On the Role of Contact and System Stiffness in the Measurement of Principal Variables in Fretting Wear Testing

 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Fretting Tribotesters
2.1.1. Fretting Tribosystem of Steel Wires
2.1.2. Fretting Wear Tribometers Using an Incomplete Contact Configuration
2.2. Numerical Modelling of Fretting Tests
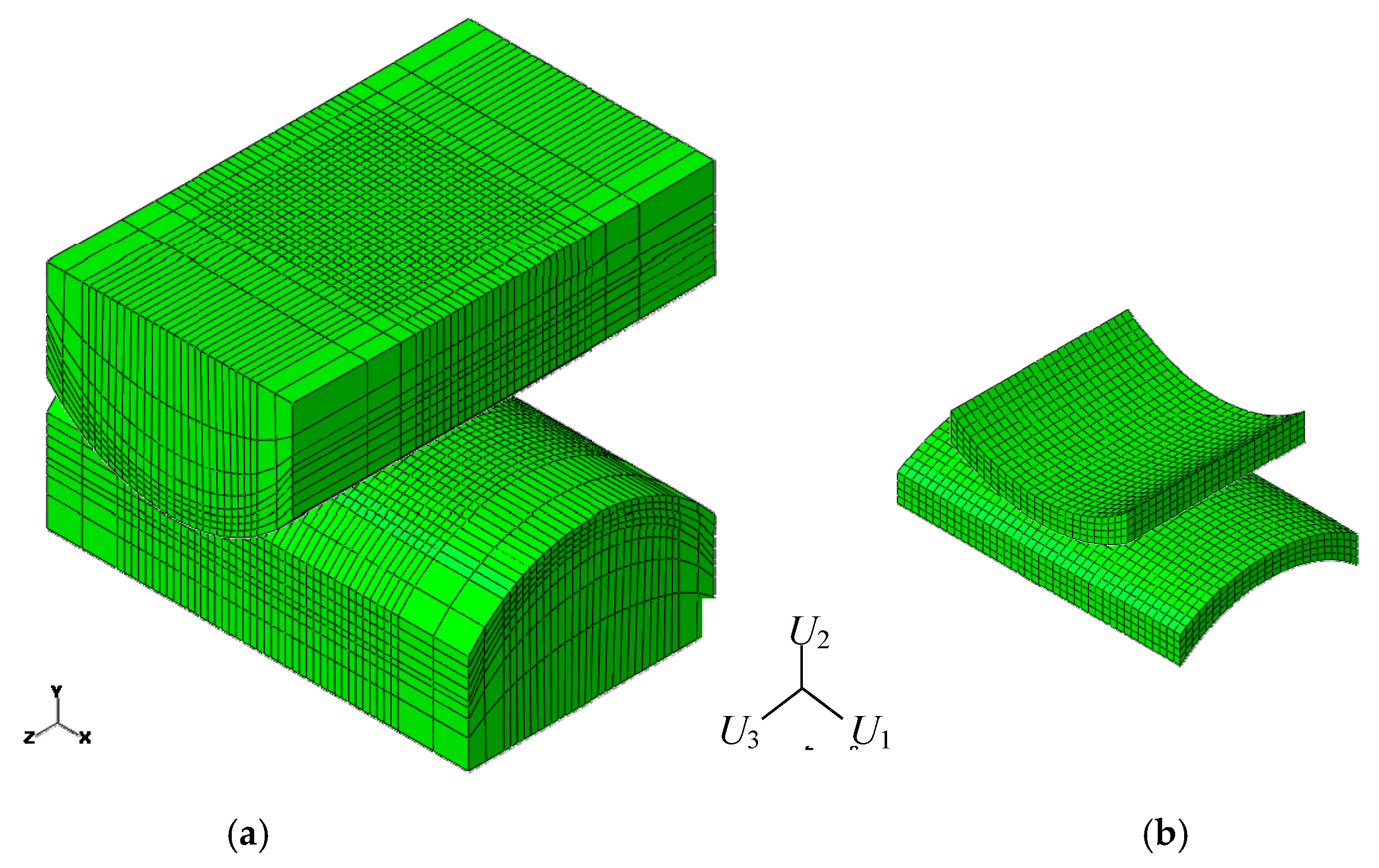
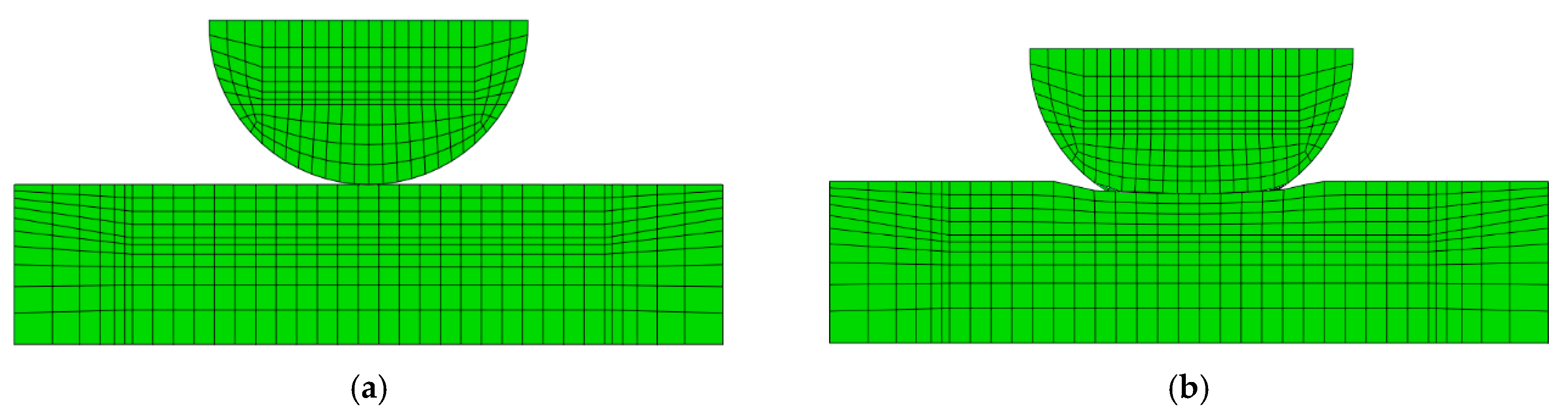
2.2.1. Steel Wires Fretting Numerical Modelling
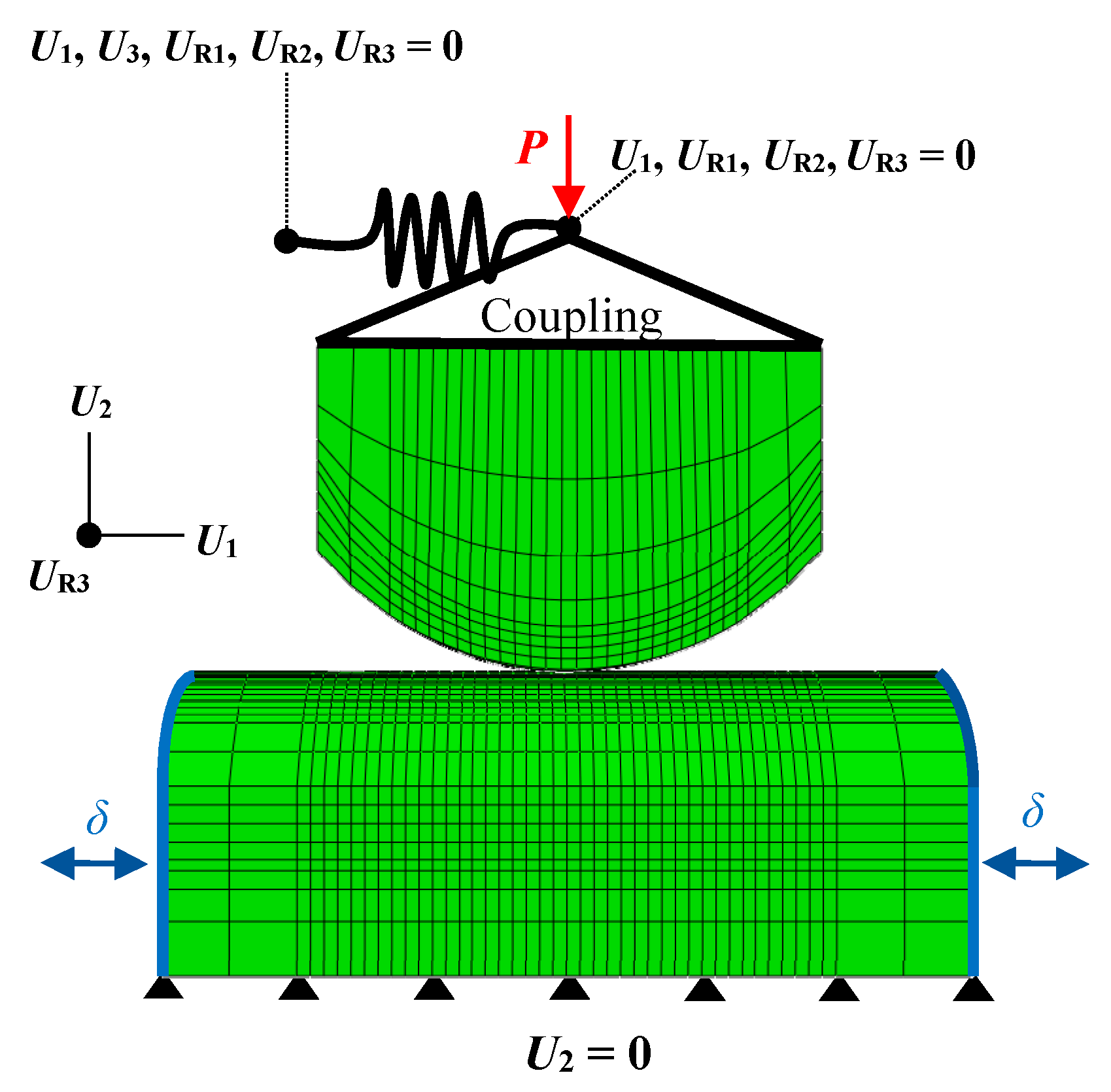
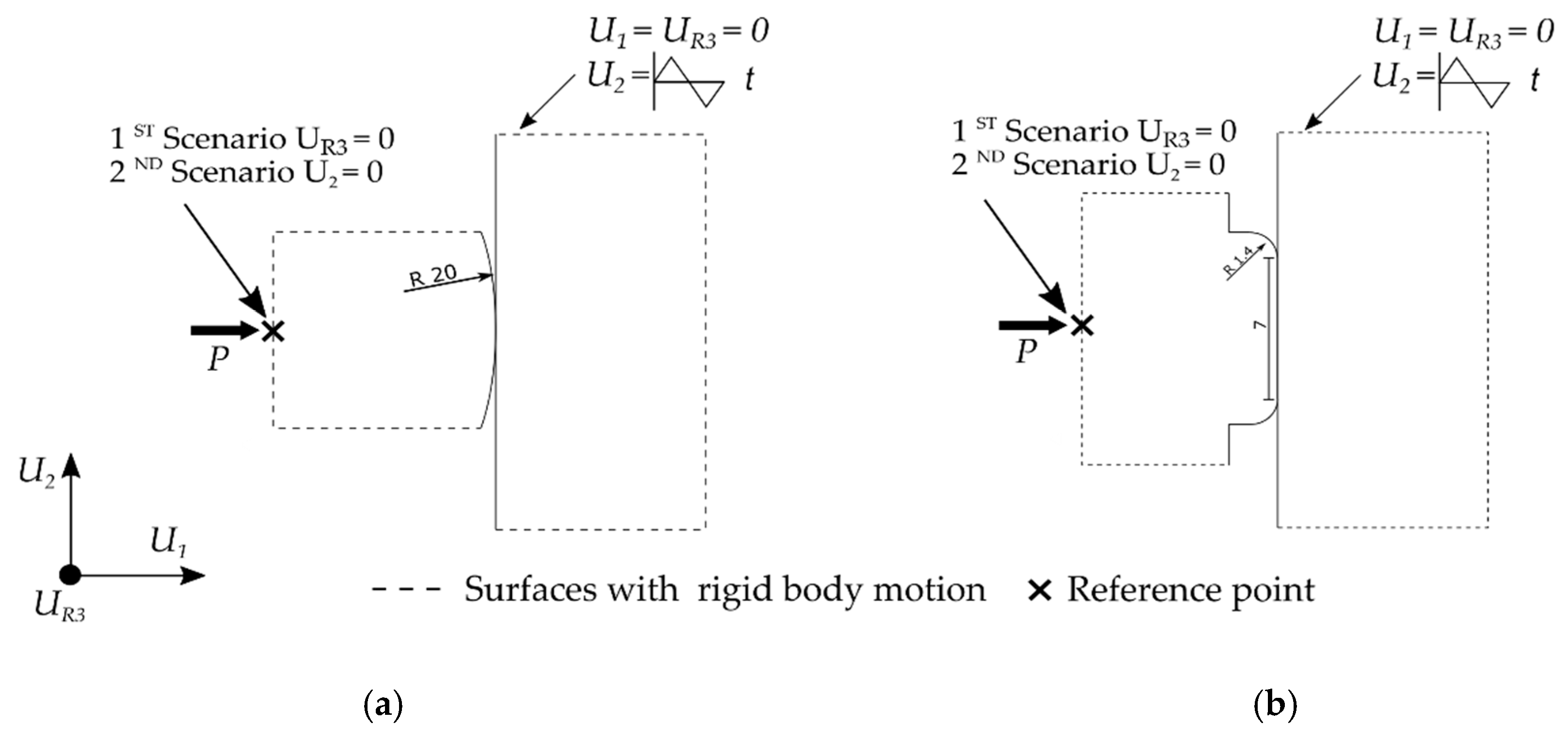
2.2.2. Finite Element Modelling of Fretting Tests Including Tribosystem Stiffness Influence
3. Results
3.1. Fretting Tribosystem of Steel Wires
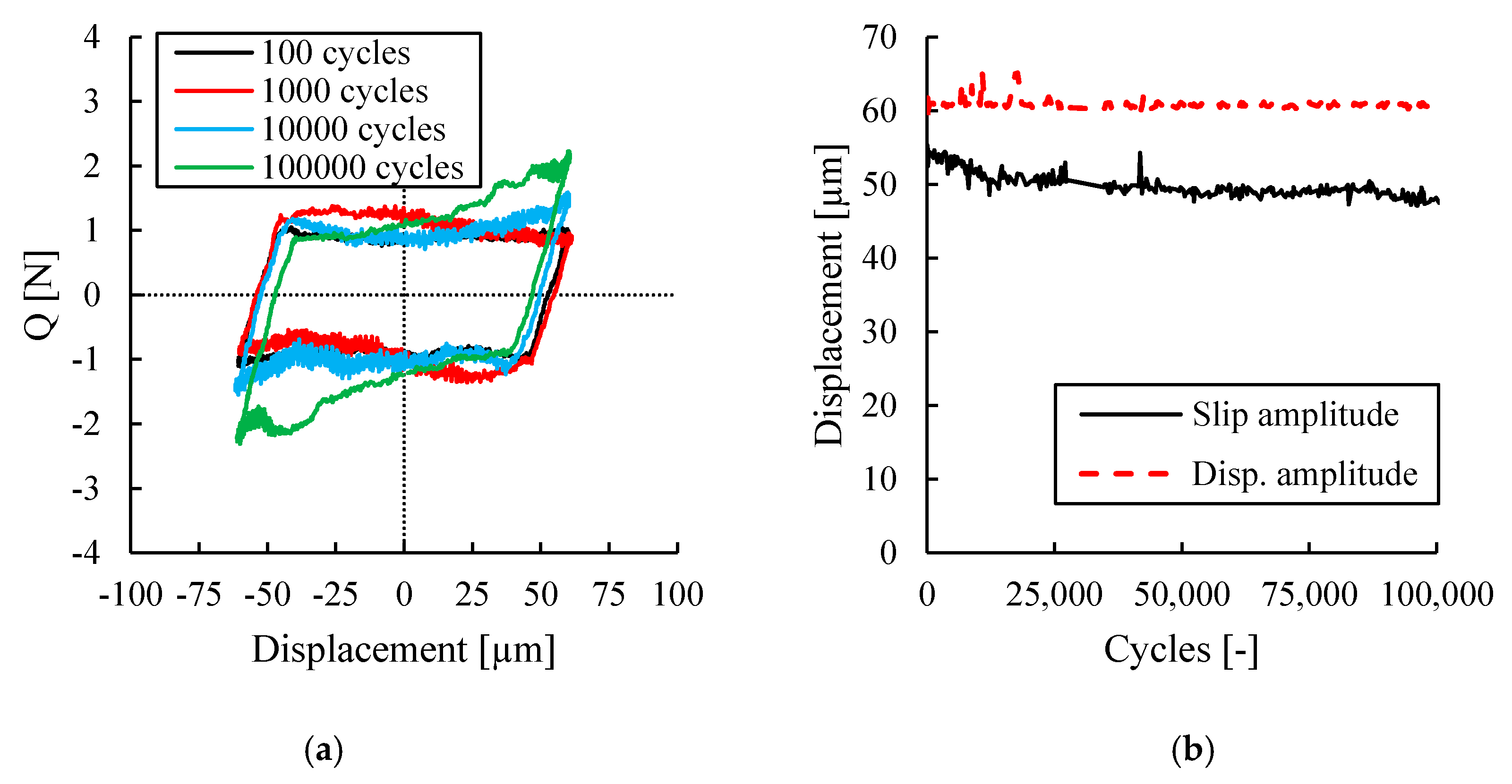
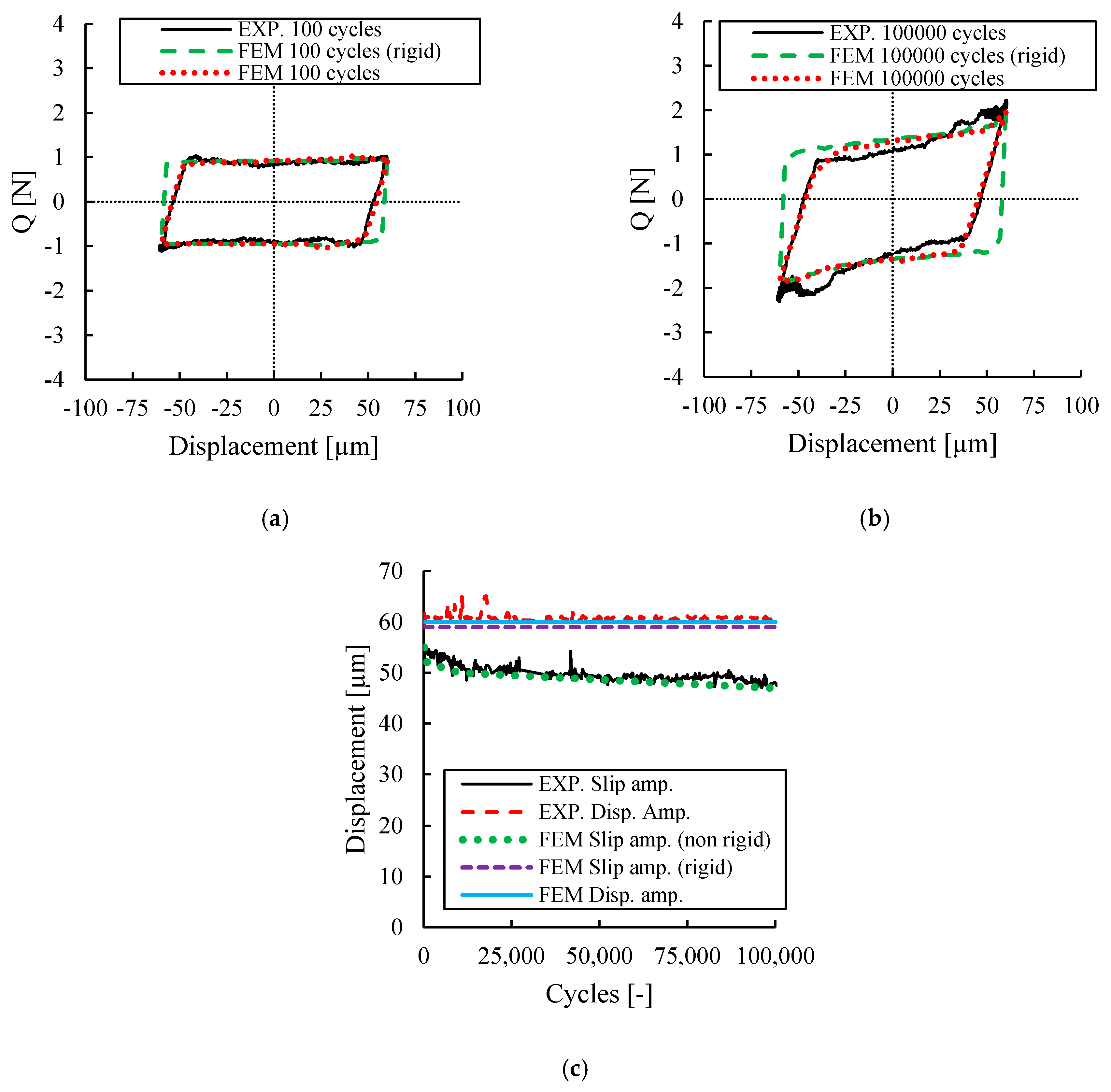
3.1.1. Experimental Fretting Loops for Comparison
3.1.2. Numerical Results
3.2. Analysis of Fretting Tribosystem and Contact Stiffness
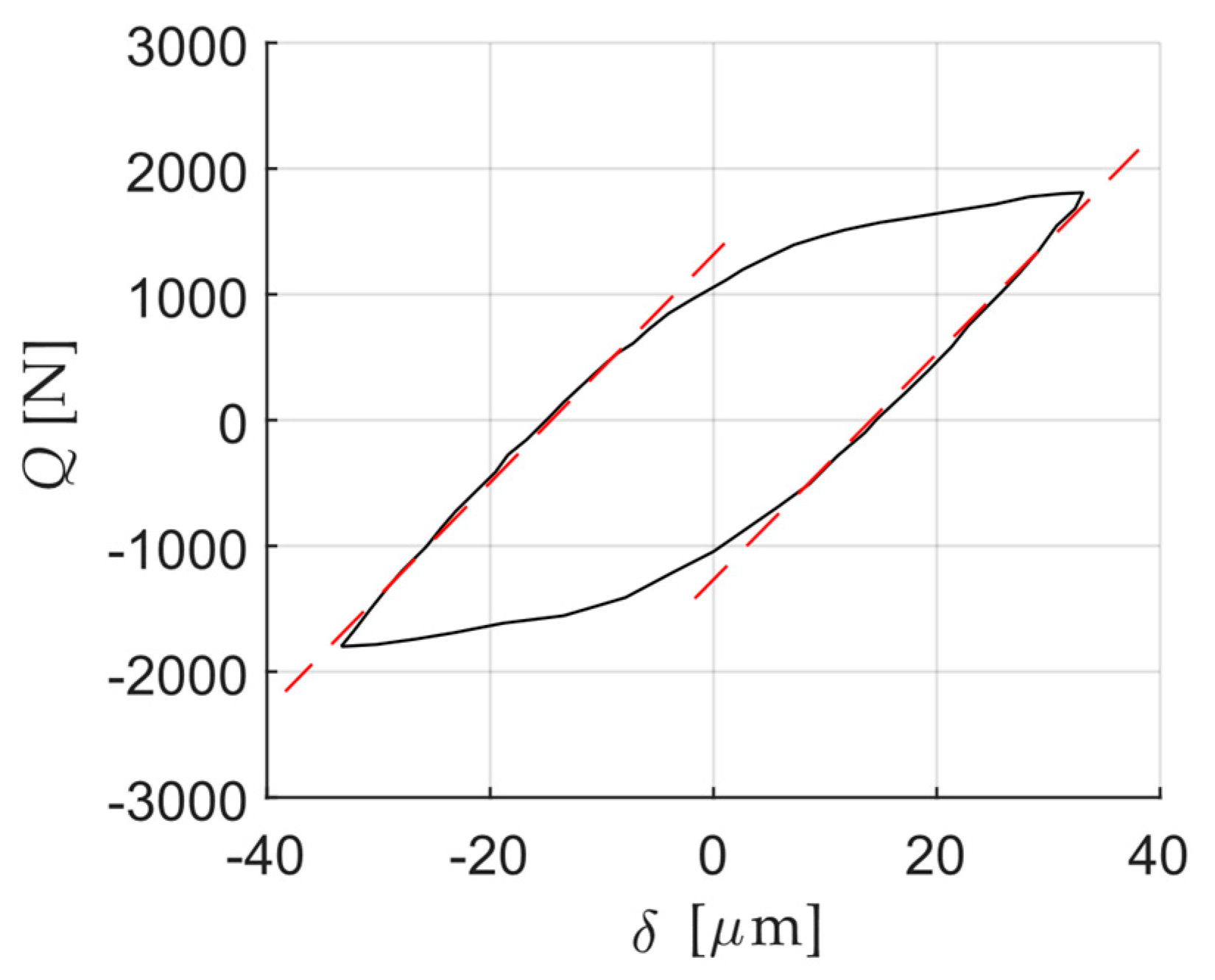
3.2.1. Tangential Contact Stiffness Analysis of Different Tribosystem
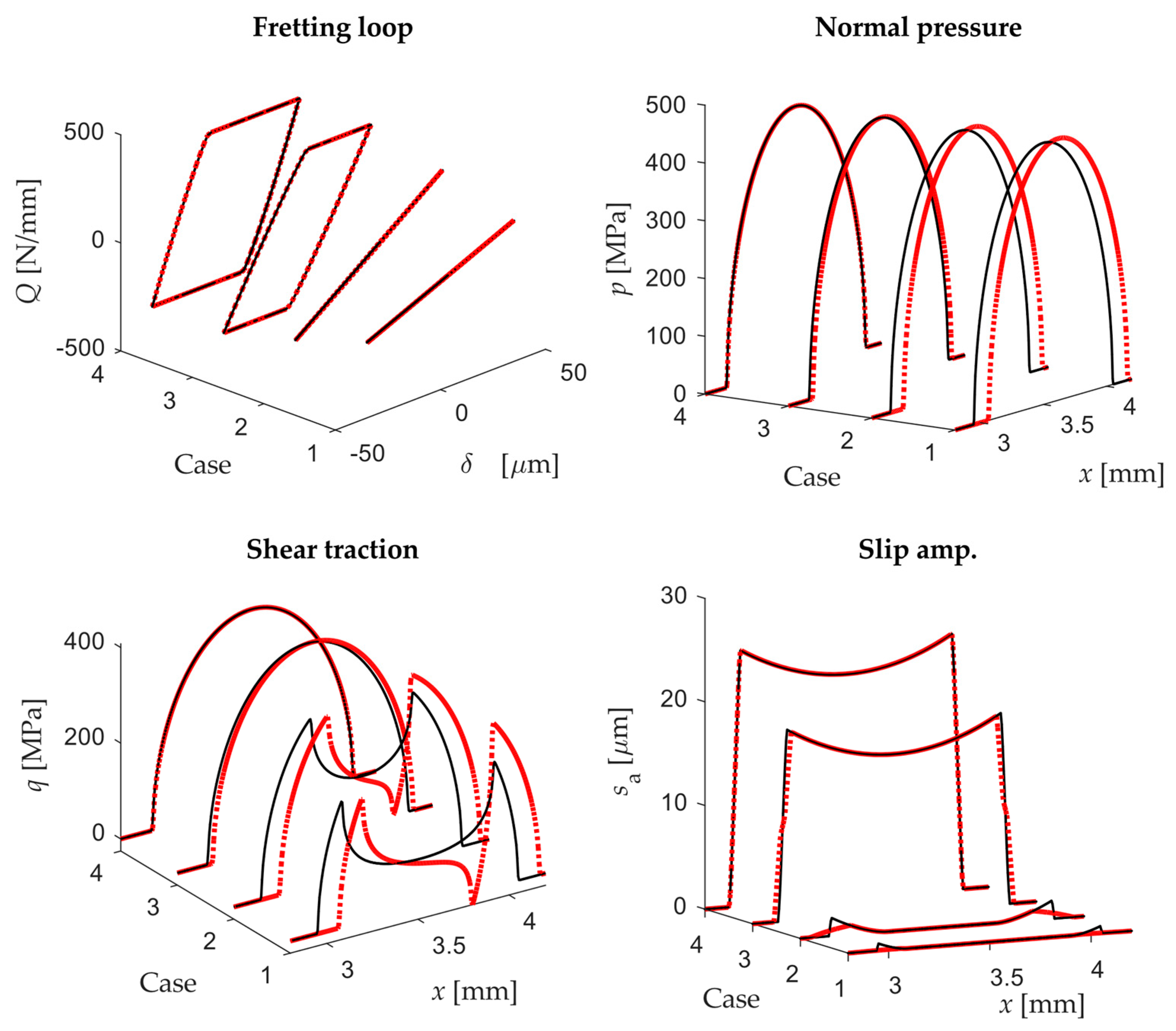
3.2.2. Parametric Analysis of the Tribosystem Stiffness Influence on Contact Variables
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Cai, Z.B.; Li, Z.Y.; Yin, M.G.; Zhu, M.H.; Zhou, Z.R. A review of fretting study on nuclear power equipment. Tribol. Int. 2020, 144, 106095. [Google Scholar] [CrossRef]
- Nowell, D.; Dini, D.; Hills, D.A. Recent developments in the understanding of fretting fatigue. Eng. Fract. Mech. 2006, 73, 207–222. [Google Scholar] [CrossRef] [Green Version]
