
Fabrication of Silane-Grafted Cellulose Nanocrystals and Their Effects on the Structural, Thermal, Mechanical, and Hysteretic Behavior of Thermoplastic Polyurethane

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Results and Discussion
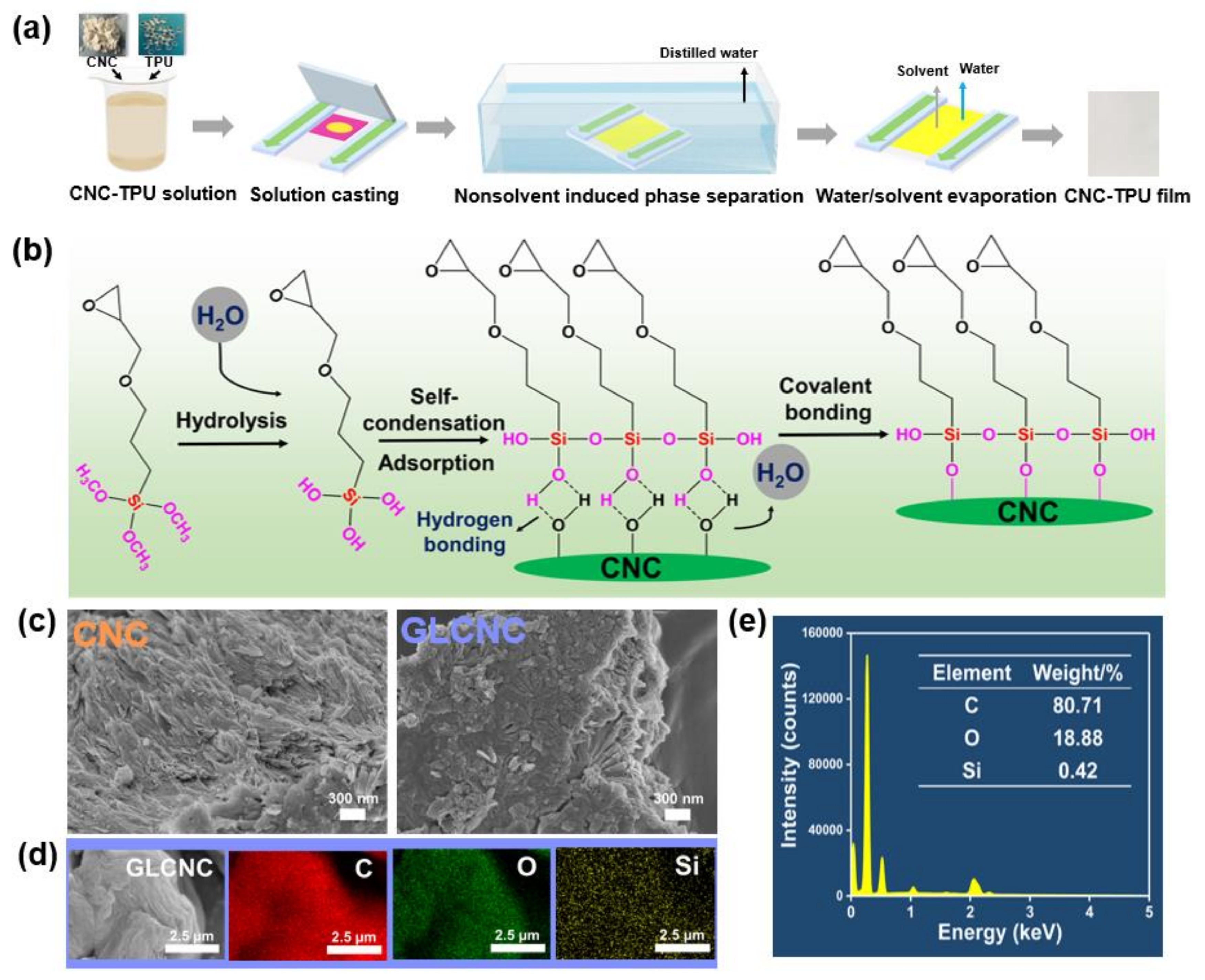
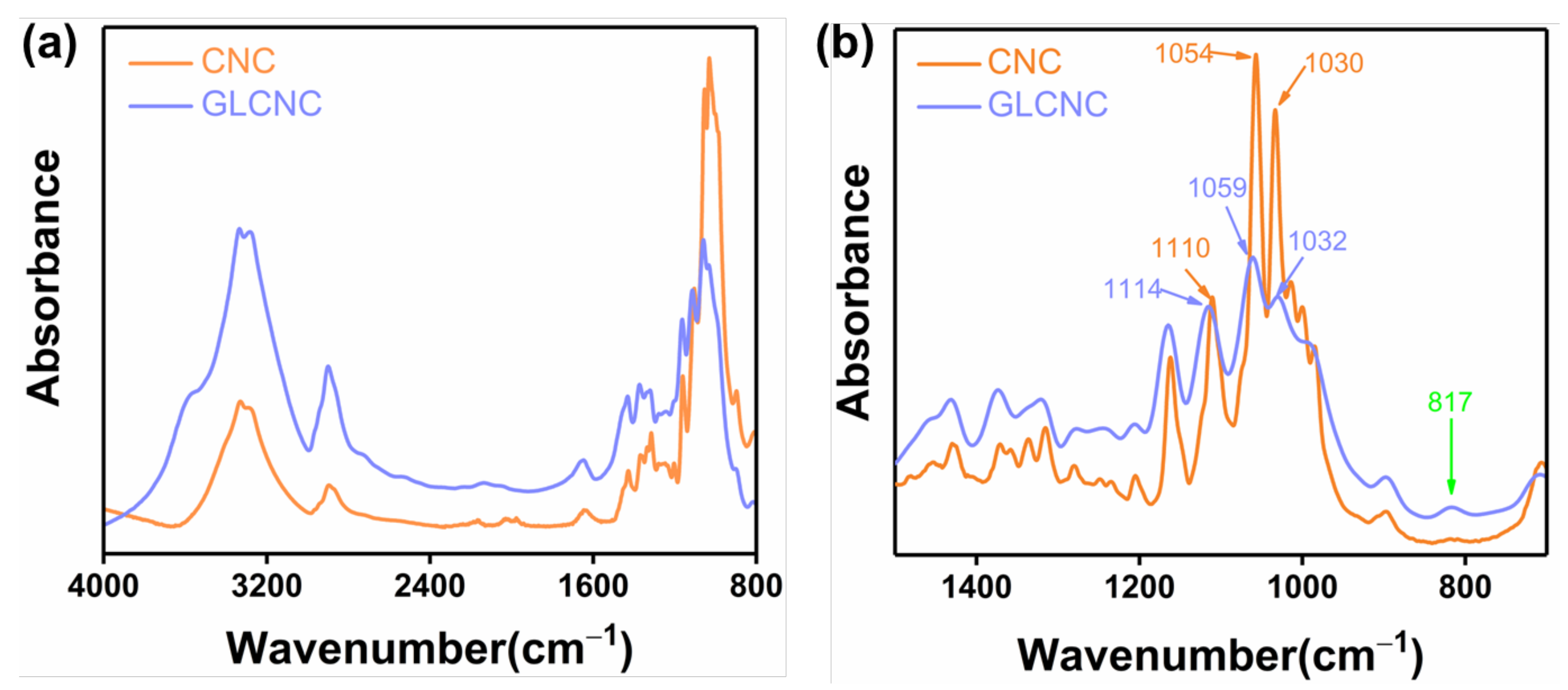
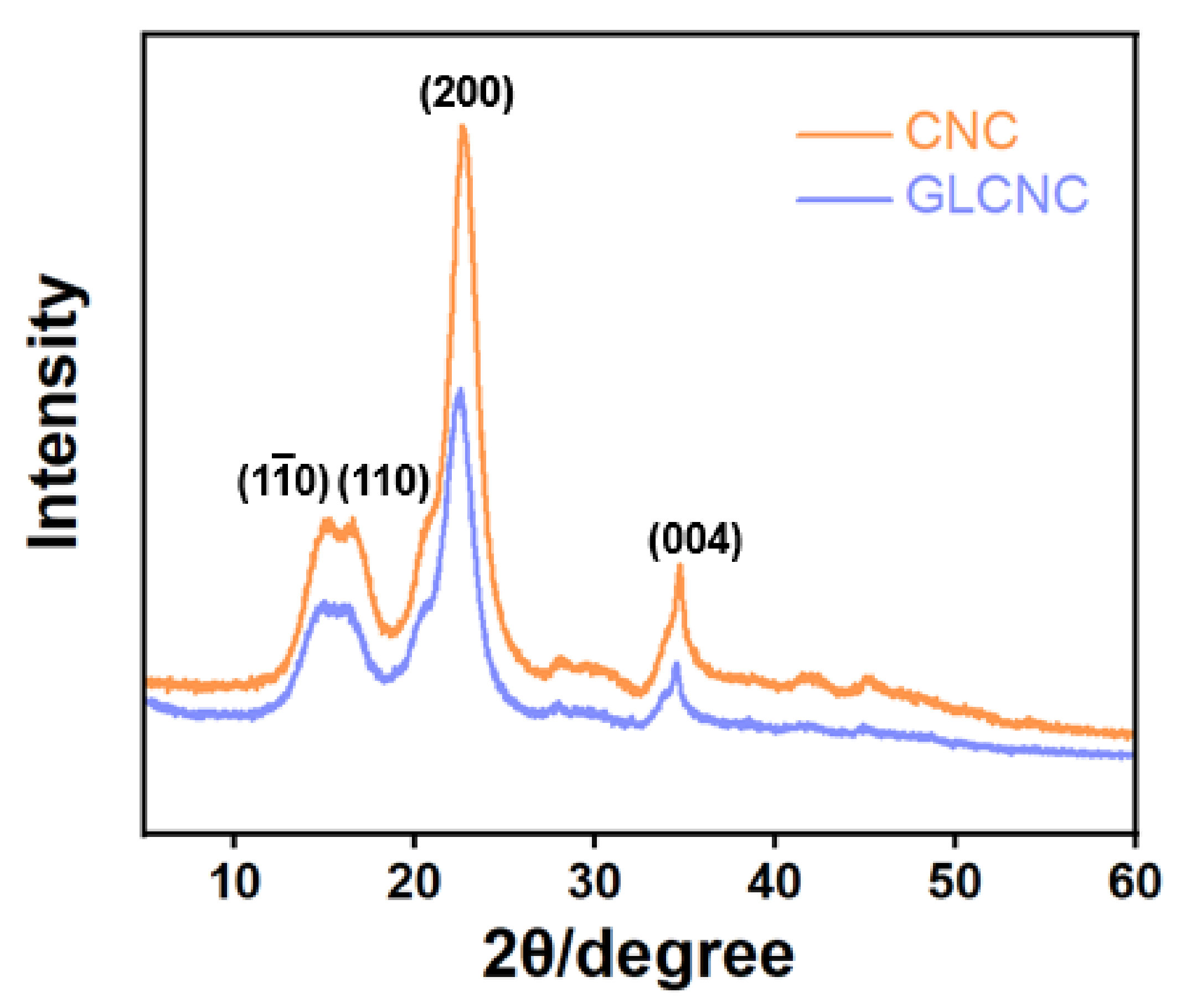
2.1. GL Modification of CNCs
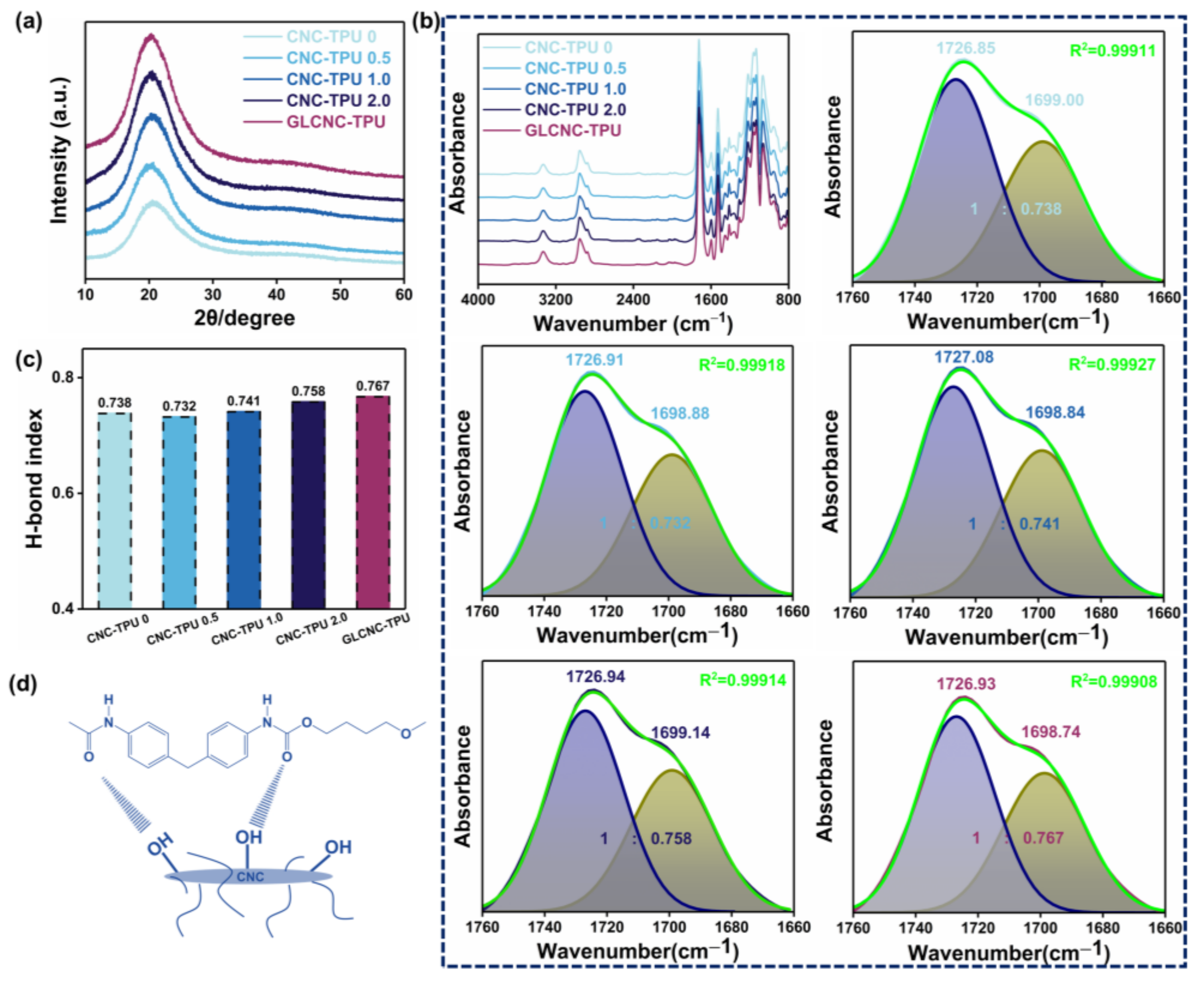
2.2. Structure of CNC/TPU Composite Films
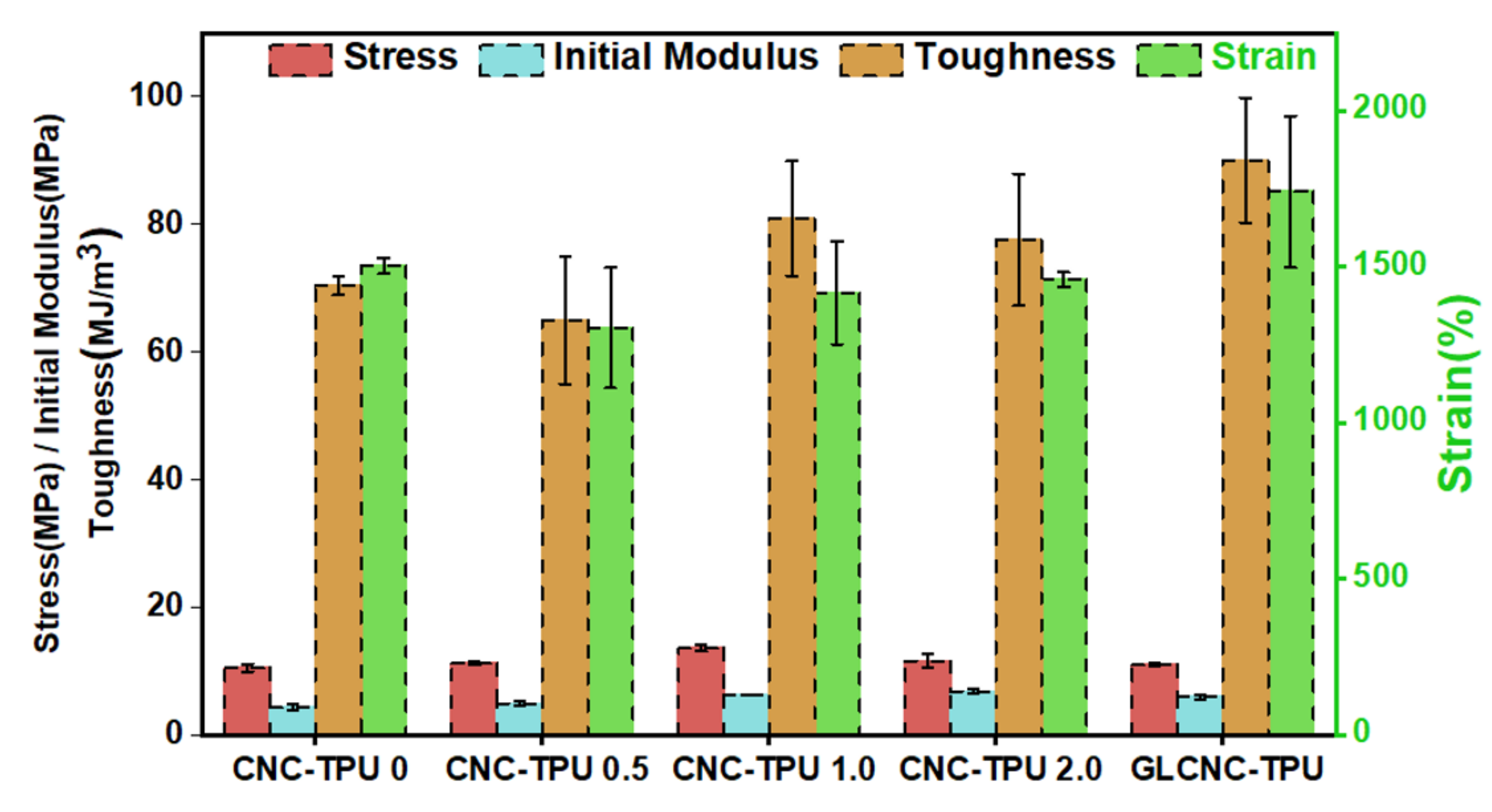
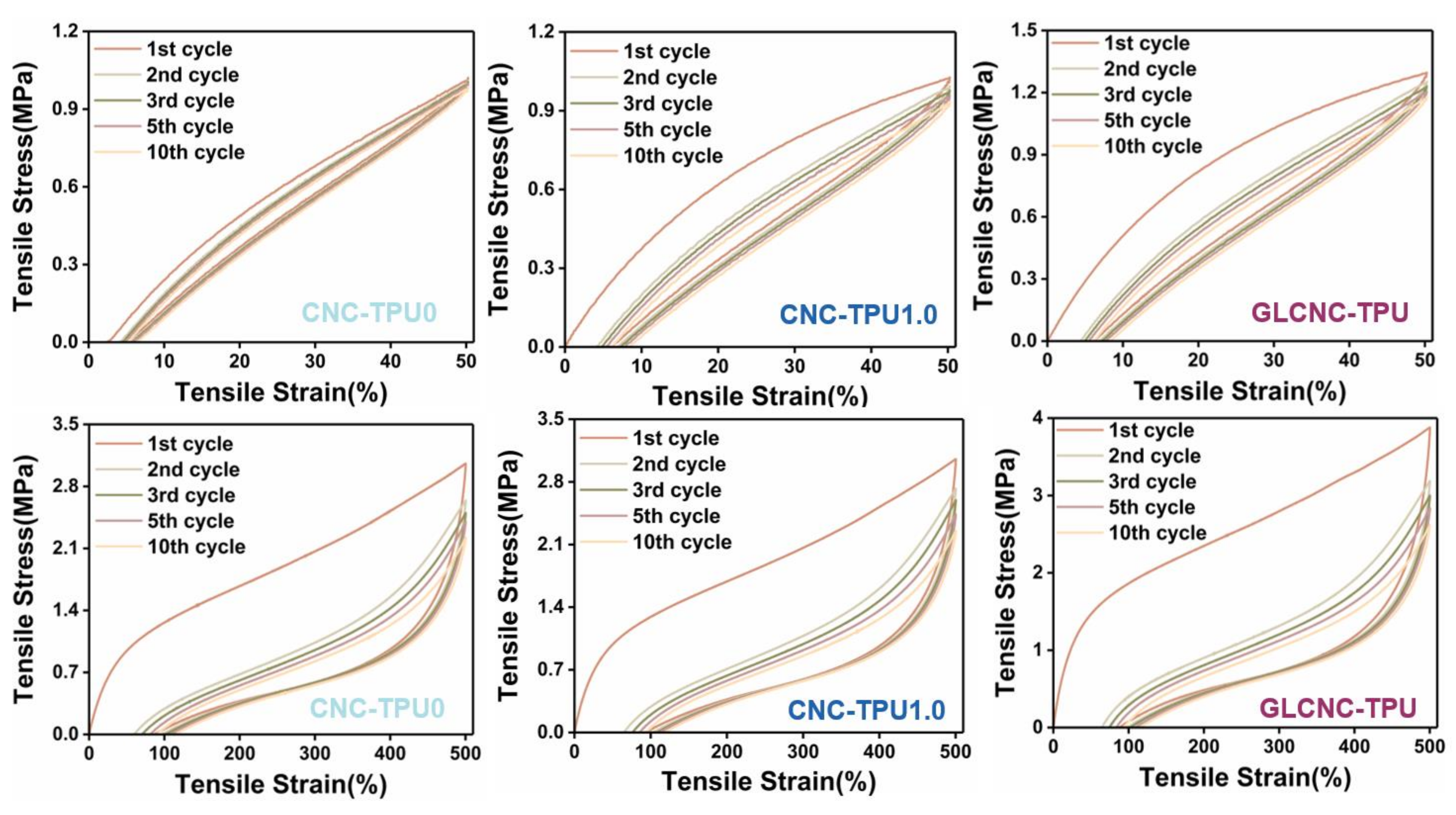
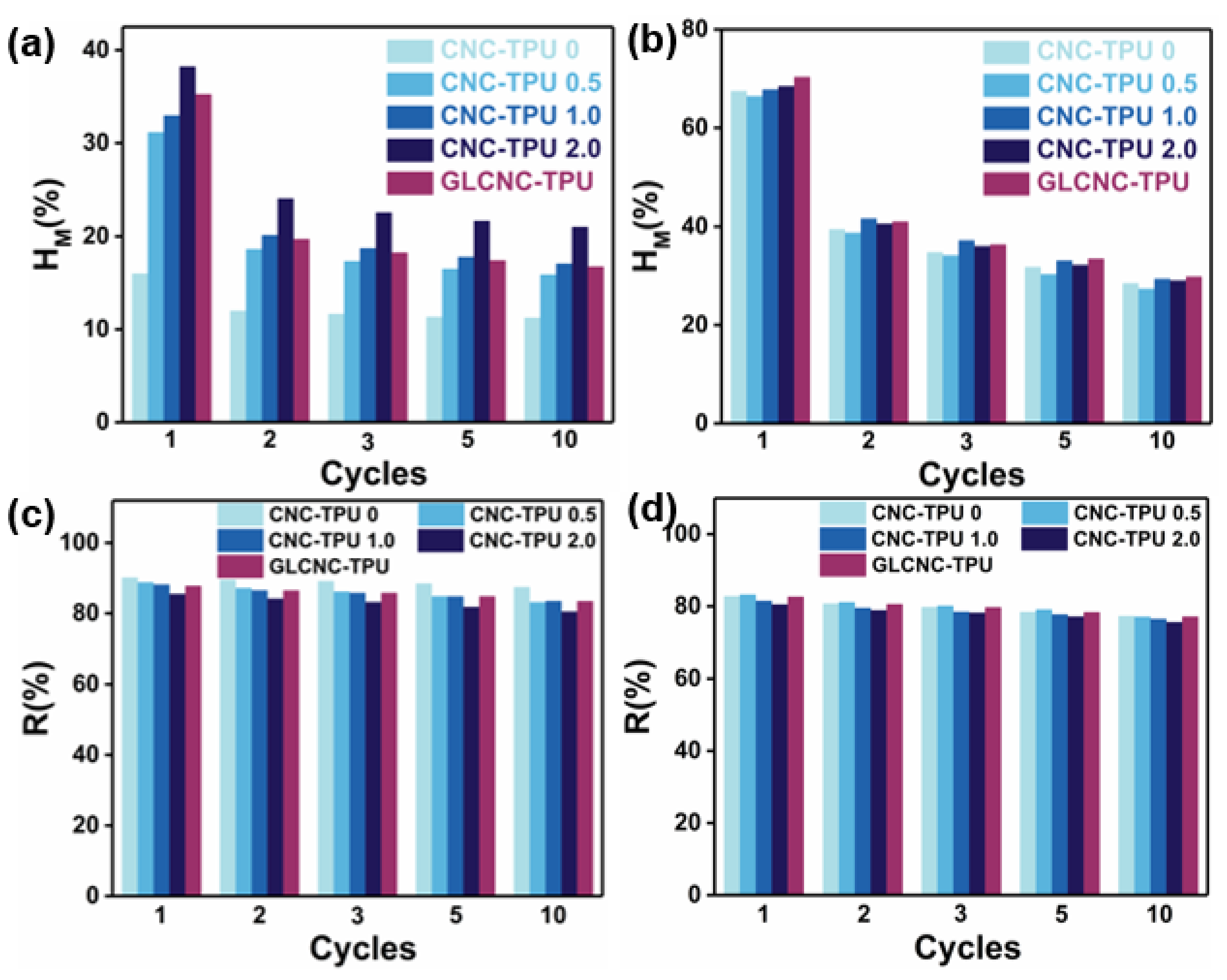
2.3. Mechanical Properties of CNC/TPU Composite Films
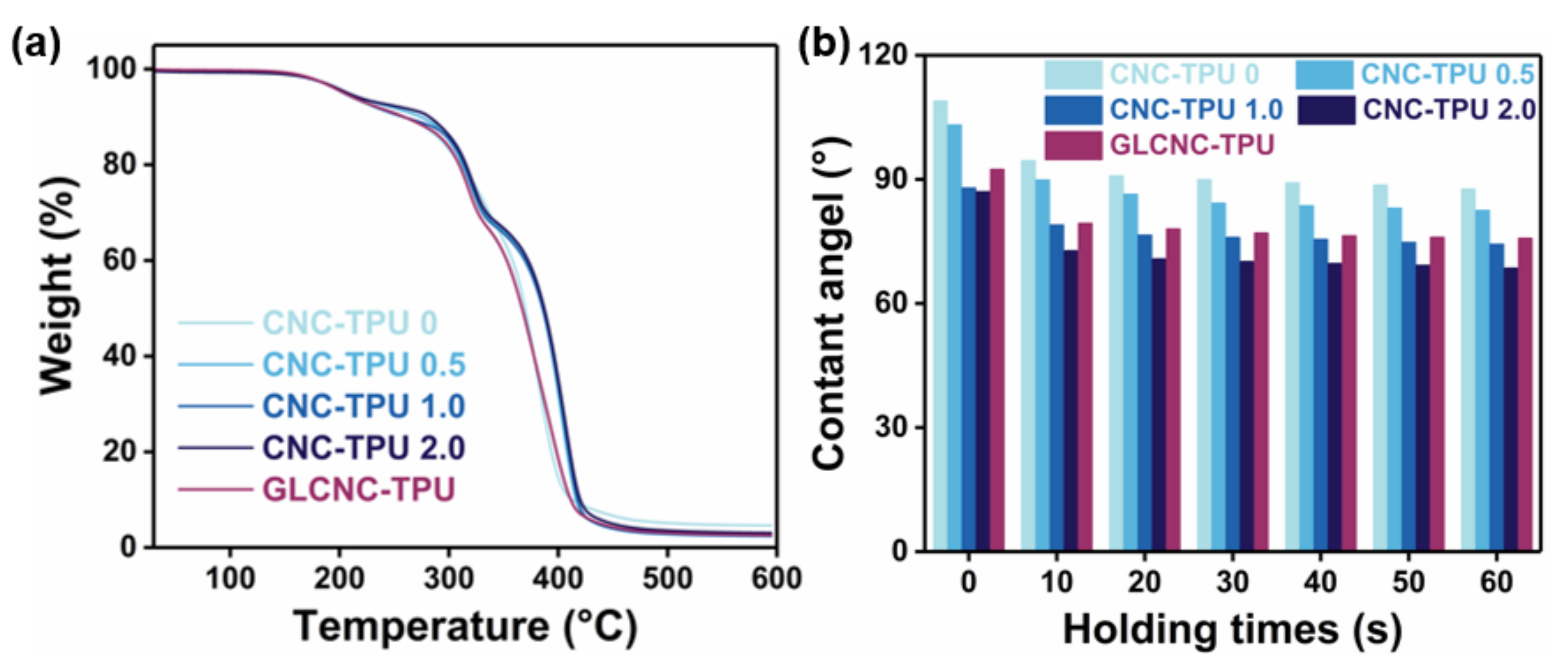
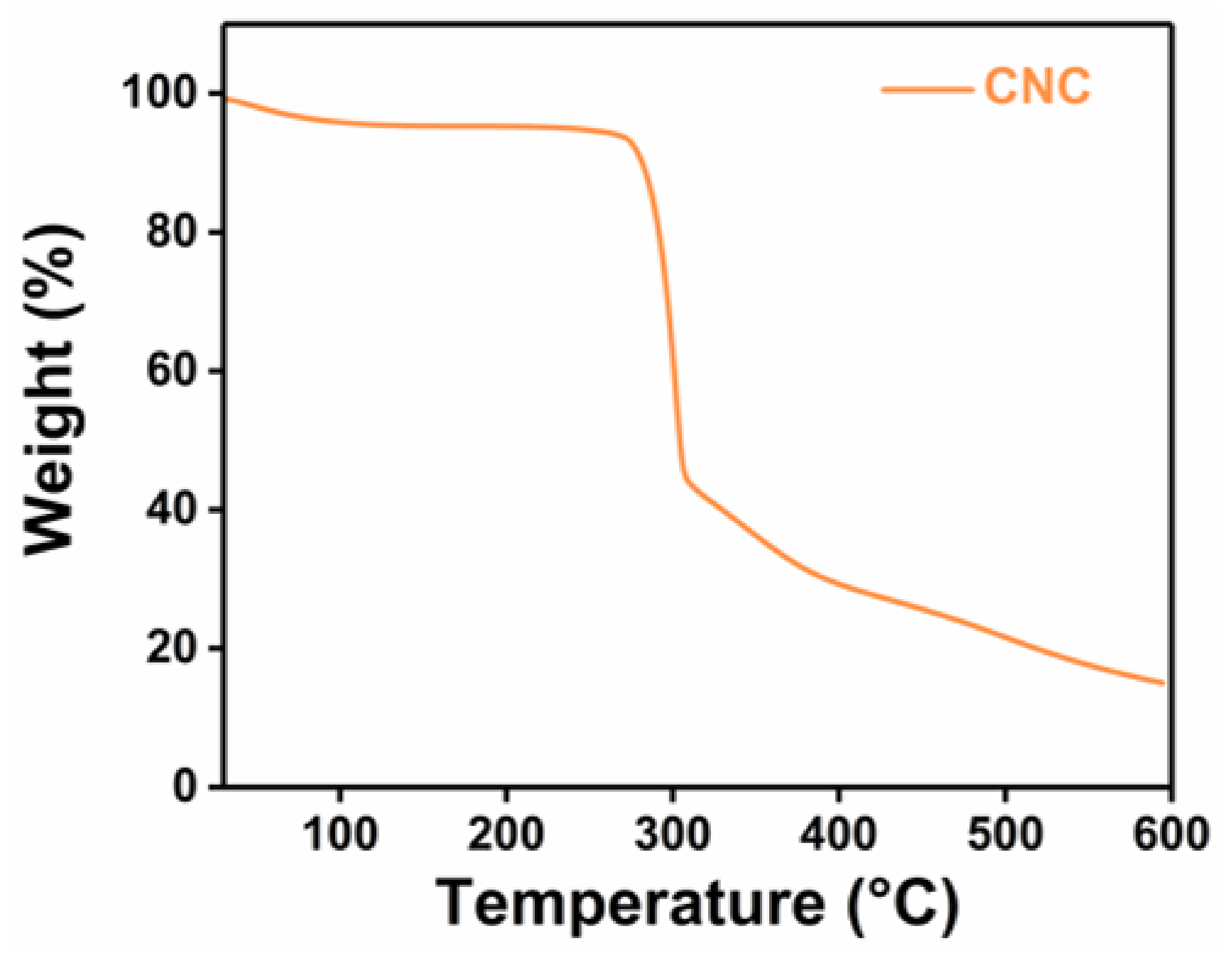
2.4. Thermal Degradation Behavior of CNC/TPU Composite Films
2.5. Wettability of CNC/TPU Composite Films
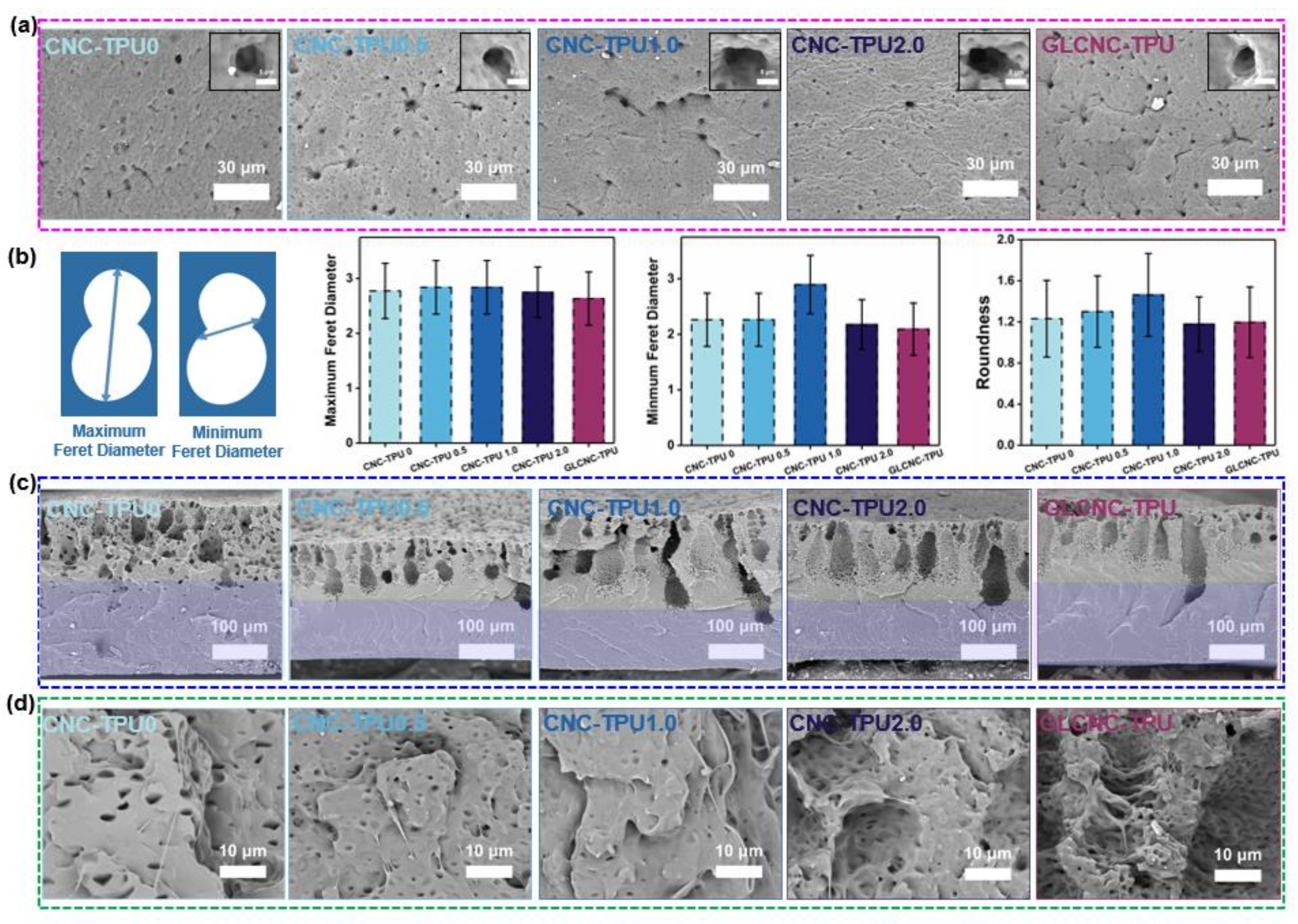
2.6. Morphologies of CNC/TPU Composite Films
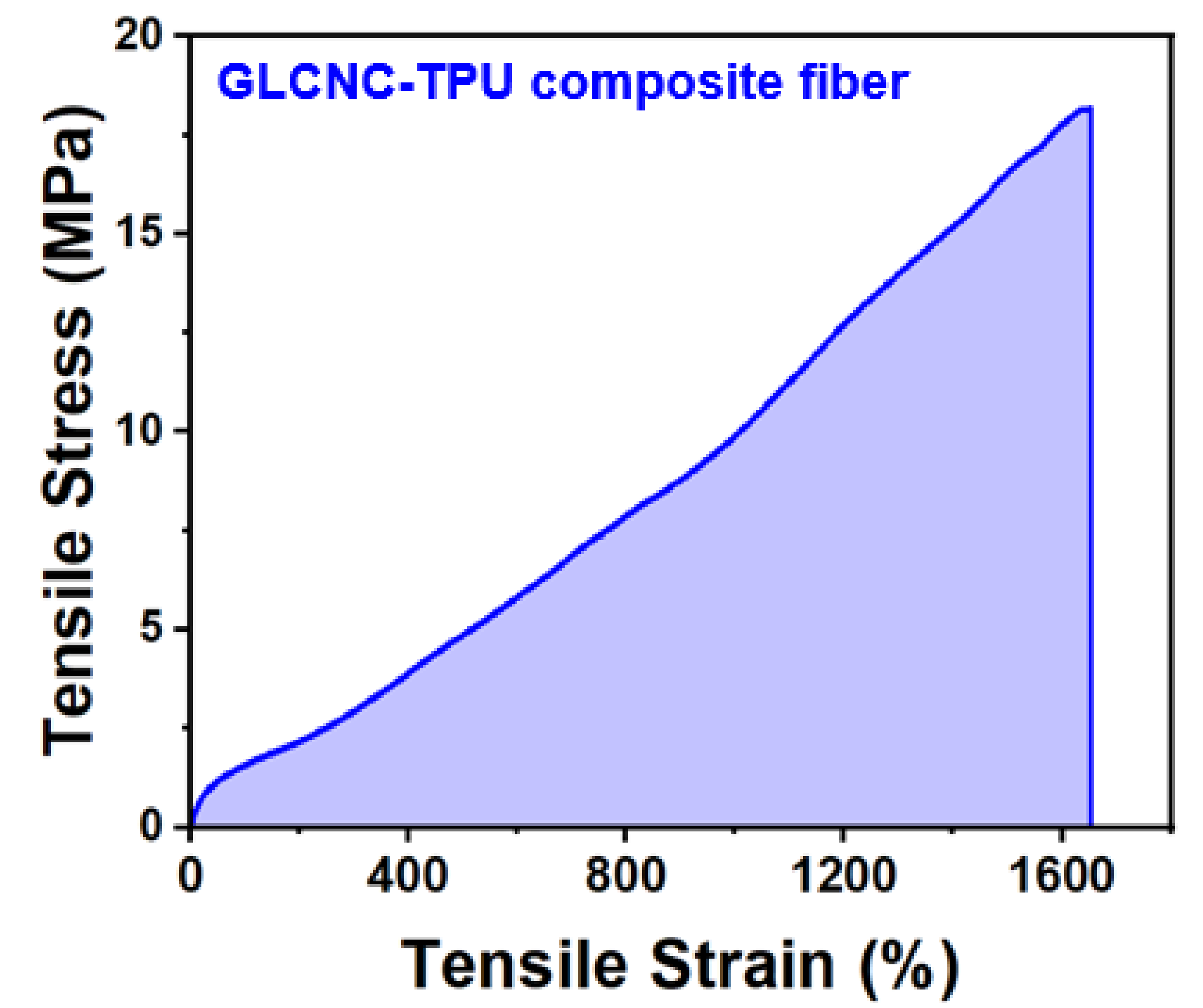
2.7. Mechanical Properties of GLCNC-TPU Composite Fiber
3. Materials and Methods
3.1. Materials
3.2. Synthesis of GL Modified CNC (GLCNC)
3.3. Fabrication of CNC/TPU Composite Films
3.4. Fabrication of GLCNC-TPU Composite Fiber
3.5. Characterization
