Improving Depth Resolution of Ultrasonic Phased Array Imaging to Inspect Aerospace Composite Structures †

 , , , , , and
, , , , , and
Abstract
:1. Introduction
1.1. Challenges of Automated Post-Processing of PA Data
1.2. Necessity of High Frequency 10 MHz PA Transducer
2. Echo Detection and Localization
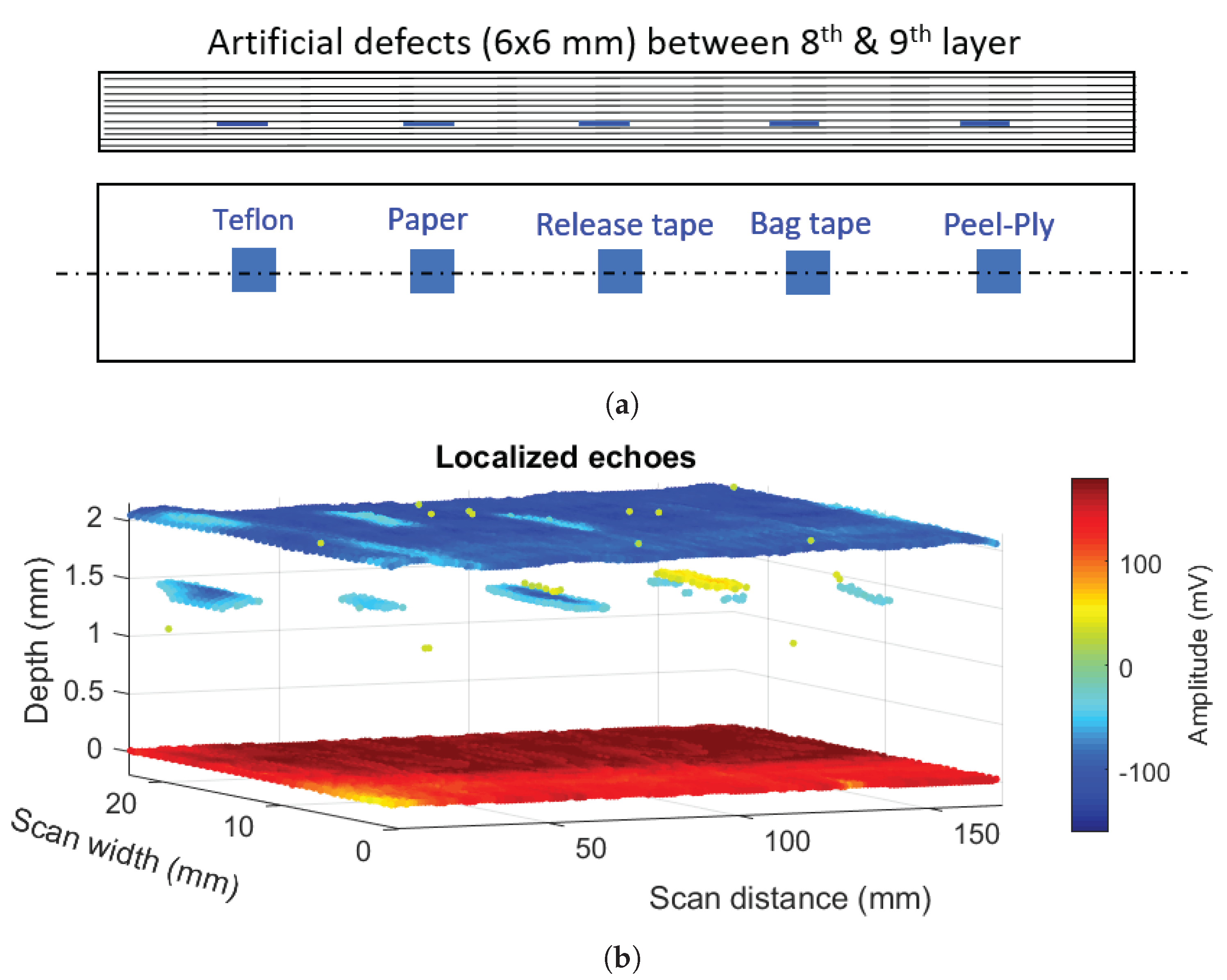
2.1. Composite Material and Phased Array Configuration
2.2. Baseline Echo Localization Algorithm
- Compute the complex continuous wavelet transform of the signal to obtain the wavelet coefficients - scalogram ;
- The maximum value in the scalogram and its position is located over time axis;
- An echo estimate is created by scaling the reference echo model and shifting to (for a small L) to find the best possible approximate of the echo of . In other words, we have a window with a width of .