- Mindlin, R.D. Compliance of Elastic Bodies in Contact. J. Appl. Mech. 1949, 16, 259–268. [Google Scholar] [CrossRef]
- Cattaneo, C. Sul contatto di due corpi elastici: Distribuzione locale deglisforzi. Reconditi Accad. Naz. Lincei. 1938, 27, 342–348. [Google Scholar]
- Fouvry, S.; Kapsa, P.; Vincent, L. Analysis of sliding behaviour for fretting loadings: Determination of transition criteria. Wear 1995, 185, 35–46. [Google Scholar] [CrossRef]
- Mulvihill, D.M.; Kartal, M.E.; Olver, A.V.; Nowell, D.; Hills, D.A. Investigation of non-Coulomb friction behaviour in reciprocating sliding. Wear 2011, 271, 802–816. [Google Scholar] [CrossRef]
- Llavori, I.; Zabala, A.; Aginagalde, A.; Tato, W.; Ayerdi, J.J.; Gómez, X. Critical Analysis of Coefficient of Friction Derivation Methods for Fretting under Gross Slip Regime. Tribol. Int. 2019, 105988. [Google Scholar] [CrossRef]
- Lavella, M.; Botto, D.; Gola, M.M. Design of a high-precision, flat-on-flat fretting test apparatus with high temperature capability. Wear 2013, 302, 1073–1081. [Google Scholar] [CrossRef]
- Kartal, M.E.; Mulvihill, D.M.; Nowell, D.; Hills, D.A. Measurements of pressure and area dependent tangential contact stiffness between rough surfaces using digital image correlation. Tribol. Int. 2011, 44, 1188–1198. [Google Scholar] [CrossRef]
- Arnaud, P.; Fouvry, S.; Garcin, S. Wear rate impact on Ti-6Al-4V fretting crack risk: Experimental and numerical comparison between cylinder/plane and punch/plane contact geometries. Tribol. Int. 2017, 108, 32–47. [Google Scholar] [CrossRef]
