Use of a Mixture of Polyols Based on Metasilicic Acid and Recycled PLA for Synthesis of Rigid Polyurethane Foams Susceptible to Biodegradation



Abstract
:1. Introduction
2. Results and Discussion
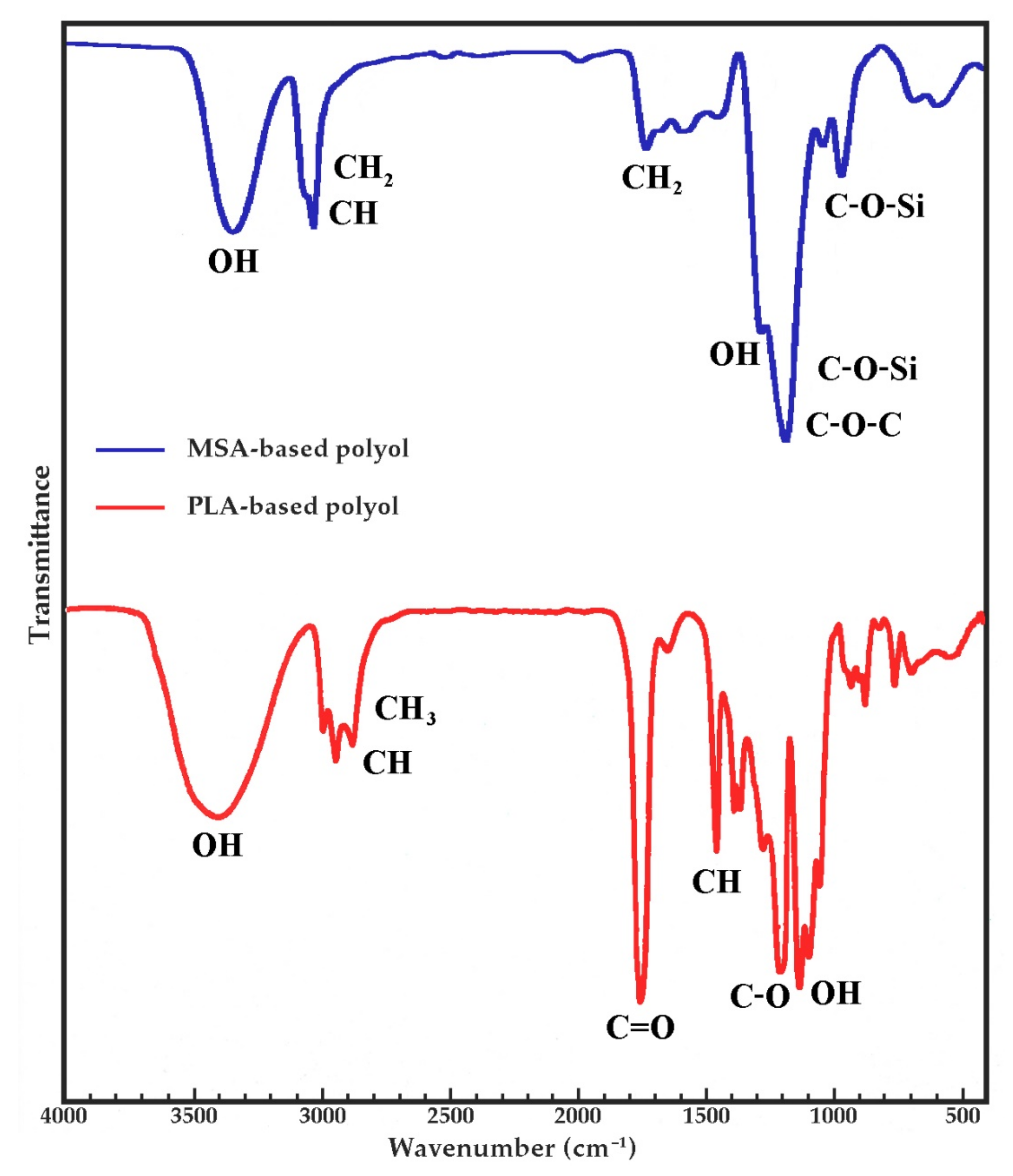
