
SCOBY Cellulose Modified with Apple Powder—Biomaterial with Functional Characteristics
 , , ,
, , ,
Abstract
:1. Introduction
2. Results and Discussion
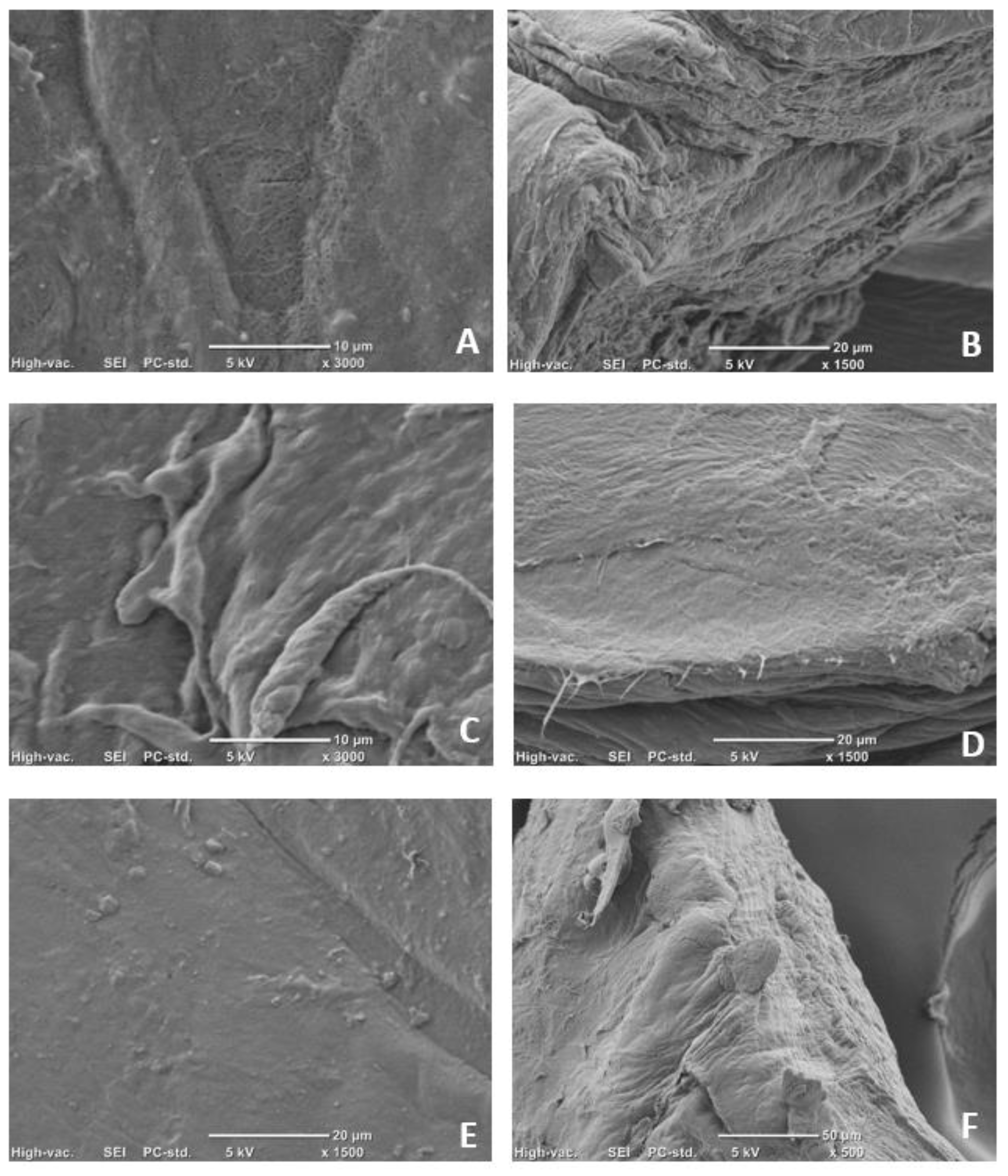
2.1. The Morphology of Materials
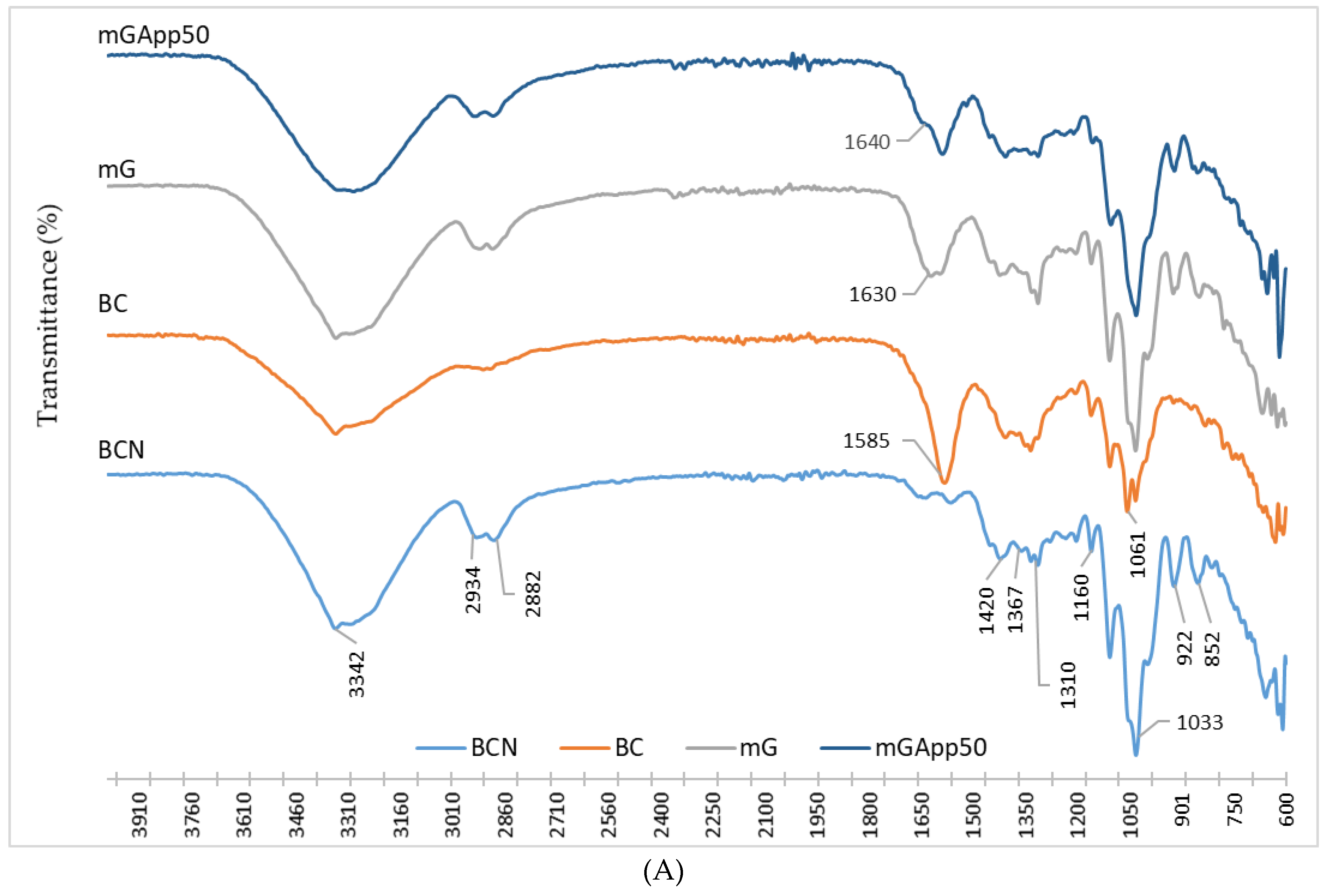
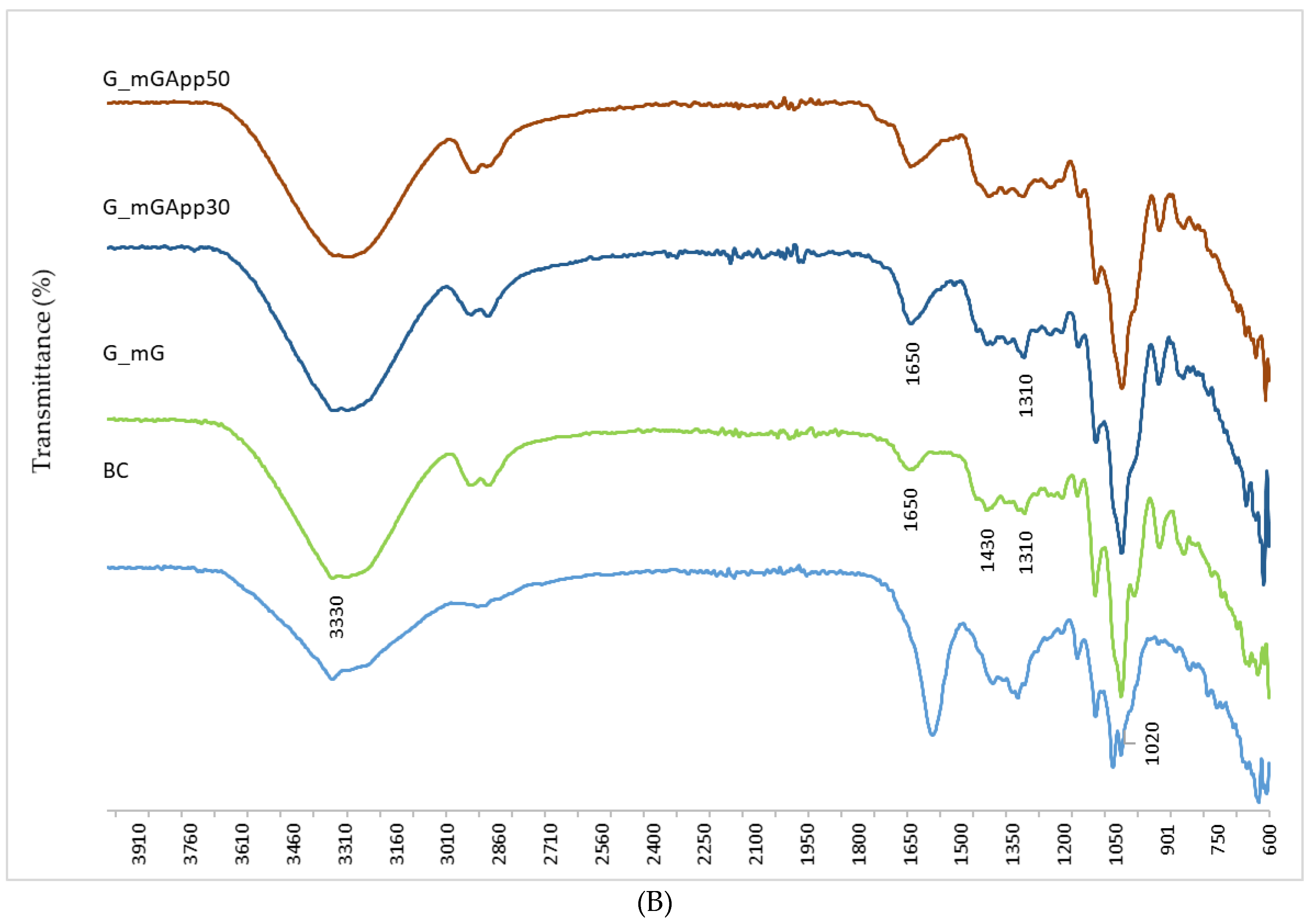
2.2. The Structural Analysis (FTIR)
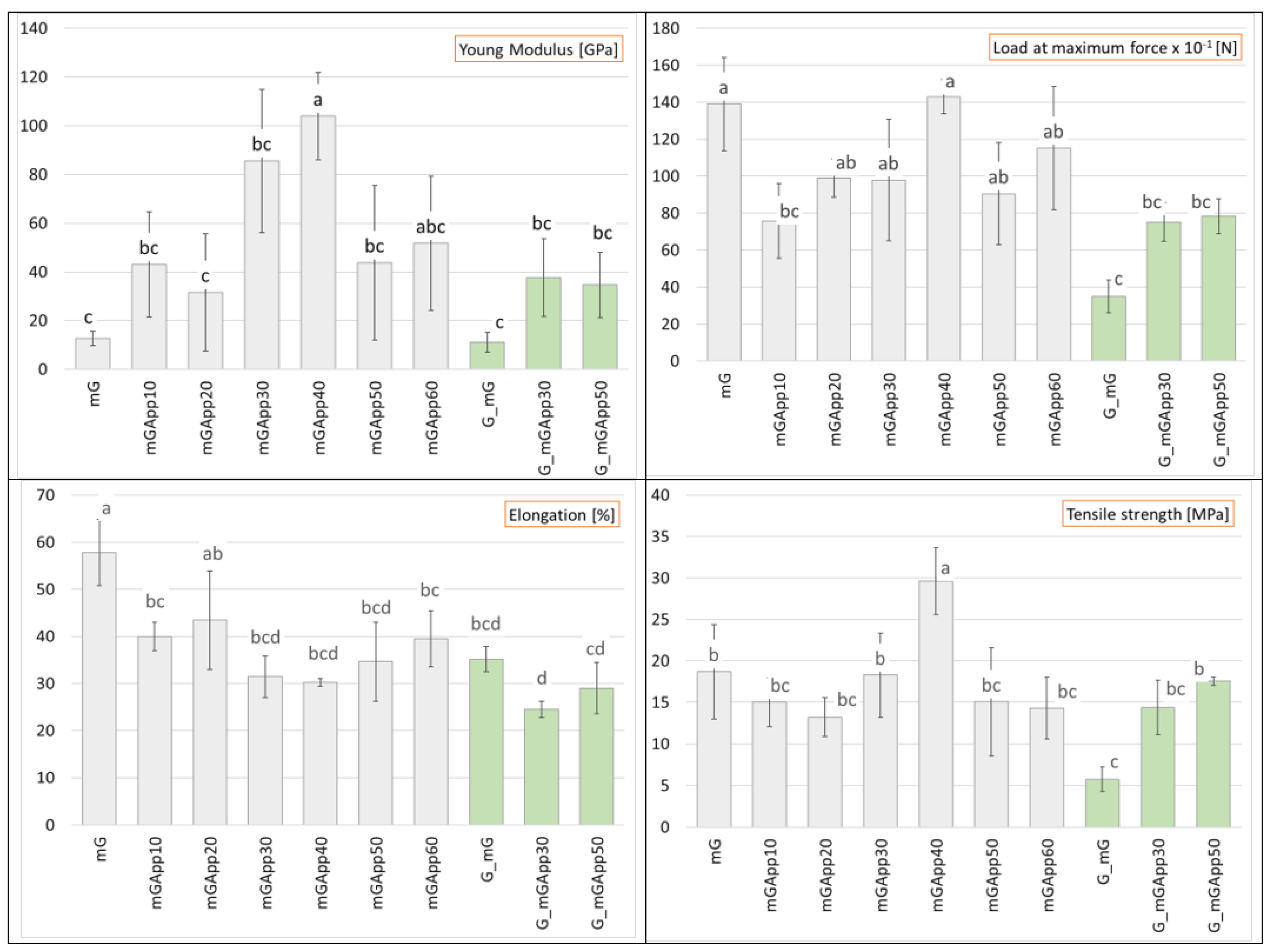
2.3. Tensile Strength
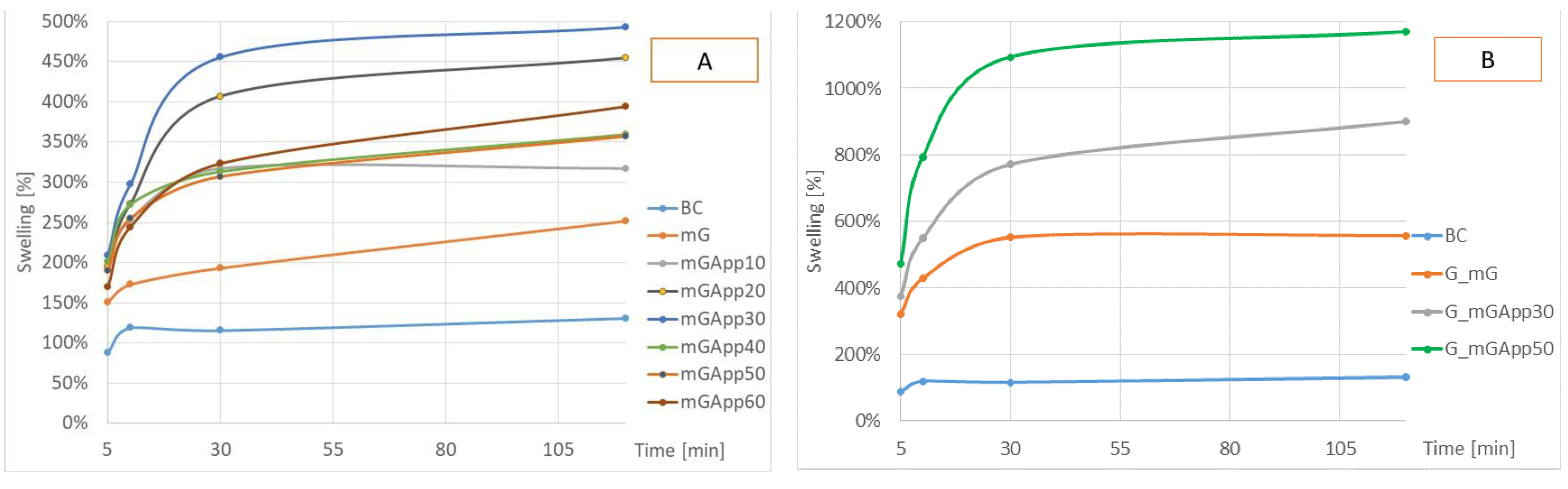
2.4. Water Resistance
2.5. Preliminary Studies on Possible Applications
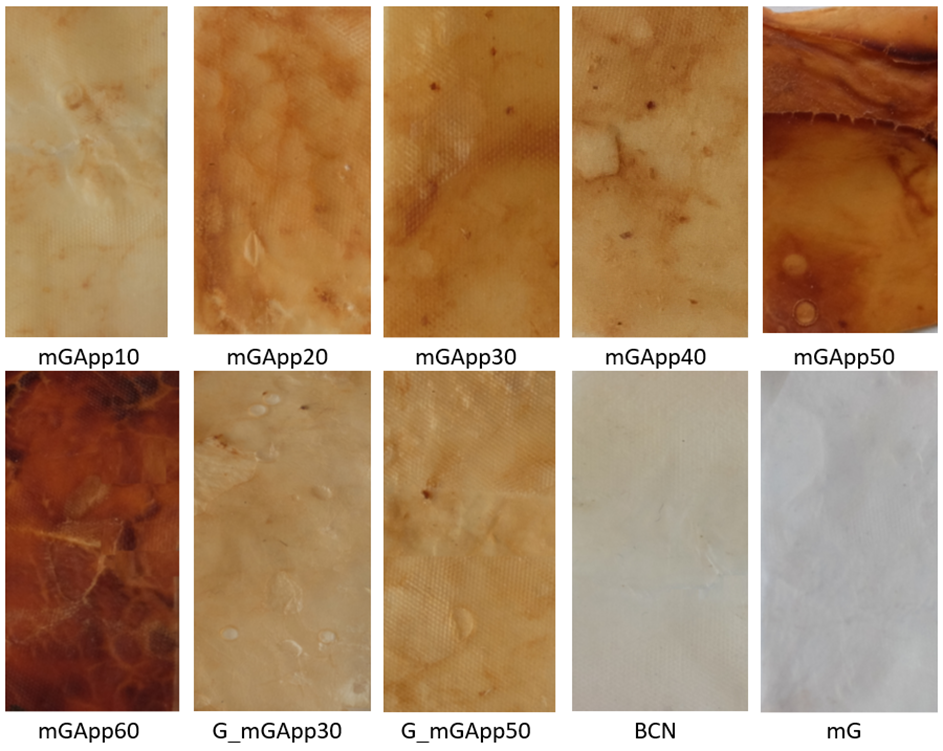
2.5.1. Expanding the Color Spectrum of Materials
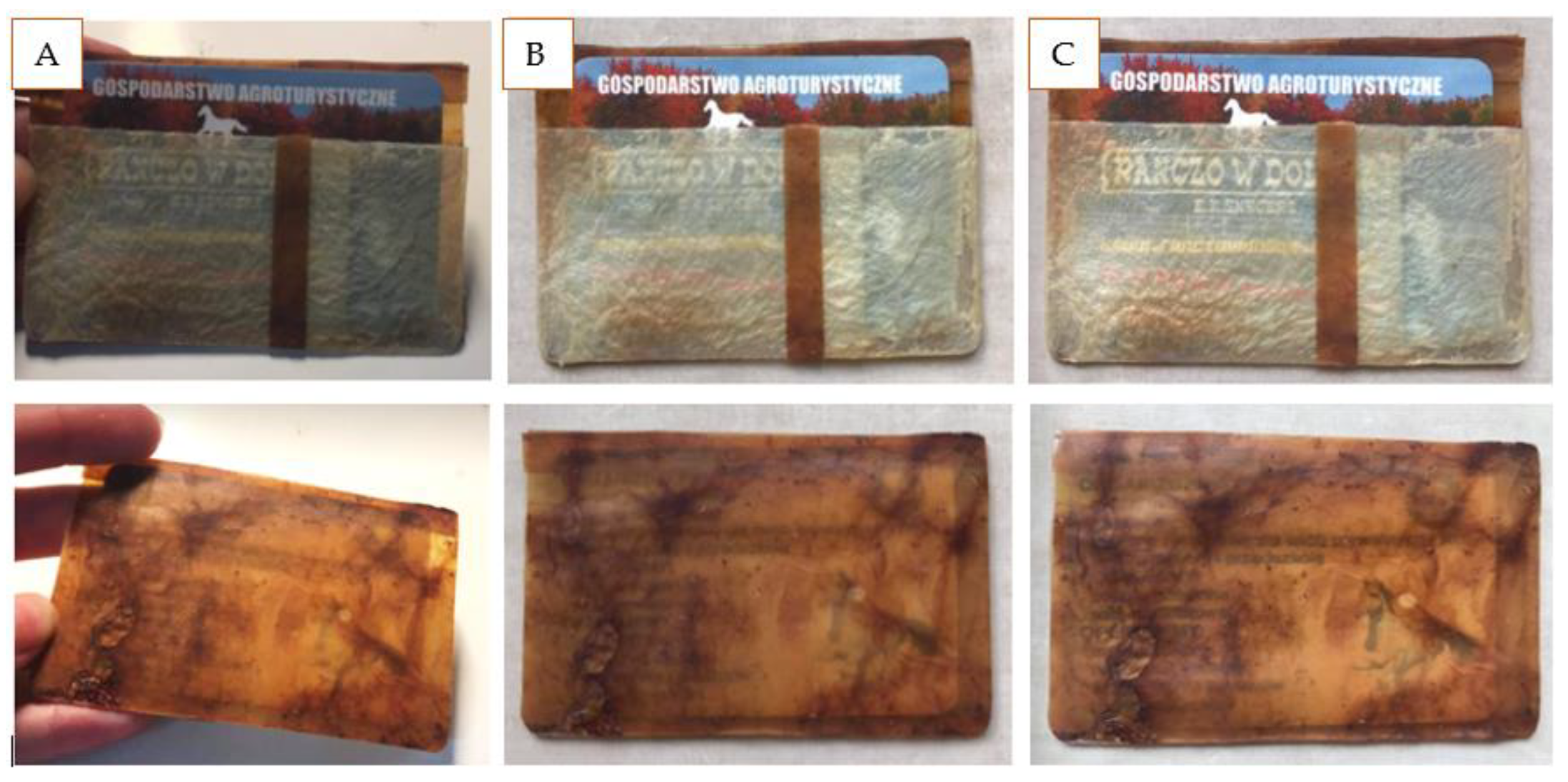
2.5.2. Prototyping
3. Materials and Methods
3.1. Reagents
3.2. SCOBY Bacterial Cellulose Production and Modification
3.2.1. Bacterial Cellulose Production
3.2.2. Bacterial Cellulose Preparation for Modification (Pre-Treatment)
3.2.3. Bacterial Cellulose Modification
3.3. Mechanical Properties Analysis
3.4. Scanning Electron Microscopy (SEM)
3.5. Fourier Transform-Infrared Spectroscopy (FT-IR)
3.6. Resistance to Water
3.7. Dyeing
3.8. Statistical Analysis
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- García, C.; Prieto, M.A. Bacterial Cellulose as a Potential Bioleather Substitute for the Footwear Industry. Microb. Biotechnol. 2019, 12, 582–585. [Google Scholar] [CrossRef] [Green Version]