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A



References
- Yang, X.; Biswas, S.K.; Han, J.; Tanpichai, S.; Li, M.C.; Chen, C.; Zhu, S.; Das, A.K.; Yano, H. Surface and Interface Engineering for Nanocellulosic Advanced Materials. Adv. Mater. 2020, 33, 2002264. [Google Scholar] [CrossRef] [PubMed]
- Mohd Amin, K.N.; Chaleat, C.; Edwards, G.; Martin, D.J.; Annamalai, P.K. A cleaner processing approach for cellulose reinforced thermoplastic polyurethane nanocomposites. Polym. Eng. Sci. 2022, 62, 949–961. [Google Scholar] [CrossRef]
- Meng, L.; Li, J.; Fan, X.; Wang, Y.; Xiao, Z.; Wang, H.; Liang, D.; Xie, Y. Improved mechanical and antibacterial properties of polyvinyl alcohol composite films using quaternized cellulose nanocrystals as nanofillers. Compos. Sci. Technol. 2023, 23, 109885. [Google Scholar] [CrossRef]
- Mohammadi, M.; Heuzey, M.-C.; Carreau, P.J.; Taguet, A. Interfacial localization of CNCs in PLA/PBAT blends and its effect on rheological, thermal, and mechanical properties. Polymer 2021, 233, 124229. [Google Scholar] [CrossRef]
- Vadillo, J.; Larraza, I.; Calvo-Correas, T.; Martin, L.; Derail, C.; Eceiza, A. Enhancing the Mechanical Properties of 3D-Printed Waterborne Polyurethane-Urea and Cellulose Nanocrystal Scaffolds through Crosslinking. Polymers 2022, 14, 4999. [Google Scholar] [CrossRef] [PubMed]
