1. Introduction
The real surface has been defined in ISO (International Organization for Standardization) as a set of features that physically exist and separate the entire work piece from the surrounding medium [
1]. The surface of a work piece has significant influence on its functional performance, and surface metrology becomes more and more vital for describing the surface processing quality. Surface characterization means the breakdown (filtering process) of the surface geometry into basic components usually based on the functional requirements [
2]. Research on filtering methods for surface metrology has been studied for decades from a 2RC (second-order resistor-capacitor circuit) filter, Gaussian filter to wavelet filter and morphological filter. The 2RC filter is a nonlinear filter suffering from phase distortion [
3]. Gaussian filter is the most widely used filter, adopted as the standard filtering technique by the standards committees [
4]. Morphological filtration is carried out by performing morphological operations on the input signal. It has a drawback of being time-consuming for a large data set [
5,
6]. Wavelet, an attractive mathematical tool, can describe the surface with variable resolution. By comparing the signal with a series of template functions, researchers can use wavelets to analyze different frequency components with variable window sizes [
7,
8]. Chen et al. first introduced wavelet analysis to surface characterization in 1999 [
9], which could evaluate surface roughness more accurately than traditional methods. In the 2000s, wavelet transform together with optimization algorithms were utilized for surface roughness analysis, showing its feasibility and applicability [
10,
11,
12,
13]. Jiang et al. applied the second and third generation wavelet model for surface analysis. Both the models were proved to be more effective than the conventional filtering methods. [
14,
15,
16,
17,
18]. A dual-tree complex wavelet transform was used for surface analysis by Zeng et al. and Ren et al. showing very good amplitude transmission characteristics and high frequency resolution [
19,
20,
21]. Wang et al. and Grzesik et al. combined wavelet analysis and fractal dimension for surface roughness evaluation [
22,
23], and the self-similarity of the surface could be detected. Rosenboom et al. and Doshi et al. applied wavelet analysis for surface description, defect detection and texture classification [
