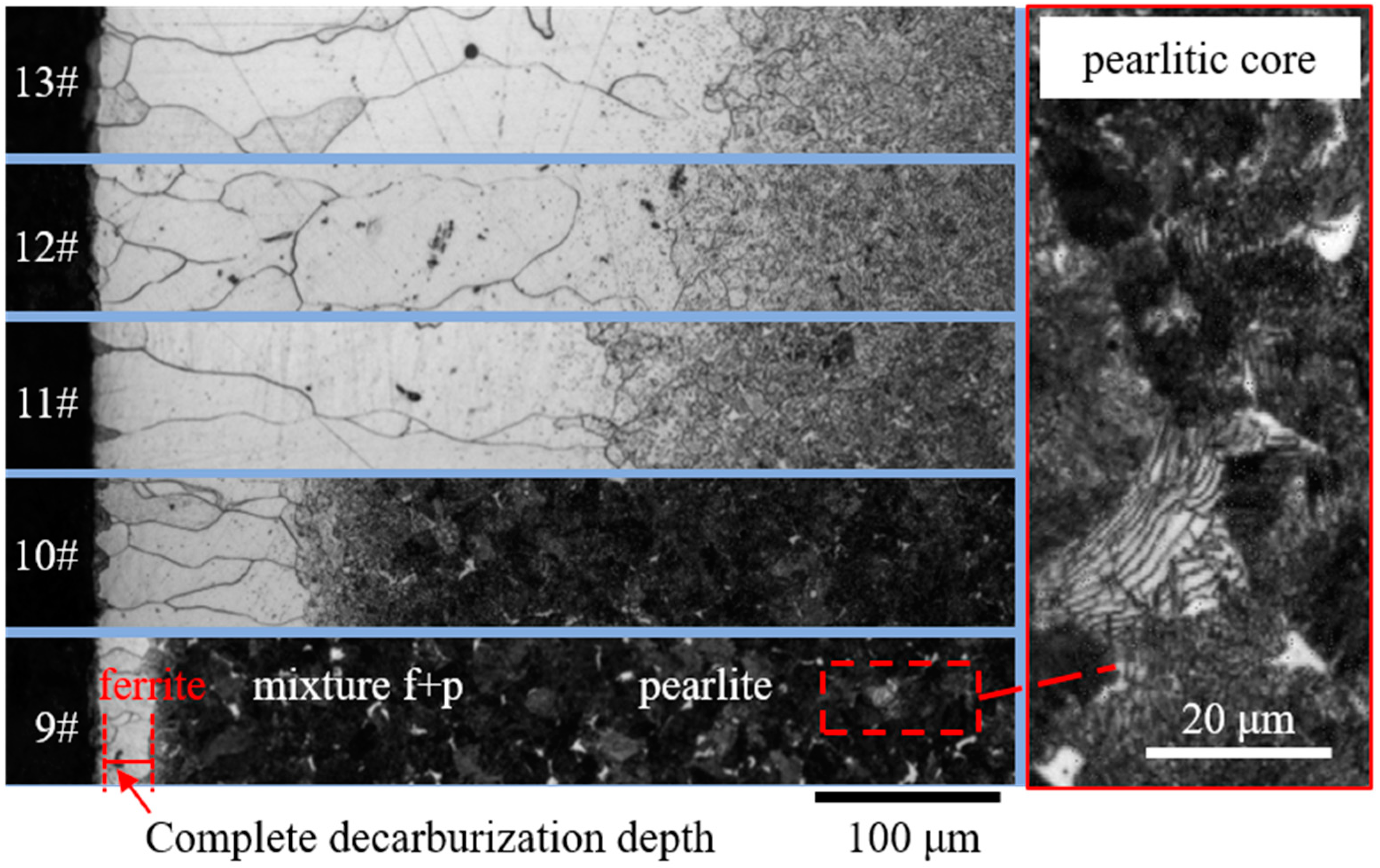
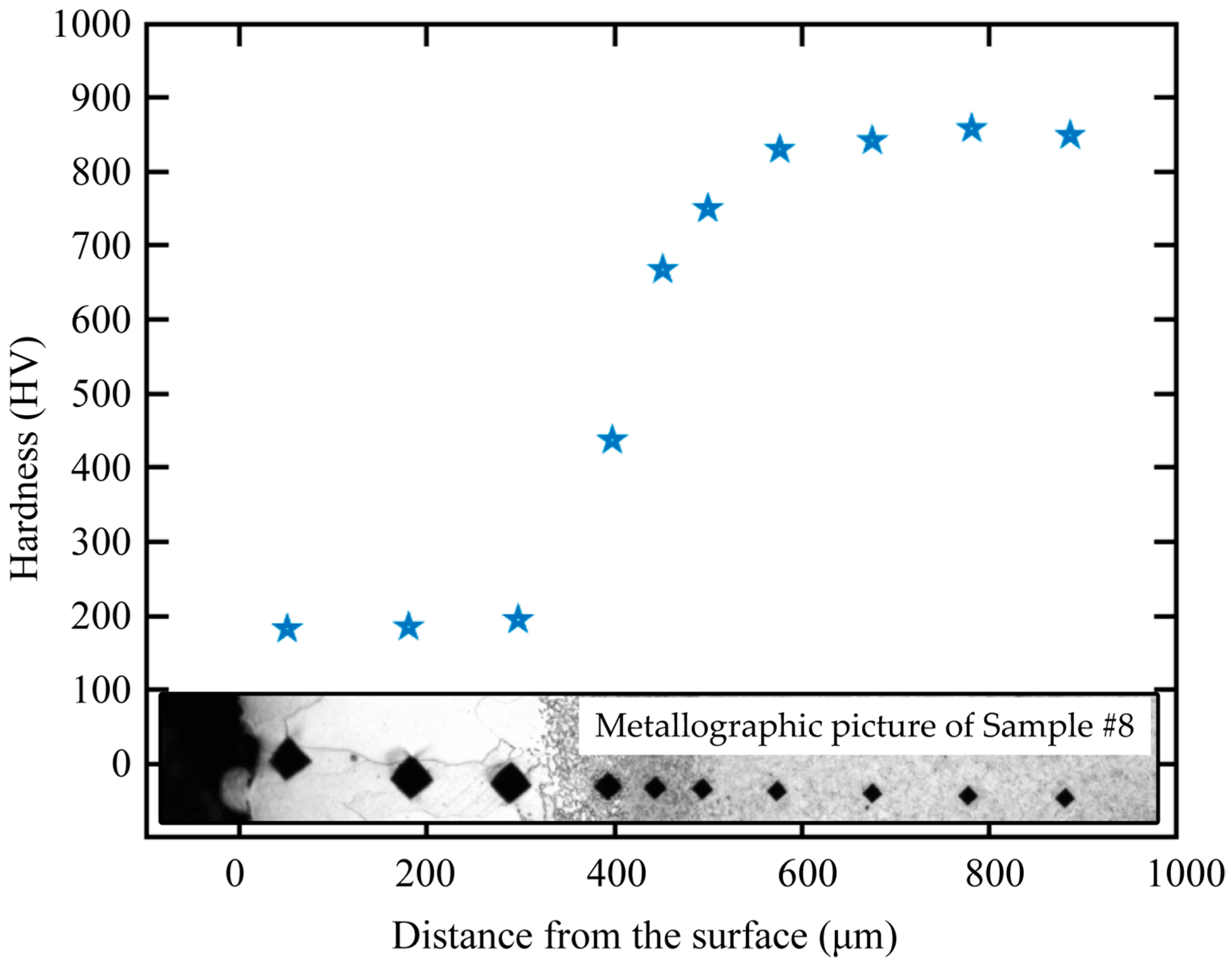
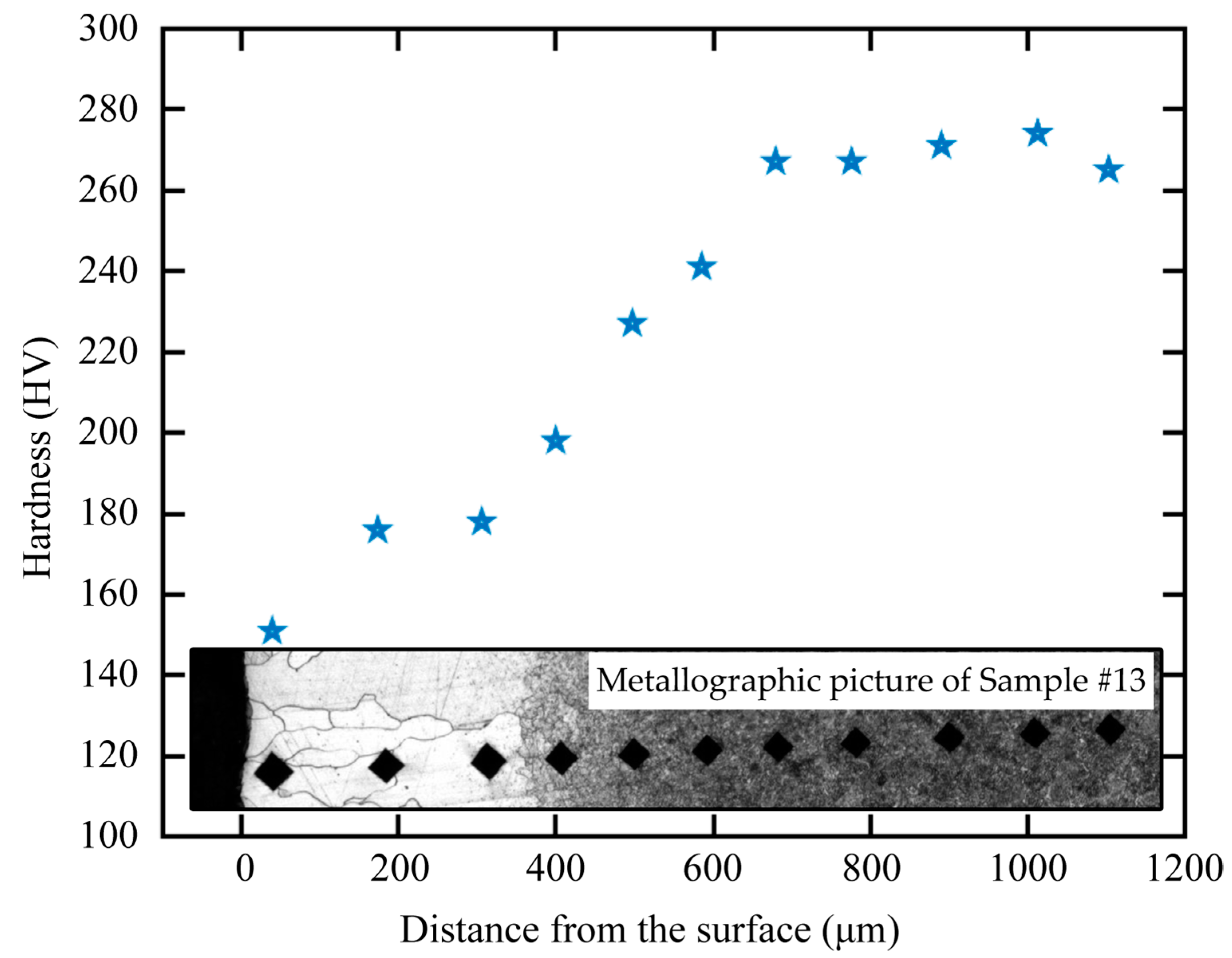
3.1. Measurements of Sample Decarburization Depth
3.2. MBN Feature Selection
4. Discussion
5. Conclusions
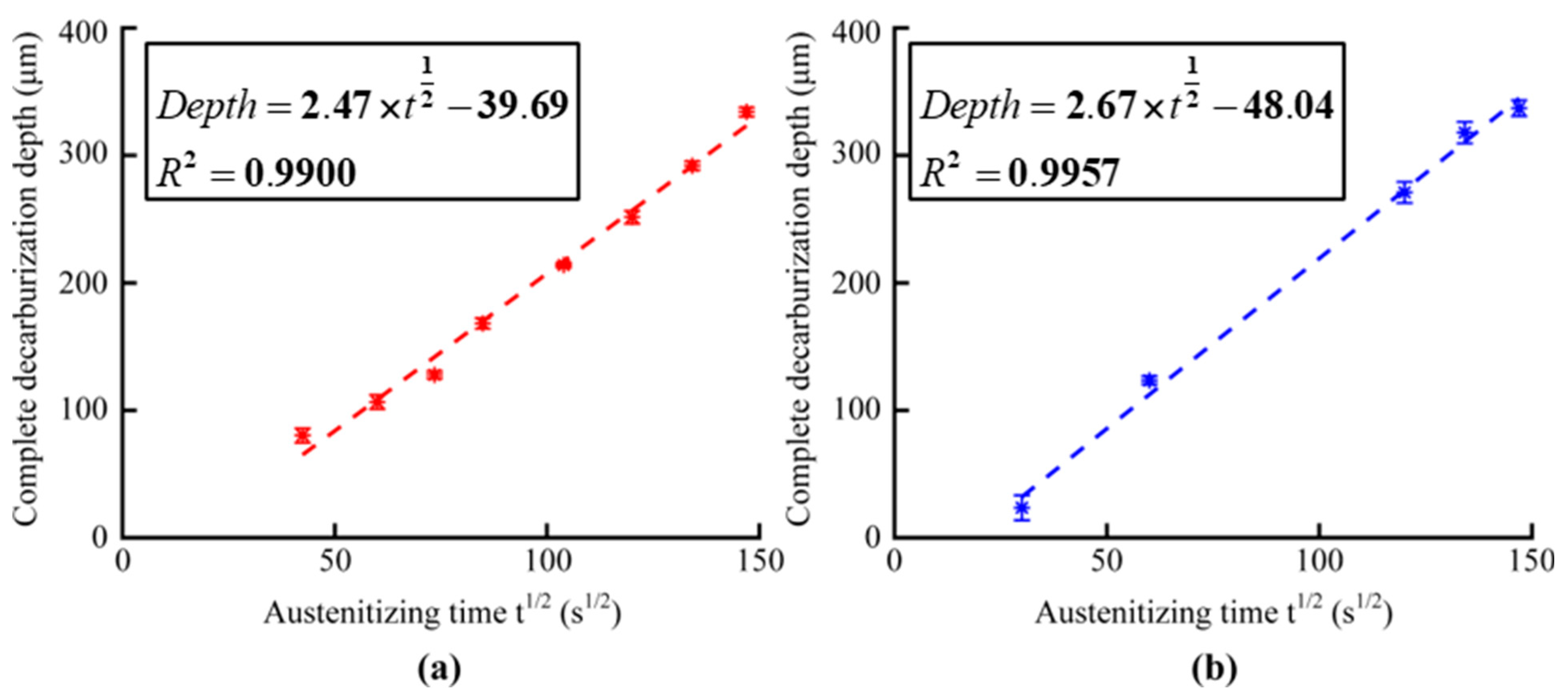
- Firstly, heat treatment of spring steels with two