- Kanagaraj, J.; Senthilvelan, T.; Panda, R.C.; Kavitha, S. Eco-Friendly Waste Management Strategies for Greener Environment towards Sustainable Development in Leather Industry: A Comprehensive Review. J. Clean. Prod. 2015, 89, 1–17. [Google Scholar] [CrossRef]
- ComaniţǍ, E.D.; Ghinea, C.; Roşca, M.; Simion, I.M.; Petraru, M.; Gavrilescu, M. Environmental Impacts of Polyvinyl Chloride (PVC) Production Process. In Proceedings of the 2015 E-Health and Bioengineering Conference (EHB), Iasi, Romania, 19–21 November 2015. [Google Scholar] [CrossRef]
- Wagoner, J.K. Toxicity of Vinyl Chloride and PoIy(Vinyl Chloride): A Critical Review. Environ. Health Perspect. 1983, 52, 61–66. [Google Scholar] [CrossRef] [PubMed]
- Boyle, D.; Catarino, A.I.; Clark, N.J.; Henry, T.B. Polyvinyl Chloride (PVC) Plastic Fragments Release Pb Additives That Are Bioavailable in Zebrafish. Environ. Pollut. 2020, 263, 114422. [Google Scholar] [CrossRef]
- Bidoki, S.M.; Wittlinger, R. Environmental and Economical Acceptance of Polyvinyl Chloride (PVC) Coating Agents. J. Clean. Prod. 2010, 18, 219–225. [Google Scholar] [CrossRef]
- Machado, R.T.A.; Meneguin, A.B.; Sábio, R.M.; Faza Franco, D.; Antonio, S.G.; Gutierrez, J.; Tercjak, A.; Berretta, A.A.; Ribeiro, S.J.L.; Lazarini, S.C.; et al. Komagataeibacter Rhaeticus Grown in Sugarcane Molasses-Supplemented Culture Medium as a Strategy for Enhancing Bacterial Cellulose Production. Ind. Crops Prod. 2018, 122, 637–646. [Google Scholar] [CrossRef] [Green Version]