24,
25,
26,
27]. Yang et al. used wavelet filter for generating surface with confocal laser scanning microscope (CLSM) [
28], demonstrating a powerful tool for eliminating image noise. Wavelet transform provides flexible time-frequency resolution, whereas it suffers from a relatively low resolution in high frequency regions, leading to difficulty in differentiating high frequency transient components [
7]. Wavelet packet transform (WPT), an extension of wavelet transform which can further decompose the detailed information of the signal in high frequency regions, has been used for feature extraction and texture segmentation. Its performance of feature extraction was better than that of discrete wavelet transform [
29,
30]. Kim et al. presented an optimal algorithm based on WPT for surface quality characterization, improving the performance of texture classification without recursive calculation [
31]. Makieta applied wavelet packet strategy for assessing milled surfaces. He provided criteria for choosing the basic wavelet and evaluated the surface roughness and waviness [
32]. WPT [
33] and one-dimensional (1D) wavelet transform [
34] were also used to extract surface features for surface roughness evaluation based on an artificial neural network, where the statistical features were correlated with the surface roughness parameter
Ra. Wavelet packet neural networks were also used for surface texture classification [
35,
36].
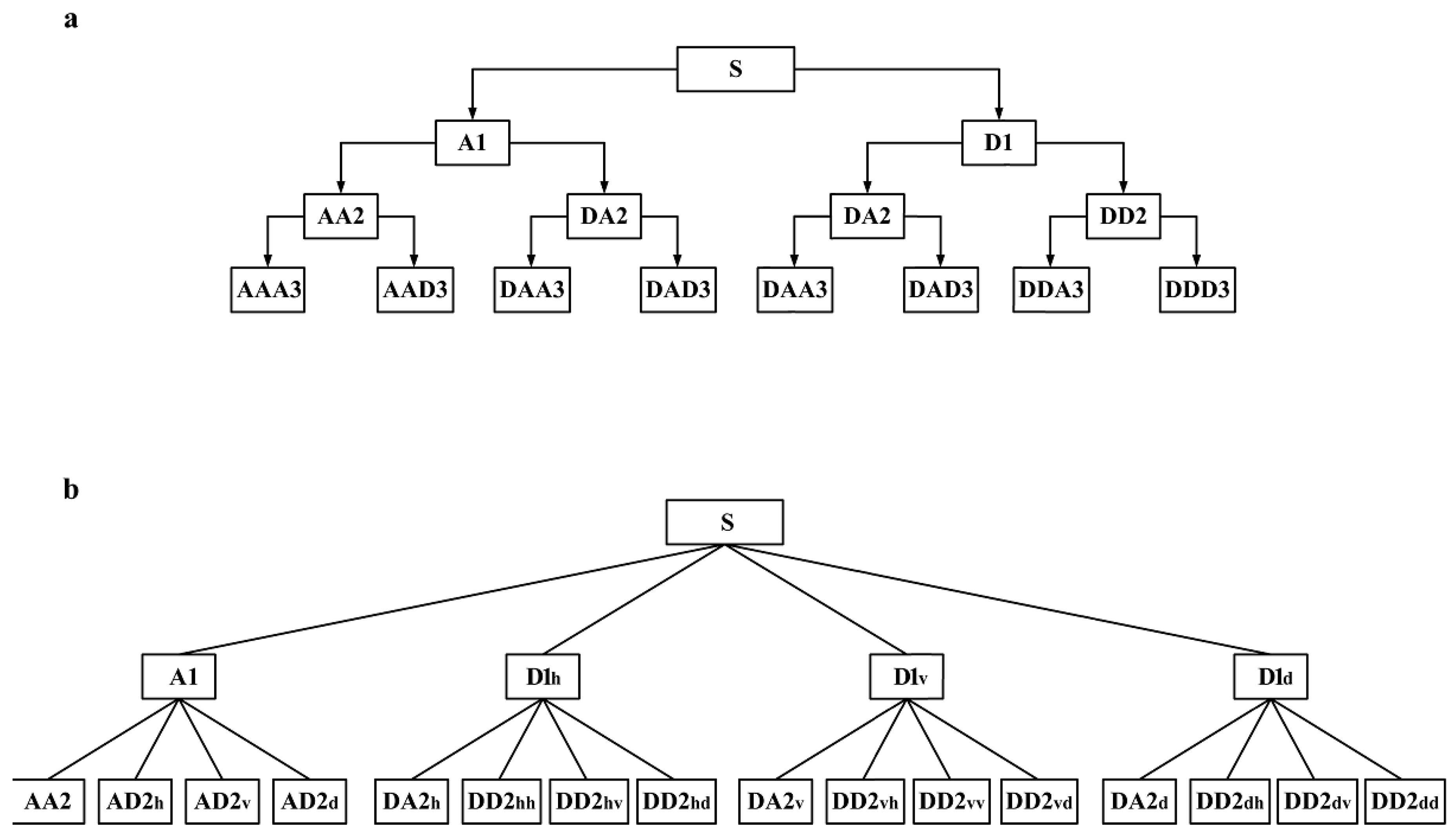
In this paper, WPT is applied to multi-resolution analysis on the high frequency components of real surface topography. Roughness parameters are calculated and surface textures are extracted to characterize the surface. A roughness specimen and three real engineering surfaces are then analyzed in detail. Profile and areal roughness parameters are calculated to quantify the characterization results and compared with those measured by a profile meter. The relations between roughness parameters and noise are analyzed in detail. This paper is organized as follows:
Section 2 provides the theories of wavelet transform and WPT. The processing procedures of simulations and experiments are presented in
Section 3.
Section 4 exhibits the results and discussion about the simulated profiles and engineering surfaces. The conclusions are given in