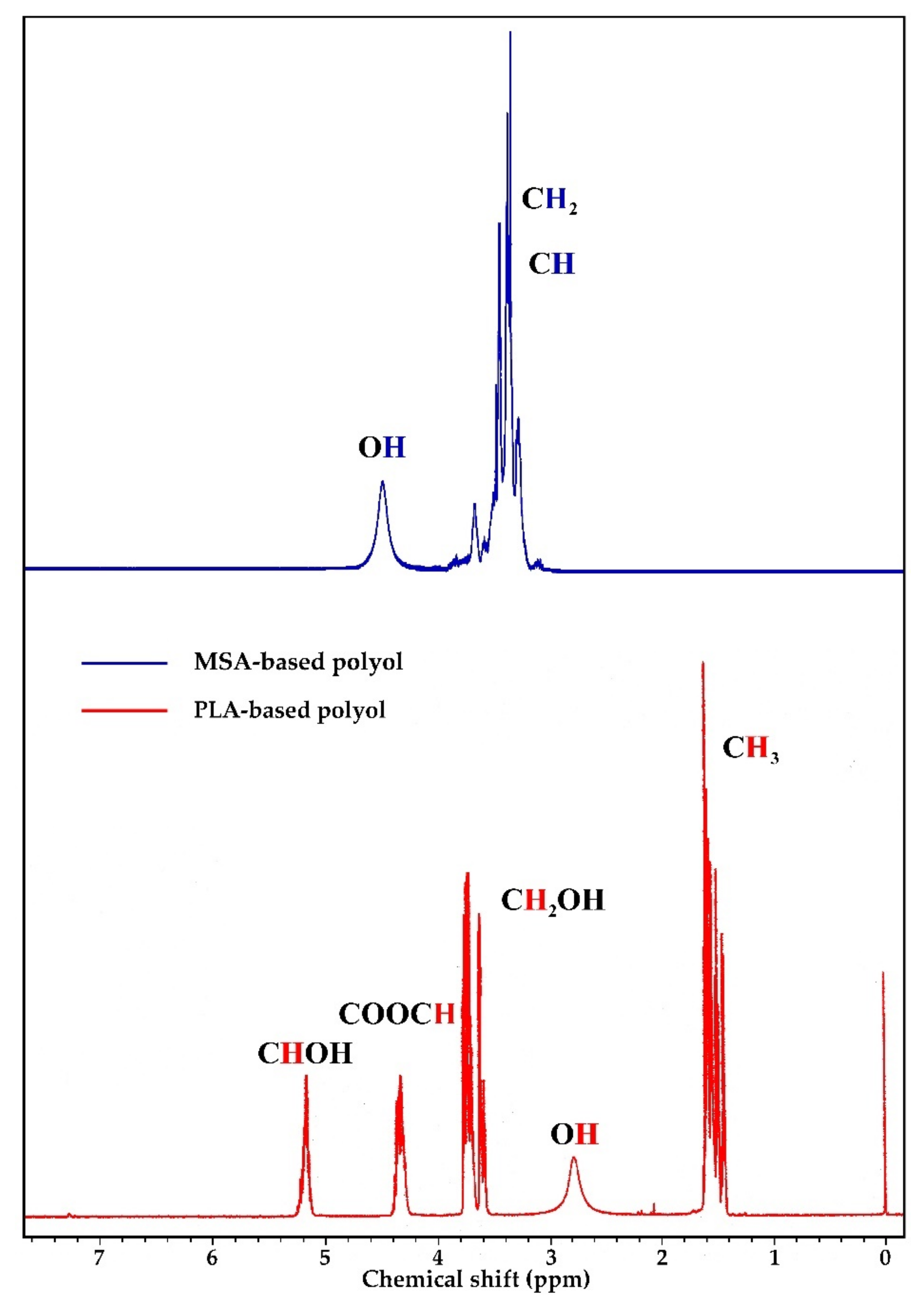
2.1. Properties of Synthesized Polyols
2.2. Properties of Rigid PU Foam