different core microstructures, such as martensitic and pearlitic cores, resulted in decarburization and the formation of a thin layer on the surface of the steel sample. The metallographic results confirmed that the core microstructures to ferrite transformation occurred on the surface after heat treatment. The depth of complete decarburized layers in both core microstructures of samples was linearly related to the square root of the heat treatment time.
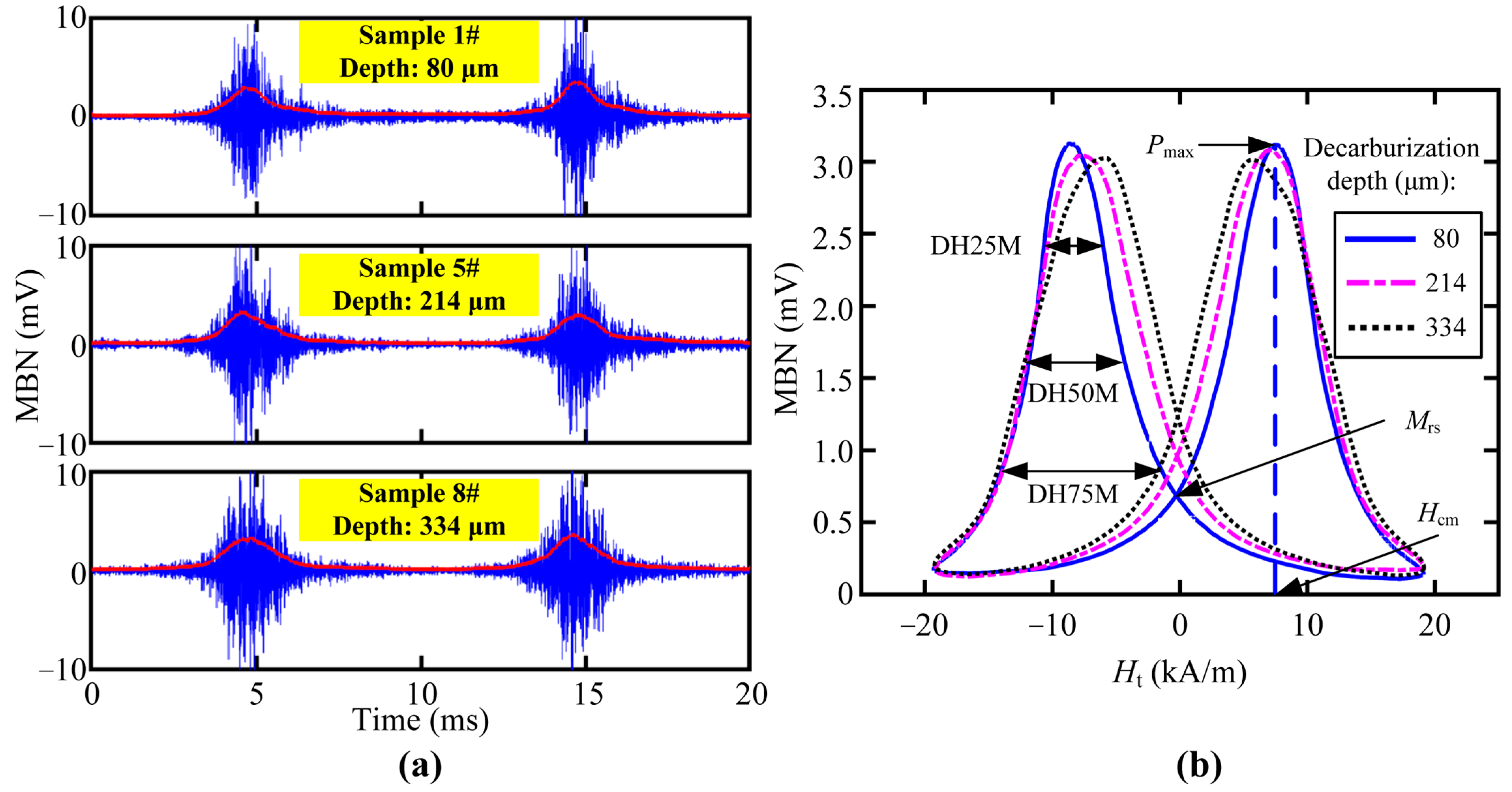
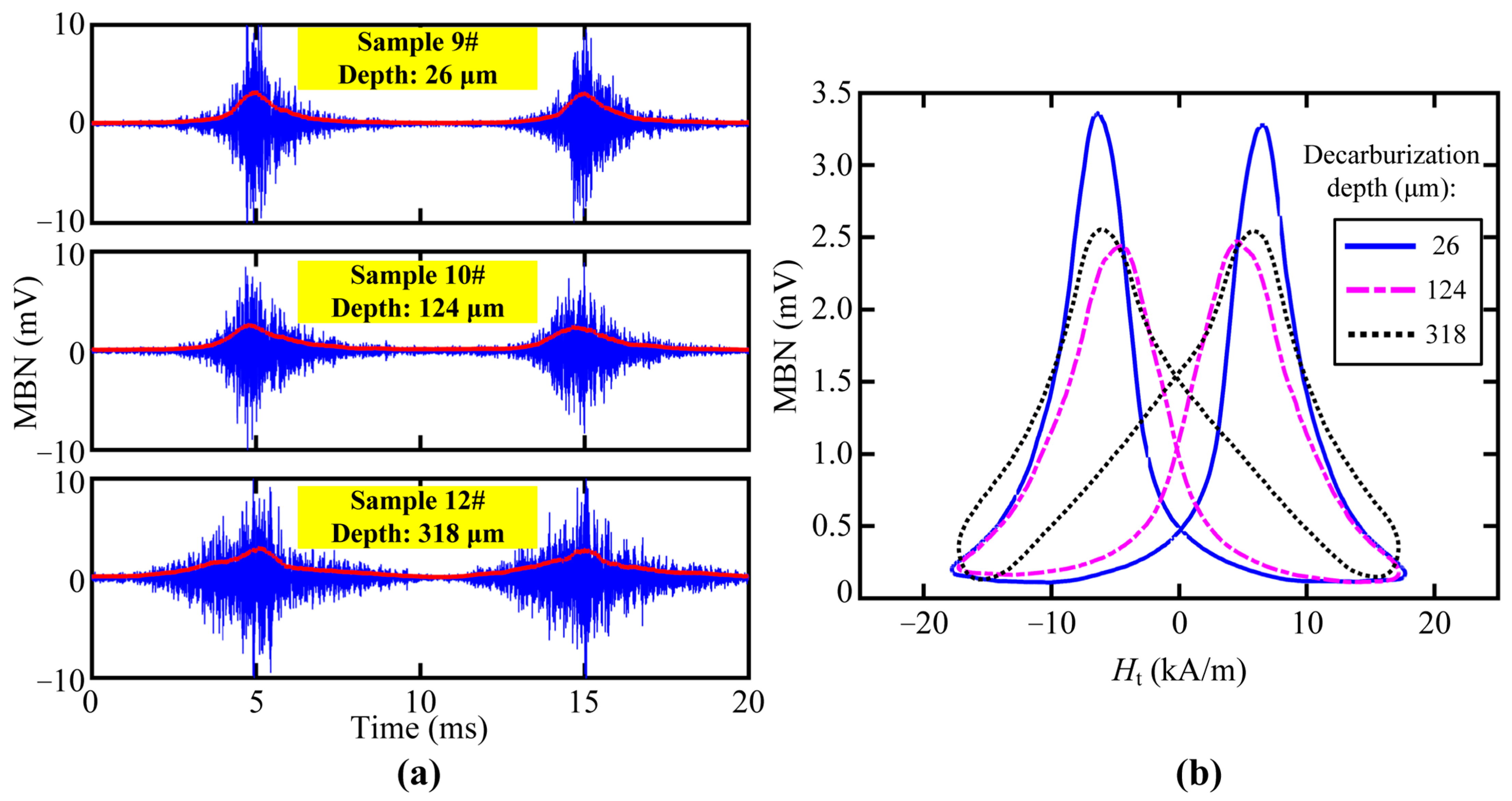
- In the nondestructive assessment of the decarburization depth with MBN in both core microstructures of the samples, it was found that the microstructural changes of the decarburization layer had significant changes on the magnetic properties and induced the change in MBN butterfly profiles. Therefore, MBN signals could be used to determine the occurrence of the decarburization layer and quantify the decarburization depth.