- Everitt, N.M.; Ding, J.; Bandak, G.; Shipway, P.H.; Leen, S.B.; Williams, E.J. Characterisation of fretting-induced wear debris for Ti-6Al-4 V. Wear 2009, 267, 283–291. [Google Scholar] [CrossRef]
- Wittkowsky, B.U.; Birch, P.R.; Dominguez, J.; Suresh, S. Apparatus for quantitative fretting fatigue testing. Fatigue Fract. Eng. Mater. Struct. 1999, 22, 307–320. [Google Scholar] [CrossRef]
- Huang, P.; Wang, N.; Li, J.; Zhu, Y.; Zhang, J. Fiber Fabry-Perot Force Sensor with Small Volume and High Performance for Assessing Fretting Damage of Steam Generator Tubes. Sensors 2017, 17, 2899. [Google Scholar] [CrossRef] [Green Version]
- Huang, P.; Wang, N.; Li, J.; Zhu, Y.; Zhang, J.; Xi, Z. Optical Fiber Demodulation System with High Performance for Assessing Fretting Damage of Steam Generator Tubes. Sensors 2018, 18, 201. [Google Scholar] [CrossRef] [Green Version]
- Llavori, I.; Zabala, A.; Otaño, N.; Tato, W.; Gómez, X. Development of a modular fretting wear and fretting fatigue tribometer for thin steel wires: Design concept and preliminary analysis of the effect of crossing angle on tangential force. Metals 2019, 9, 674. [Google Scholar] [CrossRef] [Green Version]
- Sabsabi, M.; Giner, E.; Fuenmayor, F.J. Experimental fatigue testing of a fretting complete contact and numerical life correlation using X-FEM. Int. J. Fatigue 2011, 33, 811–822. [Google Scholar] [CrossRef]
- Leonard, B.D.; Sadeghi, F.; Shinde, S.; Mittelbach, M. A novel modular fretting wear test rig. Wear 2012, 274–275, 313–325. [Google Scholar] [CrossRef]
- Mohd Tobi, A.L.; Shipway, P.H.; Leen, S.B. Gross slip fretting wear performance of a layered thin W-DLC coating: Damage mechanisms and life modelling. Wear 2011, 271, 1572–1584. [Google Scholar] [CrossRef] [Green Version]