- Chawla, P.R.; Bajaj, I.B.; Survase, S.A.; Singhal, R.S. Microbial Cellulose: Fermentative Production and Applications. Food Technol. Biotechnol. 2019, 47, 107–124. [Google Scholar]
- Gayathry, G.; Gopalaswamy, G. Production and Characterisation of Microbial Cellulosic Fibre from Acetobacter Xylinum. Indian J. Fibre Text. Res. 2014, 39, 93–96. [Google Scholar]
- Laavanya, D.; Shirkole, S.; Balasubramanian, P. Current challenges, applications and future perspectives of SCOBY cellulose of Kombucha fermentation. J. Clean. Prod. 2021, 295, 126454. [Google Scholar] [CrossRef]
- Rastogi, A.; Banerjee, R. Statistical Optimization of Bacterial Cellulose Production by Leifsonia Soli and Its Physico-Chemical Characterization. Process Biochem. 2020, 91, 297–302. [Google Scholar] [CrossRef]
- Avcioglu, N.H. Bacterial Cellulose: Recent Progress in Production and Industrial Applications. World J. Microbiol. Biotechnol. 2022, 38, 86. [Google Scholar] [CrossRef] [PubMed]
- Coelho, R.M.D.; de Almeida, A.L.; do Amaral, R.Q.G.; da Mota, R.N.; Sousa, P.H.M.d. Kombucha: Review. Int. J. Gastron. Food Sci. 2020, 22, 100272. [Google Scholar] [CrossRef]
- Zhou, Z.; Zheng, H.; Wei, M.; Huang, J.; Chen, Y. Structure and Mechanical Properties of Cellulose Derivatives/Soy Protein Isolate Blends. J. Appl. Polym. Sci. 2008, 107, 3267–3274. [Google Scholar] [CrossRef]
- Kim, H.; Song, J.E.; Kim, H.R. Comparative Study on the Physical Entrapment of Soy and Mushroom Proteins on the Durability of Bacterial Cellulose Bio-leather. Cellulose 2021, 28, 3183–3200. [Google Scholar] [CrossRef]