Section 5.
4. Results and Discussion
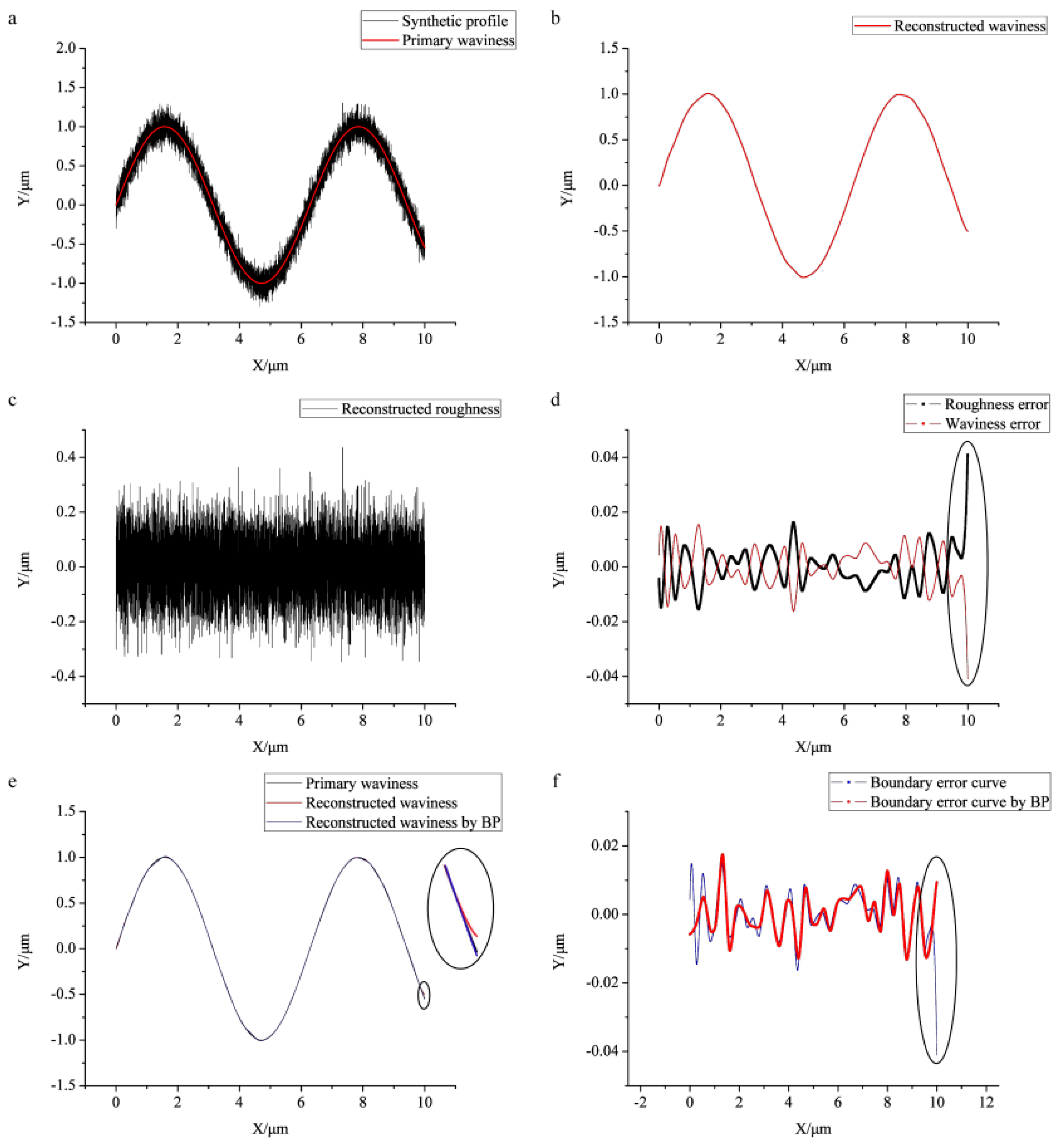
Figure 2a displays the simulated surface profile including waviness and roughness.
Figure 2b exhibits the separated waviness (also the filtering reference line), and
Figure 2c shows the reconstructed roughness by WPT. The error curves are given in
Figure 2d, where the red line represents the differences between the reconstructed waviness and primary waviness, and the black line denotes the errors between the reconstructed roughness and primary roughness, as it can be found that the waviness and roughness obtained by WPT match well with the primary waviness and roughness. At the end of two curves, an outlier marked in a circle indicates that border deformation appears.
Figure 2e presents the primary waviness (black line), reconstructed waviness (red line), and reconstructed waviness after BP (blue line). The inset of the enlarged drawing illustrates that the reconstructed waviness by BP almost keeps the same as the primary waviness, whereas some deviations exist between the primary waviness and reconstructed waviness without BP. The error curves given in
Figure 2f exhibit the effect of BP clearly, in which the red line represents the errors between the primary waviness and reconstructed waviness by BP, which has a relatively smaller absolute value at the end than the blue line (the errors between the primary waviness and reconstructed waviness without BP). Obviously, the boundary deformation is eliminated.
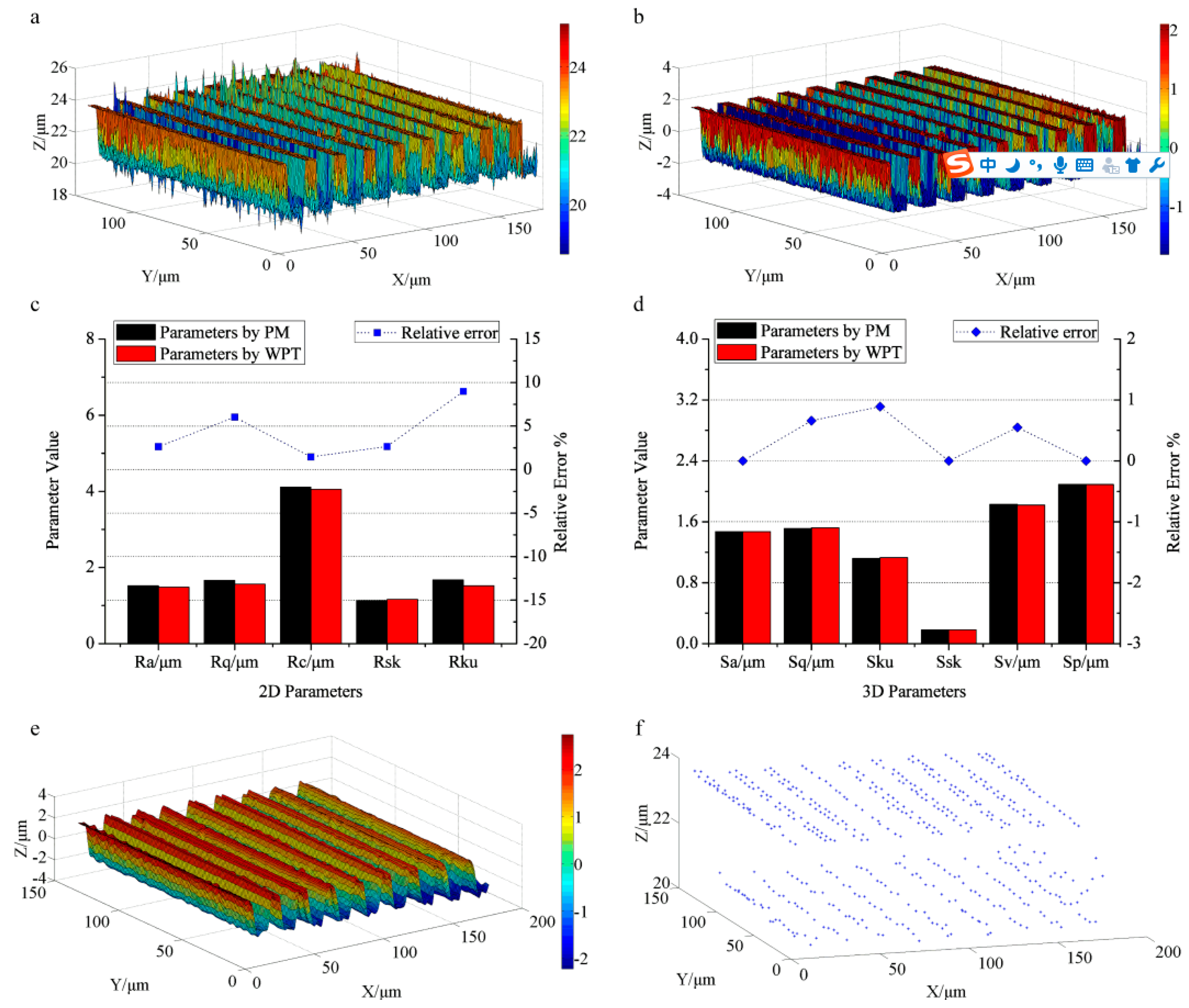
The characterization results of the roughness specimen with right-angle steps are presented in
Figure 3.
Figure 3a shows the primary surface topography captured by CLSM, where the color bar denotes the height information. The noisy points are obviously visible along the right angle edge, which will influence the generation of roughness surface seriously. The filtered result is illustrated in
Figure 3b, in which the noisy points are removed. The de-noising procedure contributes to generating the roughness surface accurately.
Figure 3c displays the characterization results of the 2D profile roughness, including profile parameters
Ra (the arithmetical mean deviation),
Rq (the root mean square deviation),
Rku (the kurtosis),
Rsk (the skewness), and
Rc (the mean height of profile elements) [