- Prataviera, R.; Pollet, E.; Bretas, R.E.S.; Avérous, L.; Lucas, A.A. Nanocomposites based on renewable thermoplastic polyu-rethane and chemically modified cellulose nanocrystals with improved mechanical properties. J. Appl. Polym. Sci. 2018, 135, 46736. [Google Scholar] [CrossRef]
- Zhou, L.; Ke, K.; Yang, M.-B.; Yang, W. Recent progress on chemical modification of cellulose for high mechanical-performance Poly(lactic acid)/Cellulose composite: A review. Compos. Commun. 2021, 23, 100548. [Google Scholar] [CrossRef]
- Yang, F.; Liang, S.; Wu, H.; Yue, C.; Yan, H.; Wu, H.; Chen, X.; Zhang, J.; Yan, S.; Duan, Y. Upgrading the Pyrolysis Carbon Black from Waste Tire by Hybridization with Cellulose. Ind. Eng. Chem. Res. 2022, 61, 6512–6520. [Google Scholar] [CrossRef]
- Raza, M.; Abu-Jdayil, B. Cellulose nanocrystals from lignocellulosic feedstock: A review of production technology and surface chemistry modification. Cellulose 2022, 29, 685–722. [Google Scholar] [CrossRef]
- Muller, L.A.E.; Zingg, A.; Arcifa, A.; Zimmermann, T.; Nystrom, G.; Burgert, I.; Siqueira, G. Functionalized Cellulose Nano-crystals as Active Reinforcements for Light-Actuated 3D-Printed Structures. ACS Nano 2022, 16, 18210–18222. [Google Scholar] [CrossRef]