- Esa, F.; Tasirin, S.M.; Rahman, N.A. Overview of Bacterial Cellulose Production and Application. Agric. Agric. Sci. Procedia 2014, 2, 113–119. [Google Scholar] [CrossRef] [Green Version]
- Najafpour, A.; Khorrami, A.; Azar, P.A.; Tehrani, M.S. Study of heavy metals biosorption by tea fungus in Kombucha drink using Central Composite Design. J. Food Compos. Anal. 2020, 86, 103359. [Google Scholar] [CrossRef]
- Cacicedo, M.L.; Castro, M.C.; Servetas, I.; Bosnea, L.; Boura, K.; Tsafrakidou, P.; Dima, A.; Terpou, A.; Koutinas, A.; Castro, G.R. Progress in Bacterial Cellulose Matrices for Biotechnological Applications. Bioresour. Technol. 2016, 213, 172–180. [Google Scholar] [CrossRef]
- Kamiński, K.; Jarosz, M.; Grudzień, J.; Pawlik, J.; Zastawnik, F.; Pandyra, P.; Kołodziejczyk, A.M. Hydrogel Bacterial Cellulose: A Path to Improved Materials for New Eco-Friendly Textiles. Cellulose 2020, 27, 5353–5365. [Google Scholar] [CrossRef] [Green Version]
- Bertsch, P.; Etter, D.; Ficher, P. Transient in situ measurement of kombucha biofilm growth and mechanical properties. Food Funct. 2021, 12, 4015–4020. [Google Scholar] [CrossRef]
- Lin, W.C.; Lien, C.C.; Yeh, H.J.; Yu, C.M.; Hsu, S.H. Bacterial Cellulose and Bacterial Cellulose–Chitosan Membranes for Wound Dressing Applications. Carbohydr. Polym. 2013, 94, 603–611. [Google Scholar] [CrossRef]