38]. The left vertical axis represents the value of the parameters and the right axis denotes the percentage of the relative errors. The roughness parameters calculated by WPT are exhibited as the red bars, and the black bars signify the parameters measured by PM for comparison. The calculated results for
Ra,
Rq,
Rc,
Rsk, and
Rku by WPT are 1.48 μm, 1.56 μm, 4.05 μm, 1.16, and 1.52, similar to the measurement results by PM (1.52 μm, 1.66 μm, 4.11 μm, 1.13, and 1.67, correspondingly). The blue scatter dot line represents the relative errors of the calculation results by WPT vs. those by PM, where the relative errors of
Ra,
Rq,
Rc, and
Rsk are all rather small (2.63%, 6.02%, 1.46% and 2.65%).
Rku obtained by WPT appears the largest deviation compared with that by PM (the relative error approaching 8.98%).
Rku represents the kurtosis of the assessed profile and measures the sharpness of the probability density function of the ordinate values. Both the measurements of the right-angle steps structure by CLSM and PM may introduce noisy points. These points with a relatively large value will become isolated valleys or peaks and influence
Rku seriously [
38], resulting in the inaccuracy of the characterization.
Figure 3d displays the areal surface roughness parameters together with the relative errors. The areal parameters of
Sa (the arithmetical mean height),
Sq (root mean height),
Sku (the kurtosis),
Ssk (the skewness),
Sv (the maximum pit height), and
Sp (the maximum peak height) [
39] calculated by WPT (1.47 μm, 1.52 μm, 1.13, 0.18, 1.82 μm, and 2.09 μm) match well with those measured by PM (1.47 μm, 1.51 μm, 1.12, 0.18, 1.83 μm, and 2.09 μm, correspondingly). The relative errors are all less than 1%, indicating the reliability of WPT for the evaluation of surface roughness.
The filtered surface by applying WPT to the high frequency components (roughness components) is shown in
Figure 3e. It keeps the basic structure of the original surface topography. The extracted 490 feature points displayed in
Figure 3f express the typical surface texture containing the top textures and the bottom textures, which suggest the basic direction of the textures and are helpful for further feature recognition and matching. Therefore, WPT can also be used for extracting surface texture by decomposing the high frequency components of the surface topography.