- The echo estimate is removed from the original signal and the maximum amplitude (absolute) value within the residue (remainder signal) is found and compared to the threshold. If this is larger than the threshold, the resulting signal will become the input of the next iteration until the maximum value of the residue is smaller than the threshold.
- All echoes with an amplitude above the defined threshold are detected and localized considering their phase information. In comparison, the conventional C-scan image generation method used only one maximum peak using an absolute value of the rectified signal in the defined gate. In the best case, this gate covers the whole distance between front wall and back wall echoes. When multiple echoes are present in this gate, manual processing extracts only the strongest echo, other echoes are missed. Furthermore, phase information of the strongest echo is missed.
- Overlapped echoes are also localized by the algorithm. Figure 3 shows an example of using our algorithm for data obtained with 5 MHz PA transducer and its capability of localizing echoes, even partially overlapped ones. Two cases of (i) having well separated echoes and (ii) echoes with overlap are shown in Figure 3a,c. Comparing the results in Figure 3b,d, we can find the relative depths of inserts by measuring the time of flight for the front wall (), defect () and back wall () echoes, and knowing the velocity of sound in the material. For example, assuming the ultrasonic wave velocity is 3000 m/s, the thickness of the test specimen in the areas with no inserts from Figure 3b, can be calculated asThe defect depth can be obtained by using instead of and it equals to 1.8 mm for the sample with insert in Figure 3d. Having the insert thickness less than 0.1 mm, and each layer thickness of 0.183 mm, and knowing that each insert is placed between layer 10 and 11 (specimen consists of 12 layers), the above measures are reasonable.
2.3. Processing Data from the 10 MHz PA Transducer
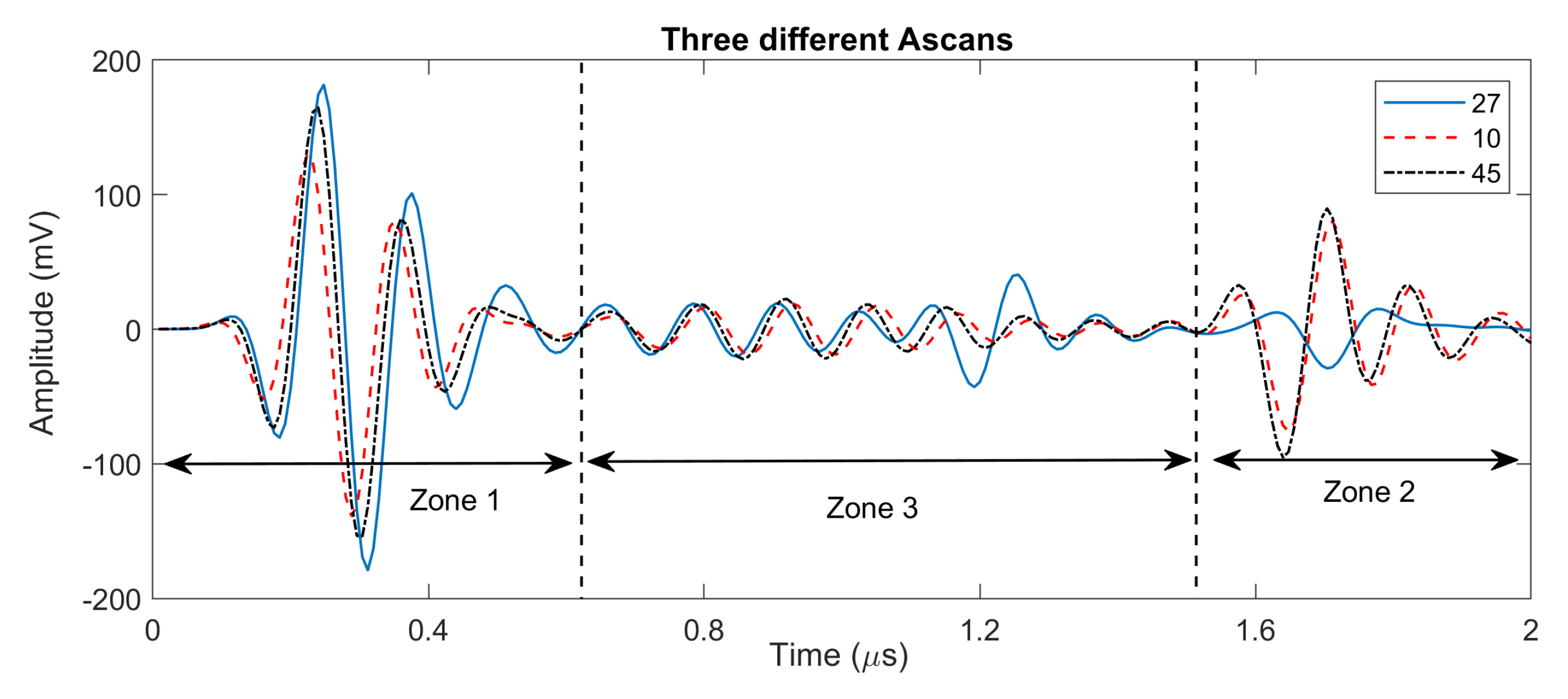
- The first challenge is the existence of multiple echoes between front wall and back wall, i.e., structural noise, corresponding to the boundaries of layers. Due to this noise, detection of defect echoes is much harder compared to the 5 MHz case, and we can only detect echoes stronger than the structural noise (i.e., having higher amplitudes).
- Another issue is the higher attenuation of the propagating wave at a higher frequency. As a result, defect echoes closer to the back wall have lower amplitudes. One practical solution found in the literature is to apply a time gain compensation that increases signal amplification with depth.
- With the 10 MHz PA transducer, the amount of couplant (water) should be as small as possible and it should be evenly distributed. Furthermore, a constant pressure should be applied to the wedge. Excess of couplant causes reverberation of the signals and increases the front wall echo length and hence the dead zone.
2.4. Modified Echo Localization Algorithm
- A threshold to ignore structural noise,
- Search Window width,
- Better echo-fit search methodology.
- Calculate wavelet transform of the signal,