- Tom, C.; Sangitra, S.N.; Pujala, R.K. Rheological fingerprinting and applications of cellulose nanocrystal based composites: A review. J. Mol. Liq. 2023, 370, 121011. [Google Scholar] [CrossRef]
- Redondo, A.; Mortensen, N.; Djeghdi, K.; Jang, D.; Ortuso, R.D.; Weder, C.; Korley, L.T.J.; Steiner, U.; Gunkel, I. Comparing Percolation and Alignment of Cellulose Nanocrystals for the Reinforcement of Polyurethane Nanocomposites. ACS Appl. Mater. Interfaces 2022, 14, 7270–7282. [Google Scholar] [CrossRef]
- Lee, J.-E.; Kim, Y.E.; Lee, G.-H.; Kim, M.J.; Eom, Y.; Chae, H.G. The effect of cellulose nanocrystals (CNCs) on the microstructure of amorphous polyetherimide (PEI)-based nanocomposite fibers and its correlation with the mechanical properties. Compos. Sci. Technol. 2020, 200, 108452. [Google Scholar] [CrossRef]
- Gao, Q.; Wang, J.; Liu, J.; Wang, Y.; Guo, J.; Zhong, Z.; Liu, X. High mechanical performance based on the alignment of cellulose nanocrystal/chitosan composite filaments through continuous coaxial wet spinning. Cellulose 2021, 28, 7995–8008. [Google Scholar] [CrossRef]