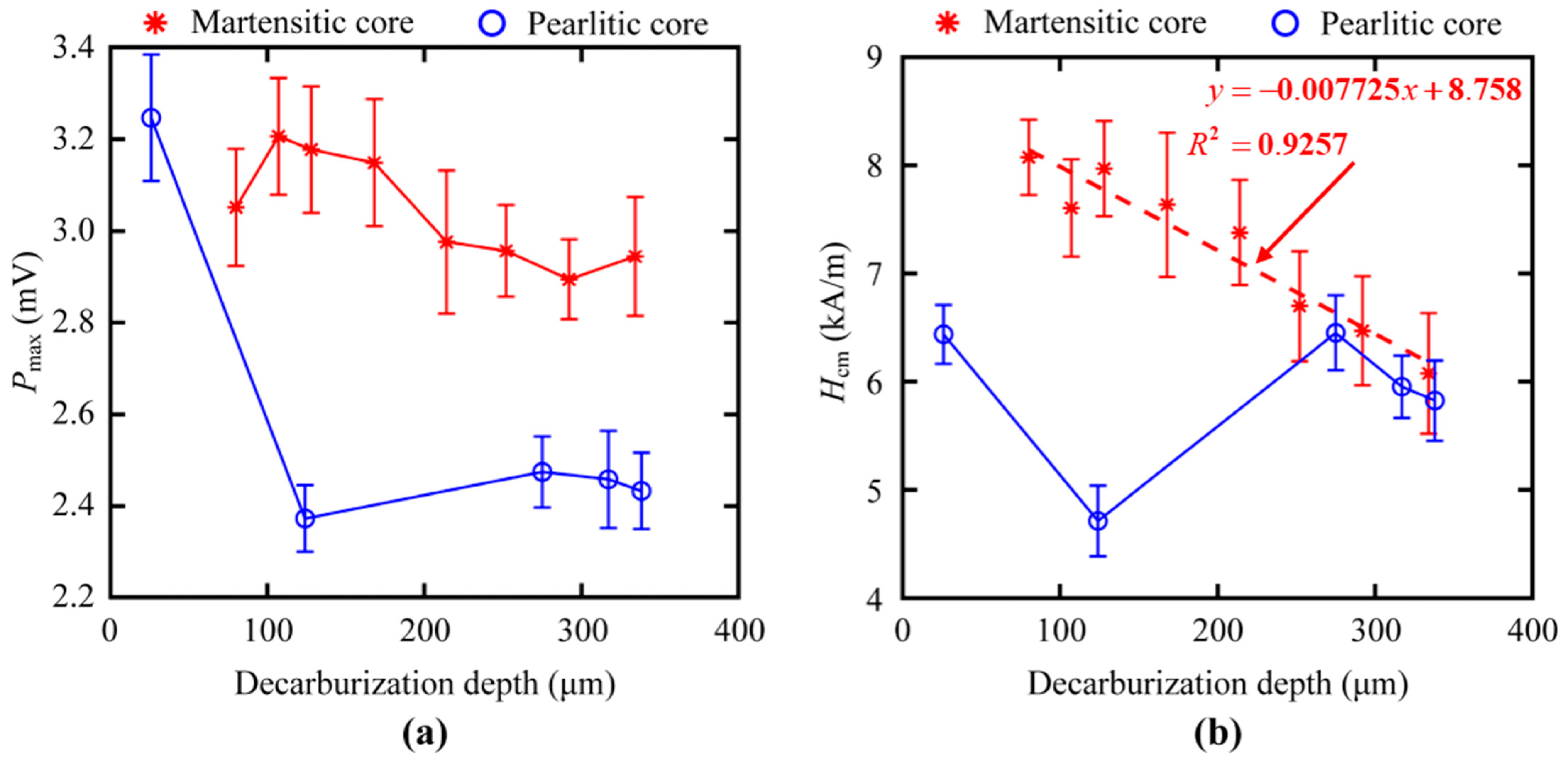
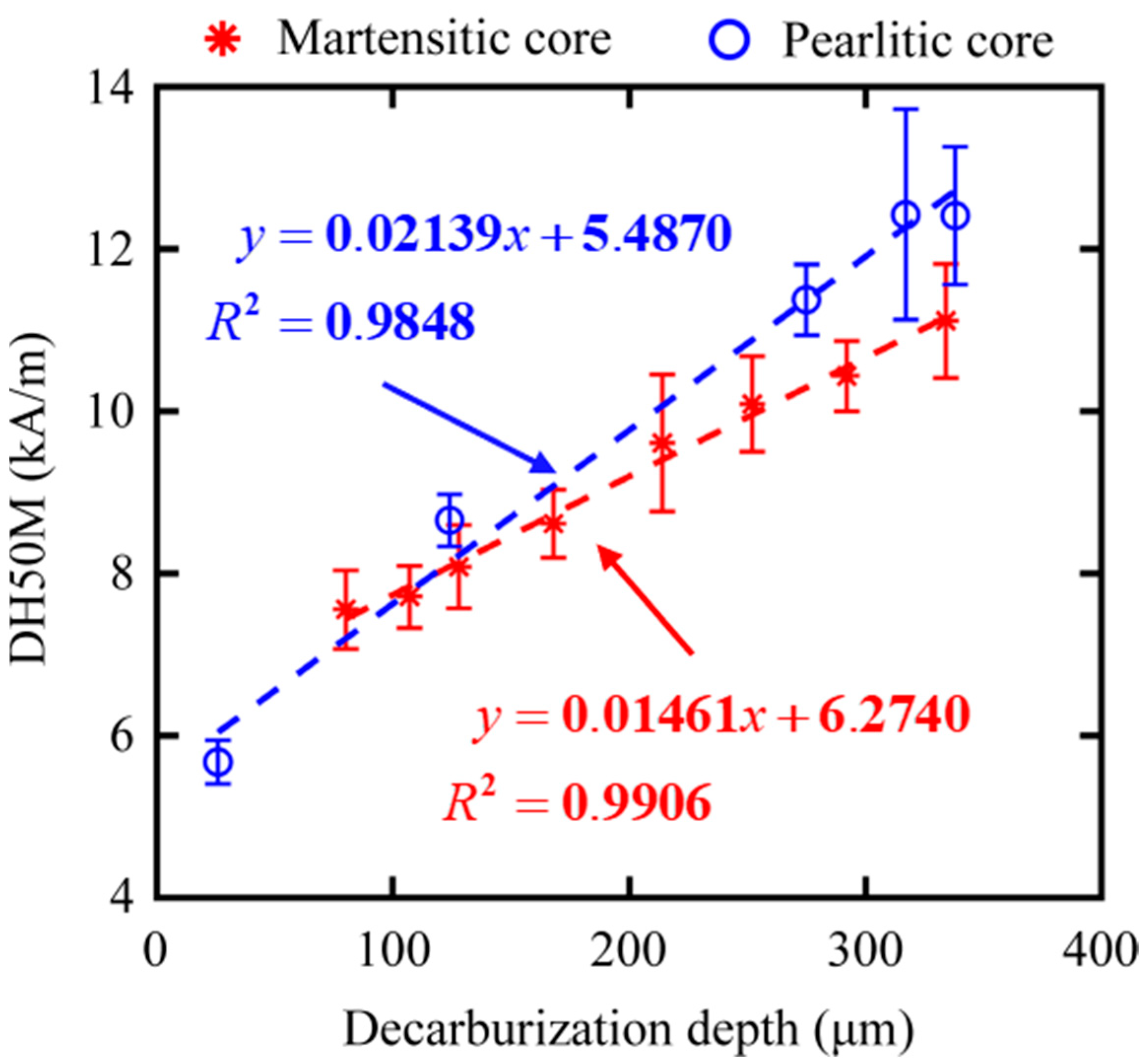
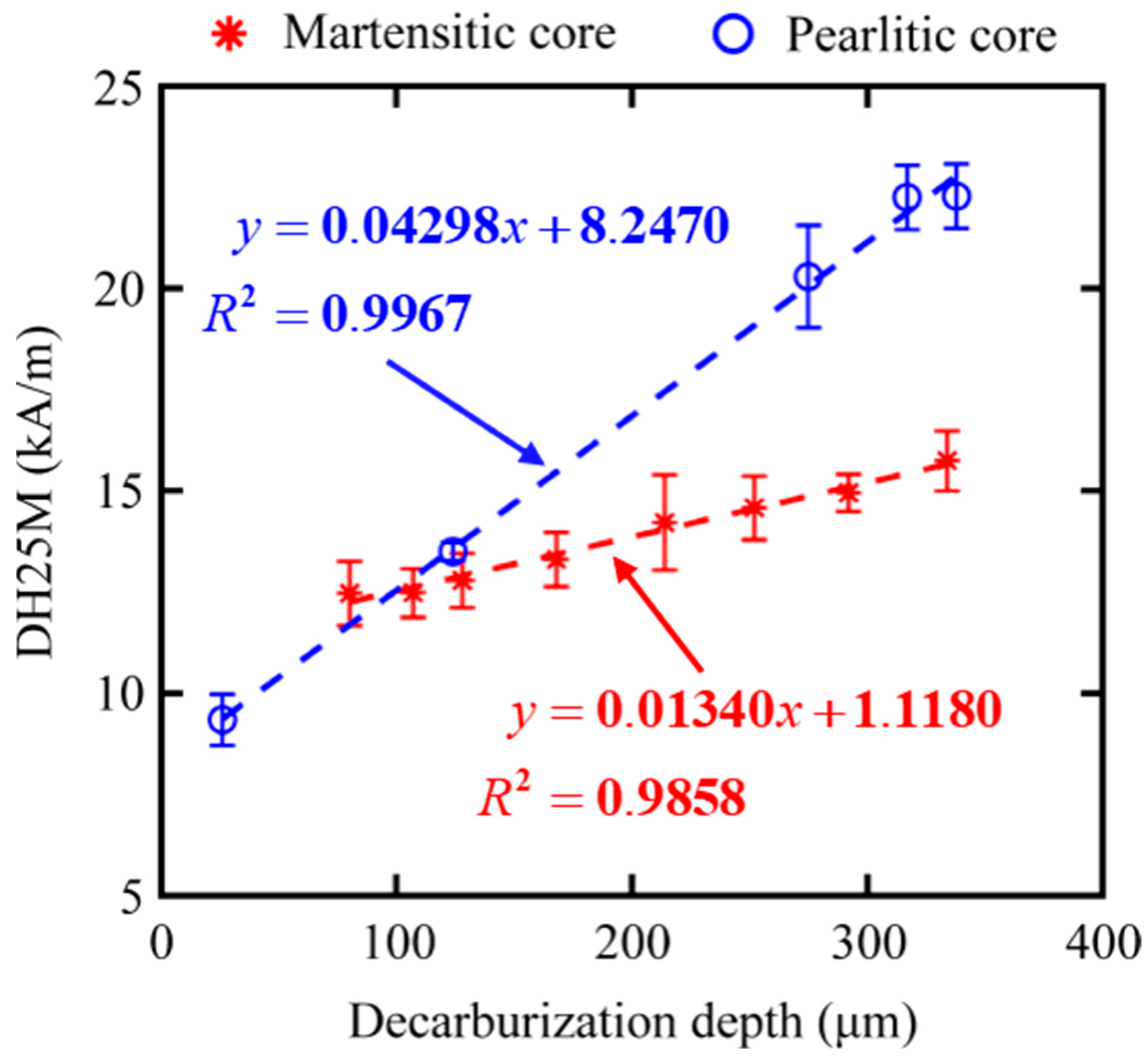
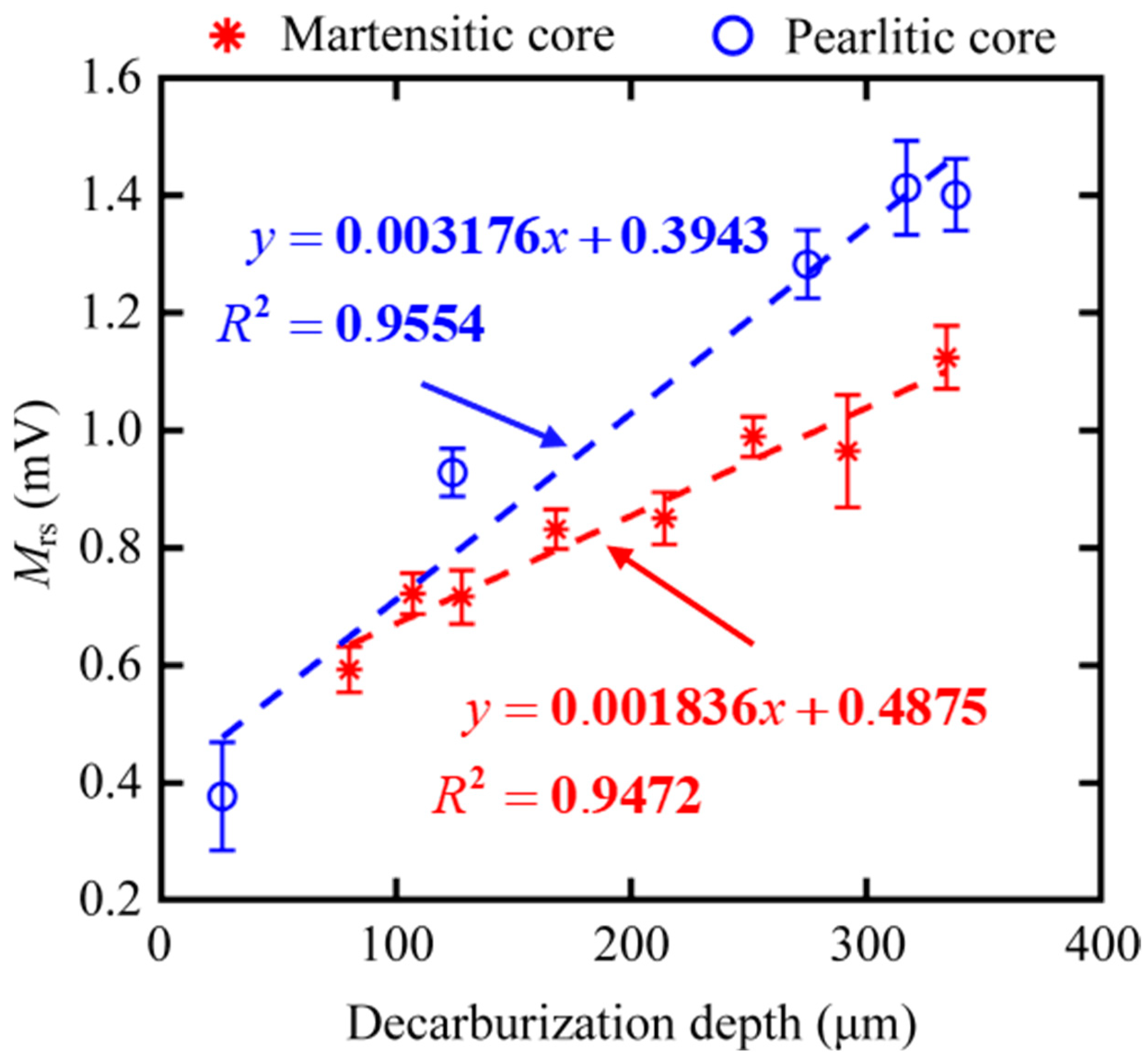
- Seven magnetic features were extracted from the MBN butterfly profiles. The influence of the core microstructures on these seven features was discussed. The seven MBN features performed differently with the core microstructures. However, three MBN magnetic features, such as DH50M (R2 > 0.98), DH25M (R2 > 0.98), and Mrs (R2 > 0.94), were obtained as the optimum output and showed a monotonic increase trend with depth in both core microstructure types of samples.
- For those optimum features of MBN, the variation coefficient, linear correlation coefficient, and normalized sensitivity were different between the two core microstructures.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, X.; Hu, Q.; Zhang, C.; Chen, L.; Zhu, C.; Tao, B.; Jiang, B.; Liu, Y. Optimization of Heat Treatment for 38Si7 Spring Steel with Excellent Mechanical Properties and Controlled Decarburization. Materials 2022, 15, 3763. [Google Scholar] [CrossRef] [PubMed]
- Zhu, W.; Yin, W.; Dewey, S.; Hunt, P.; Davis, C.L.; Peyton, A.J. Modeling and experimental study of a multi-frequency electromagnetic sensor system for rail decarburisation measurement. NDT E Int. 2017, 86, 1–6. [Google Scholar] [CrossRef]
- Mercier, D.; Lesage, J.; Decoopman, X.; Chicot, D. Eddy currents and hardness testing for evaluation of steel decarburizing. NDT E Int. 2006, 39, 652–660. [Google Scholar] [CrossRef]
- Hao, X.J.; Yin, W.; Strangwood, M.; Peyton, A.J.; Morris, P.F.; Davis, C.L. Off-line measurement of decarburization of steels using a multifrequency electromagnetic sensor. Scr. Mater. 2008, 58, 1033–1036. [Google Scholar] [CrossRef]
- Falahat, S.; Ghanei, S.; Kashefi, M. Nondestructive examination of decarburised layer of steels using eddy current and magnetic Barkhausen noise testing techniques. Nondestruct. Test. Eval. 2018, 33, 154–164. [Google Scholar] [CrossRef]