- Qiu, Y.; Qiu, L.; Cui, J.; Wei, Q. Bacterial Cellulose and Bacterial Cellulose-Vaccarin Membranes for Wound Healing. Mater. Sci. Eng. C Mater. Biol. Appl. 2016, 59, 303–309. [Google Scholar] [CrossRef]
- Ludwicka, K.; Rytczak, P.; Kołodziejczyk, M.; Gendaszewska-Darmach, E.; Chrzanowski, M.; Kubiak, K.; Jędrzejczak-Krzepkowska, M.; Bielecki, S. Bacterial Nanocellulose—A Biotechnological Product for Biomedical Applications. N. Biotechnol. 2016, 33, S17–S18. [Google Scholar] [CrossRef]
- Rajwade, J.M.; Paknikar, K.M.; Kumbhar, J.V. Applications of Bacterial Cellulose and Its Composites in Biomedicine. Appl. Microbiol. Biotechnol. 2015, 99, 2491–2511. [Google Scholar] [CrossRef] [PubMed]
- Stumpf, T.R.; Yang, X.; Zhang, J.; Cao, X. In Situ and Ex Situ Modifications of Bacterial Cellulose for Applications in Tissue Engineering. Mater. Sci. Eng. C 2018, 82, 372–383. [Google Scholar] [CrossRef] [PubMed]
- Mohamed, S.; Keshk, A.S.; Keshk, S.M. Bacterial Cellulose Production and Its Industrial Applications. J Bioproces Biotech. 2014, 4, 1000150. [Google Scholar] [CrossRef]
- Azeredo, H.M.C.; Barud, H.; Farinas, C.S.; Vasconcellos, V.M.; Claro, A.M. Bacterial Cellulose as a Raw Material for Food and Food Packaging Applications. Front. Sustain. Food Syst. 2019, 3, 7. [Google Scholar] [CrossRef] [Green Version]
- Kaczmarek, M.; Jędrzejczak-Krzepkowska, M.; Ludwicka, K. Comparative Analysis of Bacterial Cellulose Membranes Synthesized by Chosen Komagataeibacter Strains and Their Application Potential. Int. J. Mol. Sci. 2022, 23, 3391. [Google Scholar] [CrossRef]