- Ramesh, R.; Gnanamoorthy, R. Development of a fretting wear test rig and preliminary studies for understanding the fretting wear properties of steels. Mater. Des. 2006, 27, 141–146. [Google Scholar] [CrossRef]
- Marui, E.; Endo, H.; Hasegawa, N.; Mizuno, H. Prototype fretting-wear testing machine and some experimental results. Wear 1998, 214, 221–230. [Google Scholar] [CrossRef]
- Van Peteghem, B.; Fouvry, S.; Petit, J. Effect of variable normal force and frequency on fretting wear response of Ti-6Al-4V contact. Wear 2011, 271, 1535–1542. [Google Scholar] [CrossRef]
- Erena, D.; Vázquez Valeo, J.; Navarro, C.; Domínguez, J. New fatigue device for testing cables: Design and results. Fatigue Fract. Eng. Mater. Struct. 2019, 42, 1826–1837. [Google Scholar] [CrossRef]
- Kartal, M.E.; Mulvihill, D.M.; Nowell, D.; Hills, D.A. Determination of the Frictional Properties of Titanium and Nickel Alloys Using the Digital Image Correlation Method. Exp. Mech. 2011, 51, 359–371. [Google Scholar] [CrossRef]
- Yastrebov, V.A.; Anciaux, G.; Molinari, J.F. The contact of elastic regular wavy surfaces revisited. Tribol. Lett. 2014, 56, 171–183. [Google Scholar] [CrossRef] [Green Version]
- Fouvry, S.; Arnaud, P.; Mignot, A.; Neubauer, P. Contact size, frequency and cyclic normal force effects on Ti–6Al–4V fretting wear processes: An approach combining friction power and contact oxygenation. Tribol. Int. 2017, 113, 460–473. [Google Scholar] [CrossRef]
