
Design of the Automated Calibration Process for an Experimental Laser Inspection Stand


Abstract
:1. Introduction
2. Inspection System Proposal
2.1. Problem Analysis and Concept
- 1.
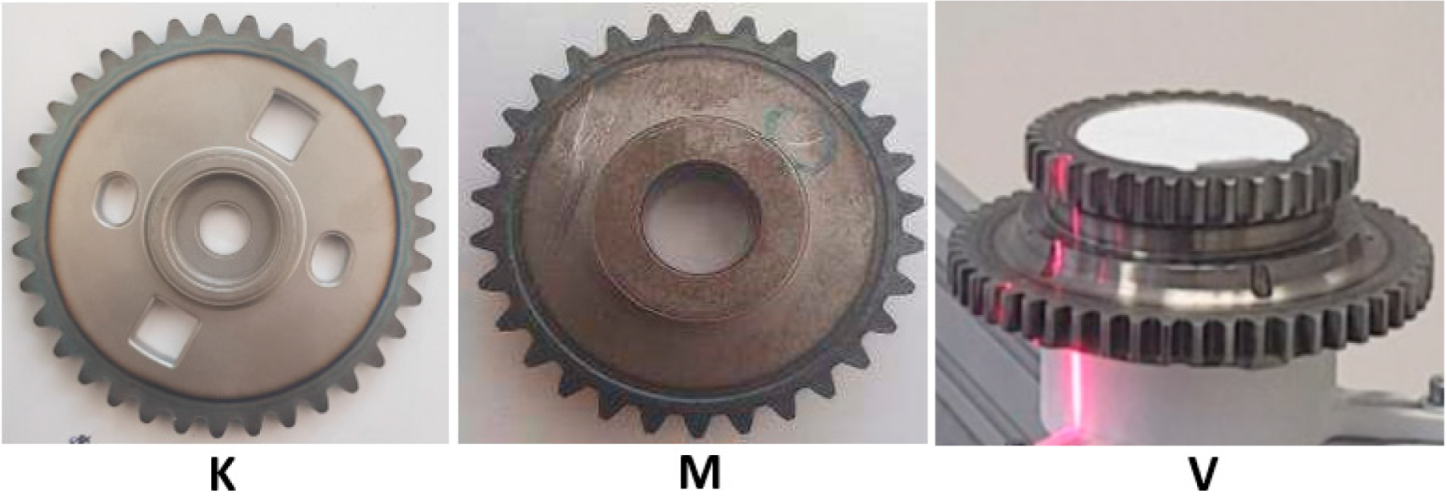
- Adapting the position of the laser sensor according to the gear wheel regarding the specifics of the scanned object and its functional surfaces to be inspected.
- -
- The main fundamental is to design a cognitive solution for transforming data from the coordinate system of the laser sensor, specifically located in space, to the coordinate system of the shaft as the first step of calibration.
- 2.
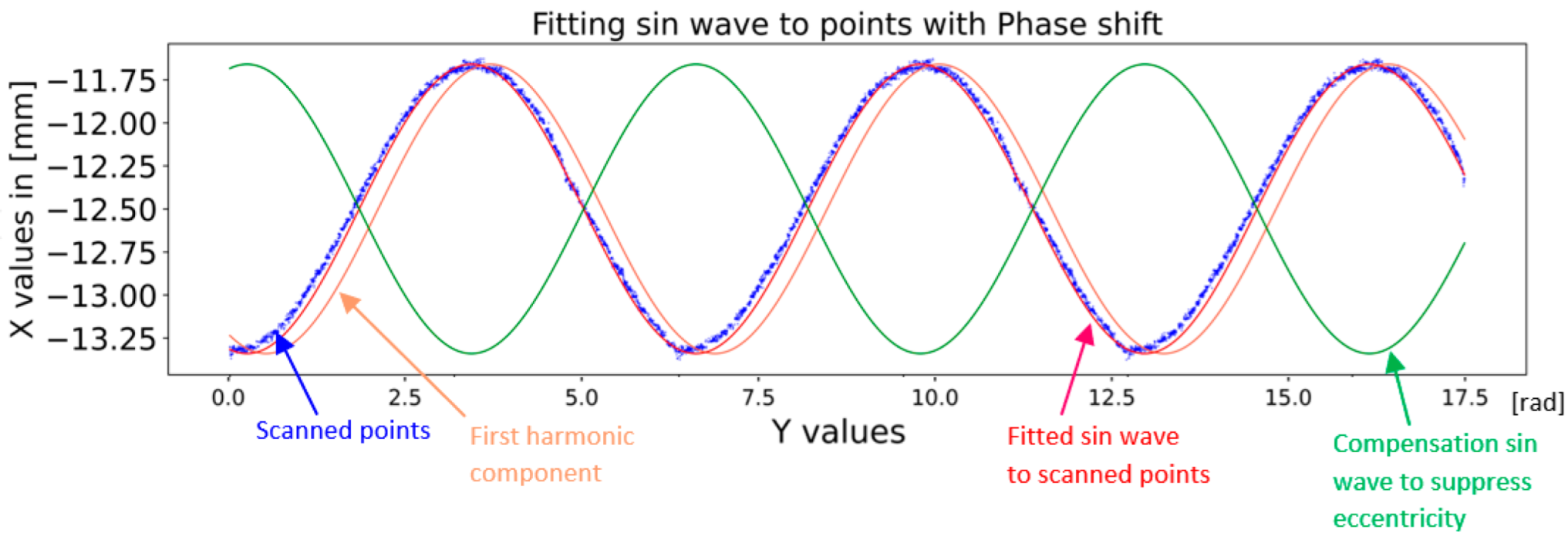
- The second calibration step is to solve the accuracy of the measurements by suppressing the eccentricity of the shaft position.