- Perevertov, O.; Stupakov, O.; Tomáš, I.; Skrbek, B. Detection of spring steel surface decarburization by magnetic hysteresis measurements. NDT E Int. 2011, 44, 490–494. [Google Scholar] [CrossRef]
- Kahrobaee, S.; Ahadi Akhlaghi, I.; Davis, C.; Zhou, L. Detection of Decarburising Depth in Hadfield Steels Using a Multi-magnetic NDE Method. Nondestruct. Test. Eval. 2022, 37, 482–494. [Google Scholar] [CrossRef]
- Blaow, M.; Evans, J.T.; Shaw, B.A. Surface decarburisation of steel detected by magnetic barkhausen emission. J. Mater. Sci. 2005, 40, 5517–5520. [Google Scholar] [CrossRef]
- Burzic, D.; Zamberger, J.; Kozeschnik, E. Non-destructive evaluation of decarburization of spring steel using electromagnetic measurement. NDT E Int. 2010, 43, 446–450. [Google Scholar] [CrossRef]
- Stupakov, O.; Perevertov, O.; Tomáš, I.; Skrbek, B. Evaluation of surface decarburization depth by magnetic Barkhausen noise technique. J. Magn. Magn. Mater. 2011, 323, 1692–1697. [Google Scholar] [CrossRef]
- Moorthy, V.; Shaw, B.A. Magnetic Barkhausen emission measurements for evaluation of material properties in gears. Nondestruct. Test. Eval. 2008, 23, 317–348. [Google Scholar] [CrossRef]
- Dong, H.; Liu, X.; Song, Y.; Wang, B.; Chen, S.; He, C. Quantitative evaluation of residual stress and surface hardness in deep drawn parts based on magnetic Barkhausen noise technology. Measurement 2021, 168, 108473. [Google Scholar] [CrossRef]
- Saquet, O.; Chicois, J.; Vincent, A. Barkhausen noise from plain carbon steels: Analysis of the influence of microstructure. Mater. Sci. Eng. A 1999, 269, 73–82. [Google Scholar] [CrossRef]
- Vashista, M.; Moorthy, V. On the shape of the magnetic Barkhausen noise profile for better revelation of the effect of microstructures on the magnetisation process in ferritic steels. J. Magn. Magn. Mater. 2015, 393, 584–592. [Google Scholar] [CrossRef] [Green Version]
