
Automation Pyramid as Constructor for a Complete Digital Twin, Case Study: A Didactic Manufacturing System



Abstract
:1. Introduction
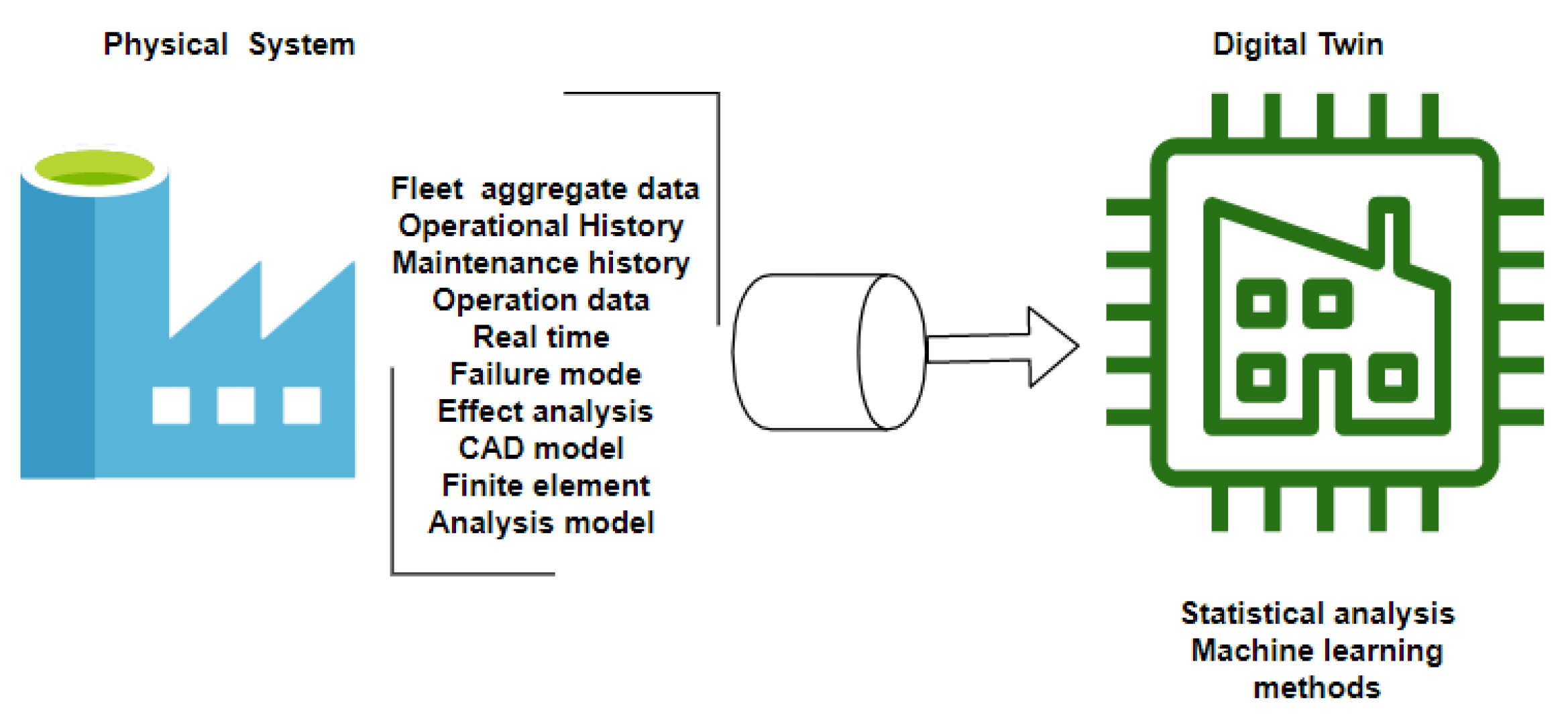
2. Digital Twin General Concept
- (1)
- The physical and virtual worlds are combined and interchange information based on virtual models with high fidelity.
- (2)
- Interaction and convergence: (a) in physical space, (b) between historical and real-time data, and (c) between physical and virtual space. Related to (a), DT integrates full-flow, full-element, and full-service characteristics, then, the data generated in the physical-space phases can connect. Regarding (b), the DT data requires expert knowledge and accumulates data from deployed real-time systems. Finally, the physical and virtual spaces are smoothly connected, and they interact easily.
- (3)
- DT can update data in real-time so that virtual models can tolerate continuous upgrading by relating virtual space with physical space in parallel.
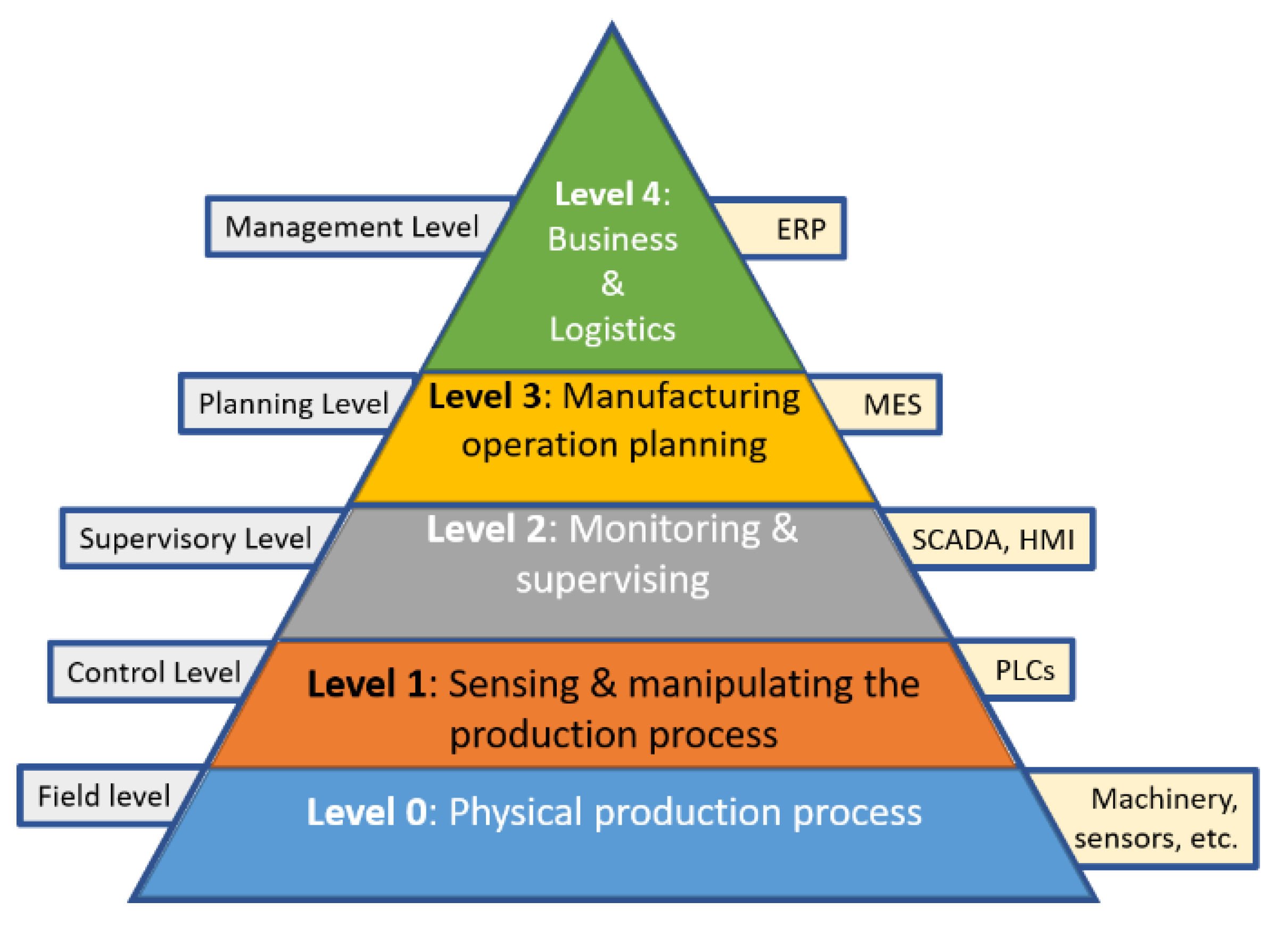
3. The ISA 95 Standard and Automation Pyramid Concept
- The time required for achieving the total production is reduced
- Correct tools for integrating control systems in enterprises are included
- A better and fasts manner of determining users’ needs
- The cost of the automated manufacturing process is reduced
- Optimizing supply chains
- Reducing lifecycle.
3.1. Enterprise Resource Planning (ERP) Systems
- A real-time data is monitored and examined so atypical situations could be detected
- A set of rules for business can be incorporated into the ERP systems to create an autonomous system
- Portable devices are integrated into the ERP to set a communication channel between the manager and manufacturing machines
- A well-organized online operation system could be set
- The orders’ information of orders can be tracked, and the status is updated
- Customer order handling, acceptance, and confirmation.
- Sales are estimating.
- Waiver and reservation handling.
- Gross margin reporting.
- Determining production orders.
- Raw materials that have to change into the final product.
- Updating of process plans.
- Plant engineering.
- Raw materials’ requirements.
- Generate the reports for performance and costs.
- Assessing restrictions on capacity and quality.
- Self-test and diagnose production and control equipment.
- Create production standards and directions for SOPs (Standard Operating Procedures), recipes, and equipment management for defined processing equipment.
3.2. Manufacturing Execution Systems (MES)
- (i)
- uninterrupted communication with the production level,
- (ii)
- conversion of information models online,
- (iii)
- transformation of data from the business model to data that can be used in the in-dustrial control systems and
- (iv)
- the conversion and processing of the data from the control systems into data that can be understood by different enterprise systems [16].
