
Control and Real-Time Data Acquisition of an Experimental Platform for Stored Grain Aeration Study

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
- (1)
- Aeration experiments using ambient air or pretreated air with constant or varied flow rate can all be conducted on the platform.
- (2)
- For pretreated air aeration, the control method can realize stable and reliable inlet air conditioning.
- (3)
- Real-time data of multi-sensor parameters should be acquired.
- (4)
- The platform can be more compact, have low construction cost, supply air for different bins, and be easy to reproduce.
2. The Laboratory-Scale Experimental Platform for Stored Grain Aeration Study
2.1. Monitoring and Control Requirements of the Stored Grain Aeration Experimetal Platform
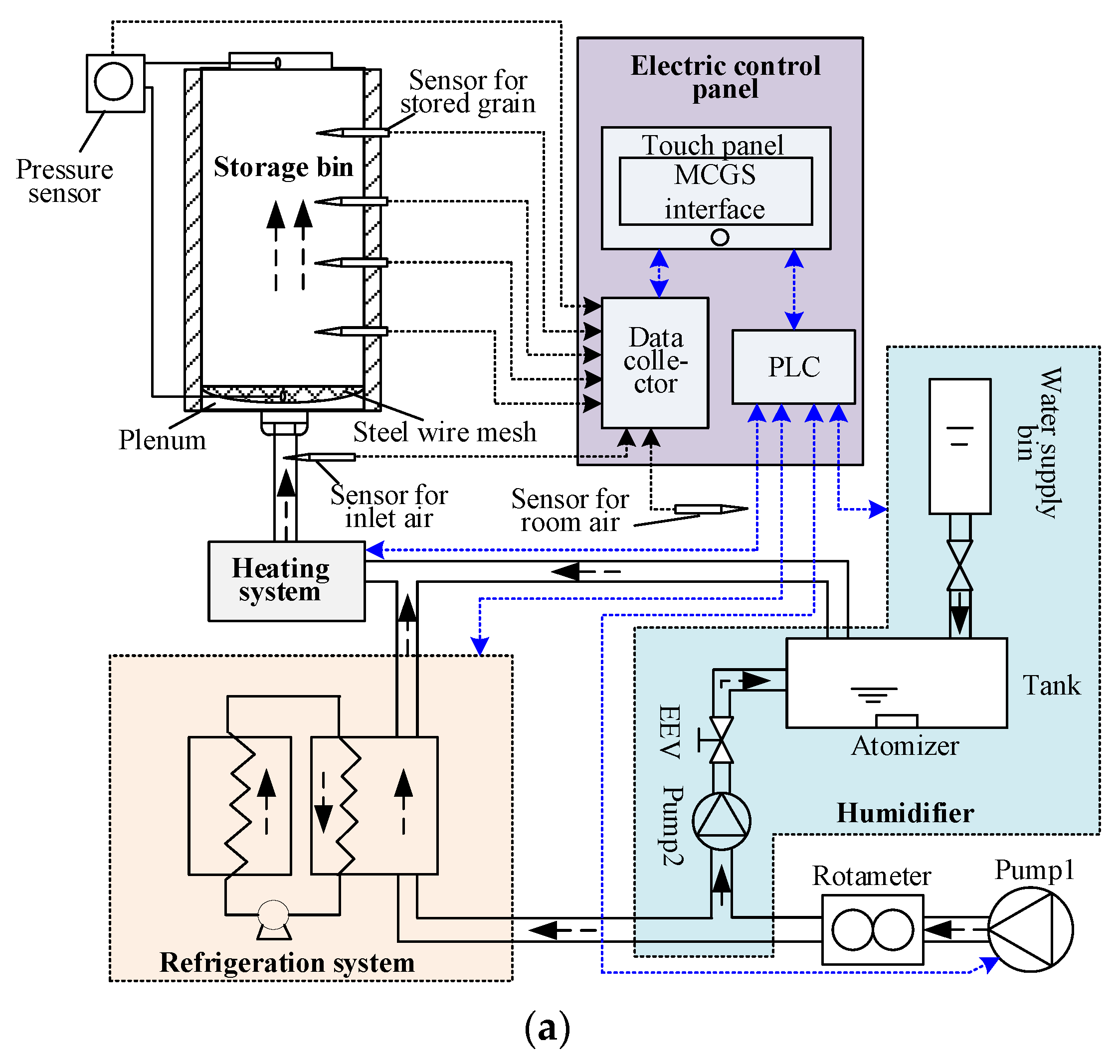
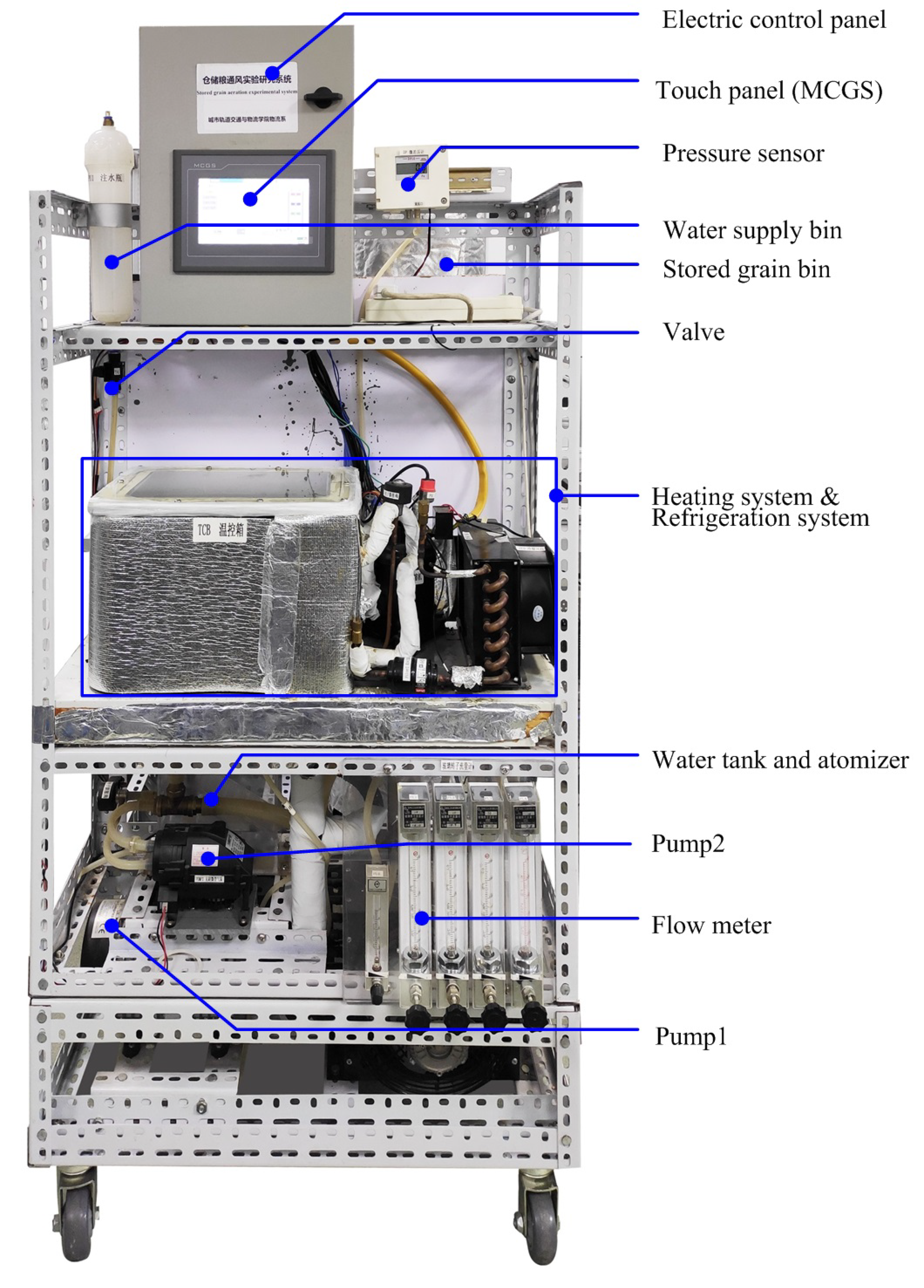
2.2. Structure of the Platform
2.3. Running Mode Design of the Platform
2.4. Parameters Range Design for the Inlet Air
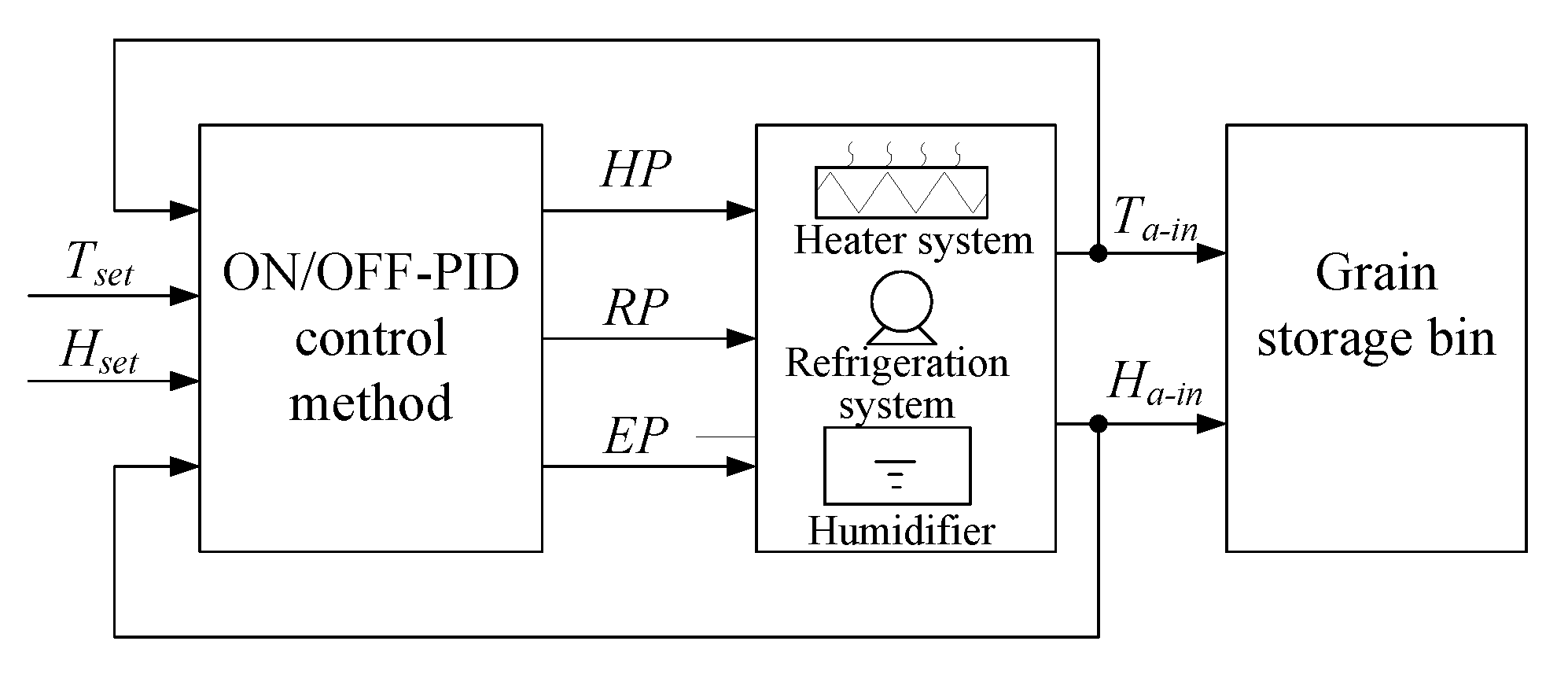
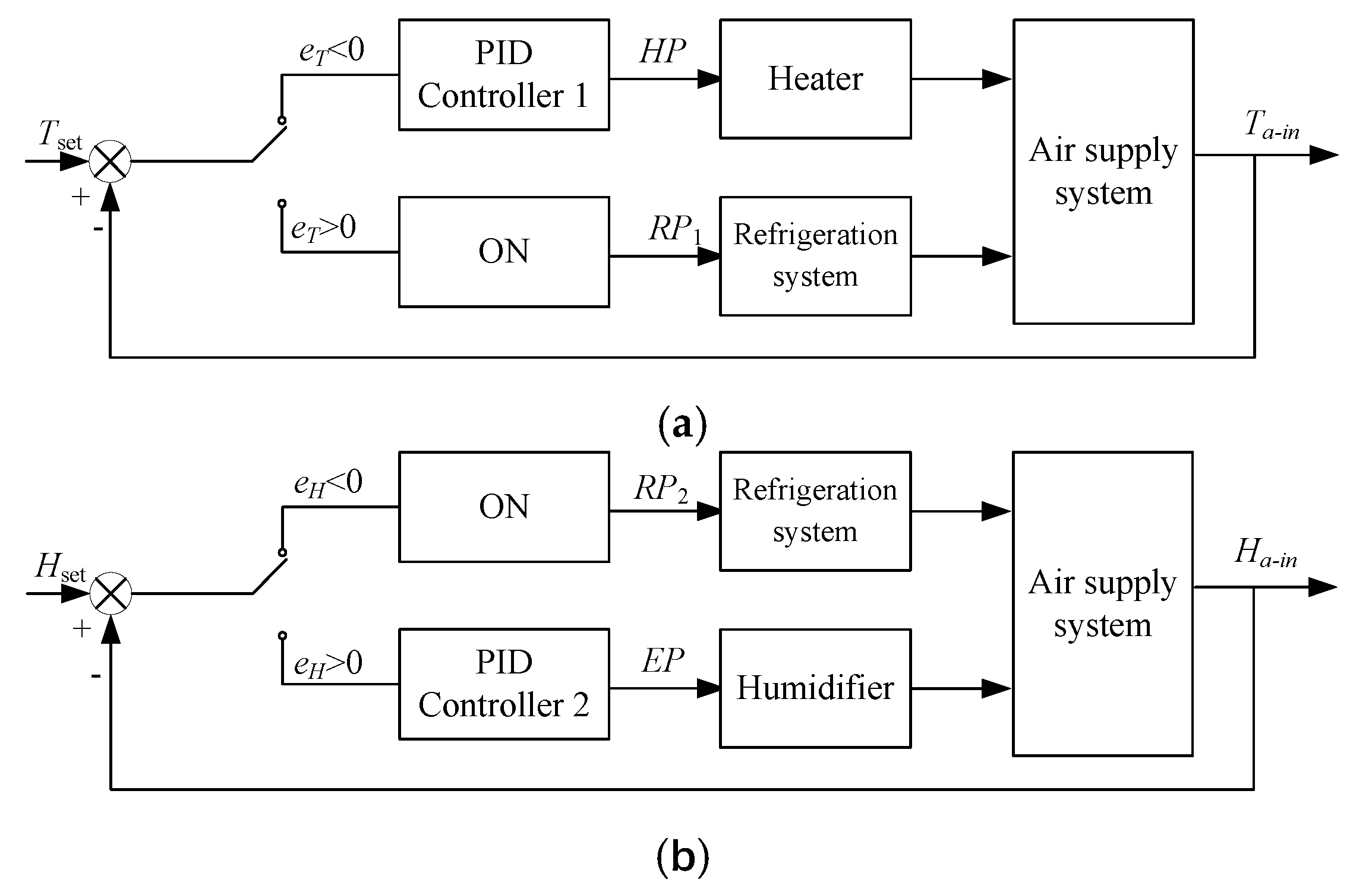