- Shrestha, S.; Montes, F.; Schueneman, G.T.; Snyder, J.F.; Youngblood, J.P. Effects of aspect ratio and crystal orientation of cellulose nanocrystals on properties of poly(vinyl alcohol) composite fibers. Compos. Sci. Technol. 2018, 167, 482–488. [Google Scholar] [CrossRef]
- Tatsumi, M.; Kimura, F.; Kimura, T.; Teramoto, Y.; Nishio, Y. Anisotropic Polymer Composites Synthesized by Immobilizing Cellulose Nanocrystal Suspensions Specifically Oriented under Magnetic Fields. Biomacromolecules 2014, 15, 4579–4589. [Google Scholar] [CrossRef]
- Zhang, C.; Lyu, P.; Xia, L.; Wang, Y.; Li, C.; Xiang, X.; Dai, F.; Xu, W.; Liu, X.; Deng, B. Regulation of pore morphologies of PU films and thereof water vapor permeability by varying tetrahydrofuran concentration in binary solvent. Polym. Test. 2018, 69, 32–38. [Google Scholar] [CrossRef]
- Zhang, C.; Xia, L.; Lyu, P.; Wang, Y.; Li, C.; Xiao, X.; Dai, F.; Xu, W.; Liu, X.; Deng, B. Is it possible to fabricate a nanocomposite with excellent mechanical property using unmodified inorganic nanoparticles directly? ACS Appl. Mater. Interfaces 2018, 10, 15357–15363. [Google Scholar] [CrossRef]
- Zhang, C.; Xia, L.; Deng, B.; Li, C.; Wang, Y.; Li, R.; Dai, F.; Liu, X.; Xu, W. Fabrication of a High-Toughness Polyurethane/Fibroin Composite without Interfacial Treatment and Its Toughening Mechanism. ACS Appl. Mater. Interfaces 2020, 12, 25409–25418. [Google Scholar] [CrossRef]