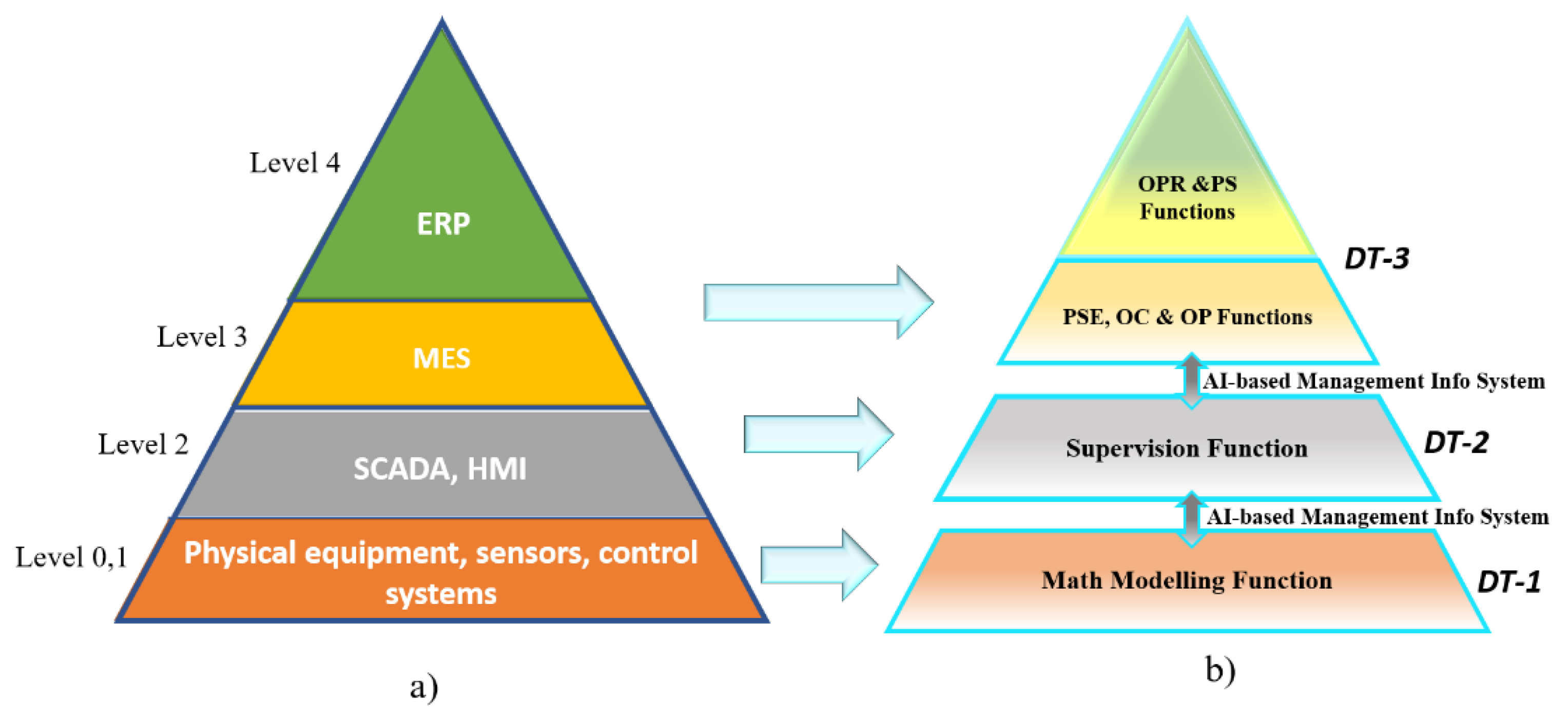
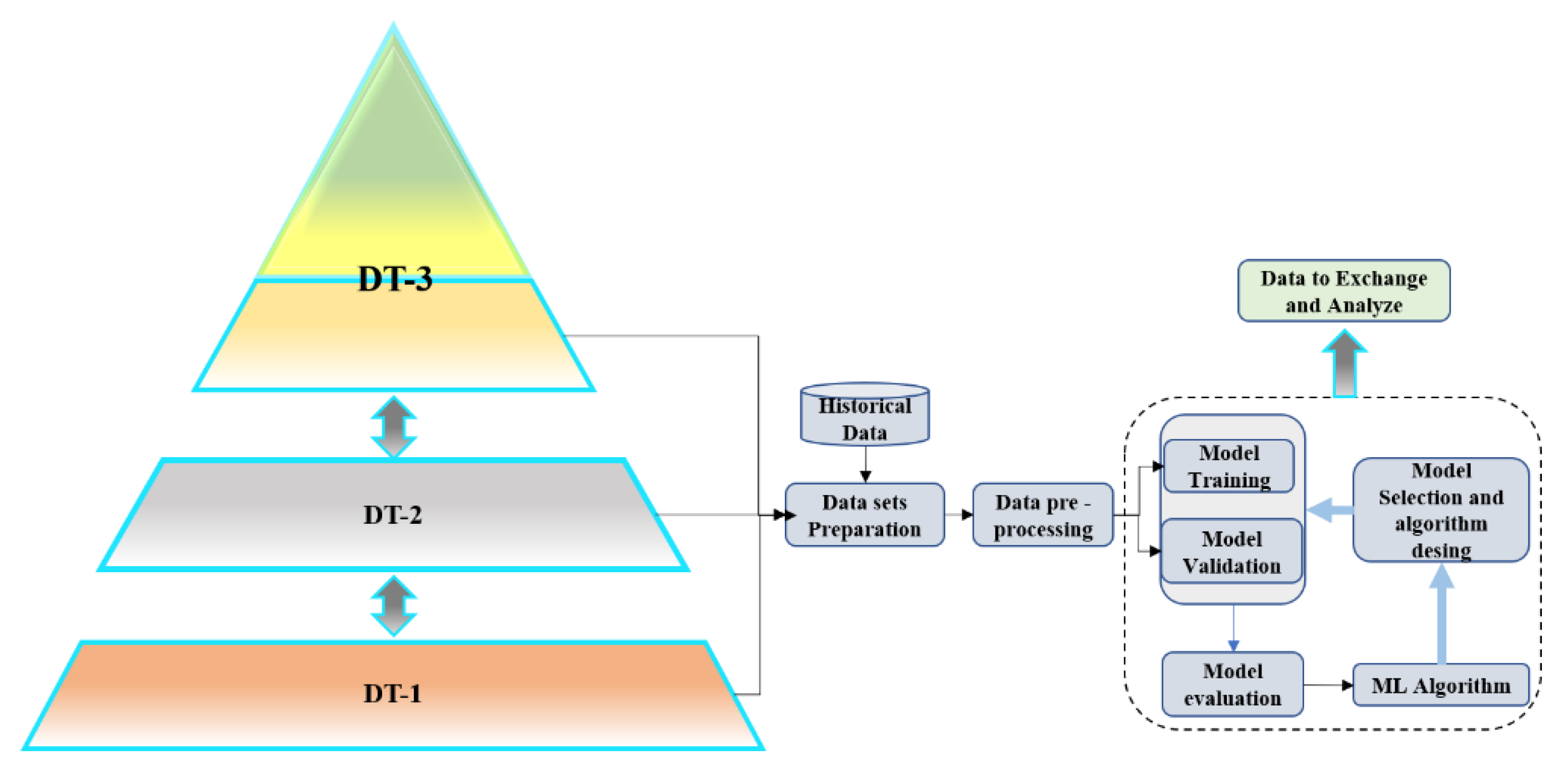
4. Automation Pyramid and Digital Twin
4.1. AI-Based Management Information System (AI-MIS)
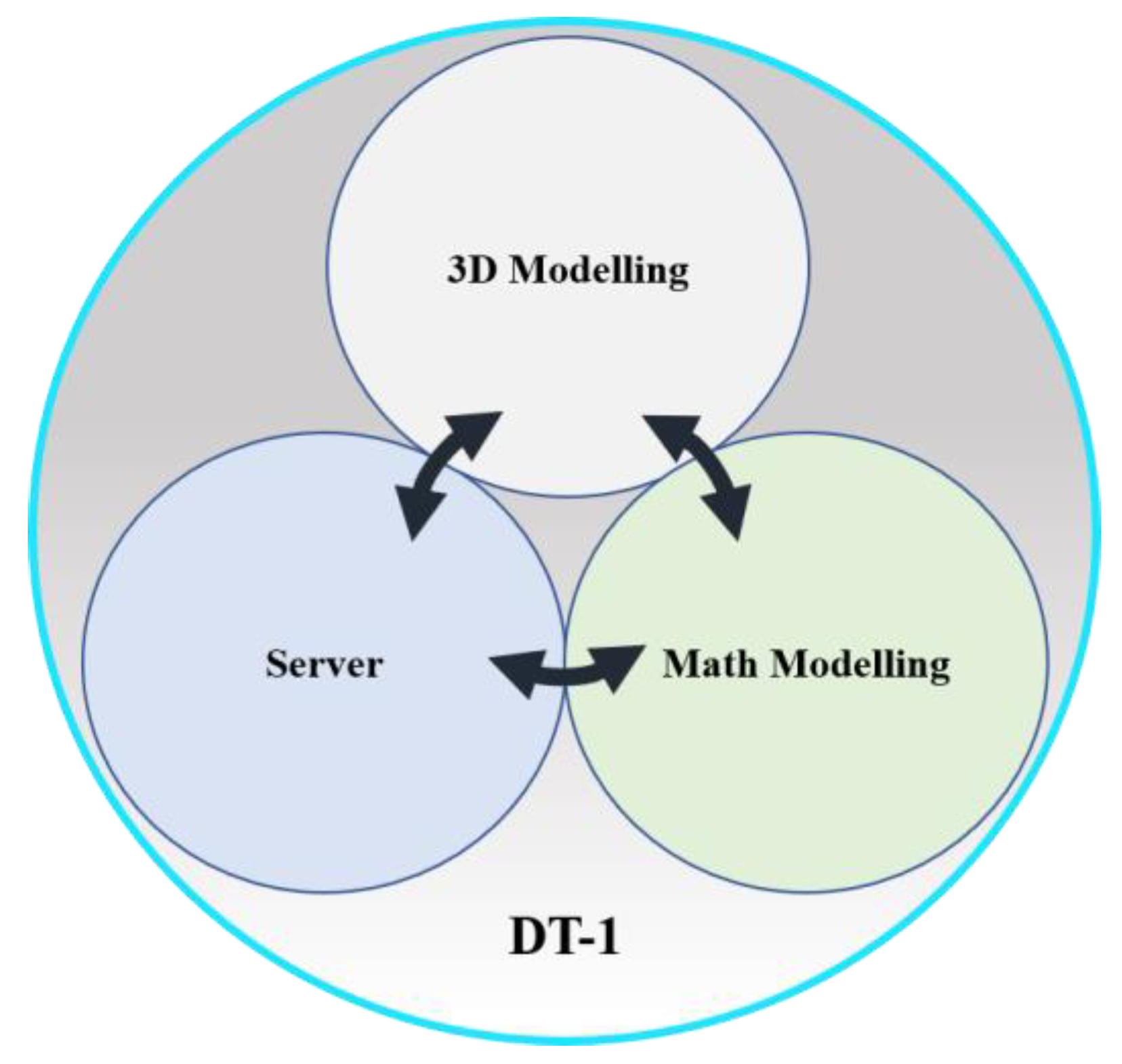
4.2. Field and Control Level Model
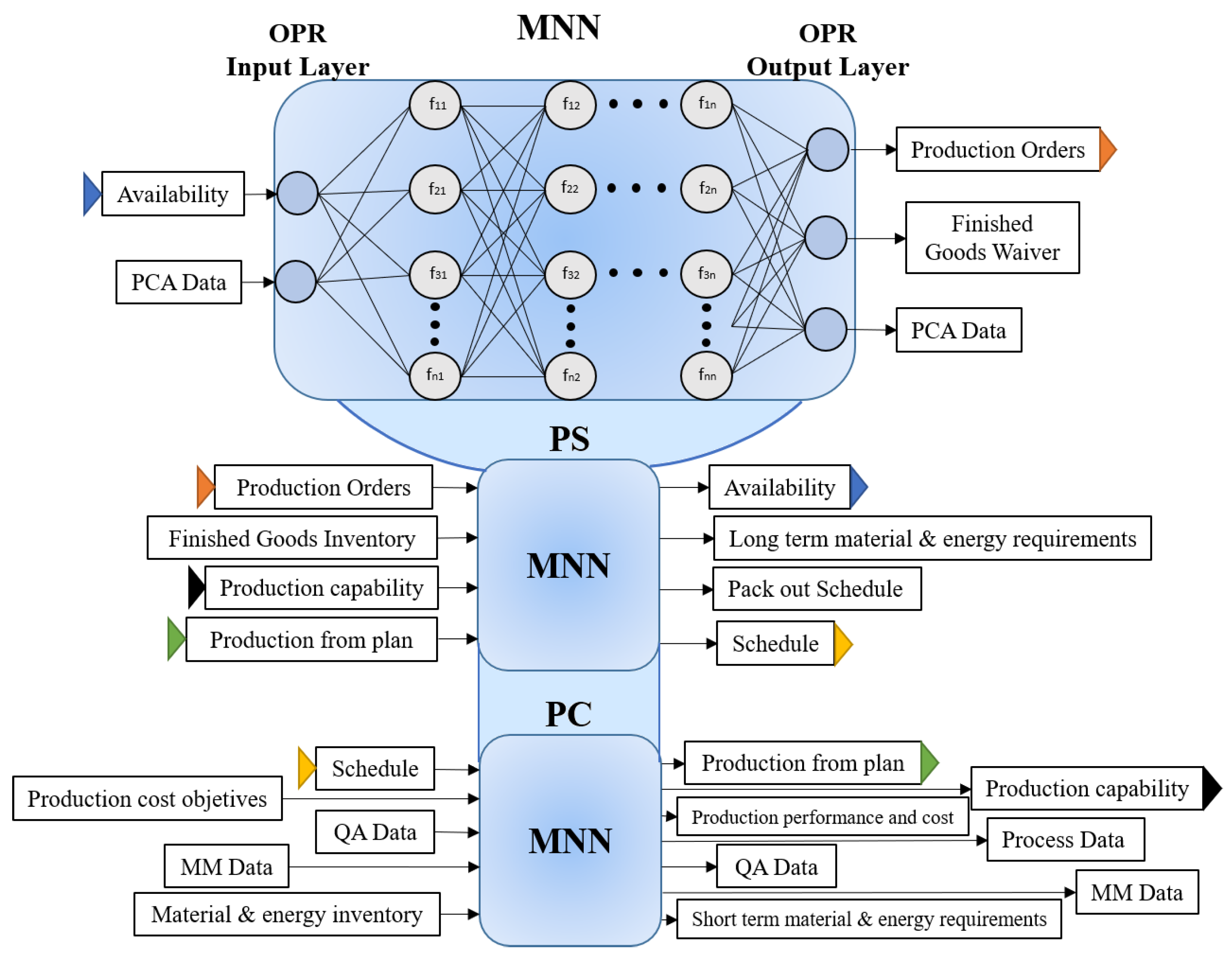
4.3. Supervisory Level
4.4. Planning and Management Level
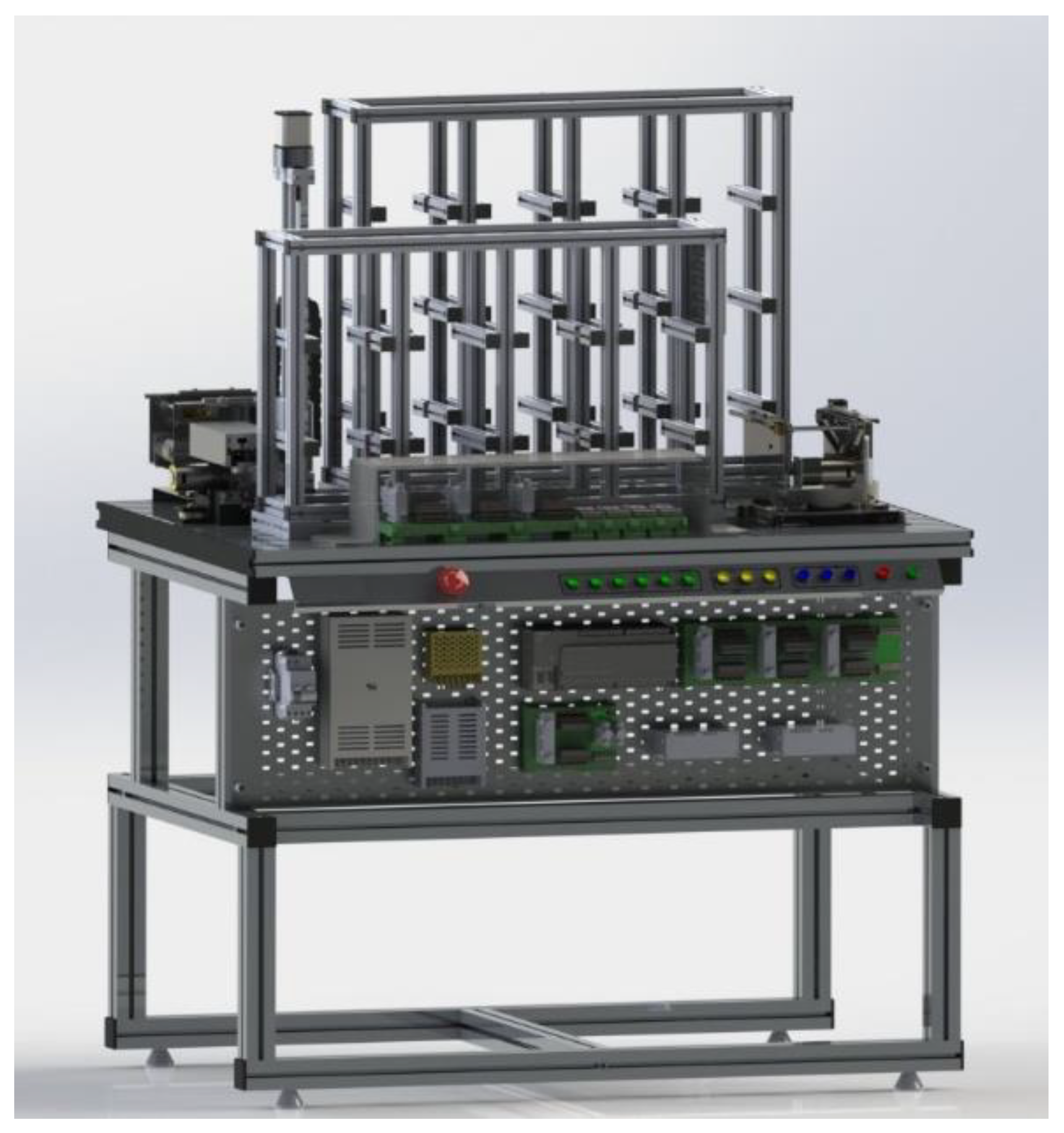
5. Case Study: Production System for Educational Purposes Using a Digital Twin Topology