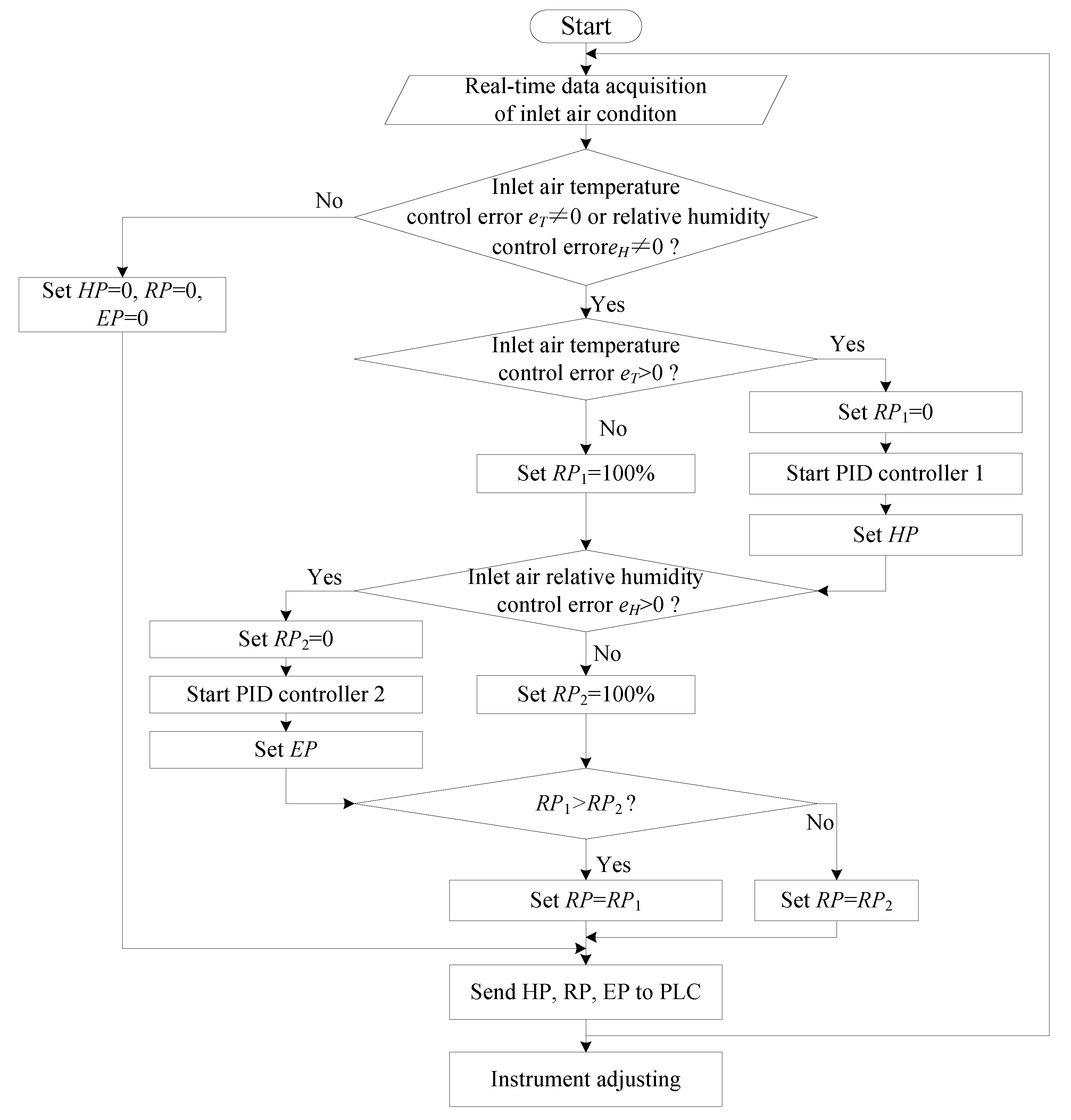
2.5. Control Method of the Inlet Air Temperature and Relative Humidity
2.6. Monitoring Interface of the Platform
3. Tests of the Experimental Platform
3.1. Inlet Air Temperature and Relative Humidity Control Tests
3.2. Real-Time Data Acquisition Tests
4. Results and Discussion
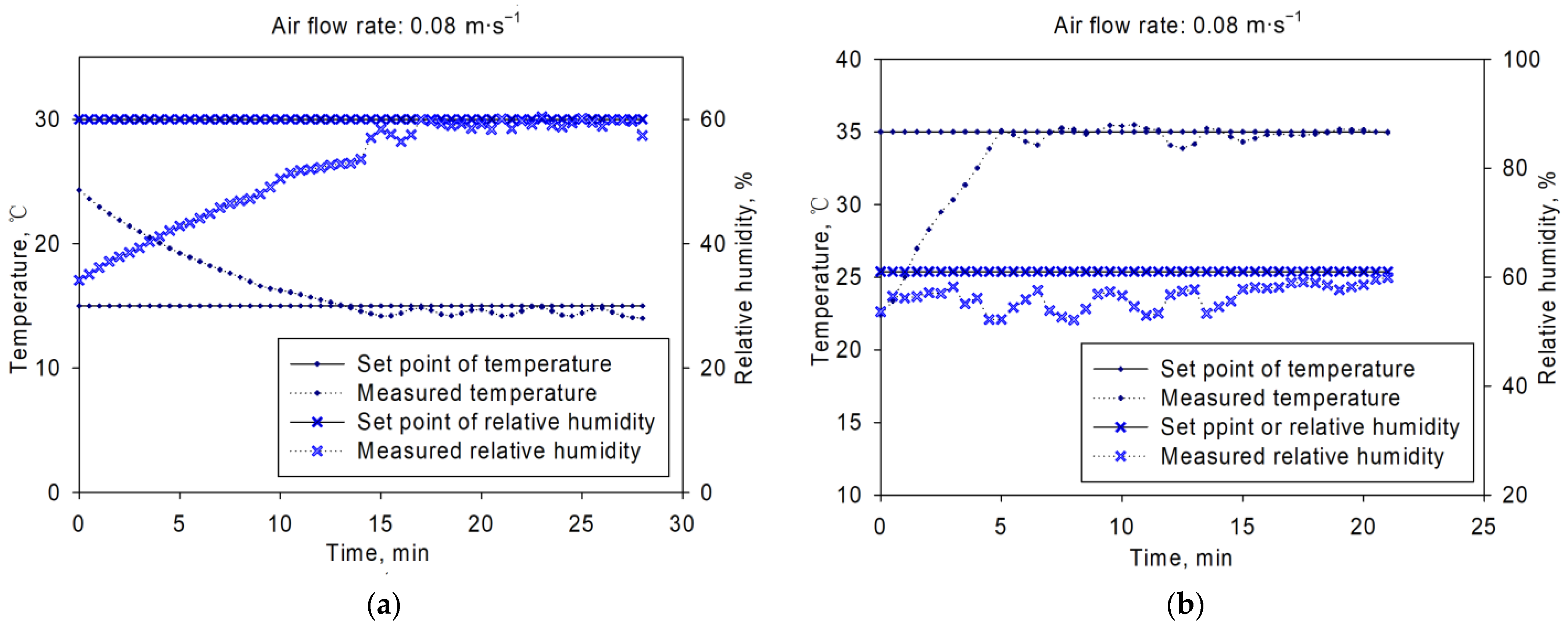
4.1. Inlet Air Temperature and Relative Humidity Control Test Results and Discussion
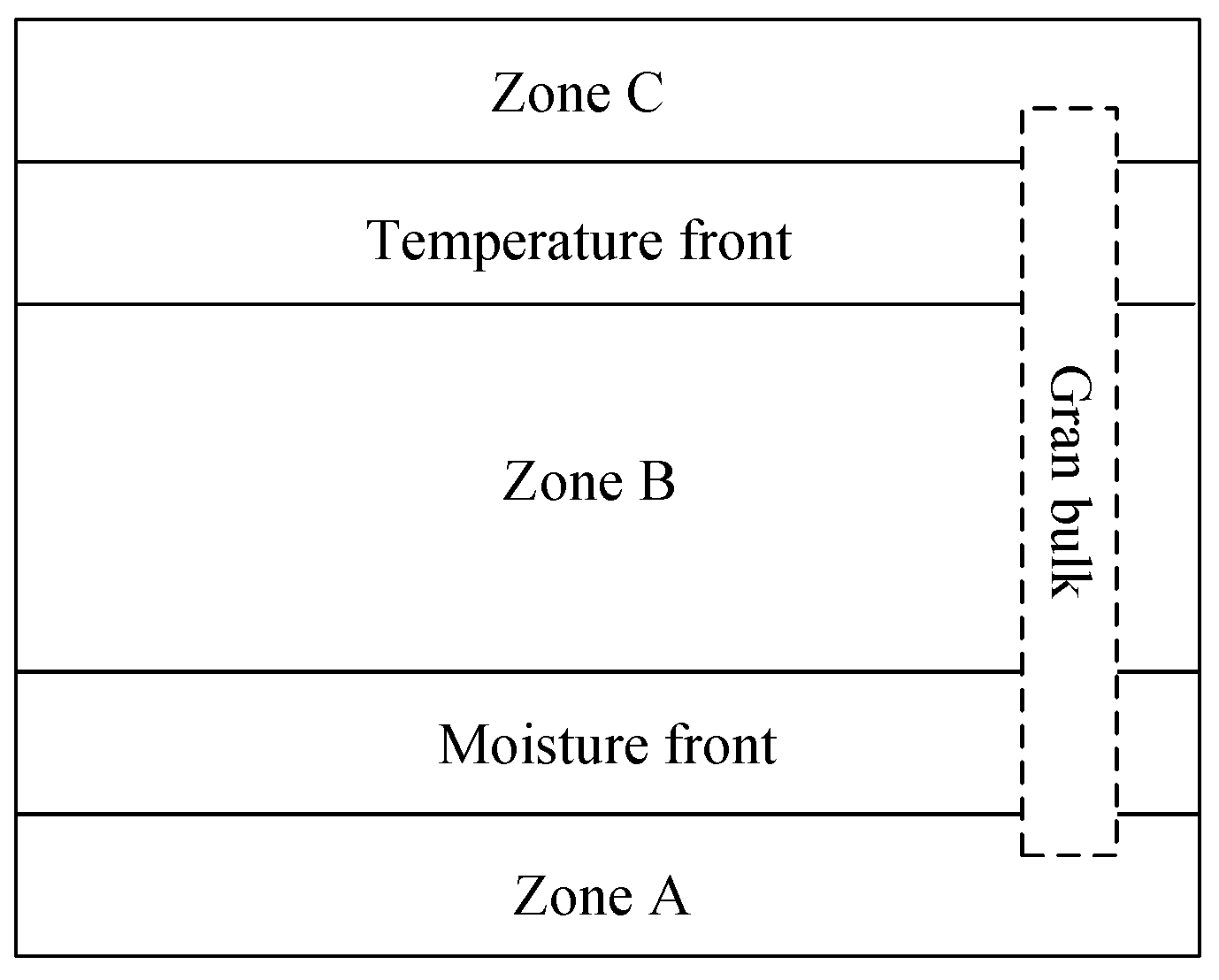
4.2. Real-Time Data Acquisiton of the Stored Grain Bulk Test Results and Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jayas, D.S.; White, N.D.G.; Muir, W.E. Mathematical modeling of heat, moisture, and gas transfer. In Stored–Grain Ecosystems; Marcel Dekker Inc.: New York, NY, USA, 1995; pp. 527–567. [Google Scholar]
- Thorpe, G.R. Modelling ecosystems in ventilated conical bottomed farm grain silos. Ecol. Modeling 1997, 94, 255–286. [Google Scholar] [CrossRef]
- Mani, S.; Flinn, P.W.; Muir, W.E.; Jayas, D.S.; White, N.D.G. Two models of grain temperatures and insect populations in stored wheat. Trans. ASAE 2001, 44, 655–660. [Google Scholar] [CrossRef]