- Zhou, A.; Zhang, Y.; Qu, Q.; Li, F.; Lu, T.; Liu, K.; Huang, C. Well-defined multifunctional superhydrophobic green nanofiber membrane based-polyurethane with inherent antifouling, antiadhesive and photothermal bactericidal properties and its application in bacteria, living cells and zebra fish. Compos. Commun. 2021, 26, 100758. [Google Scholar] [CrossRef]
- Lin, W.; Hu, X.; You, X.; Sun, Y.; Wen, Y.; Yang, W.; Zhang, X.; Li, Y.; Chen, H. Hydrophobic Modification of Nanocellulose via a Two-Step Silanation Method. Polymers 2018, 10, 1035. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tian, D.; Wang, F.; Yang, Z.; Niu, X.; Wu, Q.; Sun, P. High-performance polyurethane nanocomposites based on UPy-modified cellulose nanocrystals. Carbohydr. Polym. 2019, 219, 191–200. [Google Scholar] [CrossRef] [PubMed]
- Segal, L.; Greely, J.J.; Martin, A.E.; Conrad, C.M. An Empirical Method for Estimating the Degree of Crystallinity of Native Cellulose Using the X-ray Diffractometer. Text. Res. J. 1959, 29, 786–794. [Google Scholar] [CrossRef]