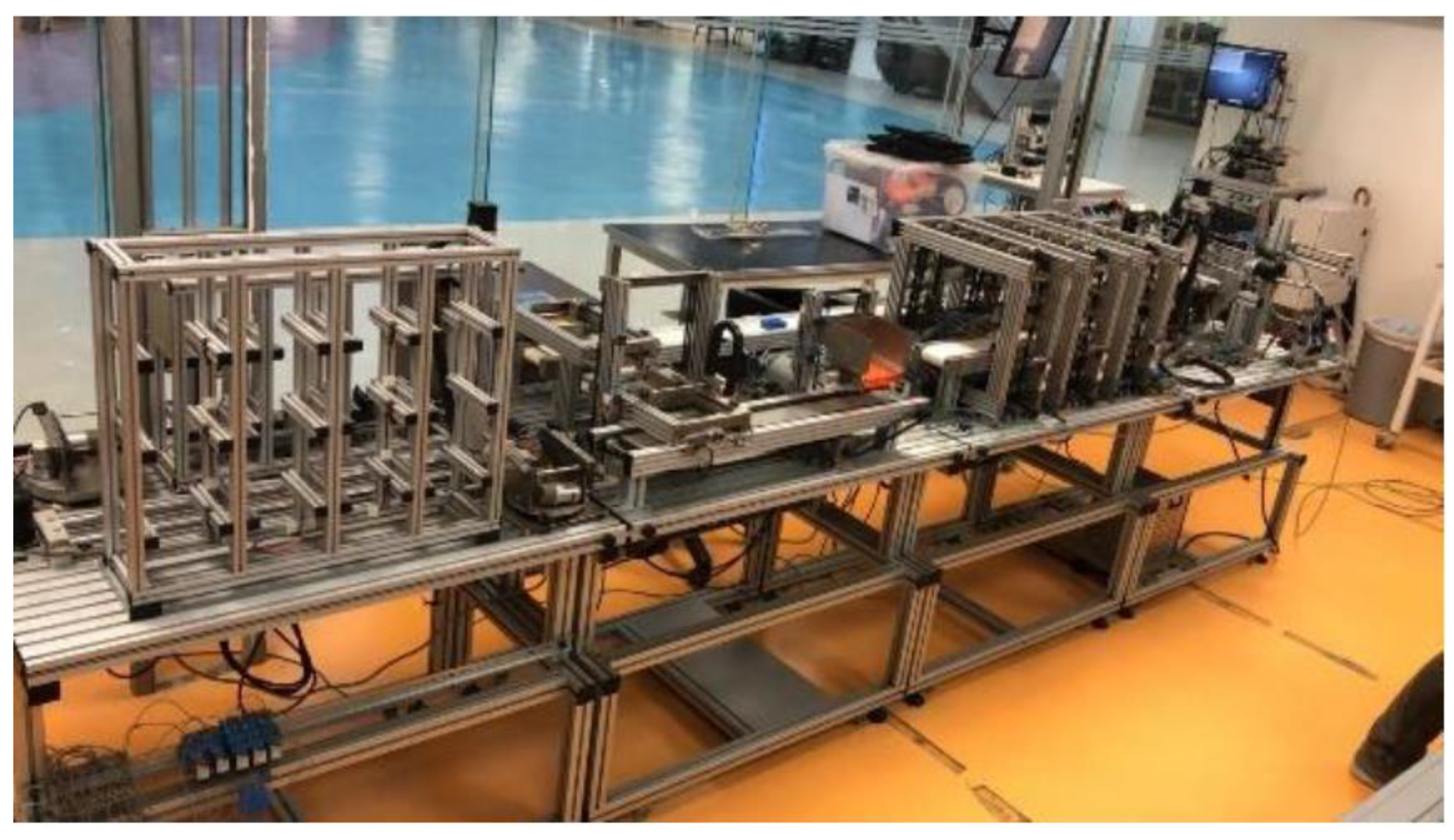
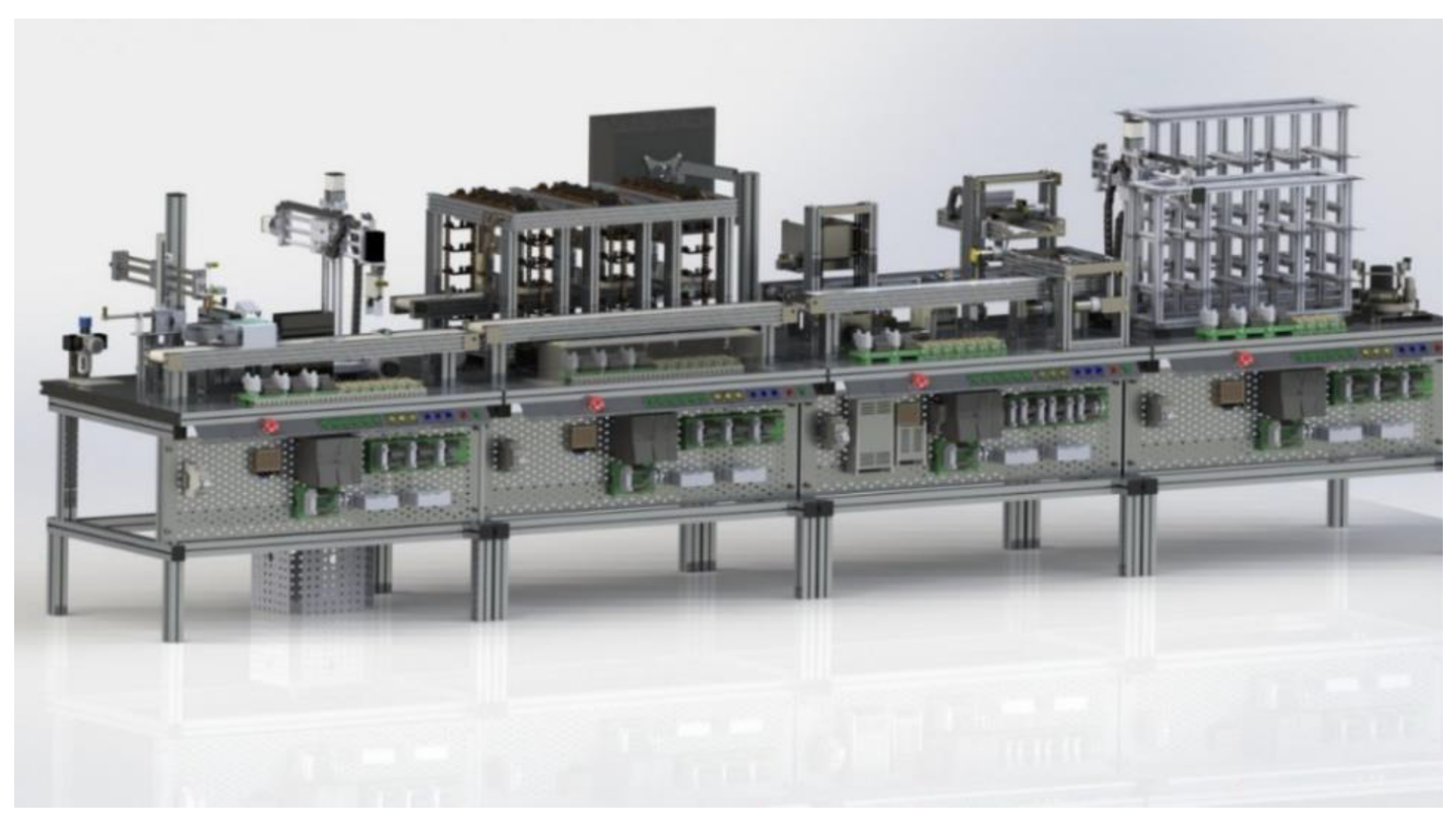
5.1. Description
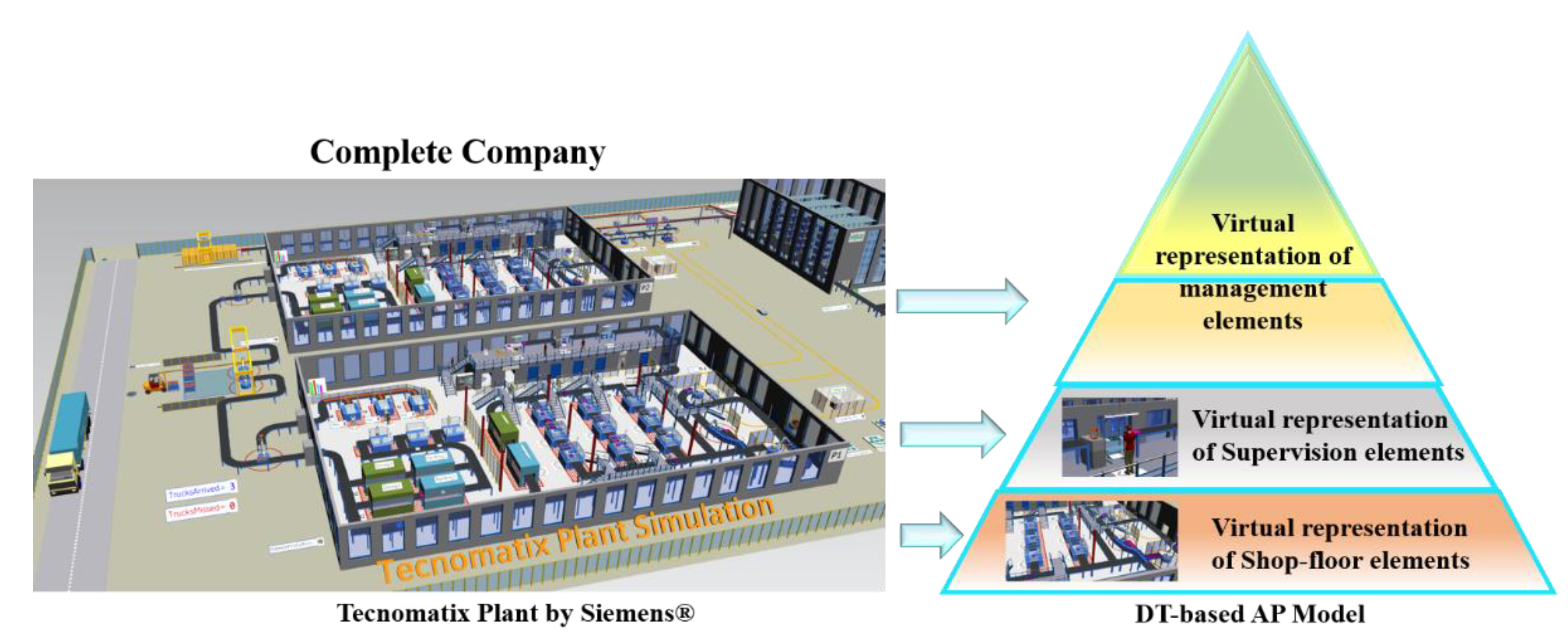
5.2. The MPS in the Context of the DT-Based AP Model
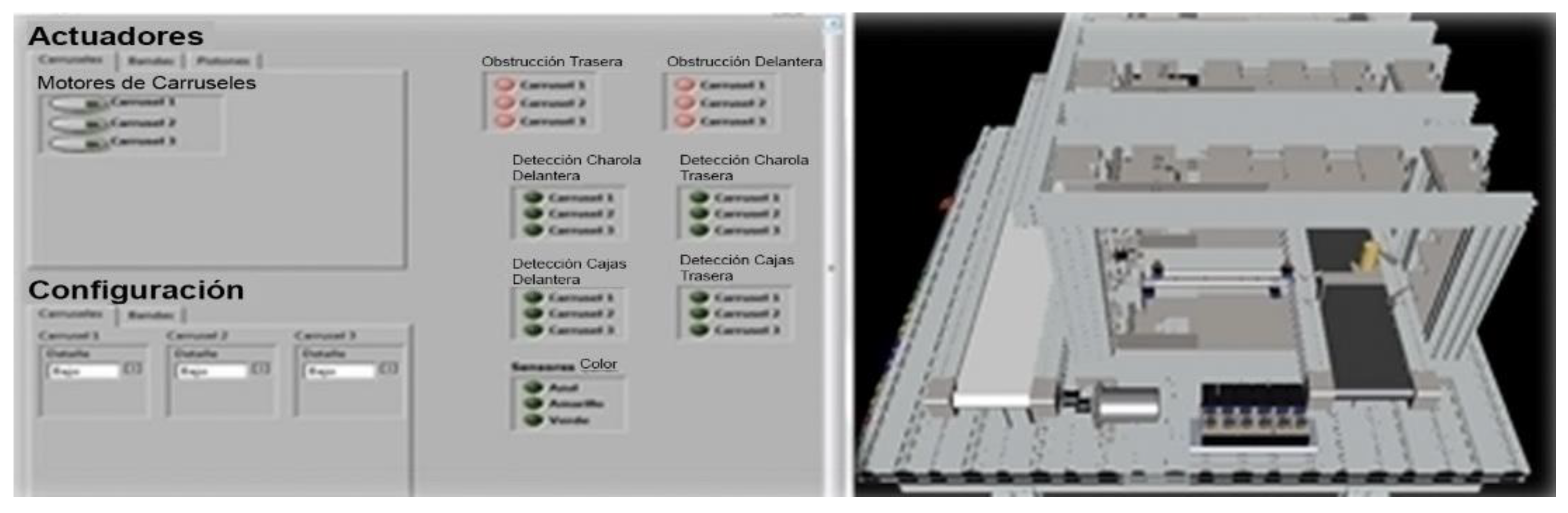
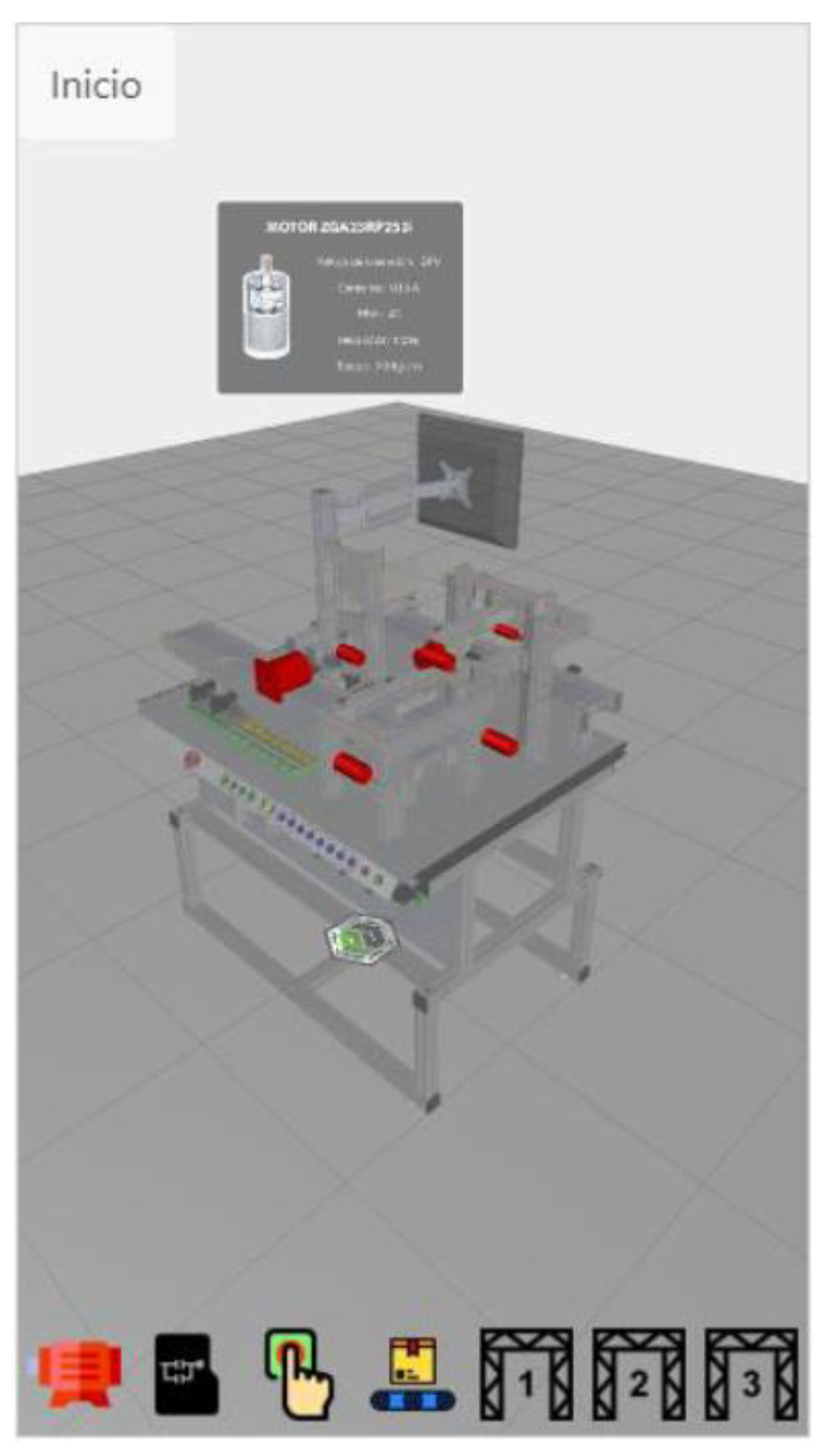
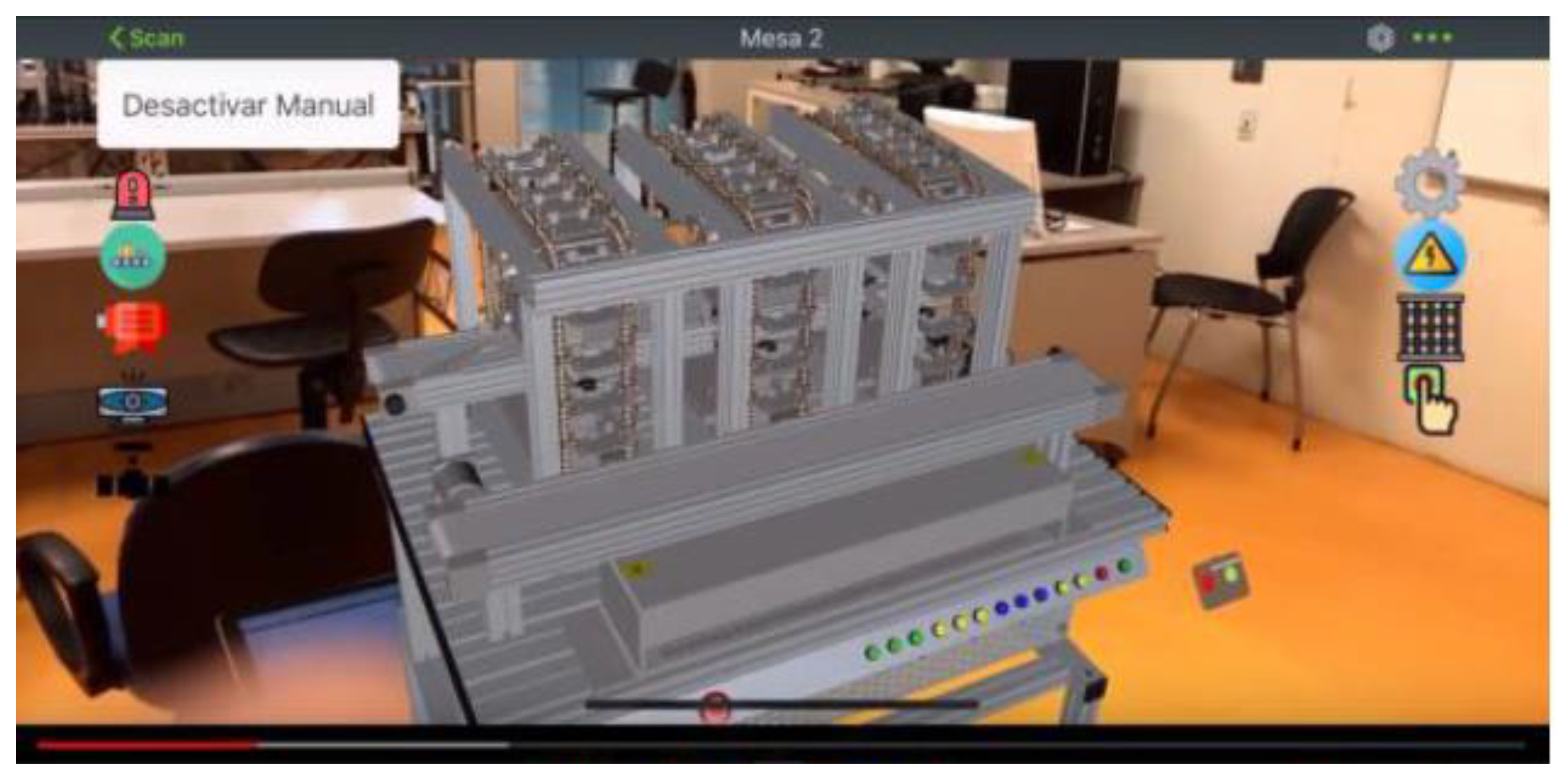
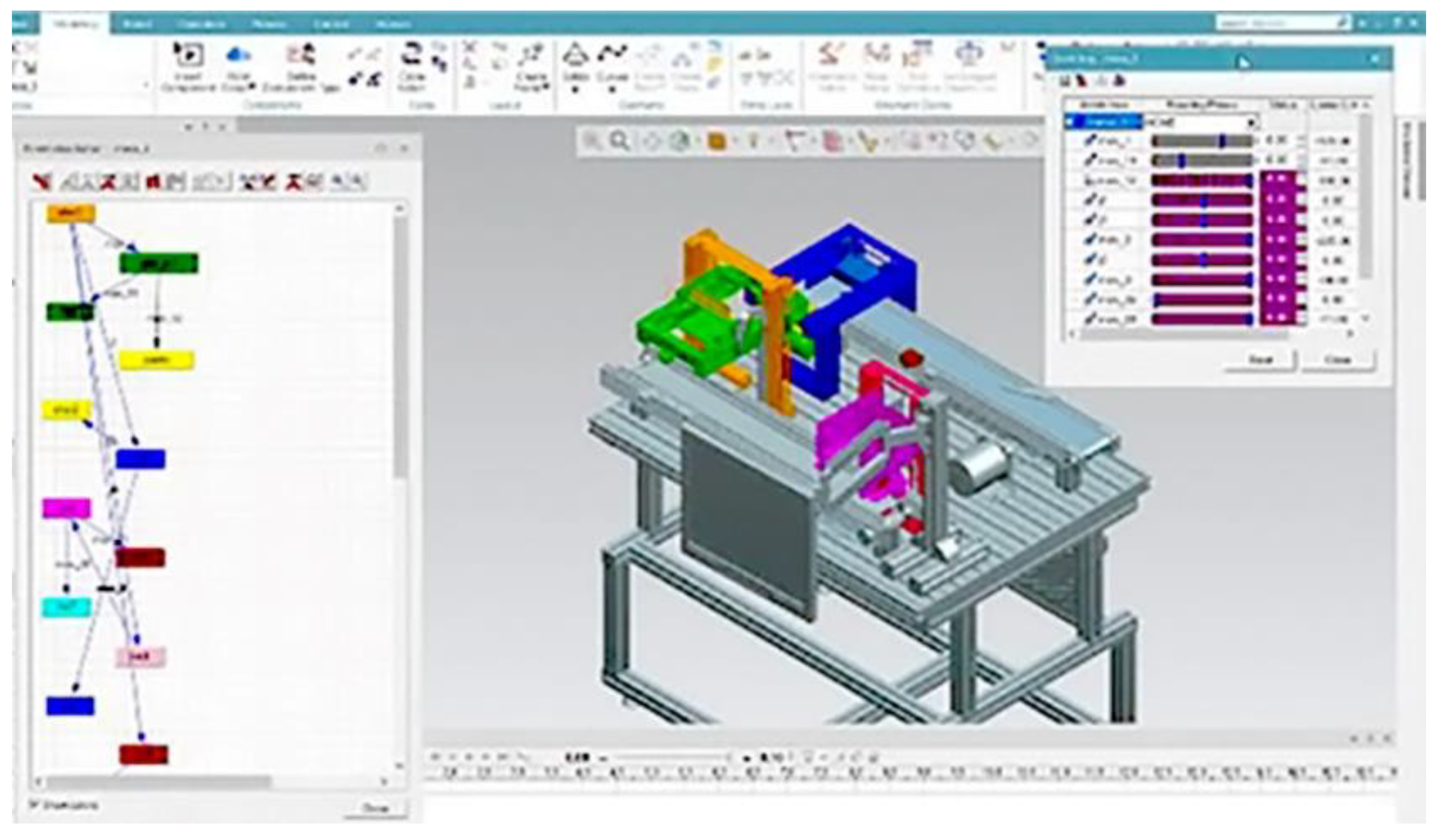
5.3. DT-2: Real-Time Manipulation Interface, Monitoring System, and Augmented and Virtual Reality