- Bell, C.H. A review of insect responses to variations encountered in the managed storage environment. J. Stored Prod. Res. 2014, 59, 260–274. [Google Scholar] [CrossRef]
- Morales-Quiros, A.; Campabadal, C.A.D.; Maier, E.; Lazzari, S.; Lazzari, F. Chilling aeration to control pests and maintain grain quality during in-bin storage of wheat in Kansas. In Proceedings of the 2016 ASABE Annual International Meeting, Orlando, FL, USA, 17–20 July 2016; pp. 1–19. [Google Scholar]
- Lopes, D.C.; Martins, J.H.; Steidle-Neto, A.J.; Lacerda-Filho, A.F.; Melo, C.; Monteiro, P.M.B. Management of stored maize by AERO controller in five Brazilian locations: A simulation study. Biosyst. Eng. 2008, 101, 325–330. [Google Scholar] [CrossRef] [Green Version]
- Valmor, Z.; Ricardo, T.P.; Cristiano, D.F. Grain storage systems and effects of moisture, temperature and time on grain quality—A review. J. Stored Prod. Res. 2021, 91, 1–9. [Google Scholar] [CrossRef]
- Lopes, D.C.; Neto, A.J.S.; Júnior, R.V. Comparison of equilibrium models for grain aeration. J. Stored Prod. Res. 2015, 60, 11–18. [Google Scholar] [CrossRef]
- Silva, W.S.V.; Vanier, N.L.; Ziegler, V.; Oliveira, M.D.; Dias, A.R.G.; Elias, M.C. Effects of using eolic exhausters as a complement to conventional aeration on the quality of rice stored in metal silos. J. Stored Prod. Res. 2014, 59, 76–81. [Google Scholar] [CrossRef]
- Marcelino, C.R.; Gloria, M.M.G.; José, L.N.B.; Enrique, B.Á.J.; Ramiro, R.M.; Hugo, J.I. Transient numerical study of the effect of ambient temperature on 2-D cereal grain storage in cylindrical silos. J. Stored Prod. Res. 2011, 47, 106–122. [Google Scholar] [CrossRef]
- Atungulu, G. Maintaining quality and preventing mycotoxins: New engineering in grain drying and storage. Resour. Mag. 2015, 22, 12–14. [Google Scholar]
- Jian, F.; Liu, J.; Jayas, D.S. A new mathematical model to simulate sorption, desorption and hysteresis of stored canola during aeration. Drying Technol. 2020, 38, 2190–2201. [Google Scholar] [CrossRef]