- Pei, A.; Malho, J.-M.; Ruokolainen, J.; Zhou, Q.; Berglund, L.A. Strong Nanocomposite Reinforcement Effects in Polyurethane Elastomer with Low Volume Fraction of Cellulose Nanocrystals. Macromolecules 2011, 44, 4422–4427. [Google Scholar] [CrossRef]
- Fang, H.; Chen, X.; Wang, S.; Cheng, S.; Ding, Y. Enhanced mechanical and oxygen barrier performance in biodegradable polyurethanes by incorporating cellulose nanocrystals with interfacial polylactide stereocomplexation. Cellulose 2019, 26, 9751–9764. [Google Scholar] [CrossRef]
- Li, Z.; Xu, H.; Xia, X.; Song, Y.; Zheng, Q. Energy dissipation accompanying Mullins effect of nitrile butadiene rubber/carbon black nanocomposites. Polymer 2019, 171, 106–114. [Google Scholar] [CrossRef]
- Li, H.; Sun, J.; Wang, C.; Liu, S.; Yuan, D.; Zhou, X.; Tan, J.; Stubbs, L.; He, C. High modulus, strength, and toughness poly-urethane elastomer based on unmodified lignin. ACS Sustain. Chem. Eng. 2017, 5, 7942–7949. [Google Scholar] [CrossRef]
- Zeng, L.; Jia, L.; Liu, X.; Zhang, C. A Novel Silicon/Phosphorus Co-Flame Retardant Polymer Electrolyte for High-Safety All-Solid-State Lithium Ion Batteries. Polymers 2020, 12, 2937. [Google Scholar] [CrossRef]