- Find the location of strongest peak from the wavelet scalogram,
- Define a window at the location of the peak showing the area where envelope is above the threshold,
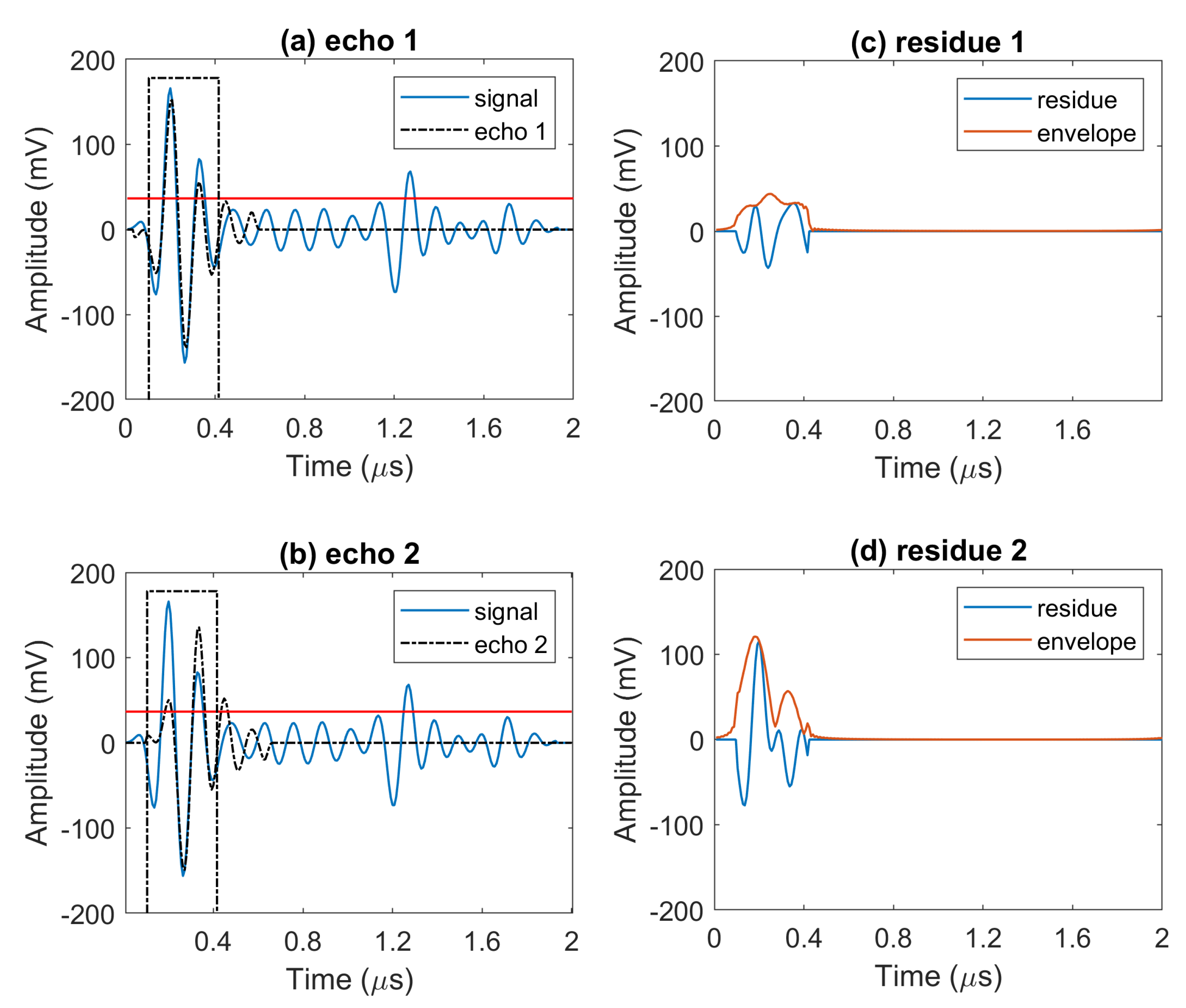
- Calculate cross-correlation of the windowed signal and the reference signal , find the two strongest peaks with correlation coefficients and their lag information and for the next step. It is worth noting that in general we may need superimposition of more than two echoes to model the detected defect echo. However, for our measured data, we found that two echoes corresponding to the first two peaks of the cross-correlation are sufficient for echo representation.
- Define two echo models for the signal from the cross-correlation peaks information by applying coefficients and time-lags to the reference model, i.e., for ,
- Subtract and from the windowed signal and select the echo model that gives us lower residue value,
- The procedure in steps 1–6 is iteratively applied for all remaining peaks above the threshold.
2.5. Smart Thresholding
3. Three-Dimensional (3D) Visualization
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| AR | Auto-Regressive |
| CDF | Cumulative Distribution Function |
| CFRP | Carbon Fiber Reinforced Polymer |
| IRT | Infrared Thermography |
| NDT | Non-Destructive Testing |
| PA | Phased Array |
| SNR | Signal-to-Noise-Ratio |
| ToF | Time of Flight |
References
- CompInnova: An Advanced Methodology for the Inspection and Quantification of Damage on Aerospace Composites and Metals using an Innovative Approach. Available online: http://compinnova.net/ (accessed on 17 December 2019).