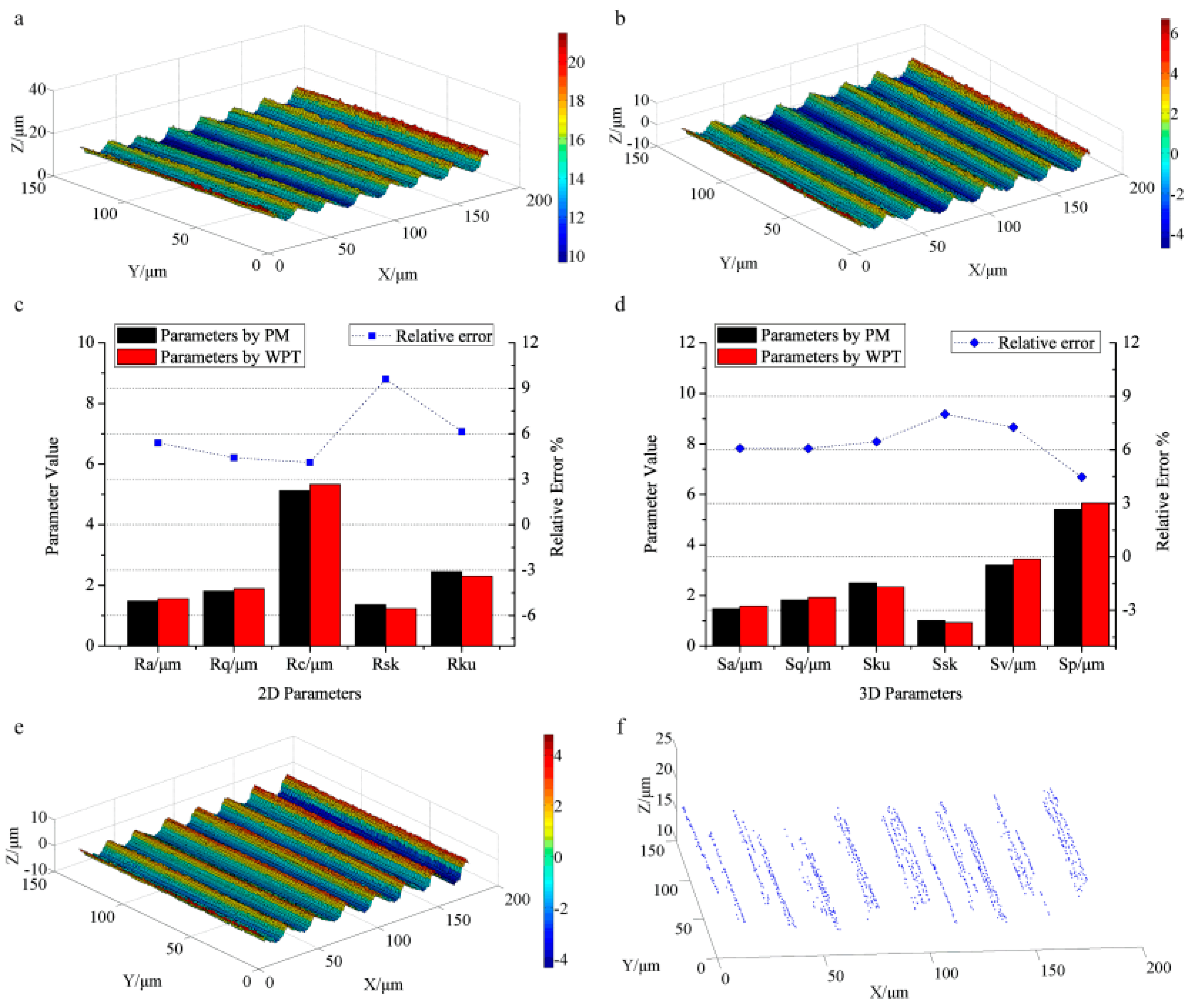
Figure 4 displays the analyzed results of the milled surface.
Figure 4a illustrates the surface topography, and
Figure 4b displays the roughness surface reconstructed by WPT. The profile roughness parameters and their relative errors are exhibited in
Figure 4c. The values of
Ra,
Rq,
Rc,
Rsk, and
Rku calculated by WPT are 1.56 μm, 1.89 μm, 5.33 μm, 1.23, and 2.30. Those measured by PM (1.48 μm, 1.81 μm, 5.12 μm, 1.36, and 2.45) are used for comparison. It can be seen that the profile roughness parameters obtained by WPT approximate to those measured by PM. The relative errors are 5.41%, 4.42%, 4.10%, 9.56%, and 6.12%, respectively, indicating that the characterization results obtained by WPT agree well with those by PM. The largest deviation appears in
Rsk, which measures the asymmetry of the probability density function of the ordinate values, strongly influenced by the noise in the measurements. The corresponding areal roughness parameters together with the relative errors are shown in
Figure 4d.
Sa,
Sq,
Sku,
Ssk,
Sv, and
Sp by WPT are 1.57 μm, 1.92 μm, 2.33, 0.92, 3.44 μm, and 5.65 μm. For comparison, the results by PM are 1.48 μm, 1.81 μm, 2.49, 1.00, 3.21 μm, and 5.41 μm. The relative errors of
Sa,
Sq,
Sku, and
Sp (6.08%, 6.07%, 6.43%, and 4.43%) are less than 7%. However, the difference of
Sv reaches 7.16%, and the relative error of
Ssk even approaches 8.00%.
Sv measures the largest surface valley depth with a sampling region.
Ssk evaluates the asymmetry of the probability density function of the ordinate values. Noisy points introduced in the measurements will result in large deviations of
Sv and
Ssk.