- Watawana, M.I.; Jayawardena, N.; Gunawardhana, C.B.; Waisundara, V.Y. Health, Wellness, and Safety Aspects of the Consumption of Kombucha. J. Chem. 2015, 2015, 591869. [Google Scholar] [CrossRef] [Green Version]
- Cichosz, S.; Masek, A. IR Study on Cellulose with the Varied Moisture Contents: Insight into the Supramolecular Structure. Materials 2020, 13, 4573. [Google Scholar] [CrossRef]
- Agustin, S.; Wahyuni, E.T.; Suparmo; Supriyadi; Cahyanto, M.N. Incorporation of Pectin during Biosynthesis of Bacterial Cellulose by Gluconacetobacter Xylinus InaCC B404: Possibility for Producing Green Food Packaging. Biodiversitas J. Biol. Divers. 2021, 22, 2548–2553. [Google Scholar] [CrossRef]
- Szymańska-Chargot, M.; Chylińska, M.; Cybulska, J.; Kozioł, A.; Pieczywek, P.M.; Zdunek, A. Simultaneous Influence of Pectin and Xyloglucan on Structure and Mechanical Properties of Bacterial Cellulose Composites. Carbohydr. Polym. 2017, 174, 970–979. [Google Scholar] [CrossRef] [PubMed]
- Gu, J.; Catchmark, J.M. Roles of Xyloglucan and Pectin on the Mechanical Properties of Bacterial Cellulose Composite Films. Cellulose 2014, 21, 275–289. [Google Scholar] [CrossRef]
- Negi, T.; Vaidya, D. Functional Properties of Apple Pomace Powder. Int. J. Curr. Microbiol. Appl. Sci. 2019, 8, 589–595. [Google Scholar] [CrossRef]