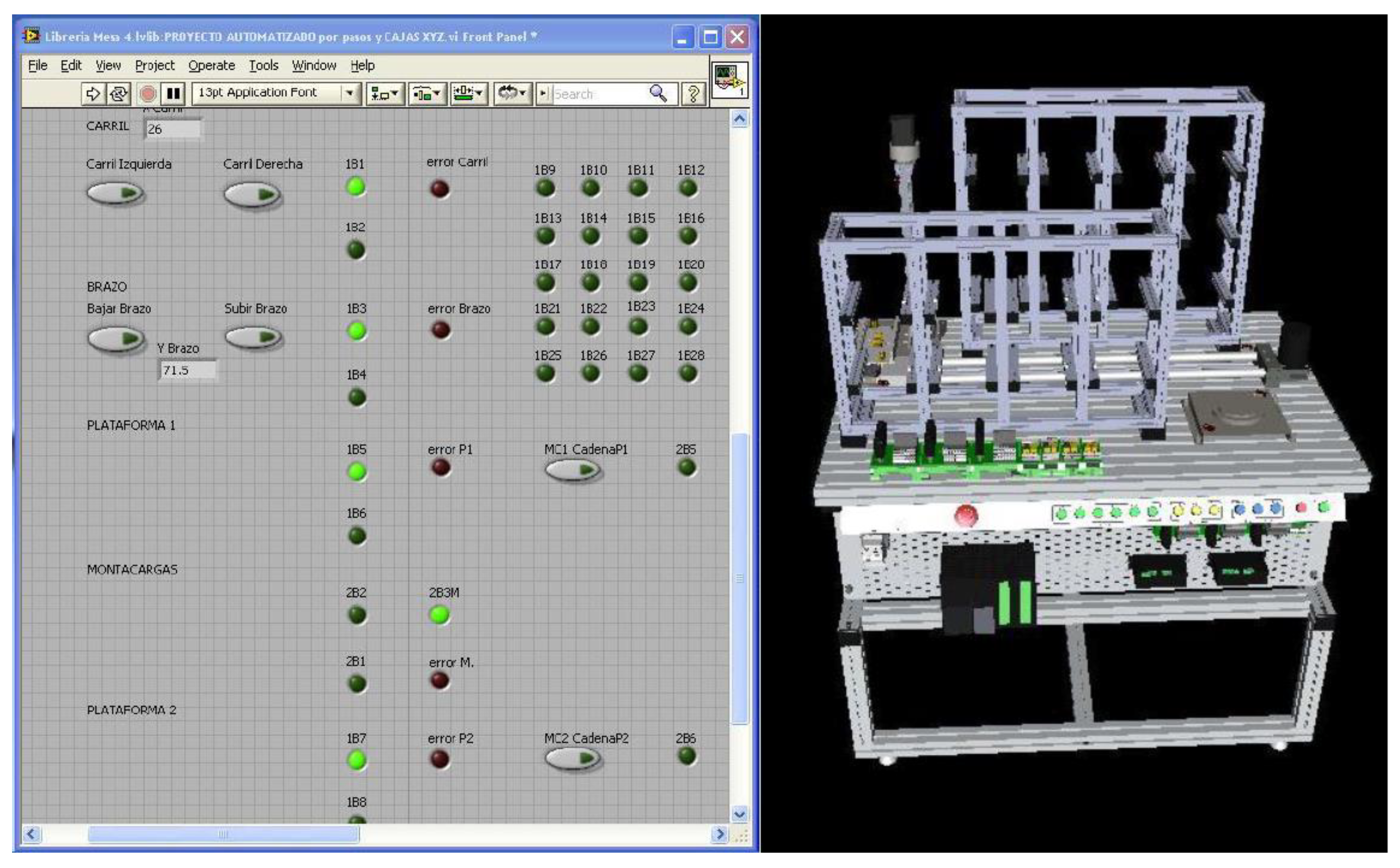
5.4. OPC Integration with LabVIEW
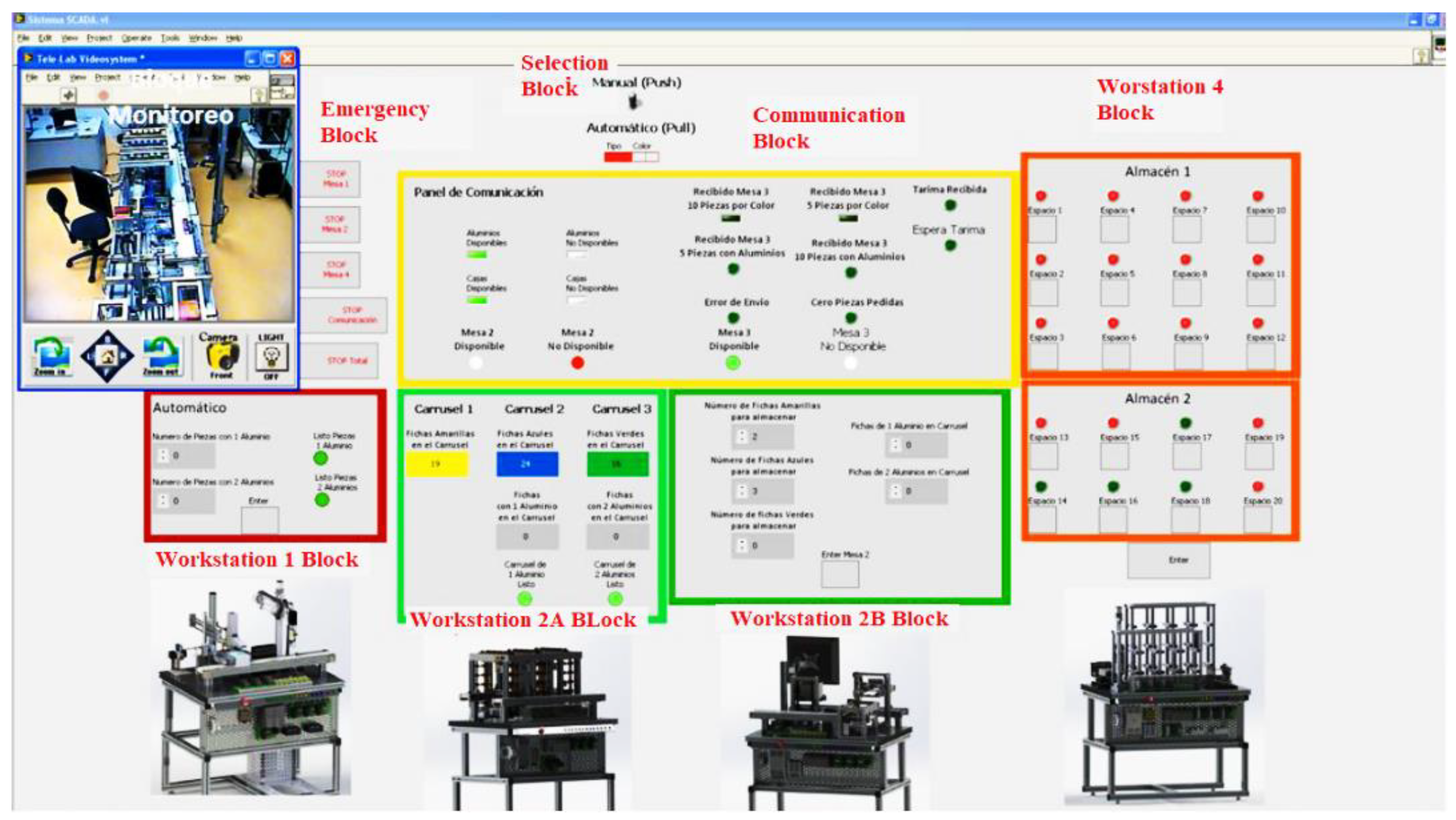
5.5. Blocks in the Interface in LabVIEW
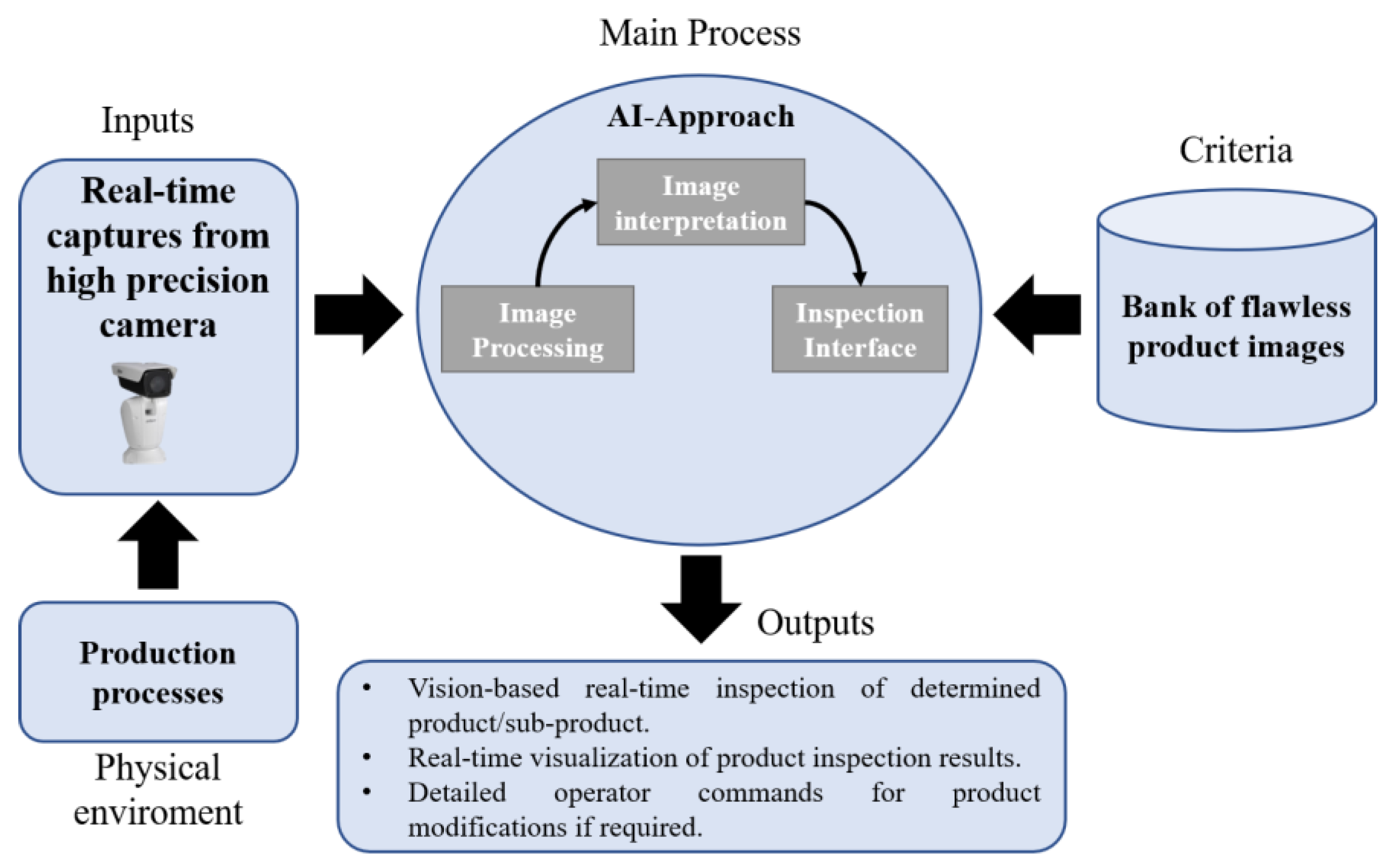
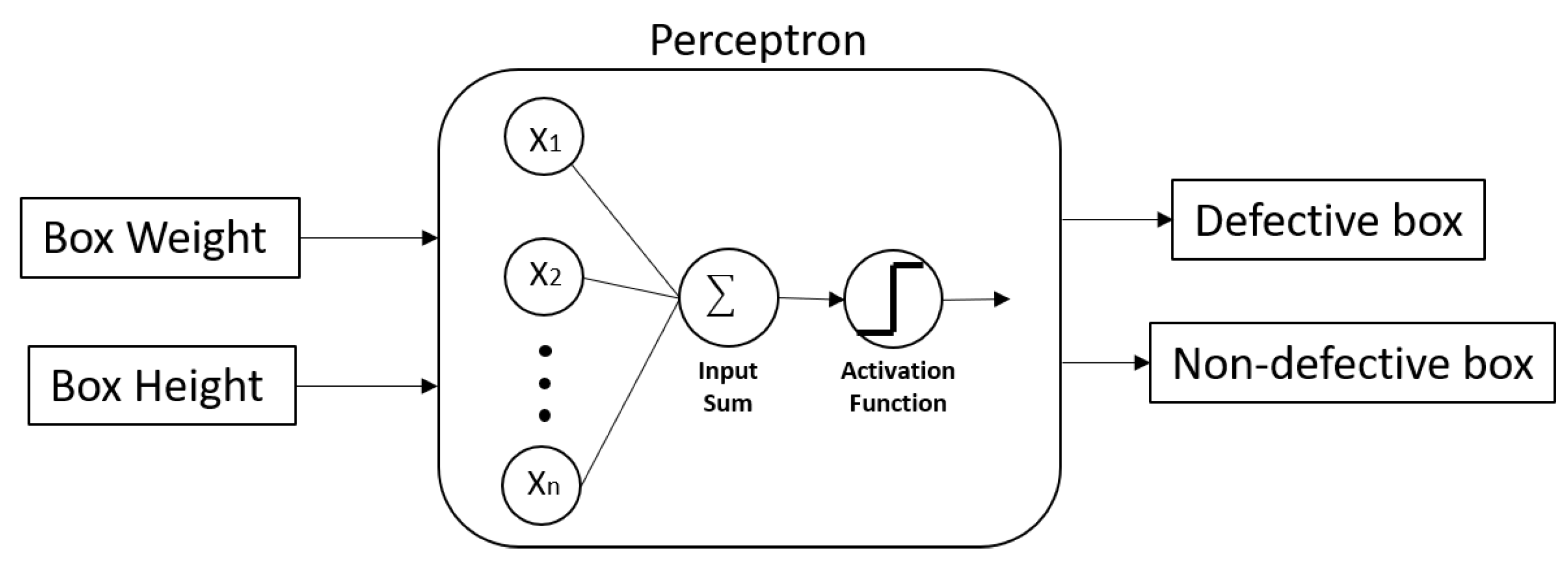
5.6. DT-3: Neural Network-Based Algorithm for Quality Detection in Boxes Stored in Workstation 2
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Davis, J.; Edgar, T.; Porter, J.; Bernaden, J.; Sarli, M. Smart