The filtered surface topography is illustrated in
Figure 4e. It retains the main surface structure. There are 1371 feature points extracted from
Figure 4e as displayed in
Figure 4f, clearly exhibiting the top textures and the bottom tool marks, which reflect the basic texture structure of the whole surface. The periodic textures suggest the direction of the surface texture and help to predict the surface performance. The evaluation of surface roughness and the extraction of surface texture are successfully achieved by analyzing the high frequency components of surface based on WPT.
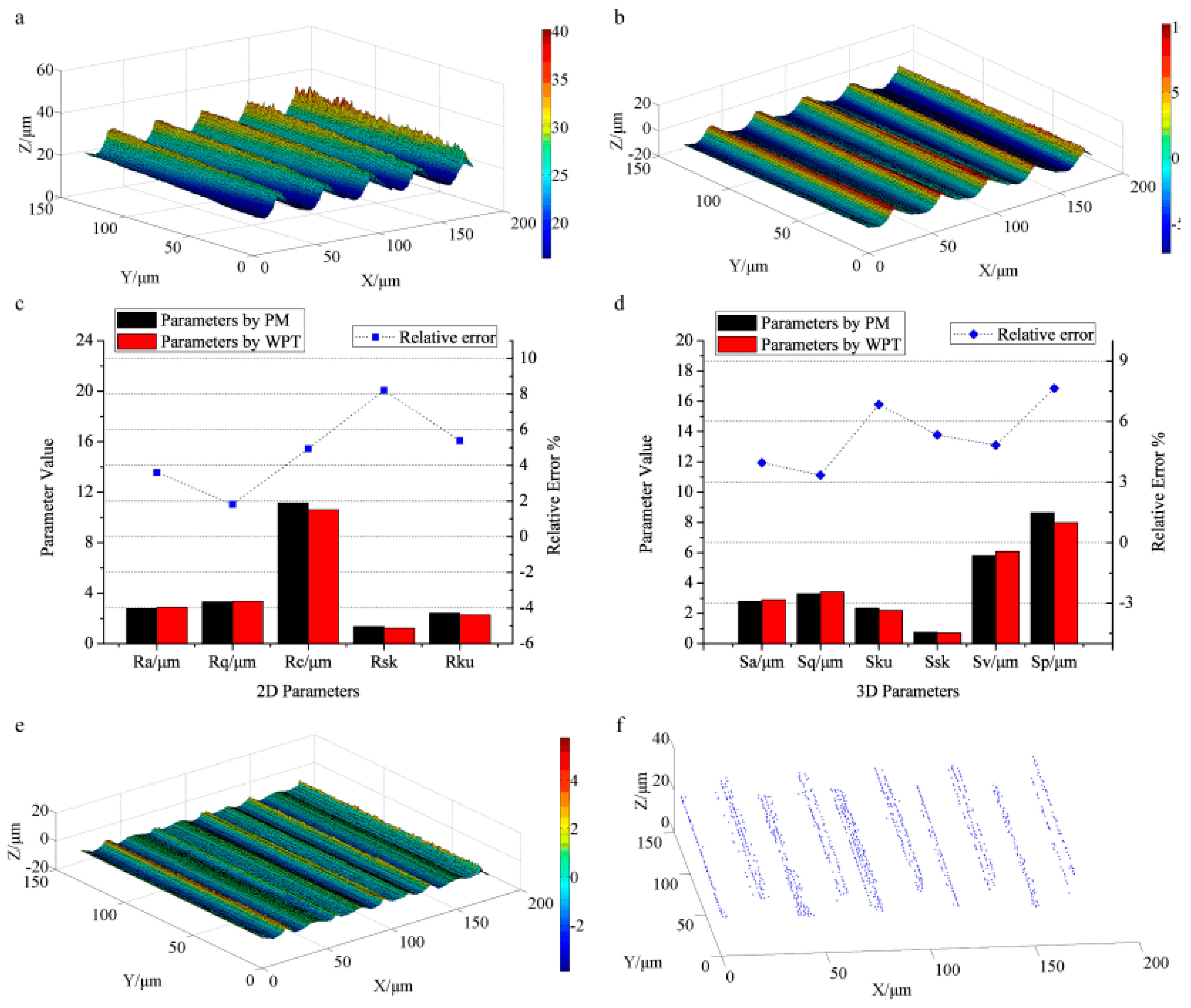
The characterization results of the turned surface are also presented in
Figure 5.
Figure 5a,b display the primary surface and filtering results. The results of the profile roughness parameters are shown in
Figure 5c, in which the calculated
Ra,
Rq,
Rc,
Rsk, and
Rku by WPT (2.87 μm, 3.35 μm, 10.59 μm, 1.23, and 2.28) approximate the measurement results by PM (2.77 μm, 3.29 μm, 11.14 μm, 1.34, and 2.41). The corresponding relative errors are 3.61%, 1.82%, 4.94%, 8.21%, and 5.39%, signifying the characterization results of the 2D profile roughness by WPT match well with those by PM.