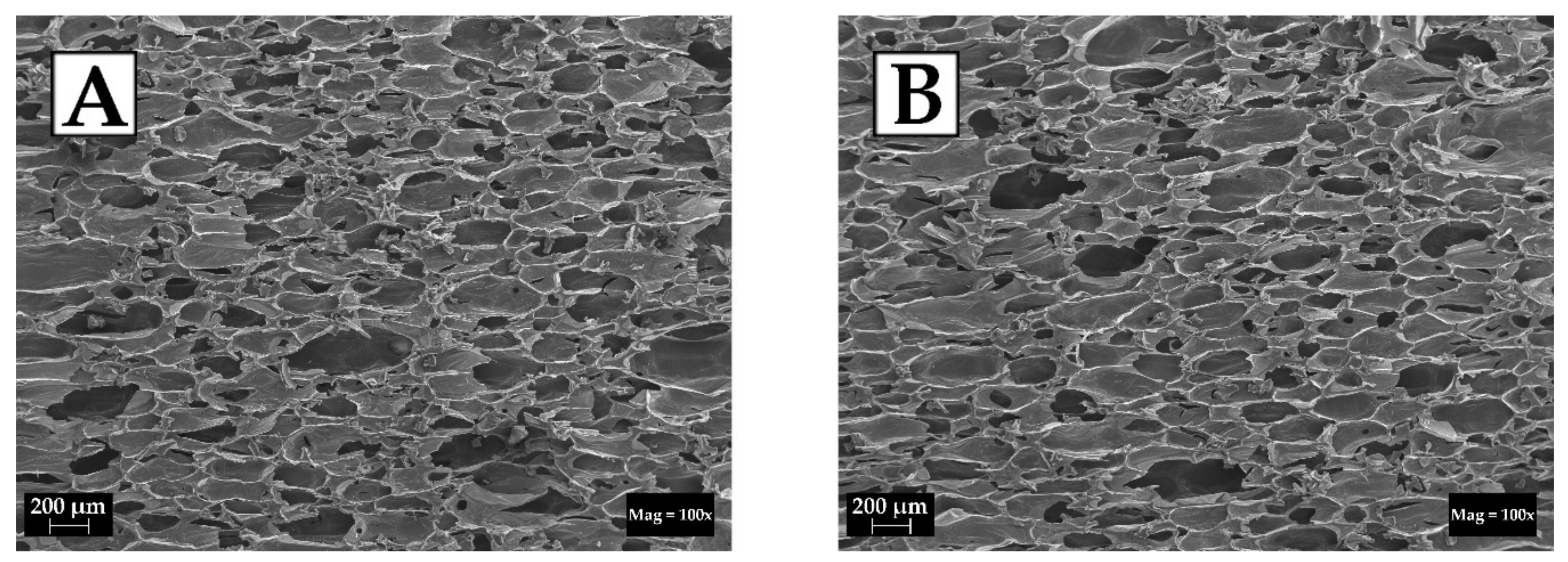
2.2.1. Foaming Process and Foam Morphology
2.2.2. Physico-Mechanical