- Mugadu, A.; Hills, D.A.; Nowell, D. Modifications to a fretting-fatigue testing apparatus based upon an analysis of contact stresses at complete and nearly complete contacts. Wear 2002, 252, 475–483. [Google Scholar] [CrossRef]
- Lee, Y.H.; Kim, H.K. Effect of spring shapes on the variation of loading conditions and the wear behaviour of the nuclear fuel rod during fretting wear tests. Wear 2007, 263, 451–457. [Google Scholar] [CrossRef]
- Ding, J.; Bandak, G.; Leen, S.B.; Williams, E.J.; Shipway, P.H. Experimental characterisation and numerical simulation of contact evolution effect on fretting crack nucleation for Ti-6Al-4V. Tribol. Int. 2009, 42, 1651–1662. [Google Scholar] [CrossRef]
- Kartal, M.E.; Mulvihill, D.M.; Nowell, D.; Hills, D.A. Measurement of tangential contact stiffness in frictional contacts: The effect of normal pressure. Appl. Mech. Mater. 2011, 70, 321–326. [Google Scholar] [CrossRef]
- De Pauw, J.; De Waele, W.; Hojjati-Talemi, R.; De Baets, P. On the use of digital image correlation for slip measurement during coupon scale fretting fatigue experiments. Int. J. Solids Struct. 2014, 51, 3058–3066. [Google Scholar] [CrossRef]
- De Pauw, B.; Lamberti, A.; Ertveldt, J.; Rezayat, A.; van Tichelen, K.; Vanlanduit, S.; Berghmans, F. Vibration Monitoring Using Fiber Optic Sensors in a Lead-Bismuth Eutectic Cooled Nuclear Fuel Assembly. Sensors 2016, 16, 571. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Filippi, S.; Akay, A.; Gola, M.M. Measurement of tangential contact hysteresis during microslip. J. Tribol. 2004, 126, 482–489. [Google Scholar] [CrossRef]