Figure 5d exhibits the characterization results of areal roughness. The parameter values of
Sa,
Sq,
Sku,
Ssk,
Sv, and
Sp by WPT are 2.89 μm, 3.40 μm, 2.18, 0.71, 6.08 μm, and 7.98 μm, similar to the results by PM (2.78 μm, 3.29 μm, 2.34, 0.75, 5.80 μm, and 8.64 μm). The relative errors of
Sa,
Sq,
Sku,
Sv, and
Ssk (3.96%, 3.34%, 6.84%, 4.83%, and 5.33%) are less than 7%. Only
Sp reaches 7.64%, probably caused by noisy points.
Figure 5e exhibits the smooth surface by applying WPT to the high frequency components. It is also a periodic structure much flatter than the roughness component as shown in
Figure 5b.
Figure 5f displays the extracted surface texture, which contains 1126 feature points presenting the tool marks clearly including the top ridge textures and bottom valley textures. The reconstructed surface typical textures not only indicate the direction of the surface texture but also help to recognize and classify surface texture.
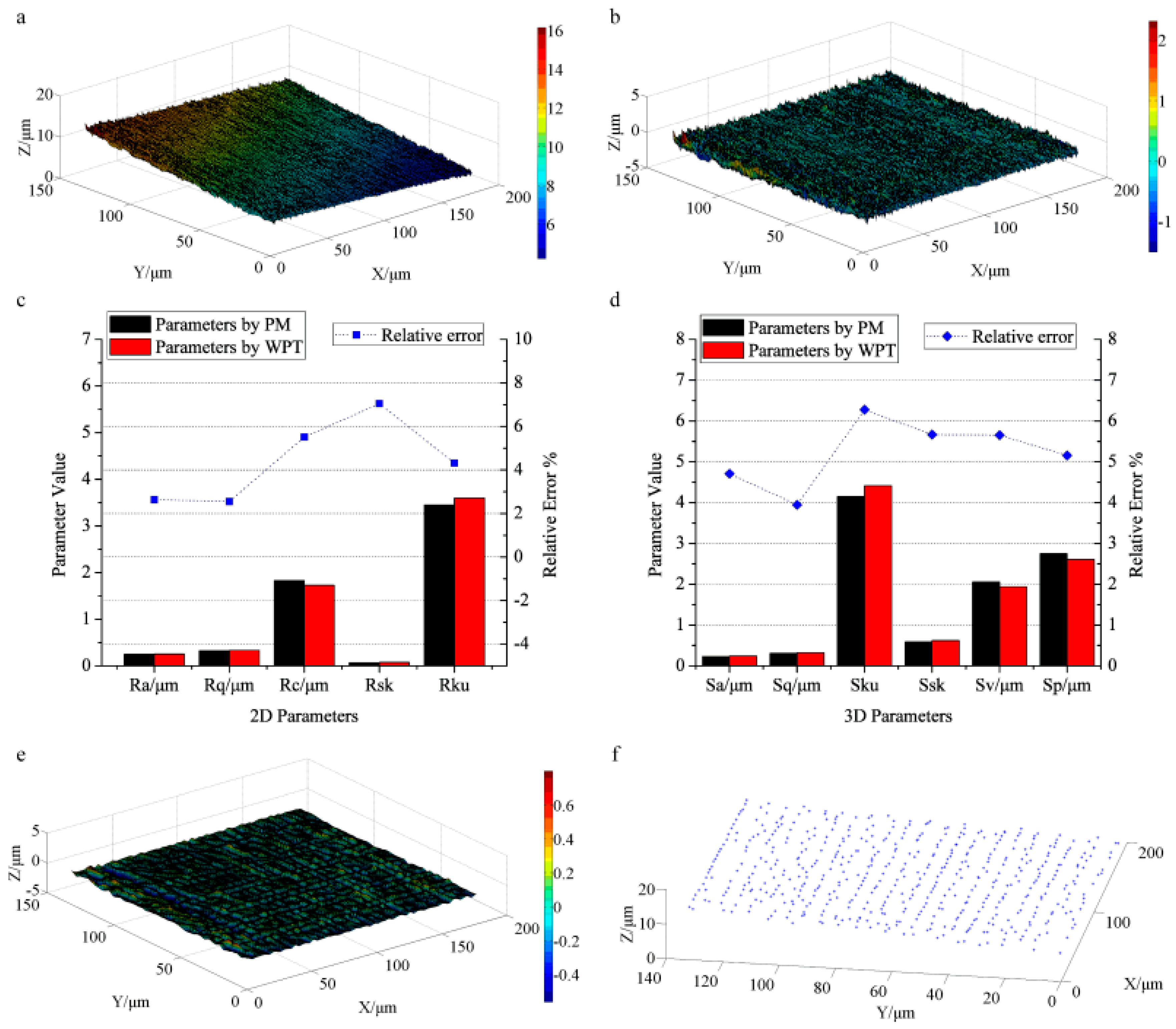
The characterized results of the grinding surface are presented in
Figure 6. The original surface captured by CLSM is shown in
Figure 6a.