- -
- The method used is based on applying the Fourier transform in the first step, followed by developing a precise fitting of the harmonic component.
2.2. Methodology of Calibration Procedures
- -
- S(x,y,z) the sensor reference system in which measured values/data are given;
- -
- C(x,y,z) is the system related to the fixation shaft as the reference for the position of an object (gear wheel).
2.3. Data Preparation
3. Results
SW Parts of the Inspection System
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Šidiková, M.; Martinek, R.; Ládrová, M.; Jaroš, R.; Bilík, P.; Macháček, Z.; Snajdr, L.; Slaný, V.; Jobbágy, J. Inspection of the Cogwheel Using Virtual Instrumentation. Acta Univ. Agric. Silvic. Mendel. Brun. 2019, 67, 1493–1501. [Google Scholar] [CrossRef] [Green Version]
- Yu, L.; Wang, Z.; Duan, Z. Detecting Gear Surface Defects Using Background-Weakening Method and Convolutional Neural Network. J. Sens. 2019, 2019, 3140980. [Google Scholar] [CrossRef] [Green Version]
- Yang, J.; Li, S.; Wang, Z.; Dong, H.; Wang, J.; Tang, S. Using Deep Learning to Detect Defects in Manufacturing: A Comprehensive Survey and Current Challenges. Materials 2020, 13, 5755. [Google Scholar] [CrossRef] [PubMed]
- Hricko, J.; Havlik, S. Vision-Way Testing in Design of Small Compliant Mechanisms. In Mechanisms and Machine Science; Springer: Berlin/Heidelberg, Germany, 2020; Volume 84, pp. 588–595. [Google Scholar] [CrossRef]
- Bartoš, M.; Bulej, V.; Bohušík, M.; Stanček, J.; Ivanov, V.; Macek, P. An overview of robot applications in automotive industry. Transp. Res. Procedia 2021, 55, 837–844. [Google Scholar] [CrossRef]
- Idrobo-Pizo, G.A.; Motta, J.M.S.T.; Sampaio, R.C. A Calibration Method for a Laser Triangulation Scanner Mounted on a Robot Arm for Surface Mapping. Sensors 2019, 19, 1783. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chao, B.; Yong, L.; Jian-Guo, F.; Xia, G.; Lai-Peng, L.; Pu, D. Calibration of laser beam direction for optical coordinate measuring system. Measurement 2015, 73, 191–199. [Google Scholar] [CrossRef]
- Al Khawli, T.; Islam, S. Calibration methods for high precision robot assisted industrial automation. In Proceedings of the IEEE/ASME International Conference on Advanced Intelligent Mechatronics (AIM), Boston, MA, USA, 6–9 July 2020; pp. 1394–1399. [Google Scholar] [CrossRef]
- Kou, M.; Wang, G.; Jiang, C.; Li, W.-L.; Mao, J.-C. Calibration of the laser displacement sensor and integration of on-site scanned points. Meas. Sci. Technol. 2020, 31, 125104. [Google Scholar] [CrossRef]
- Klarák, J.; Kuric, I.; Zajačko, I.; Bulej, V.; Tlach, V.; Józwik, J. Analysis of Laser Sensors and Camera Vision in the Shoe Position Inspection System. Sensors 2021, 21, 7531. [Google Scholar] [CrossRef] [PubMed]
- Kuric, I.; Klarák, J.; Sága, M.; Císar, M.; Hajdučík, A.; Wiecek, D. Analysis of the Possibilities of Tire-Defect Inspection Based on Unsupervised Learning and Deep Learning. Sensors 2021, 21, 7073. [Google Scholar] [CrossRef] [PubMed]
- Lembono, T.S.; Suarez-Ruiz, F.; Pham, Q.-C. SCALAR: Simultaneous Calibration of 2-D Laser and Robot Kinematic Parameters Using Planarity and Distance Constraints. IEEE Trans. Autom. Sci. Eng. 2019, 16, 1971–1979. [Google Scholar] [CrossRef] [Green Version]
- Sharifzadeh, S.; Biro, I.; Kinnell, P. Robust hand-eye calibration of 2D laser sensors using a single-plane calibration artefact. Robot. Comput. Manuf. 2020, 61, 101823. [Google Scholar] [CrossRef]