and Thermal Insulation Properties
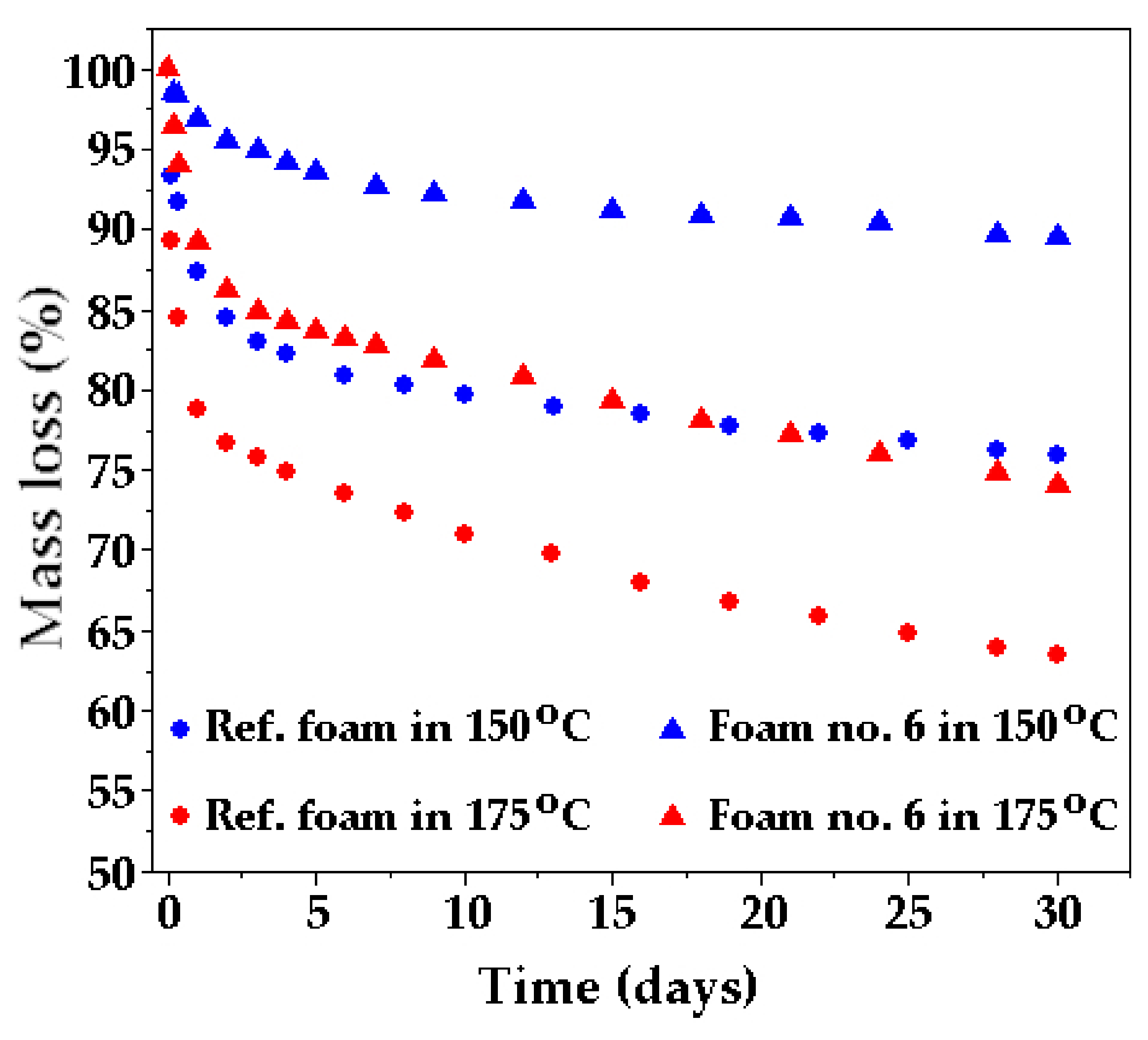
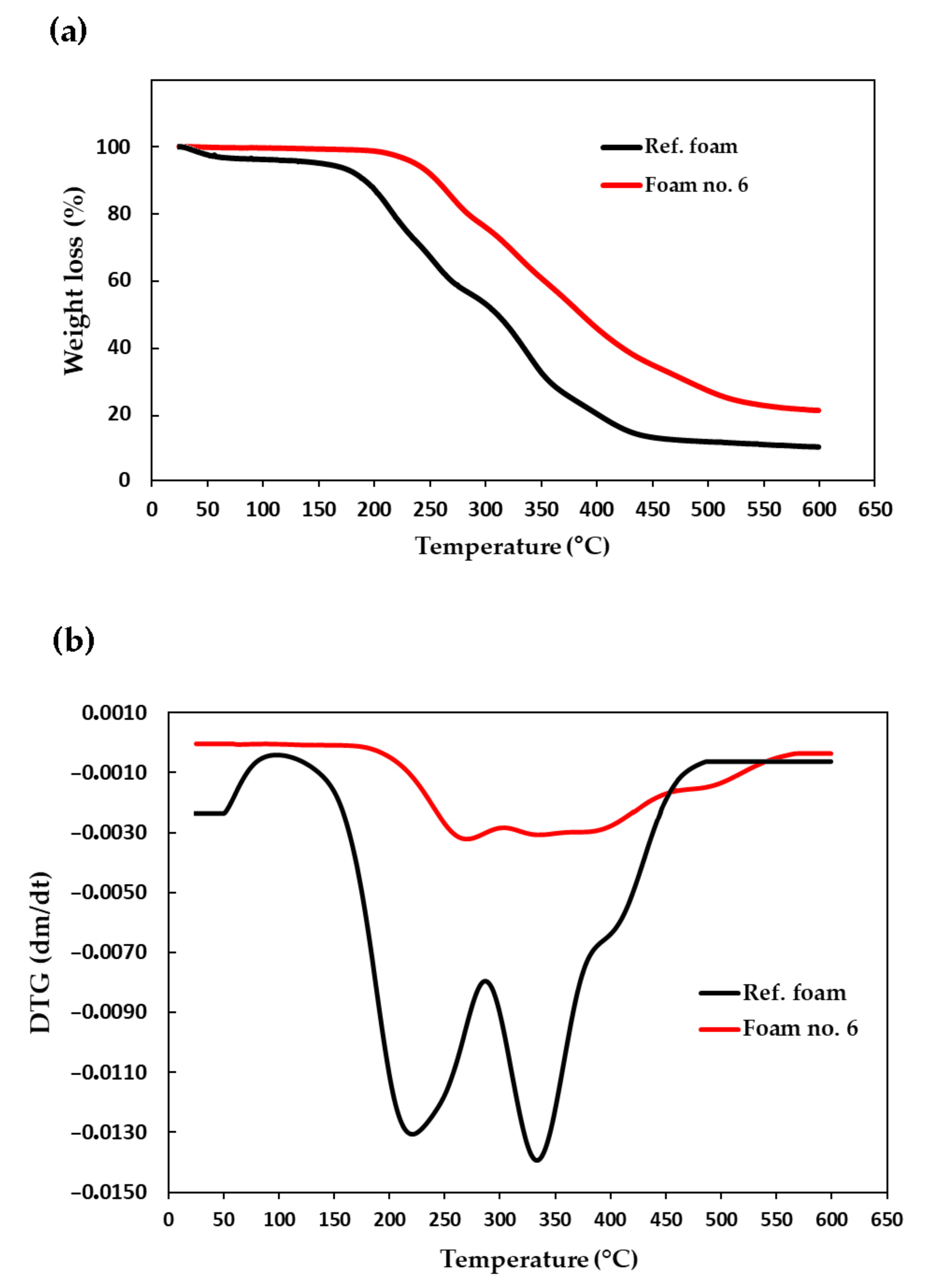