- Gray, I.; Padiyar, M.; Petrunin, I.; Raposo, J.; Zanotti Fragonara, L.; Kostopoulos, V.; Loutas, T.; Psarras, S.; Sotiriadis, G.; Tzitzilonis, V.; et al. A Novel Approach for the Autonomous Inspection and Repair of Aircraft Composite Structures. In Proceedings of the 18th European Conference on Composite Materials, Athens, Greece, 24–28 June 2018. [Google Scholar]
- Kostopoulos, V.; Psarras, S.; Loutas, T.; Sotiriadis, G.; Gray, I.; Padiyar, M.; Petrunin, I.; Raposo, J.; Zanotti Fragonara, L.; Tzitzilonis, V.; et al. Autonomous Inspection and Repair of Aircraft Composite Structures. IFAC-PapersOnLine 2018, 51, 554–557. [Google Scholar] [CrossRef]
- Brusell, A.; Andrikopoulos, G.; Nikolakopoulos, G. Vortex Robot Platform for Autonomous Inspection: Modeling and Simulation. In Proceedings of the IECON 2019-45th Annual Conference of the IEEE Industrial Electronics Society, Lisbon, Portugal, 14–17 October 2019; pp. 756–762. [Google Scholar]
- Smith, R.A.; Bending, J.M.; Jones, L.D.; Jarman, T.R.; Lines, D.I. Rapid ultrasonic inspection of ageing aircraft. Insight-Non Test. Cond. Monit. 2003, 45, 174–177. [Google Scholar] [CrossRef]
- Brotherhood, C.; Drinkwater, B.; Freemantle, R. An ultrasonic wheel-array sensor and its application to aerospace structures. Insight-Non Test. Cond. Monit. 2003, 45, 729–734. [Google Scholar] [CrossRef]
- Drinkwater, B.W.; Wilcox, P.D. Ultrasonic arrays for non-destructive evaluation: A review. NDT E Int. 2006, 39, 525–541. [Google Scholar] [CrossRef]
- Zhang, J.; Drinkwater, B.W.; Wilcox, P.D. The use of ultrasonic arrays to characterize crack-like defects. J. Nondestruct. Eval. 2010, 29, 222–232. [Google Scholar] [CrossRef]
- Tant, K.M.; Mulholland, A.J.; Gachagan, A. A model-based approach to crack sizing with ultrasonic arrays. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2015, 62, 915–926. [Google Scholar] [CrossRef] [Green Version]
- Bai, L.; Velichko, A.; Drinkwater, B.W. Ultrasonic characterization of crack-like defects using scattering matrix similarity metrics. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2015, 62, 545–559. [Google Scholar] [CrossRef]
- Van Pamel, A.; Huthwaite, P.; Brett, C.R.; Lowe, M.J. Numerical simulations of ultrasonic array imaging of highly scattering materials. NDT E Int. 2016, 81, 9–19. [Google Scholar] [CrossRef] [Green Version]
- Safari, A.; Zhang, J.; Velichko, A.; Drinkwater, B.W. Assessment methodology for defect characterisation using ultrasonic arrays. NDT E Int. 2018, 94, 126–136. [Google Scholar] [CrossRef]
- Taheri, H.; Hassen, A.A. Nondestructive Ultrasonic Inspection of Composite Materials: A Comparative Advantage of Phased Array Ultrasonic. Appl. Sci. 2019, 9, 1628. [Google Scholar] [CrossRef] [Green Version]
- Shang, J.; Bridge, B.; Sattar, T.; Mondal, S.; Brenner, A. Development of a climbing robot for inspection of long weld lines. Ind. Robot. Int. J. 2008, 35, 217–223. [Google Scholar] [CrossRef]
- Schmidt, D.; Berns, K. Climbing robots for maintenance and inspections of vertical structures—A survey of design aspects and technologies. Robot. Auton. Syst. 2013, 61, 1288–1305. [Google Scholar] [CrossRef]
- Malandrakis, K.; Savvaris, A.; Domingo, J.A.G.; Avdelidis, N.; Tsilivis, P.; Plumacker, F.; Fragonara, L.Z.; Tsourdos, A. Inspection of aircraft wing panels using unmanned aerial vehicles. In Proceedings of the 2018 5th IEEE International Workshop on Metrology for AeroSpace (MetroAeroSpace), Rome, Italy, 20–22 June 2018; pp. 56–61. [Google Scholar]
- Mineo, C.; MacLeod, C.; Morozov, M.; Pierce, S.G.; Lardner, T.; Summan, R.; Powell, J.; McCubbin, P.; McCubbin, C.; Munro, G.; et al. Fast ultrasonic phased array inspection of complex geometries delivered through robotic manipulators and high speed data acquisition instrumentation. In Proceedings of the 2016 IEEE International Ultrasonics Symposium (IUS), Tours, France, 18–21 September 2016; pp. 1–4. [Google Scholar]