- Fantetti, A.; Tamatam, L.R.; Volvert, M.; Lawal, I.; Liu, L.; Salles, L.; Brake, M.R.W.; Schwingshackl, C.W.; Nowell, D. The impact of fretting wear on structural dynamics: Experiment and Simulation. Tribol. Int. 2019, 138, 111–124. [Google Scholar] [CrossRef]
- Popov, V.L.; Heß, M.; Willert, E. Handbook of Contact Mechanics; Springer: Berlin/Heidelberg, Germany, 2019. [Google Scholar]
- Johnson, K.L. Contact Mechanics; Cambridge Unversity Press: Cambridge, UK, 2004; ISBN 9780521347969. [Google Scholar]
- Cruzado, A.; Urchegui, M.A.; Gómez, X. Finite element modeling and experimental validation of fretting wear scars in thin steel wires. Wear 2012, 289, 26–38. [Google Scholar] [CrossRef]
- Llavori, I.; Zabala, A.; Urchegui, M.A.; Tato, W.; Gómez, X. A coupled crack initiation and propagation numerical procedure for combined fretting wear and fretting fatigue lifetime assessment. Theor. Appl. Fract. Mech. 2019, 101, 294–305. [Google Scholar] [CrossRef]
- Jin, X.; Sun, W.; Shipway, P.H. Derivation of a wear scar geometry-independent coefficient of friction from fretting loops exhibiting non-Coulomb frictional behaviour. Tribol. Int. 2016, 102, 561–568. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Symbol | Unit | Value | Tribosystem |
|---|---|---|---|---|
| Contact load | P | N | 2 |  |
| Crossing angle | α | ° | 90 | |
| Average contact pressure | pav | MPa | 3100 | |
| Maximum Hertz pressure | pmax | MPa | 4650 | |
| Tangential stress ratio | RQ | - | −1 | |
| Stroke | 2δa | μm | 120 | |
| Frequency | υ | Hz | 3 | |
| Number of cycles | N | - | 100 × 103 | |
| Lubricant | - | None | ||
| Temperature | T | °C | 22 ± 2 | |
| Atmosphere | - | Laboratory air | ||