- Cerrutti, P.; Roldán, P.; García, R.M.; Galvagno, M.A.; Vázquez, A.; Foresti, M.L. Production of Bacterial Nanocellulose from Wine Industry Residues: Importance of Fermentation Time on Pellicle Characteristics. J. Appl. Polym. Sci. 2016, 133. [Google Scholar] [CrossRef]
- Cielecka, I.; Szustak, M.; Kalinowska, H.; Gendaszewska-Darmach, E.; Ryngajłło, M.; Maniukiewicz, W.; Bielecki, S. Glycerol-Plasticized Bacterial Nanocellulose-Based Composites with Enhanced Flexibility and Liquid Sorption Capacity. Cellulose 2019, 26, 5409–5426. [Google Scholar] [CrossRef]
- ImageJ Wiki. Available online: https://imagej.net/ (accessed on 19 December 2022).
- R: The R Project for Statistical Computing. Available online: https://www.r-project.org/ (accessed on 28 October 2022).
- CRAN-Package Agricolae. Available online: https://cran.r-project.org/web/packages/agricolae/index.html (accessed on 28 October 2022).









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Water Absorbency in Time | Water Contact Angle | Solubility Index | |
|---|---|---|---|
| Sample code | [min] | [°] | [%] |
| BC | 40 ± 12 | wetting | 4.52 ± 2.72 |
| mG | 23 ± 6 | wetting | 5.30 ± 0.98 |
| mGApp10 | 53 ± 5 | 121 | 5.64 ± 0.11 |
| mGApp20 | 42 ± 4 | 121 | 5.58 ± 0.22 |
| mGApp30 | 43 ± 2 | 120 | 5.62 ± 0.13 |
| mGApp40 | 49 ± 4 | 122 | 5.63 ± 0.06 |
| mGApp50 | 66 ± 2 | 94 | 5.12 ± 0.16 |
| mGApp60 | 28 ± 9 | 93 | 4.97 ± 0.31 |
| G_mG | 8 ± 1 | wetting | 6.14 ± 0.09 |
| G_mGApp30 | 37 ± 3 | 104 | 5.13 ± 0.14 |
| G_mGApp50 | 47 ± 5 | 96 | 5.12 ± 0.16 |