2.2.3. Thermal Resistance Properties
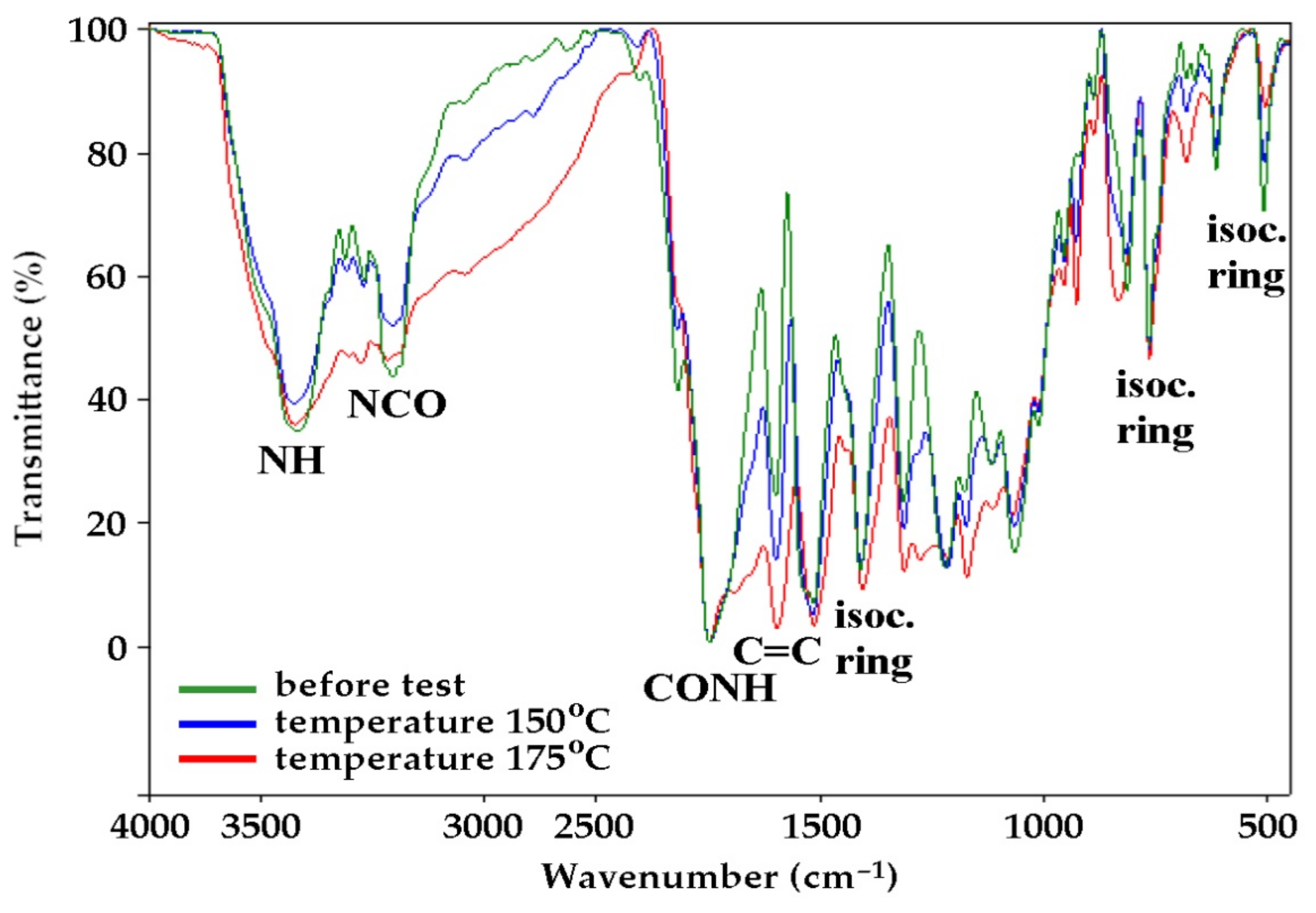
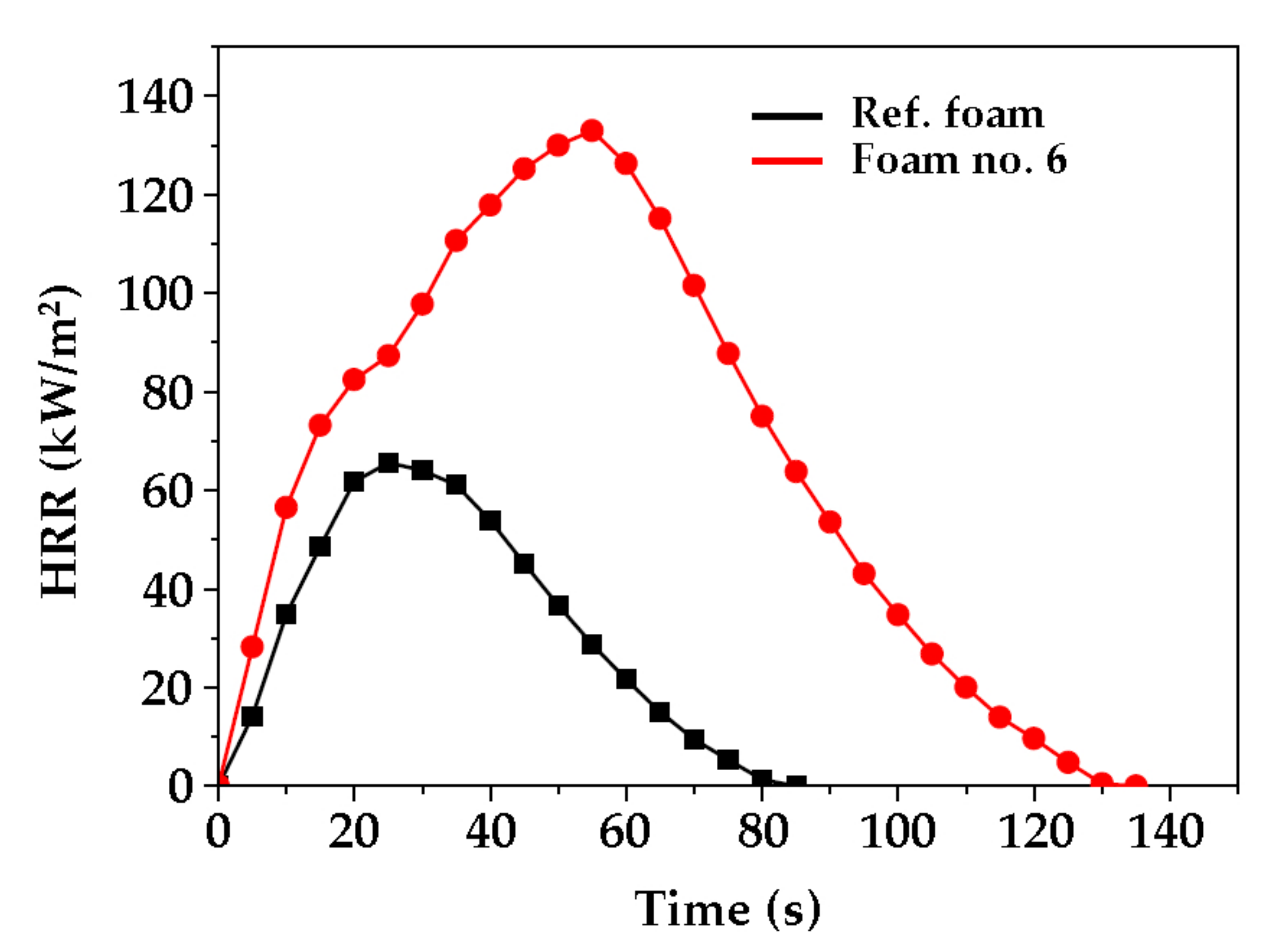