| Relative humidity | RH | % | 50 ± 5 |
| Ref. | Contact Conf. | Pad/Spec. Material | R [mm] | P [N] | a [mm] | μmax | δa [μm] | δ0 [μm] | N [cycles] | Kt,m [N/μm] | Kt,c1 [N/μm] | (Kt,c − Kt,m)/Kt,c [%] |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| [10] | CTF | Ti-6Al-4V | 40 | 1950 | 0.549 | 0.93 | 33.22 | 14.12 | - | 88.24 | 139.10 | - |
| [11] | CTF | Ti-6Al-4V | 6 | 500 | 0.076 | 0.82 | 40.15 | 22.67 | 5.00 × 103 | 22.48 | 161.70 | −86% |
| [11] | CTF | Ti-6Al-4V | 6 | 1000 | 0.108 | 0.77 | 56.87 | 22.98 | 5.00 × 103 | 21.83 | 170.70 | −87% |
| [11] | CTF | Ti-6Al-4V | 6 | 500 | 0.076 | 0.96 | 40.37 | 20.41 | 1.00 × 105 | 21.84 | 161.70 | −86% |
| [11] | CTF | Ti-6Al-4V | 6 | 1000 | 0.108 | 0.91 | 60.06 | 19.54 | 1.00 × 105 | 21.08 | 170.70 | −88% |
| [21] | CTF | Ti-6Al-4V | 80 | 8523 | 1.286 | 0.59 | 134.89 | 77.17 | 2.50 × 102 | 85.58 | 289.20 | −70% |
| [21] | CTF | Ti-6Al-4V | 80 | 8523 | 1.286 | 0.68 | 141.31 | 71.13 | 3.00 × 103 | 79.48 | 289.20 | −73% |
| [18] | CTF | Ti-6Al-4V (coated) | 6 | 500 | 0.076 | 0.28 | 24.94 | 20.26 | 1.00 × 105 | 18.62 | 161.70 | −88% |
| [18] | CTF | Ti-6Al-4V (coated) | 6 | 500 | 0.076 | 0.44 | 24.00 | 13.67 | 6.00 × 105 | 18.38 | 161.70 | −89% |
| [28] | CTF | Ti-6Al-4V | 6 | 500 | 0.076 | 0.88 | 24.72 | 7.87 | 5.00 × 103 | 24.16 | 161.70 | −85% |
| [28] | CTF | Ti-6Al-4V | 6 | 500 | 0.076 | 0.97 | 24.96 | 5.32 | 5.00 × 104 | 23.76 | 161.70 | −85% |
| [19] | CTC | En31/En24 | 5 | 19.6 | 0.087 | 0.51 | 25.69 | 15.01 | 1.00 × 103 | 1.19 | 16.03 * | −93% |
| [19] | CTC | En31/En24 | 5 | 19.6 | 0.087 | 0.54 | 27.56 | 13.24 | 9.90 × 104 | 0.90 | 16.03 * | −94% |