manufacturing, manufacturing intelligence and demand-dynamic performance. Comput. Chem. Eng. 2012, 47, 145–156. [Google Scholar] [CrossRef]
- Seely, J.; Kulasooriya, D.; Giffi, C.; Chen, M. El Futuro de la Manufactura; Deloitte University Press: Westlake, TX, USA, 2015. [Google Scholar]
- Monostori, L.; Kádár, B.; Bauernhansl, T.; Kondoh, S.; Kumara, S.; Reinhart, G.; Sauer, O.; Schuh, G.; Sihn, W.; Ueda, K. Cyber-physical systems in manufacturing. CIRP Ann. 2016, 65, 621–641. [Google Scholar] [CrossRef]
- Shi, W.; Cao, J.; Zhang, Q.; Li, Y.; Xu, L. Edge Computing: Vision and Challenges. IEEE Internet Things J. 2016, 3, 637–646. [Google Scholar] [CrossRef]
- Lee, J.; Bagheri, B.; Kao, H.-A. Cyber–Physical Systems architecture for Industry 4.0-based manufacturing systems. Manuf. Lett. 2015, 3, 18–23. [Google Scholar] [CrossRef]
- Ding, K.; Chan, F.T.; Zhang, X.; Zhou, G.; Zhang, F. Defining a Digital Twin-based Cyber-Physical Production System for autonomous manufacturing in smart shop floors. Int. J. Prod. Res. 2019, 57, 6315–6334. [Google Scholar] [CrossRef] [Green Version]
- Grieves, M. Digital Twin: Manufacturing Excellence Through Virtual Factory Replication. International Journal of Production Research. 2014. Available online: https://www.researchgate.net/publication/275211047_Digital_Twin_Manufacturing_Excellence_through_Virtual_Factory_Replication (accessed on 1 July 2021).