- Yan, Q.; Li, C.; Yan, T.; Shen, Y.; Li, Z. Chemically Recyclable Thermoplastic Polyurethane Elastomers via a Cascade Ring-Opening and Step-Growth Polymerization Strategy from Bio-renewable δ-Caprolactone. Macromolecules 2022, 55, 3860–3868. [Google Scholar] [CrossRef]










Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, X.; Yang, X.; Zhang, J.; Shang, B.; Lyu, P.; Zhang, C.; Liu, X.; Xia, L. Fabrication of Silane-Grafted Cellulose Nanocrystals and Their Effects on the Structural, Thermal, Mechanical, and Hysteretic Behavior of Thermoplastic Polyurethane. Int. J. Mol. Sci. 2023, 24, 5036. https://doi.org/10.3390/ijms24055036
Sun X, Yang X, Zhang J, Shang B, Lyu P, Zhang C, Liu X, Xia L. Fabrication of Silane-Grafted Cellulose Nanocrystals and Their Effects on the Structural, Thermal, Mechanical, and Hysteretic Behavior of Thermoplastic Polyurethane. International Journal of Molecular Sciences. 2023; 24(5):5036. https://doi.org/10.3390/ijms24055036
Chicago/Turabian StyleSun, Xuenan, Xinze Yang, Jiajing Zhang, Bin Shang, Pei Lyu, Chunhua Zhang, Xin Liu, and Liangjun Xia. 2023. "Fabrication of Silane-Grafted Cellulose Nanocrystals and Their Effects on the Structural, Thermal, Mechanical, and Hysteretic Behavior of Thermoplastic Polyurethane" International Journal of Molecular Sciences 24, no. 5: 5036. https://doi.org/10.3390/ijms24055036