- Mineo, C.; Summan, R.; Riise, J.; MacLeod, C.N.; Pierce, S.G. Introducing a new method for efficient visualization of complex shape 3D ultrasonic phased-array C-scans. In Proceedings of the 2017 IEEE International Ultrasonics Symposium (IUS), Washington, DC, USA, 6–9 September 2017; pp. 1–4. [Google Scholar]
- Zhong, H.J.; Ling, Z.W.; Miao, C.J.; Guo, W.C.; Tang, P. A New Robot-Based System for In-Pipe Ultrasonic Inspection of Pressure Pipelines. In Proceedings of the 2017 Far East NDT New Technology & Application Forum (FENDT), Xi’an, China, 22–24 June 2017; pp. 246–250. [Google Scholar]
- Svejda, M. New Robotic Architecture for NDT Applications. IFAC Proc. Vol. 2014, 47, 11761–11766. [Google Scholar] [CrossRef]
- Andrikopoulos, G.; Nikolakopoulos, G. Vortex Actuation via Electric Ducted Fans: An Experimental Study. J. Intell. Robot. Syst. 2019, 95, 955–973. [Google Scholar] [CrossRef] [Green Version]
- Abdessalem, B.; Ahmed, K.; Redouane, D. Signal Quality Improvement Using a New TMSSE Algorithm: Application in Delamination Detection in Composite Materials. J. Nondestruct. Eval. 2017, 36, 16. [Google Scholar] [CrossRef]
- Honarvar, F.; Sheikhzadeh, H.; Moles, M.; Sinclair, A.N. Improving the time-resolution and signal-to-noise ratio of ultrasonic NDE signals. Ultrasonics 2004, 41, 755–763. [Google Scholar] [CrossRef]
- Karslı, H. Further improvement of temporal resolution of seismic data by autoregressive (AR) spectral extrapolation. J. Appl. Geophys. 2006, 59, 324–336. [Google Scholar] [CrossRef]
- Jiao, J.; Ma, T.; Hou, S.; Wu, B.; He, C. A Pulse Compression Technique for Improving the Temporal Resolution of Ultrasonic Testing. J. Test. Eval. 2018, 46, 1238–1249. [Google Scholar] [CrossRef]
- Demirli, R.; Saniie, J. Model-based estimation of ultrasonic echoes. Part I: Analysis and algorithms. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2001, 48, 787–802. [Google Scholar] [CrossRef]
- Abbate, A.; Nguyen, N.; LaBreck, S.; Nelligan, T.; Carruthers, J.B. Ultrasonic signal processing algorithms for the characterization of thin multilayers. J. Nondestruct. Test. 2002, 7, 8. [Google Scholar]
- Benammar, A.; Drai, R.; Guessoum, A. Detection of delamination defects in CFRP materials using ultrasonic signal processing. Ultrasonics 2008, 48, 731–738. [Google Scholar] [CrossRef] [PubMed]
- Najmi, A.H.; Sadowsky, J. The continuous wavelet transform and variable resolution time-frequency analysis. Johns Hopkins APL Tech. Dig. 1997, 18, 134–140. [Google Scholar]
- Patterson, D.; DeFacio, B.; Neal, S.P.; Thompson, C.R. Wavelets and their application to digital signal processing in ultrasonic NDE. In Review of Progress in Quantitative Nondestructive Evaluation; Springer: Boston, MA, USA, 1993; pp. 719–726. [Google Scholar]
- Abbate, A.; Frankel, J.; Das, P. Wavelet transform signal processing applied to ultrasonics. In Review of Progress in Quantitative Nondestructive Evaluation; Springer: Boston, MA, USA, 1996; pp. 741–748. [Google Scholar]
- Chen, C.; Hsu, W.L.; Sin, S.K. A comparison of wavelet deconvolution techniques for ultrasonic NDT. In Proceedings of the ICASSP-88, International Conference on Acoustics, Speech, and Signal Processing, New York, NY, USA, 11–14 April 1988; pp. 867–870. [Google Scholar]
- Izzetoglu, M.; Onaral, B.; Bilgutay, N. Wavelet domain least squares deconvolution for ultrasonic backscattered signals. In Proceedings of the 22nd Annual International Conference of the IEEE Engineering in Medicine and Biology Society (Cat. No. 00CH37143), Chicago, IL, USA, 23–28 July 2000; Volume 1, pp. 321–324. [Google Scholar]
