
Evaluation of Temperature Sensors for Detection of Heat Sources Using Additive Printing Method

Abstract
:1. Introduction
2. EHD Ink-Jet Printing
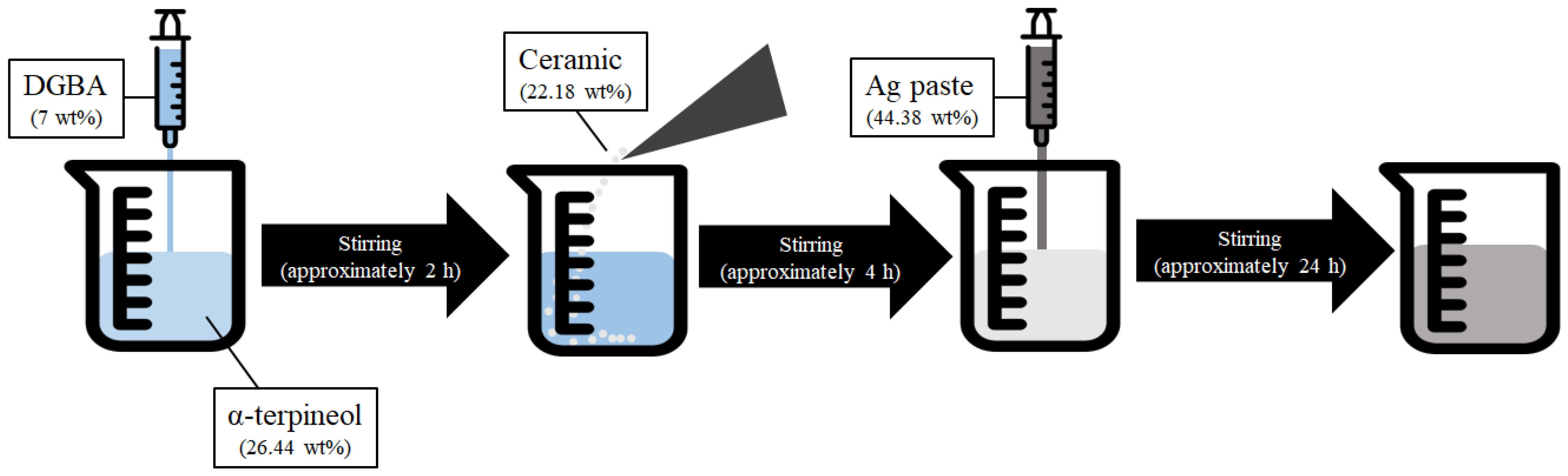
2.1. Prepared Inks
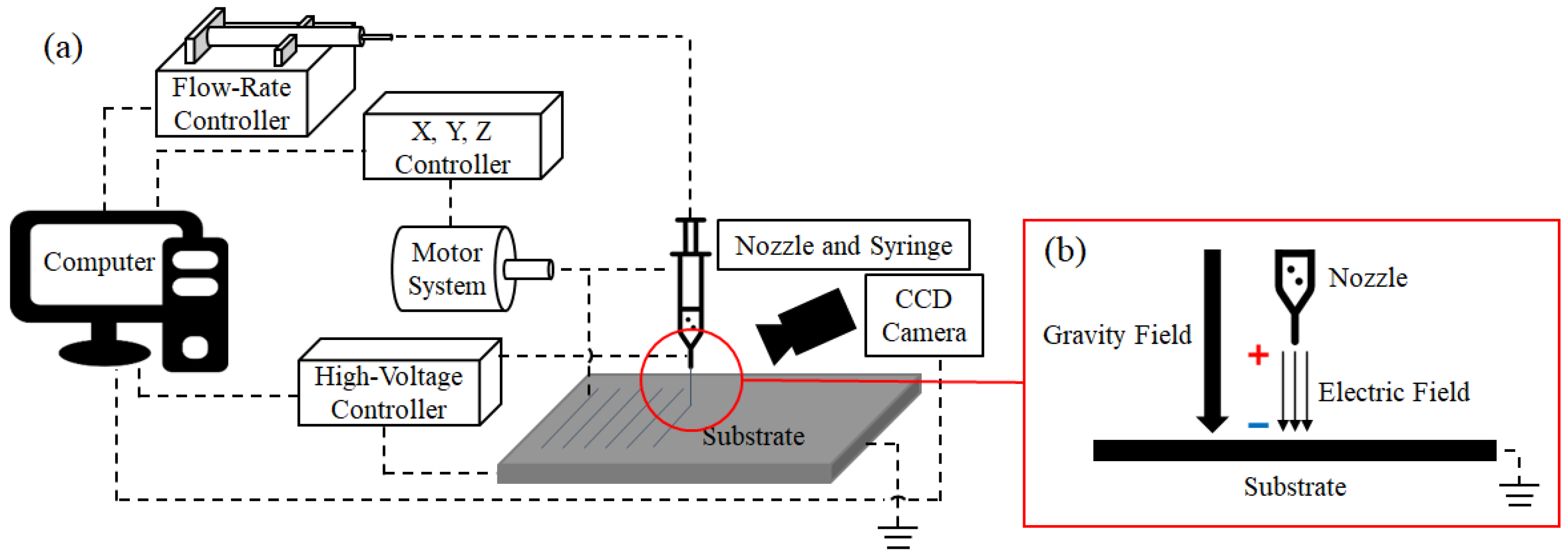
2.2. Printing Mechanism
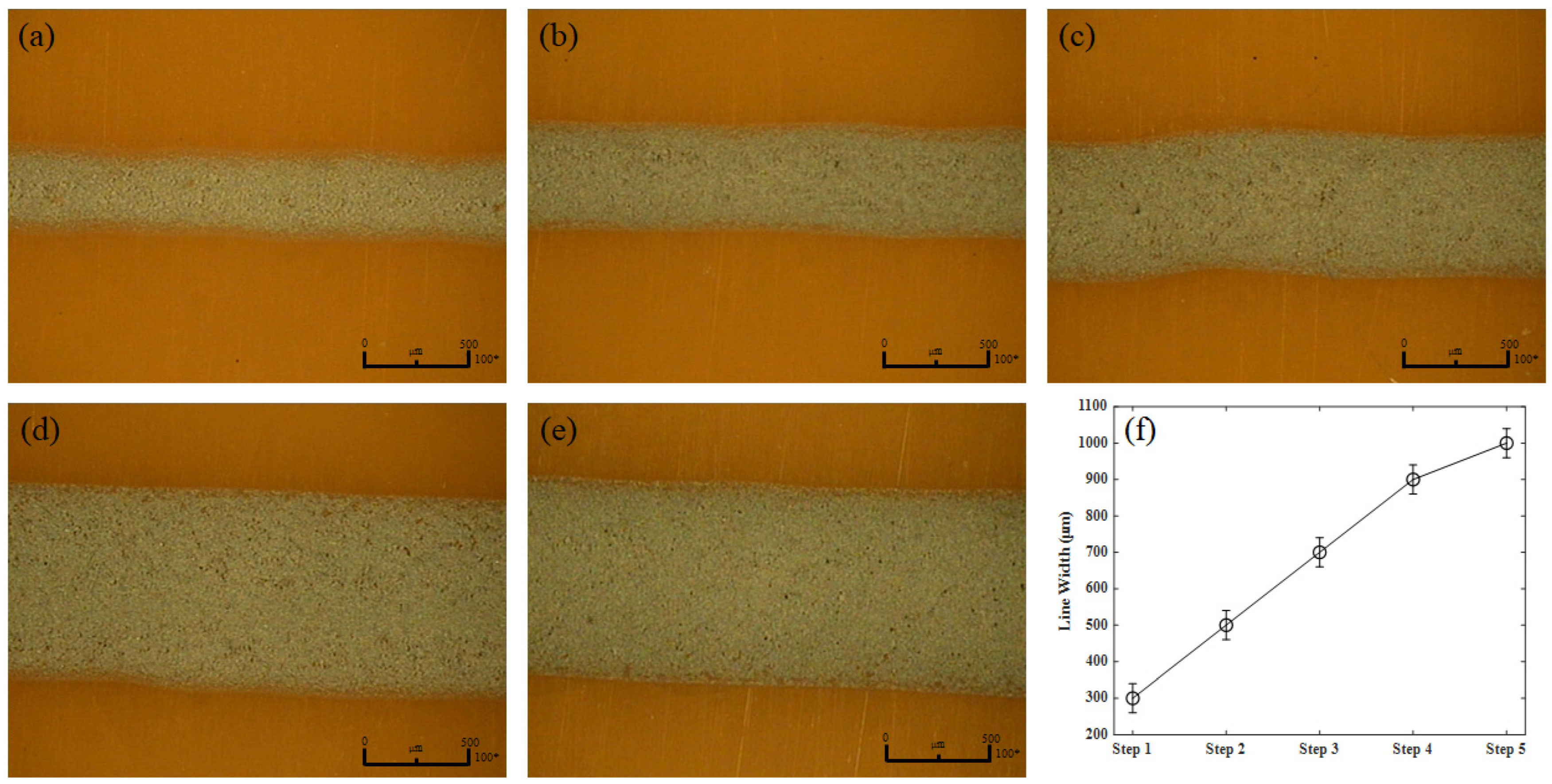
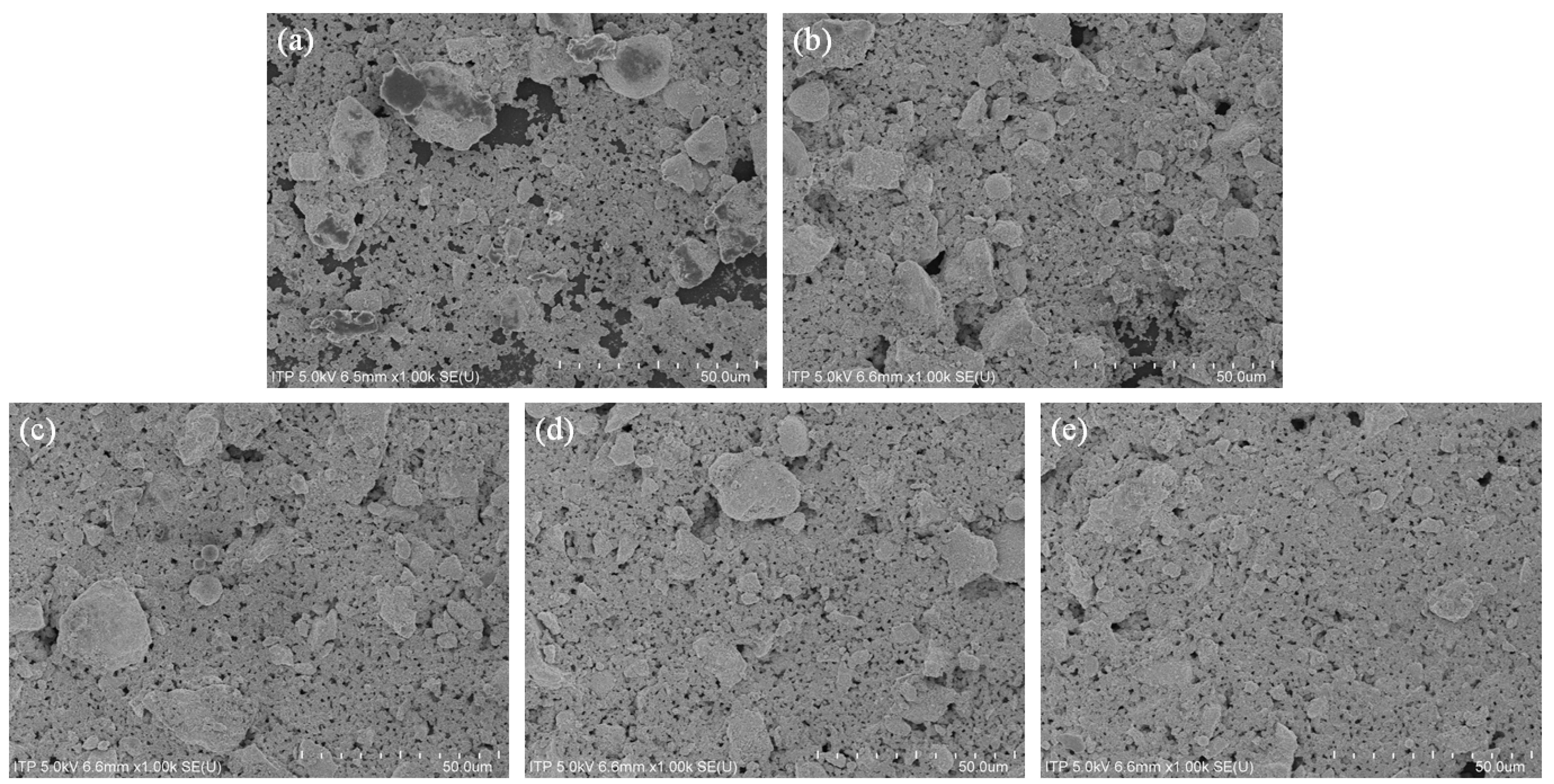
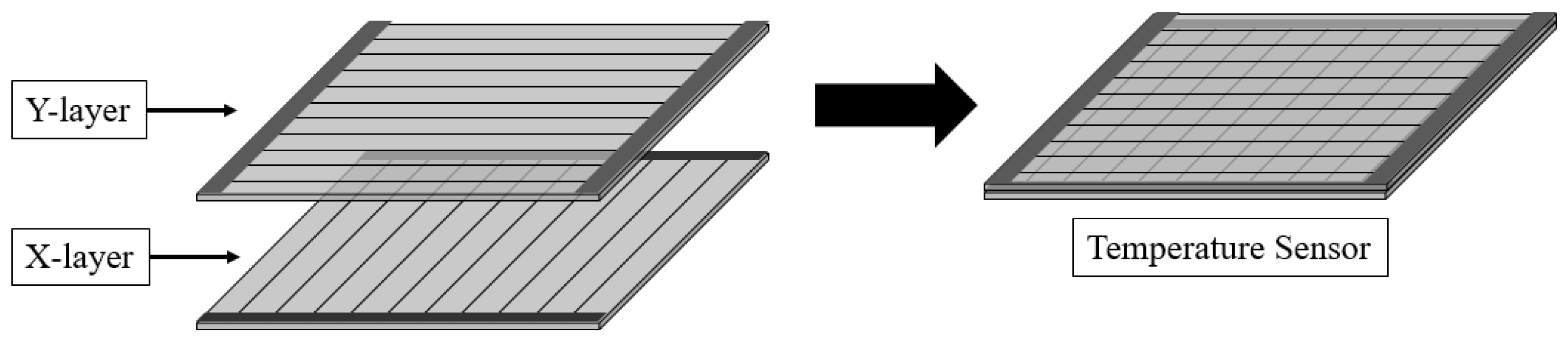
2.3. Printing Applied
3. Temperature Sensing
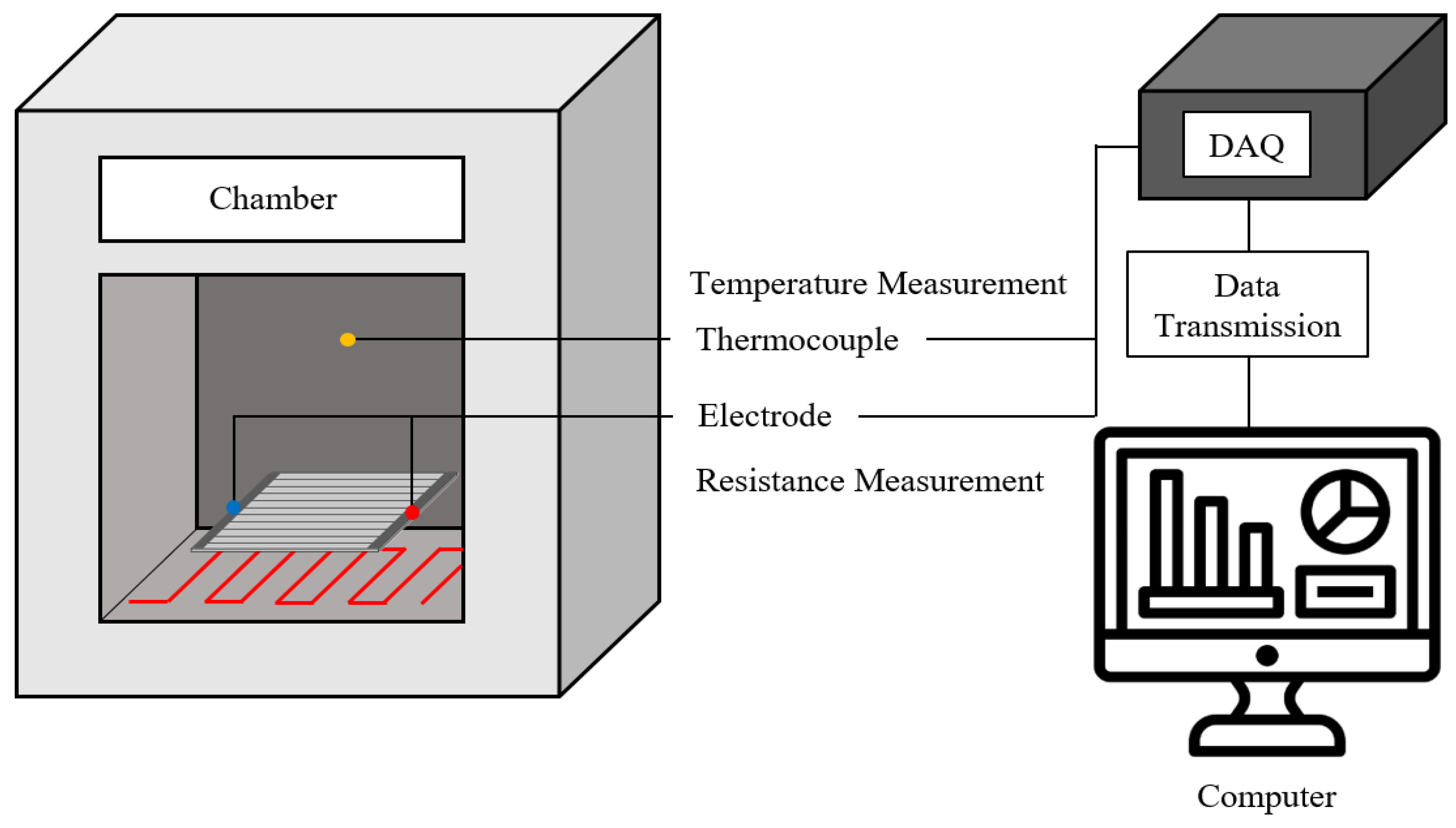
3.1. Measurement of Printing Sensors
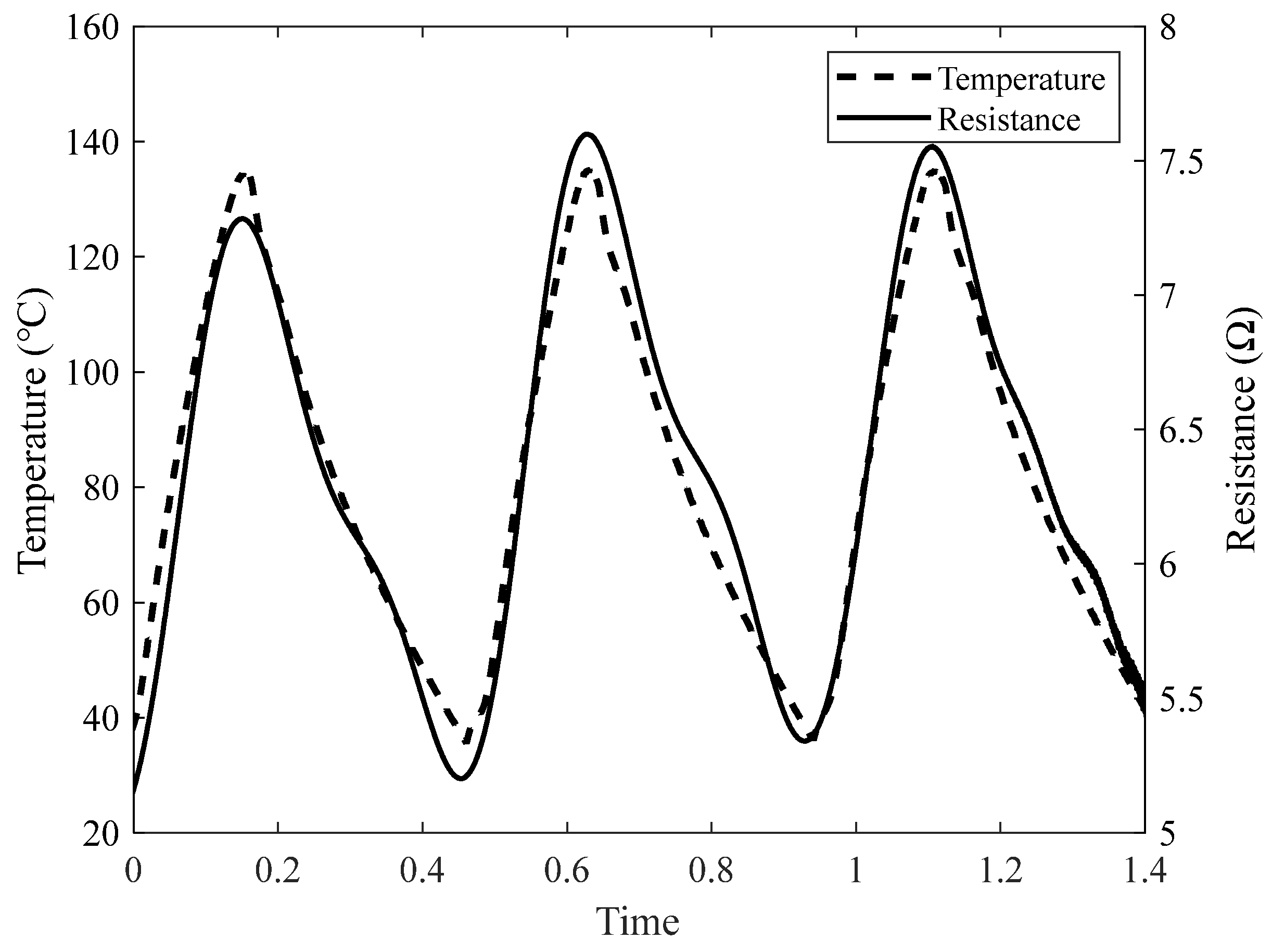
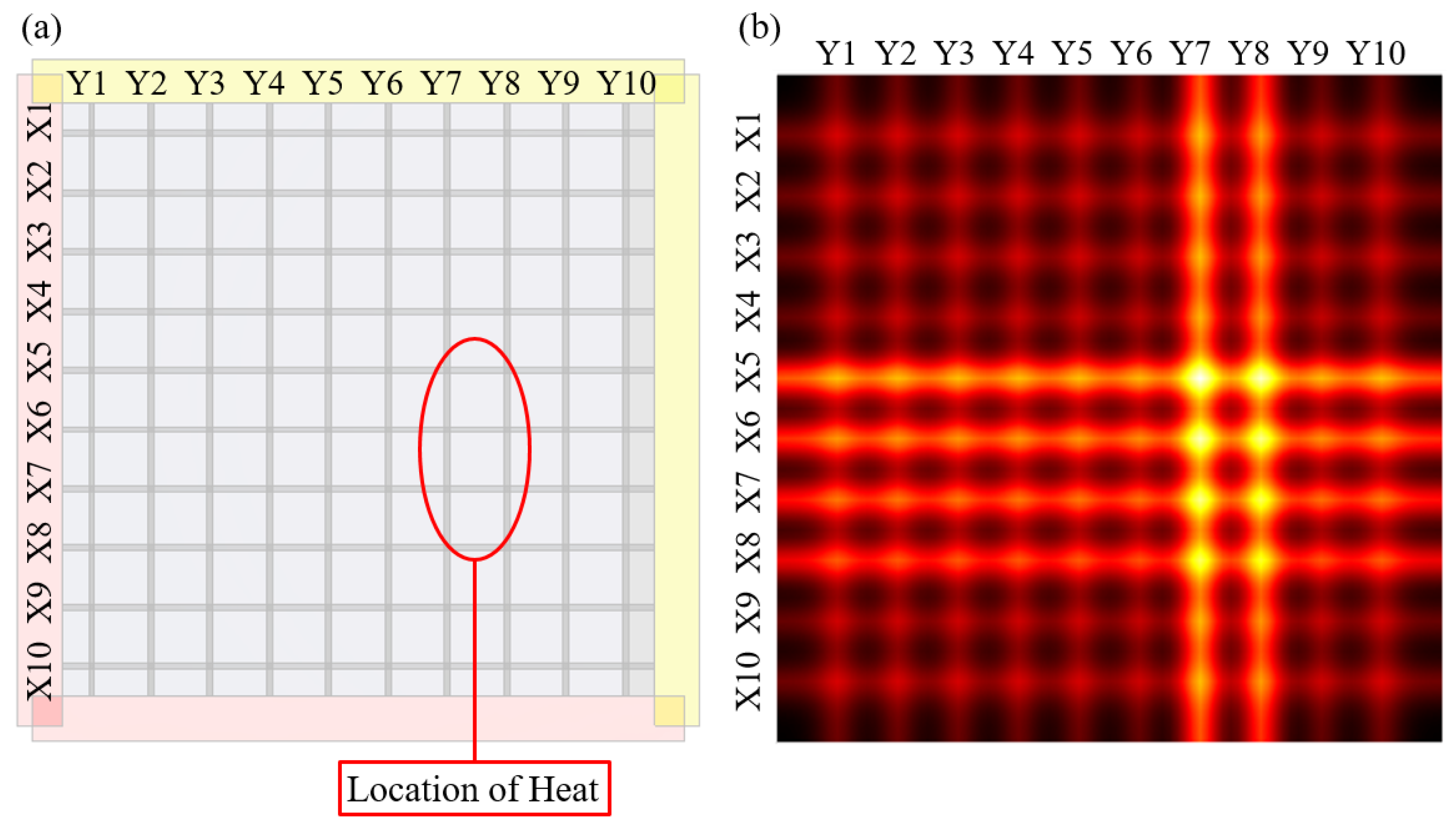
3.2. Detecting of Heat Source