- Qi, Q.; Tao, F. Digital Twin and Big Data Towards Smart Manufacturing and Industry 4.0: 360 Degree Comparison. IEEE Access 2018, 6, 3585–3593. [Google Scholar] [CrossRef]
- Tao, F.; Zhang, H.; Liu, A.; Nee, A.Y.C. Digital Twin in Industry: State-of-the-Art. IEEE Trans. Ind. Inform. 2019, 15, 2405–2415. [Google Scholar] [CrossRef]
- Tao, F.; Zhang, M. Digital Twin Shop-Floor: A New Shop-Floor Paradigm Towards Smart Manufacturing. IEEE Access 2017, 5, 20418–20427. [Google Scholar] [CrossRef]
- ANSI/ISA-95. Enterprise-Control System Integration-Part 5: Business To Manufacturing Transactions; The International Society of Automation: Research Triangle Park, NC, USA, 2018. [Google Scholar]
- Jaensch, F.; Csiszar, A.; Scheifele, C.; Verl, A. Digital Twins of Manufacturing Systems as a Base for Machine Learning. In Proceedings of the 2018 25th International Conference on Mechatronics and Machine Vision in Practice (M2VIP), Stuttgart, Germany, 20–22 November 2018; pp. 1–6. [Google Scholar] [CrossRef]
- Raptis, T.P.; Passarella, A.; Conti, M. Data Management in Industry 4.0: State of the Art and Open Challenges. IEEE Access 2019, 7, 97052–97093. [Google Scholar] [CrossRef]
- Ge, Z.; Song, Z.; Ding, S.X.; Huang, B. Data Mining and Analytics in the Process Industry: The Role of Machine Learning. IEEE Access 2017, 5, 20590–20616. [Google Scholar] [CrossRef]
- Cimino, C.; Negri, E.; Fumagalli, L. Review of digital twin applications in manufacturing. Comput. Ind. 2019, 113, 103130. [Google Scholar] [CrossRef]
- Cupek, R.; Drewniak, M.; Ziebinski, A.; Fojcik, M. “Digital Twins” for Highly Customized Electronic Devices—Case Study on a Rework Operation. IEEE Access 2019, 7, 164127–164143. [Google Scholar] [CrossRef]
- Zhuang, C.; Liu, J.; Xiong, H. Digital twin-based smart production management and control framework for the complex product assembly shop-floor. Int. J. Adv. Manuf. Technol. 2018, 96, 1149–1163. [Google Scholar] [CrossRef]
- Zheng, Y.; Yang, S.; Cheng, H. An application framework of digital twin and its case study. J. Ambient. Intell. Humaniz. Comput. 2018, 10, 1141–1153. [Google Scholar] [CrossRef]
- Reifsnider, K.; Majumdar, P. Multiphysics Stimulated Simulation Digital Twin Methods for Fleet Management. In Proceedings of the 54th AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics, and Materials Conference, Boston, MA, USA, 8–11 April 2013. [Google Scholar] [CrossRef]
- Glaessgen, E.; Stargel, D. The Digital Twin Paradigm for Future NASA and U.S. Air Force Vehicles. In Proceedings of the 53rd AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics and Materials Conference, Honolulu, HI, USA, 23–26 April 2012. [Google Scholar] [CrossRef] [Green Version]
- Tao, F.; Cheng, J.; Qi, Q.; Zhang, M.; Zhang, H.; Sui, F. Digital twin-driven product design, manufacturing and service with big data. Int. J. Adv. Manuf. Technol. 2018, 94, 3563–3576. [Google Scholar] [CrossRef]
- Alam, K.M.; El Saddik, A. C2PS: A Digital Twin Architecture Reference Model for the Cloud-Based Cyber-Physical Systems. IEEE Access 2017, 5, 2050–2062. [Google Scholar] [CrossRef]
- Liu, C.; Jiang, P.; Jiang, W. Web-based digital twin modeling and remote control of cyber-physical production systems. Robot. Comput. Manuf. 2020, 64, 101956. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, G.; Yan, Q. Digital twin-driven cyber-physical production system towards smart shop-floor. J. Ambient. Intell. Humaniz. Comput. 2019, 10, 4439–4453. [Google Scholar] [CrossRef]
- Wang, P.; Luo, M. A digital twin-based big data virtual and real fusion learning reference framework supported by industrial internet towards smart manufacturing. J. Manuf. Syst. 2021, 58, 16–32. [Google Scholar] [CrossRef]
- Lu, Y.; Liu, C.; Wang, K.I.-K.; Huang, H.; Xu, X. Digital Twin-driven smart manufacturing: Connotation, reference model, applications and research issues. Robot. Comput. Manuf. 2020, 61, 101837. [Google Scholar] [CrossRef]
- ISA Society. Enterprise-Control System Integration. Models, and Terminology; The International Society of Automation: Research Triangle Park, NC, USA, 2000; Available online: https://www.isa.org/standards-and-publications/isa-standards/isa-standards-committees/ (accessed on 1 July 2021).
- SIEMENS. ISA 95 Framework and Layers. 2019. Available online: https://www.plm.automation.siemens.com/global/es/our-story/glossary/isa-95-framework-and-layers/53244 (accessed on 1 June 2021).
- Oztemel, E.; Gursev, S. Literature review of Industry 4.0 and related technologies. J. Intell. Manuf. 2020, 31, 127–182. [Google Scholar] [CrossRef]
- Elmonem, M.A.A.; Nasr, E.S.; Geith, M.H. Benefits and challenges of cloud ERP systems—A systematic literature review. Futur. Comput. Inform. J. 2016, 1, 1–9. [Google Scholar] [CrossRef]
- Johansson, B.; Alajbegovic, A.; Alexopoulo, V.; Desalermos, A. Cloud ERP Adoption Opportunities and Concerns: The Role of Organizational Size. In Proceedings of the 2015 48th Hawaii International Conference on System Sciences, Kauai, HI, USA, 5–8 January 2015; pp. 4211–4219. [Google Scholar] [CrossRef] [Green Version]
- Aloini, D.; Dulmin, R.; Mininno, V. Risk assessment in ERP projects. Inf. Syst. 2012, 37, 183–199. [Google Scholar] [CrossRef]
- Mourtzis, D.; Papakostas, N.; Mavrikios, D.; Makris, S.; Alexopoulos, K. The role of simulation in digital manufacturing: Applications and outlook. Int. J. Comput. Integr. Manuf. 2013, 28, 3–24. [Google Scholar] [CrossRef]
- Mourtzis, D.; Doukas, M.; Bernidaki, D. Simulation in Manufacturing: Review and Challenges. Procedia CIRP 2014, 25, 213–229. [Google Scholar] [CrossRef] [Green Version]
- Su, C.J. Effective Mobile Assets Management System Using RFID and ERP Technology. In Proceedings of the 2009 WRI International Conference on Communications and Mobile Computing, Kunming, China, 6–8 January 2009; Volume 3, pp. 147–151. [Google Scholar] [CrossRef]
- Iarovyi, S.; Mohammed, W.; Lobov, A.; Ferrer, B.R.; Lastra, J.L.M. Cyber–Physical Systems for Open-Knowledge-Driven Manufacturing Execution Systems. Proc. IEEE 2016, 104, 1142–1154. [Google Scholar] [CrossRef]
- McClellan, M. Applying Manufacturing Execution Systems; Routledge: London, UK, 1997. [Google Scholar]
- Coronado, P.D.U.; Lynn, R.; Louhichi, W.; Parto, M.; Wescoat, E.; Kurfess, T. Part data integration in the Shop Floor Digital Twin: Mobile and cloud technologies to enable a manufacturing execution system. J. Manuf. Syst. 2018, 48, 25–33. [Google Scholar] [CrossRef]
- Jeon, B.W.; Um, J.; Yoon, S.C.; Suk-Hwan, S. An architecture design for smart manufacturing execution system. Comput. Des. Appl. 2016, 14, 472–485. [Google Scholar] [CrossRef]
- Almada-Lobo, F. The Industry 4.0 revolution and the future of Manufacturing Execution Systems (MES). J. Innov. Manag. 2016, 3, 16–21. [Google Scholar] [CrossRef]
- Sauter, T. The continuing evolution of integration in manufacturing automation. IEEE Ind. Electron. Mag. 2007, 1, 10–19. [Google Scholar] [CrossRef]
- MESA International. MES Functionalities & MRP to MES Data Flow Possibilities; MESA International: Chandler, AZ, USA, 1997. [Google Scholar]
- Song, L.; Nagi, R. Design and implementation of a virtual information system for agile manufacturing. IIE Trans. 1997, 29, 839–857. [Google Scholar] [CrossRef] [Green Version]
- Mitchell, T.M. Machine Learning; McGraw-Hill: New York, NY, USA, 1997. [Google Scholar]
- Martinez, P.; Ahmad, R.; Al-Hussein, M. A vision-based system for pre-inspection of steel frame manufacturing. Autom. Constr. 2019, 97, 151–163. [Google Scholar] [CrossRef]
- Guo, J.; Wang, J.; Bai, R.; Zhang, Y.; Li, Y. A New Moving Object Detection Method Based on Frame-difference and Background Subtraction. IOP Conf. Ser. Mater. Sci. Eng. 2017, 242, 012115. [Google Scholar] [CrossRef]
- Gardner, M.; Dorling, S. Artificial neural networks (the multilayer perceptron)—A review of applications in the atmospheric sciences. Atmos. Environ. 1998, 32, 2627–2636. [Google Scholar] [CrossRef]
- Cruz, P.P. Inteligencia Artificial. Con Aplicaciones a la Ingeniería; Alfaomega Grupo Editor: Mexico City, Mexico, 2010; p. 378. [Google Scholar]































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Production Scheduling (PS) | |
|---|---|
| Functions | The information generated or modified by (PS) |
| Determine the production schedule. | The production schedules. |
| Identify long-term raw materials requirements. | The actual production versus the plannedproduction. |
| Determine pack-out schedule for end products. | The production capacity and resource availability. |
| Determine available products for sales. | Current order status. |
| Name in OPC Server | Name in LabVIEW Environment | PLC Direction | Description |
|---|---|---|---|
| Q1_1 | Extended Piston | Q1.1 | Through this variable, it is possible to monitor the piston position |
| M23_0 | Enter Button | M23.0 | Through this variable, the production is started |
| I1_1 | Box sensor | I1.1 | Through this variable, it is possible to monitor the sensor state, which detects the boxes |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Martinez, E.M.; Ponce, P.; Macias, I.; Molina, A. Automation Pyramid as Constructor for a Complete Digital Twin, Case Study: A Didactic Manufacturing System. Sensors 2021, 21, 4656. https://doi.org/10.3390/s21144656
Martinez EM, Ponce P, Macias I, Molina A. Automation Pyramid as Constructor for a Complete Digital Twin, Case Study: A Didactic Manufacturing System. Sensors. 2021; 21(14):4656. https://doi.org/10.3390/s21144656
Chicago/Turabian StyleMartinez, Edwin Mauricio, Pedro Ponce, Israel Macias, and Arturo Molina. 2021. "Automation Pyramid as Constructor for a Complete Digital Twin, Case Study: A Didactic Manufacturing System" Sensors 21, no. 14: 4656. https://doi.org/10.3390/s21144656