- Antonio, J.S.; Lopes, D.C. Thermistor based system for grain aeration monitoring and control. Comput. Electron. Agric. 2015, 116, 45–54. [Google Scholar]
- Atungulu, G.; Zhong, H.M. Assessment of fan control strategies for natural air in-bin rough rice drying in Arkansas locations. APPL. Eng. Agric. 2016, 32, 469–481. [Google Scholar] [CrossRef]
- Elder, W.B. The control and monitoring of grain aeration systems. Trans. ASAE 1971, 14, 290–293. [Google Scholar] [CrossRef]
- Lynch, B.E.; Morey, R.V. Control strategies for ambient air corn drying. Trans. ASAE 1989, 32, 1727–1736. [Google Scholar] [CrossRef]
- Shubham, S.P.; Chandra John, B.S.F.; Dariush, Z. Modeling of heat and mass transfer within the grain storage ecosystem using numerical methods: A review. Drying Technol. 2020, 38, 1677–1697. [Google Scholar] [CrossRef]
- Zhou, H.; Liu, J.; Jayas, D.S.; Wu, Z.; Zhou, X. A distributed parameter model predictive control method for forced air ventilation through stored grain. Appl. Eng. Agric. 2014, 30, 593–600. [Google Scholar] [CrossRef]
- Wu, Z.D.; Zhang, Q.; Yin, J.; Wang, X.M.; Zhang, Z.J.; Wu, W.F.; Li, F.J. Interactions of multiple biological fields in stored grain ecosystems. Sci. Rep. 2020, 10, 9302. [Google Scholar] [CrossRef]
- Chen, P.X.; Wang, Z.H.; Huang, K.; Li, C.J.; Zhang, Z.J.; Yang, D.Y.; Liu, X.D. Numerical simulation and experimental study on in-store drying of grain. In Proceedings of the 2016 ASABE Annual International Meeting, Orlando, FL, USA, 17–20 July 2016; pp. 1–17. [Google Scholar]
- Hodges, T.O.; Converse, H.H.; Sauer, B.D. Some effects of cooling rates on quality of high moisture corn. Trans. ASAE 1971, 14, 649–655. [Google Scholar] [CrossRef]
- Sorenson, J.W.; Person, N.K., Jr.; McCune, W.E.; Hobgood, P. Design methods for controlled-environment storage of grain. Trans. ASAE 1967, 10, 366–369. [Google Scholar] [CrossRef]
- Liu, J.; Zhou, H.; Zhou, X. Application and comparison of two mathematical models for simulating grain heat and mass transfer during in-bin drying. Int. J. Digit. Cont. Technol. Appl. 2012, 6, 200–208. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Han, Z.; Lin, Q.; Wu, Z.D.; Chen, L.; Zhang, Q. Smart cooling-aeration guided by aeration window model for paddy stored in concrete silos in a depot of Guangzhou, China. Comput. Electron. Agric. 2020, 173, 1–12. [Google Scholar] [CrossRef]
- Khatchatourian, O.A.; Binelo, M.O.; Neutzling, R.; Faoro, V. Models to predict the thermal state of rice stored in aerated vertical silos. Biosyst. Eng. 2017, 161, 14–23. [Google Scholar] [CrossRef]
- Sutherland, J.W.; Banks, P.J.; Griffiths, H.J. Equilibrium heat and moisture transfer in air flow through grain. J. Agric. Eng. Res. 1971, 16, 368–386. [Google Scholar] [CrossRef]
- Bartosik, R.E. A Model-Based fan and Burner Controls Strategy for the In-Bin Drying and Conditions of Corn. Ph.D. Thesis, Purdue University, West Lafayette, IN, USA, 2005. [Google Scholar]
- Bartosik, R.E.; Maier, D.E. Field implementation and model validation of a model-based fan and burner control strategy for the in-bin drying and condition of corn. Appl. Eng. Agric. 2007, 23, 195–205. [Google Scholar] [CrossRef]
- Jiao, H.; Liu, J.; Ge, C. Comparison of different control methods applied in air conditioning systems. In Proceedings of the 2015 4th National Conference on Electrical, Electronics and Computer Engineering, Xi’an, China, 12–13 December 2015; pp. 652–656. [Google Scholar]
- Ziegler, T.; Richter, I.G. Analyzing deep-bed drying based on enthalpy-water content and diagrams for air and grain. Comput. Electron. Agric. 2000, 26, 105–122. [Google Scholar] [CrossRef]












Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; Li, P. Control and Real-Time Data Acquisition of an Experimental Platform for Stored Grain Aeration Study. Sensors 2021, 21, 5403. https://doi.org/10.3390/s21165403
Liu J, Li P. Control and Real-Time Data Acquisition of an Experimental Platform for Stored Grain Aeration Study. Sensors. 2021; 21(16):5403. https://doi.org/10.3390/s21165403
Chicago/Turabian StyleLiu, Jingyun, and Ping Li. 2021. "Control and Real-Time Data Acquisition of an Experimental Platform for Stored Grain Aeration Study" Sensors 21, no. 16: 5403. https://doi.org/10.3390/s21165403