| Case | Kt,m [N/mm2] | 1st Scenario | 2nd Scenario | |
|---|---|---|---|---|
| Kt,s [N/mm2] | Kθ,s [N/rad] | θmax [°] | ||
| 1 | 4.35 × 103 | 5.00 × 103 | 5.28 × 105 | 1.67 × 10−1 |
| 2 | 7.64 × 103 | 1.00 × 104 | 1.06 × 106 | 1.45 × 10−1 |
| 3 | 1.94 × 104 | 5.00 × 104 | 5.30 × 106 | 3.89 × 10−2 |
| 4 | 2.99 × 104 | 5.00 × 105 | 5.64 × 107 | 3.67 × 10−3 |
| Case | Kt,m [N/mm2] | 1st Scenario | 2nd Scenario | |
|---|---|---|---|---|
| Kt,s [N/mm2] | Kθ,s [N/rad] | θmax [°] | ||
| 1 | 6.10 × 103 | 7.00 × 103 | 3.17 × 105 | 1.80 × 10−1 |
| 2 | 8.94 × 103 | 1.10 × 104 | 6.37 × 105 | 1.71 × 10−1 |
| 3 | 2.34 × 104 | 4.66 × 104 | 3.28 × 106 | 9.51 × 10−2 |
| 4 | 4.35 × 104 | 5.84 × 105 | 4.82 × 107 | 7.70 × 10−3 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Infante-García, D.; Marco, M.; Zabala, A.; Abbasi, F.; Giner, E.; Llavori, I. On the Role of Contact and System Stiffness in the Measurement of Principal Variables in Fretting Wear Testing. Sensors 2020, 20, 4152. https://doi.org/10.3390/s20154152
Infante-García D, Marco M, Zabala A, Abbasi F, Giner E, Llavori I. On the Role of Contact and System Stiffness in the Measurement of Principal Variables in Fretting Wear Testing. Sensors. 2020; 20(15):4152. https://doi.org/10.3390/s20154152
Chicago/Turabian StyleInfante-García, Diego, Miguel Marco, Alaitz Zabala, Farshad Abbasi, Eugenio Giner, and Iñigo Llavori. 2020. "On the Role of Contact and System Stiffness in the Measurement of Principal Variables in Fretting Wear Testing" Sensors 20, no. 15: 4152. https://doi.org/10.3390/s20154152