- Honkanen, M.; Santa-aho, S.; Laurson, L.; Eslahi, N.; Foi, A.; Vippola, M. Mimicking Barkhausen noise measurement by in-situ transmission electron microscopy—Effect of microstructural steel features on Barkhausen noise. Acta Mater. 2021, 221, 117378. [Google Scholar] [CrossRef]
- Zhang, C.; Liu, Y.; Zhou, L.; Jiang, C.; Xiao, J. Forming condition and control strategy of ferrite decarburization in 60Si2MnA spring steel wires for automotive suspensions. Int. J. Miner. Metall. Mater. 2012, 19, 116–121. [Google Scholar] [CrossRef]
- Liu, X.; Zhang, R.; Wu, B.; He, C. Quantitative Prediction of Surface Hardness in 12CrMoV Steel Plate Based on Magnetic Barkhausen Noise and Tangential Magnetic Field Measurements. J. Nondestruct. Eval. 2018, 37, 38. [Google Scholar]
- Byeon, J.W.; Kwun, S.I. Magnetic Evaluation of Microstructures and Strength of Eutectoid Steel. Mater. Trans. 2005, 44, 2184–2190. [Google Scholar] [CrossRef] [Green Version]
- Nebair, H.; Helifa, B.; Bensaid, S.; Zidelmel, S.; Khaldoun Lefkaier, I. Martensite morphology and volume fraction evaluation of dual-phase X70 steel using magnetic Barkhausen noise technique. J. Magn. Magn. Mater. 2022, 555, 169397. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Si | Mn | P | S | Cr | Ni | Cu | Al | Ti |
|---|---|---|---|---|---|---|---|---|---|---|
| 60Si2Mn | 0.58 | 1.70 | 0.80 | 0.016 | 0.004 | 0.23 | 0.01 | 0.01 | 0.02 | 0.01 |
| Sample Nos. | Austenitizing Time (h) | Complete Decarburization Depth (μm) | ||||
|---|---|---|---|---|---|---|
| Position 1 | Position 2 | Position 3 | Position 4 | Average | ||
| 1 | 0.5 | 85 | 75 | 76 | 85 | 80 |
| 2 | 1 | 112 | 110 | 100 | 104 | 107 |
| 3 | 1.5 | 126 | 132 | 132 | 126 | 128 |
| 4 | 2 | 164 | 165 | 165 | 172 | 168 |
| 5 | 3 | 215 | 213 | 213 | 212 | 214 |
| 6 | 4 | 245 | 256 | 256 | 255 | 252 |
| 7 | 5 | 287 | 292 | 292 | 293 | 292 |
| 8 | 6 | 336 | 331 | 331 | 338 | 334 |
| Sample Nos. | Austenitizing Time (h) | Complete Decarburization Depth (μm) | ||||
|---|---|---|---|---|---|---|