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yang, L.; Li, Q.; Kong, L.; Gu, S.; Zhang, L. Quasi-all-passive thermal control system design and on-orbit validation of Luojia 1-01 satellite. Sensors 2019, 19, 827. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Barnhart, D.J.; Vladimirova, J.; Sweeting, M.N. Satellite miniaturization techniques for space sensor networks. J. Spacecr. Rockets 2009, 46, 469–472. [Google Scholar] [CrossRef]
- Kurniawan, A.; Yosman, D.; Arif, A.; Juansah, J. Development and application of Ba0.5Sr0.5TiO3 (BST) thin film as temperature sensor for satellite technology. In Proceedings of the 1st International Symposium on LAPAN-IPB Satellite for Food Security and Environmental Monitoring, Bogor, Indonesia, 25–26 November 2014. [Google Scholar]
- Rika, W.; Hardhienata, H. Barium strontium titanate thin film growth with rotational speed variation as a satellite temperature sensor prototype. IOP Conf. Ser. Earth Environ. Sci. 2017, 54, 012094. [Google Scholar]
- Liu, Q.; Tai, H.; Yuan, Z.; Zhou, Y.; Su, Y.; Jiang, Y. A high-performances flexible temperature sensor composed of polyethyleneimine/reduced graphene oxide bilayer for real-time monitoring. Adv. Mater. Technol. 2019, 4, 1800594. [Google Scholar] [CrossRef]
- Wiklund, J.; Karakoç, A.; Palko, T.; Yiğitler, H.; Ruttik, K.; Jäntti, R.; Paltakari, J. A review on printed electronics: Fabrication methods, inks, substrates, applications and environmental impacts. J. Manuf. Mater. Process. 2021, 5, 89. [Google Scholar] [CrossRef]