Figure 6b provides the roughness surface. The evaluation results of the profile roughness are given in
Figure 6c. The obtained profile roughness parameters (
Ra,
Rq,
Rc,
Rsk, and
Rku) are 0.25 μm, 0.33 μm, 1.72 μm, 0.073, and 3.60. For comparison, the measured results by PM are 0.24 μm, 0.32 μm, 1.82 μm, 0.068, and 3.45, respectively. As a result, the relative errors of
Ra,
Rq,
Rc, and
Rku are 2.63%, 2.54%, 5.51%, and 4.31%. Only
Rsk reaches 7.04%.
Figure 6d exhibits the evaluated results of the areal roughness, where the calculated results of
Sa,
Sq,
Sku,
Ssk,
Sv and
Sp by WPT (0.24 μm, 0.31 μm, 4.41, 0.62, 1.94 μm, and 2.60 μm) approximate the results by PM (0.23 μm, 0.30 μm, 4.15, 0.58, 2.05 μm, and 2.75 μm). The relative errors (4.71%, 3.94%, 6.28%, 5.67%, 5.65%, and 5.16%) are all smaller than 7% suggesting the reliability of WPT for assessing surface roughness.
Figure 6e shows the filtered surface components, in which we extract 532 feature points as displayed in
Figure 6f. Since the surface is fabricated by grinding tool and the surface is rather flat without periodic texture, the extracted feature points only suggest the direction of the texture without layered features. Thus, by decomposing the high frequency components of the surface topography based on WPT, the engineering surfaces are comprehensively assessed including surface roughness evaluation and surface texture extraction.
Figure 7a–d show the simulated surfaces with level-0, level-1, level-2, and level-3 noise, respectively.
Figure 7e displays the evaluated results of the profile roughness of every surface (the black, red, blue, and pink bars represent the results of the surfaces with level-0, level-1, level-2, and level-3 noise, respectively, and the black, red, and green dot lines signify the relative errors of the surfaces with level-1, level-2, and level-3 noise vs. those of the surface with level-0 noise, respectively). The results (
Ra,
Rq,
Rsk,
Rku, and
Rc) of the surface with level-0 (0.65 μm, 0.72 μm, 0.23, 1.47, 2.00 μm), level-1 (0.65 μm, 0.72 μm, 0.23, 1.50, 2.03 μm), level-2 (0.65 μm, 0.72 μm, 0.24, 1.56, 2.19 μm), and level-3 (0.6558 μm, 0.73 μm, 0.25, 1.60, 2.36 μm) noise are calculated. Accordingly, the relative errors (
Ra) of the surfaces with level-1, level-2, and level-3 noise vs. that of the surface with level-0 noise are 0.046%, 0.31%, and 0.78%. The relative errors of
Rq (0.097%, 0.61%, and 1.57%),
Rsk (1.09%, 4.00%, and 7.65%),
Rku (2.18%, 6.20%, and 9.41%), and
Rc (1.32%, 9.60%, and 18.24%) are also illustrated as the dot lines. As can be found, the skewness (
Rsk), kurtosis (
Rku), and the mean height (
Rc) increase drastically with the noise increasing from level-0 to level-3, explaining that the parameters (
Rsk,
Rku and
Rc) are influenced by noise much stronger than
Ra and
Rq. This leads to relatively large deviations of
Rsk,
Rku, and
Rc by WPT and PM.
The evaluated results of the areal roughness are displayed in
Figure 7f. The parameters
Sa,
Sq,
Ssk,
Sku,
Sv, and
Sp of the surface with level-0 noise are 0.65 μm, 0.72 μm, 0.24, 1.54, 1.11 μm, and 1.20 μm. The corresponding results of the surfaces with level-1 (0.6523 μm, 0.72 μm, 0.24, 1.62, 1.31 μm, 1.40 μm), level-2 (0.65 μm, 0.72 μm, 0.25, 1.75, 1.52 μm, and 1.63 μm), and level-3 (0.66 μm, 0.73 μm, 0.26, 1.96, 1.74 μm, and 1.86 μm) noise are also presented. Accordingly, the relative errors (
Sa) of the surfaces with level-1, level-2, and level-3 noise vs. that of the surface with level-0 noise are 0.26%, 0.54%, and 0.81%. The relative errors of
Sq (0.36%, 0.70%, and 1.33%),
Ssk (4.67%, 7.38%, and 11.88%),
Sku (5.24%, 14.09%, and 27.64%),
Sv (17.62%, 36.81%, and 56.40%), and
Sp (24.25%, 35.56%, and 54.93%) are also illustrated as the dot lines. Obviously,
Ssk,
Sku,
Sv and
Sp significantly increase when the noise increases from level-0 to level-3, whereas
Sa and
Sq increase slowly. Therefore, the skewness (
Ssk), kurtosis (
Ssk), the maximum pit (
Sv) and peak (
Sp) heights are strongly influenced by noise, leading to the relatively large deviations in the experimental results.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}