- Peng, G.; Sun, Y.; Xu, S. Development of an Integrated Laser Sensors Based Measurement System for Large-Scale Components Automated Assembly Application. IEEE Access 2018, 6, 45646–45654. [Google Scholar] [CrossRef]
- Ding, D.; Zhao, Z.; Li, Y.; Fu, Y. Calibration and capability assessment of on-machine measurement by integrating a laser displacement sensor. Int. J. Adv. Manuf. Technol. 2021, 113, 2301–2313. [Google Scholar] [CrossRef]
- Song, L.; Sun, S.; Yang, Y.; Zhu, X.; Guo, Q.; Yang, H. A Multi-View Stereo Measurement System Based on a Laser Scanner for Fine Workpieces. Sensors 2019, 19, 381. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Čep, R.; Malotová, Š.; Kratochvil, J.; Stančeková, D.; Czán, A.; Jakab, T. Diagnosis of machine tool with using Renishaw ball-bar system. MATEC Web Conf. 2018, 157, 1006. [Google Scholar] [CrossRef]
- Xu, K.; Li, G.; He, K.; Tao, X. Identification of position-dependent geometric errors with non-integer exponents for Linear axis using double ball bar. Int. J. Mech. Sci. 2020, 170, 105326. [Google Scholar] [CrossRef]
- Tian, W.; Yang, G.; Wang, L.; Yin, F.; Gao, W. The application of a regularization method to the estimation of geometric errors of a three-axis machine tool using a double ball bar. J. Mech. Sci. Technol. 2018, 32, 4871–4881. [Google Scholar] [CrossRef]
- Renczes, B.; Kollar, I.; Daboczi, T. Efficient Implementation of Least Squares Sine Fitting Algorithms. IEEE Trans. Instrum. Meas. 2016, 65, 2717–2724. [Google Scholar] [CrossRef]
- Kuffel, J.; McComb, T.R.; Malewski, R. Comparative evaluation of computer methods for calculating the best-fit sinusoid to the digital record of a high-purity sine wave. IEEE Trans. Instrum. Meas. 1987, IM-36, 418–422. [Google Scholar] [CrossRef]
- Maalouf, A.; Tukan, M.; Price, E.; Kane, D.; Feldman, D. Coresets for Data Discretization and Sine Wave Fitting. In Proceedings of the 25th International Conference on Artificial Intelligence and Statistics, Rome, Italy, 19–21 October 2022. [Google Scholar]
- Catalogue scanCONTROL (2D/3D Laser Profile Sensors. Available online: https://www.micro-epsilon.co.uk/download/products/cat--scanCONTROL--en.pdf (accessed on 29 October 2021).
- Šutka, J.; Koňar, R.; Moravec, J.; Petričko, L. Arc welding renovation of permanent steel molds. Arch. Foundry Eng. 2021, 21, 35–40. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser Sensor | Parameter |
|---|---|
| Start of measuring range | 70 mm |
| End of measuring range | 120 mm |
| Resolution (Z-axis) | 4 μm |
| Scanning points | 640 |
| Scanning Parameter | Value |
|---|---|
| Angular velocity [rad·s−1] | |
| Scanned frequency [Hz] | 200 |
| Number of profiles in one scan | 11,000 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Klarák, J.; Andok, R.; Hricko, J.; Klačková, I.; Tsai, H.-Y. Design of the Automated Calibration Process for an Experimental Laser Inspection Stand. Sensors 2022, 22, 5306. https://doi.org/10.3390/s22145306
Klarák J, Andok R, Hricko J, Klačková I, Tsai H-Y. Design of the Automated Calibration Process for an Experimental Laser Inspection Stand. Sensors. 2022; 22(14):5306. https://doi.org/10.3390/s22145306
Chicago/Turabian StyleKlarák, Jaromír, Robert Andok, Jaroslav Hricko, Ivana Klačková, and Hung-Yin Tsai. 2022. "Design of the Automated Calibration Process for an Experimental Laser Inspection Stand" Sensors 22, no. 14: 5306. https://doi.org/10.3390/s22145306