| Sample Code | Growth Media | Modification | |||
|---|---|---|---|---|---|
| Basal Composition | Basal Composition with Apple Powder | Pre-Treatment | Glycerol | Apple Powder [%] | |
| BCN | + | ||||
| BC | + | + | |||
| mG | + | + | + | ||
| mGApp10 | + | + | + | 10 | |
| mGApp20 | + | + | + | 20 | |
| mGApp30 | + | + | + | 30 | |
| mGApp40 | + | + | + | 40 | |
| mGApp50 | + | + | + | 50 | |
| mGApp60 | + | + | + | 60 | |
| G_BC | + | + | |||
| G_mG | + | + | + | ||
| G_mGApp30 | + | + | + | 30 | |
| G_mGApp50 | + | + | + | 50 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bryszewska, M.A.; Tabandeh, E.; Jędrasik, J.; Czarnecka, M.; Dzierżanowska, J.; Ludwicka, K. SCOBY Cellulose Modified with Apple Powder—Biomaterial with Functional Characteristics. Int. J. Mol. Sci. 2023, 24, 1005. https://doi.org/10.3390/ijms24021005
Bryszewska MA, Tabandeh E, Jędrasik J, Czarnecka M, Dzierżanowska J, Ludwicka K. SCOBY Cellulose Modified with Apple Powder—Biomaterial with Functional Characteristics. International Journal of Molecular Sciences. 2023; 24(2):1005. https://doi.org/10.3390/ijms24021005
Chicago/Turabian StyleBryszewska, Malgorzata Anita, Erfan Tabandeh, Jakub Jędrasik, Maja Czarnecka, Julia Dzierżanowska, and Karolina Ludwicka. 2023. "SCOBY Cellulose Modified with Apple Powder—Biomaterial with Functional Characteristics" International Journal of Molecular Sciences 24, no. 2: 1005. https://doi.org/10.3390/ijms24021005