| Position 1 | Position 2 | Position 3 | Position 4 | Average | ||
| 9 | 0.25 | - | 15 | 32 | 32 | 26 |
| 10 | 1 | 120 | 128 | 123 | - | 124 |
| 11 | 4 | 276 | 272 | 277 | 259 | 275 |
| 12 | 5 | 310 | 313 | 329 | 319 | 318 |
| 13 | 6 | 336 | 332 | 346 | 334 | 338 |
| Indicators | Units | Descriptions | ||
|---|---|---|---|---|
| Pmax | mV | Peak height of the MBN butterfly curve | 3.14% | 2.94% |
| Hcm | kA/m | Peak position of MBN butterfly curve | 4.24% | 5.37% |
| DH75M | kA/m | 75% Height width | 2.84% | 5.08% |
| DH50M | kA/m | 50% Height width | 2.82% | 4.28% |
| DH25M | kA/m | 25% Height width | 1.77% | 2.21% |
| Mrs | mV | Amplitude at remanent point | 3.97% | 3.65% |
| Pmean | mV | Amplitude averaged over one magnetization cycle | 2.01% | 1.67% |
| Indicators | Martensitic Core | Pearlitic Core | ||
|---|---|---|---|---|
| R2 | ξ (%/μm) | R2 | ξ (%/μm) | |
| Pmax | 0.6492 | - | 0.5321 | - |
| Hcm | 0.9257 | 0.097 | 0.0088 | - |
| DH75M | 0.9829 | 0.12 | 0.8277 | 0.15 |
| DH50M | 0.9906 | 0.13 | 0.9848 | 0.21 |
| DH25M | 0.9858 | 0.082 | 0.9967 | 0.23 |
| Mrs | 0.9472 | 0.19 | 0.9554 | 0.29 |
| Pmean | 0.7823 | 0.052 | 0.9234 | 0.12 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, P.; Wang, X.; Ding, D.; Gao, Z.; Fang, W.; Zhang, C.; He, C.; Liu, X. Surface Decarburization Depth Detection in Rods of 60Si2Mn Steel with Magnetic Barkhausen Noise Technique. Sensors 2023, 23, 503. https://doi.org/10.3390/s23010503
Li P, Wang X, Ding D, Gao Z, Fang W, Zhang C, He C, Liu X. Surface Decarburization Depth Detection in Rods of 60Si2Mn Steel with Magnetic Barkhausen Noise Technique. Sensors. 2023; 23(1):503. https://doi.org/10.3390/s23010503
Chicago/Turabian StyleLi, Peng, Xianxian Wang, Dongdong Ding, Zhaoxiang Gao, Wen Fang, Chaolei Zhang, Cunfu He, and Xiucheng Liu. 2023. "Surface Decarburization Depth Detection in Rods of 60Si2Mn Steel with Magnetic Barkhausen Noise Technique" Sensors 23, no. 1: 503. https://doi.org/10.3390/s23010503