- Kazani, I.; Hertleer, C.; De Mey, G.; Schwarz, A.; Guxho, G.; Van Langenhove, L. Electrical conductive textiles obtained by screen printing. Fibres Text. East. Eur. 2012, 20, 57–63. [Google Scholar]
- Vena, A.; Perret, E.; Tedjini, S.; Tourtollet, G.E.P.; Delattre, A.; Garet, F.; Boutant, Y. Design of chipless RFID tags printed on paper by flexography. IEEE Trans. Antennas Propag. 2013, 61, 5868–5877. [Google Scholar] [CrossRef]
- Cosnahan, T.; Watt, A.A.; Assender, H.E. Flexography printing for organic thin film transistors. Mater. Today Proc. 2018, 5, 16051–16057. [Google Scholar] [CrossRef]
- Secor, E.B. Principles of aerosol jet printing. Flex. Print. Electron. 2018, 3, 035002. [Google Scholar] [CrossRef]
- Yin, Z.; Huang, Y.; Duan, Y.; Zhang, H. Introduction of Electrohydrodynamic Printing. In Electrohydrodynamic Direct-Writing for Flexible Electronic Manufacturing; Springer: Singapore, 2018; pp. 1–29. [Google Scholar]
- Ahn, J.H.; Hong, H.J.; Lee, C.Y. Temperature-sensing inks using electrohydrodynamic inkjet printing technology. Materials 2021, 14, 5623. [Google Scholar] [CrossRef] [PubMed]
- Andò, B.; Baglio, S.; Marletta, V.; Crispino, R. A Low Cost Inkjet-Printed Mass Sensor Using a Frequency Readout Strategy. Sensors 2021, 21, 4878. [Google Scholar] [CrossRef] [PubMed]
- Alshammari, A.S.; Alenezi, M.R.; Lai, K.T.; Silva, S.R.P. Inkjet printing of polymer functionalized CNT gas sensor with enhanced sensing properties. Mater. Lett. 2017, 189, 299–302. [Google Scholar] [CrossRef]