- Cardoso, G.; Saniie, J. Data compression and noise suppression of ultrasonic NDE signals using wavelets. In Proceedings of the IEEE Symposium on Ultrasonics, Honolulu, HI, USA, 5–8 October 2003; Volume 1, pp. 250–253. [Google Scholar]
- Praveen, A.; Vijayarekha, K.; Abraham, S.T.; Venkatraman, B. Signal quality enhancement using higher order wavelets for ultrasonic TOFD signals from austenitic stainless steel welds. Ultrasonics 2013, 53, 1288–1292. [Google Scholar] [CrossRef] [PubMed]
- Liao, X.; Wang, Q.; Yan, T. Data-processing for ultrasonic phased array of austenitic stainless steel based on wavelet transform. In Mechatronics and Automatic Control Systems; Springer: Cham, Switzerland, 2014; pp. 1041–1046. [Google Scholar]
- Mohammadkhani, R.; Zanotti Fragonara, L.; Janardhan, P.M.; Petrunin, I.; Tsourdos, A.; Gray, I. Ultrasonic Phased Array Imaging Technology for the Inspection of Aerospace Composite Structures. In Proceedings of the 2019 IEEE 5th International Workshop on Metrology for AeroSpace (MetroAeroSpace), Torino, Italy, 19–21 June 2019; pp. 203–208. [Google Scholar] [CrossRef]
- O’Brien, W.D., Jr. Single-element transducers. Radiographics 1993, 13, 947–957. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Braconnier, D.; Yoon, B.; Lee, H. Understanding of Key Number in Phased Array. In Proceedings of the 8th International Conference on NDE in Relation to Structural Integrity for Nuclear and Pressurised Components, Berlin, Germany, 29 October–1 November 2010. [Google Scholar]
- Smith, R.; Bruce, D.; Jones, L.; Marriott, A.; Scudder, L.; Willsher, S. Ultrasonic C-scan standardization for polymer-matrix composites-Acoustic considerations. In Review of Progress in Quantitative Nondestructive Evaluation; Springer: Boston, MA, USA, 1998; pp. 2037–2044. [Google Scholar]
- Kachanov, V.K.; Kartashev, V.G.; Popko, V.P. Application of signal processing methods to ultrasonic non-destructive testing of articles with high structural noise. Nondestruct. Test. Eval. 2001, 17, 15–40. [Google Scholar] [CrossRef]
- Pagodinas, D. Ultrasonic signal processing methods for detection of defects in composite materials. Ultragarsas Ultrasound 2002, 45, 47–54. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Teflon | Paper | Release Tape | Bag Tape | Peel Ply | |
|---|---|---|---|---|---|
| Automated defect depth (deepest) estimate (mm) | 1.50 | 1.39 | 1.52 | 1.57 | 1.54 |
| Automated defect depth estimate error (%) | 2% | 5.4% | 3.4% | 6.8% | 4.8% |
| C-scan Manual defect size estimate (mm) | 30 | 9 | 38.4 | faintly detected | 8.4 |
| Automated defect size estimate (mm) | 53.4 | 21 | 59.4 | 43.2 | 12 |
| Automated defect size estimate error (%) | 43.8% | −41.7% | 65% | 20% | −66.7% |
| Manual defect size estimate error (%) | −17% | −75% | 7% | not applicable | −77% |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mohammadkhani, R.; Zanotti Fragonara, L.; Padiyar M., J.; Petrunin, I.; Raposo, J.; Tsourdos, A.; Gray, I. Improving Depth Resolution of Ultrasonic Phased Array Imaging to Inspect Aerospace Composite Structures. Sensors 2020, 20, 559. https://doi.org/10.3390/s20020559
Mohammadkhani R, Zanotti Fragonara L, Padiyar M. J, Petrunin I, Raposo J, Tsourdos A, Gray I. Improving Depth Resolution of Ultrasonic Phased Array Imaging to Inspect Aerospace Composite Structures. Sensors. 2020; 20(2):559. https://doi.org/10.3390/s20020559
Chicago/Turabian StyleMohammadkhani, Reza, Luca Zanotti Fragonara, Janardhan Padiyar M., Ivan Petrunin, João Raposo, Antonios Tsourdos, and Iain Gray. 2020. "Improving Depth Resolution of Ultrasonic Phased Array Imaging to Inspect Aerospace Composite Structures" Sensors 20, no. 2: 559. https://doi.org/10.3390/s20020559