- Rehberger, M.; Mertin, J.; Vedder, C.; Stollenwerk, J.; Schleifenbaum, J.H. Rotation Grids for Improved Electrical Properties of Inkjet-Printed Strain Gauges. Sensors 2022, 22, 6119. [Google Scholar] [CrossRef] [PubMed]
- Dankoco, M.D.; Tesfay, G.Y.; Benevent, E.; Bendahan, M. Temperature sensor realized by inkjet printing process on flexible substrate. Mater. Sci. Eng. B 2016, 205, 1–5. [Google Scholar] [CrossRef]
- Choi, K.H.; Zubair, M.; Dang, H.W. Characterization of flexible temperature sensor fabricated through drop-on-demand electrohydrodynamics patterning. Jpn. J. Appl. Phys. 2014, 53, 05HB02. [Google Scholar] [CrossRef]
- Lee, Y.C.; Ahn, J.H.; Lee, C.Y. Grid-type sensors using resistance change ratio for micro-crack detection. Eng. Fail. Anal. 2021, 119, 104973. [Google Scholar] [CrossRef]
- Yudistira, H.T.; Nguyen, V.D.; Dutta, P.; Byun, D. Flight behavior of charged droplets in electrohydrodynamic inkjet printing. Appl. Phys. Lett. 2010, 96, 023503. [Google Scholar] [CrossRef]
- Raje, P.V.; Murmu, N.C. A review on electrohydrodynamic-inkjet printing technology. Int. J. Emerg. Technol. Adv. Eng. 2014, 4, 174–183. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
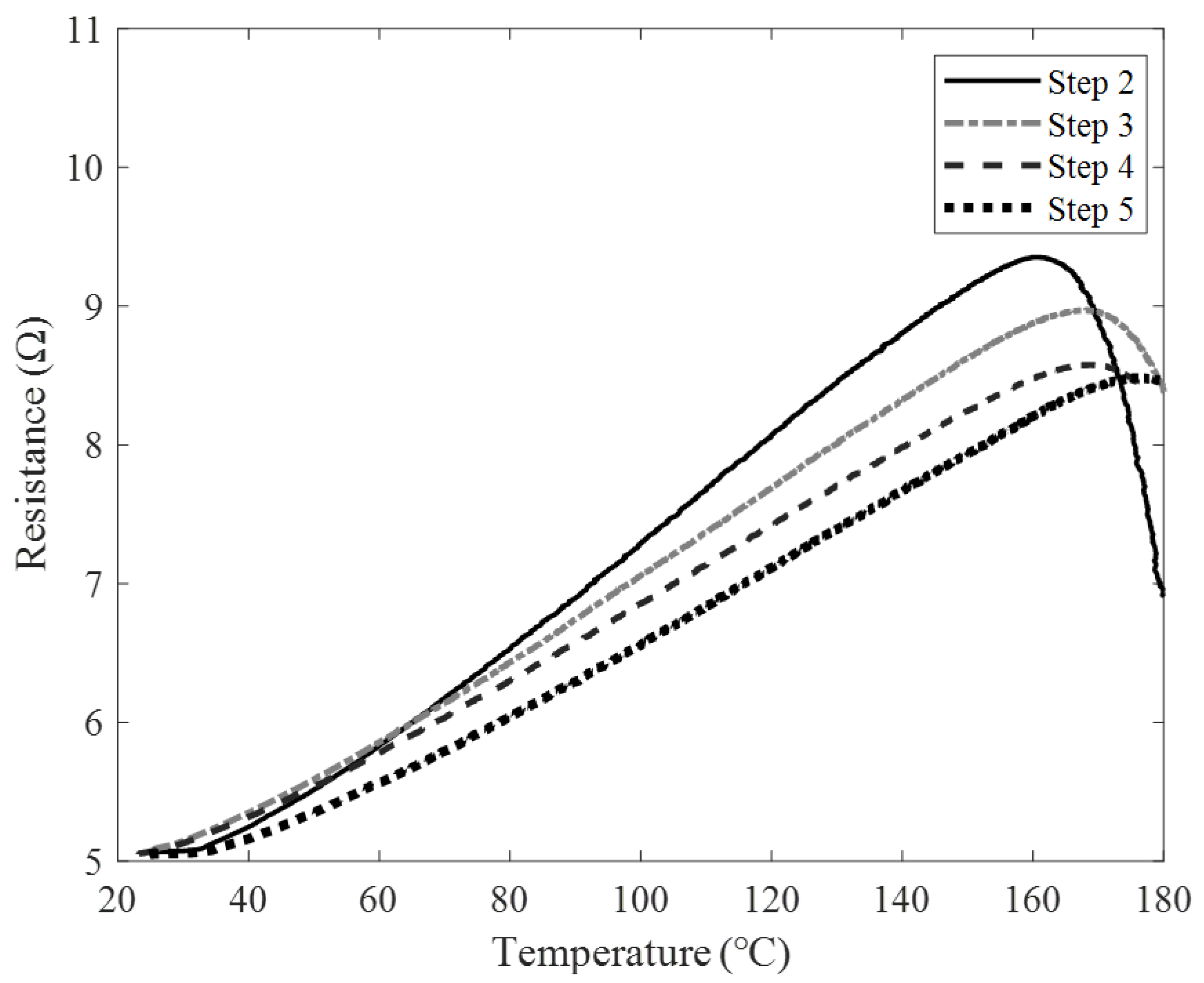
| Sensitivity (Ω/°C) | Temp. Range (°C) | |
|---|---|---|
| Step 1 | X | X |
| Step 2 | 0.075 | 160 |
| Step 3 | 0.07 | 168 |
| Step 4 | 0.065 | 170 |
| Step 5 | 0.06 | 180 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahn, J.-H.; Kim, H.-N.; Cho, J.Y.; Kim, J.H.; Lee, C.-Y. Evaluation of Temperature Sensors for Detection of Heat Sources Using Additive Printing Method. Sensors 2022, 22, 8308. https://doi.org/10.3390/s22218308
Ahn J-H, Kim H-N, Cho JY, Kim JH, Lee C-Y. Evaluation of Temperature Sensors for Detection of Heat Sources Using Additive Printing Method. Sensors. 2022; 22(21):8308. https://doi.org/10.3390/s22218308
Chicago/Turabian StyleAhn, Ju-Hun, Han-Na Kim, Jin Yeon Cho, Jeong Ho Kim, and Chang-Yull Lee. 2022. "Evaluation of Temperature Sensors for Detection of Heat Sources Using Additive Printing Method" Sensors 22, no. 21: 8308. https://doi.org/10.3390/s22218308