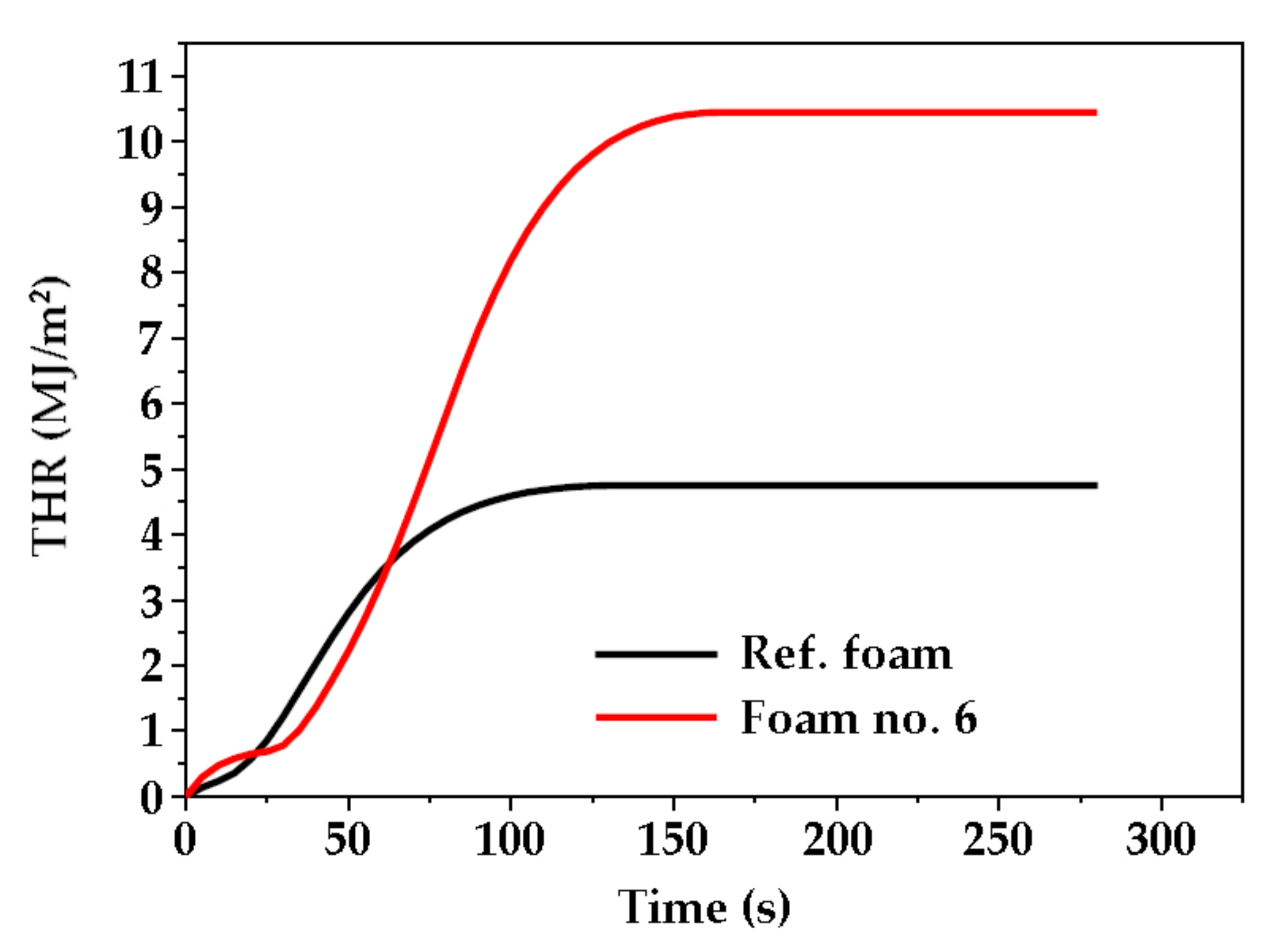
2.2.4. Flammability of Rigid PU Foam
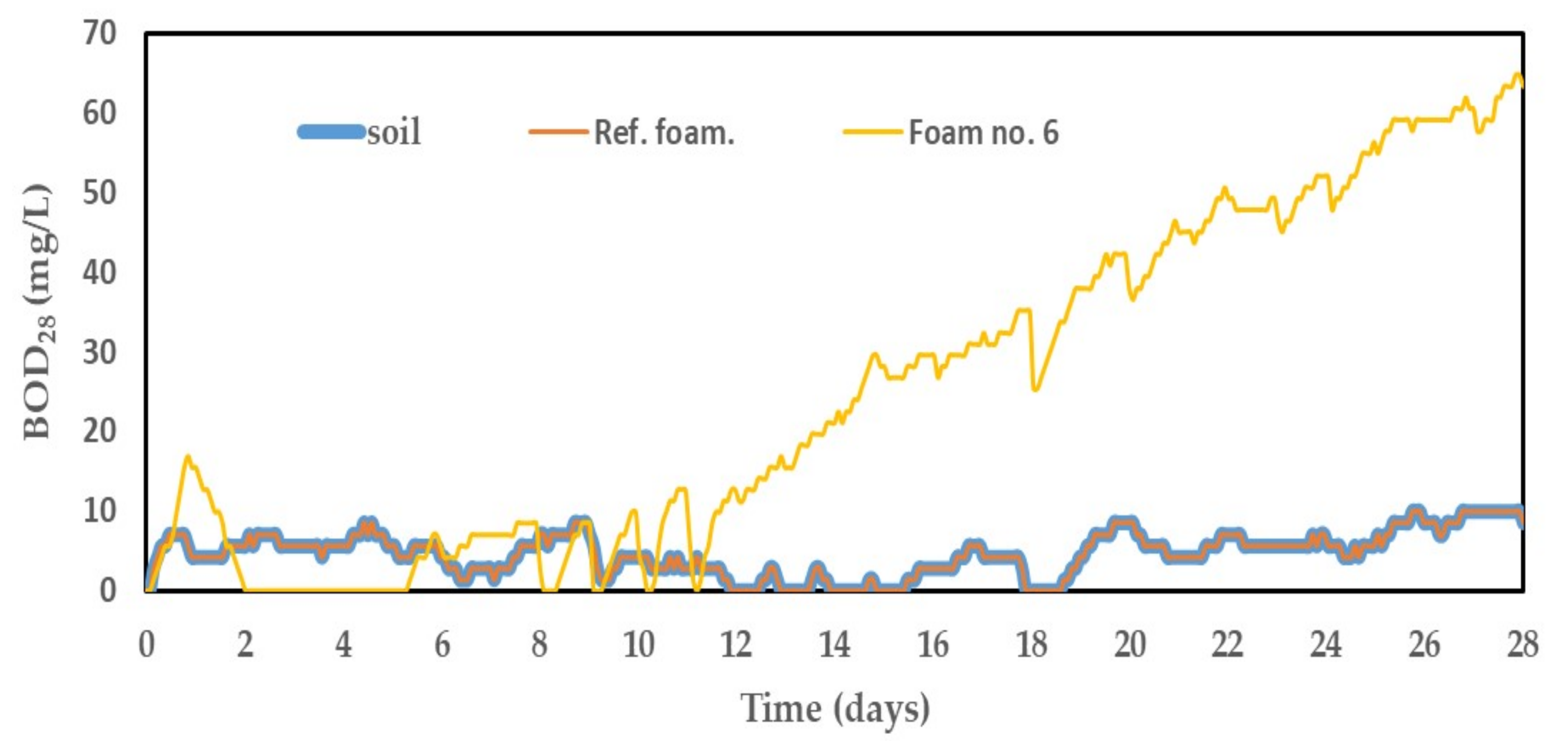
2.3. Results of Susceptibility to Biodegradation Test
3. Materials and Methods
3.1. Materials
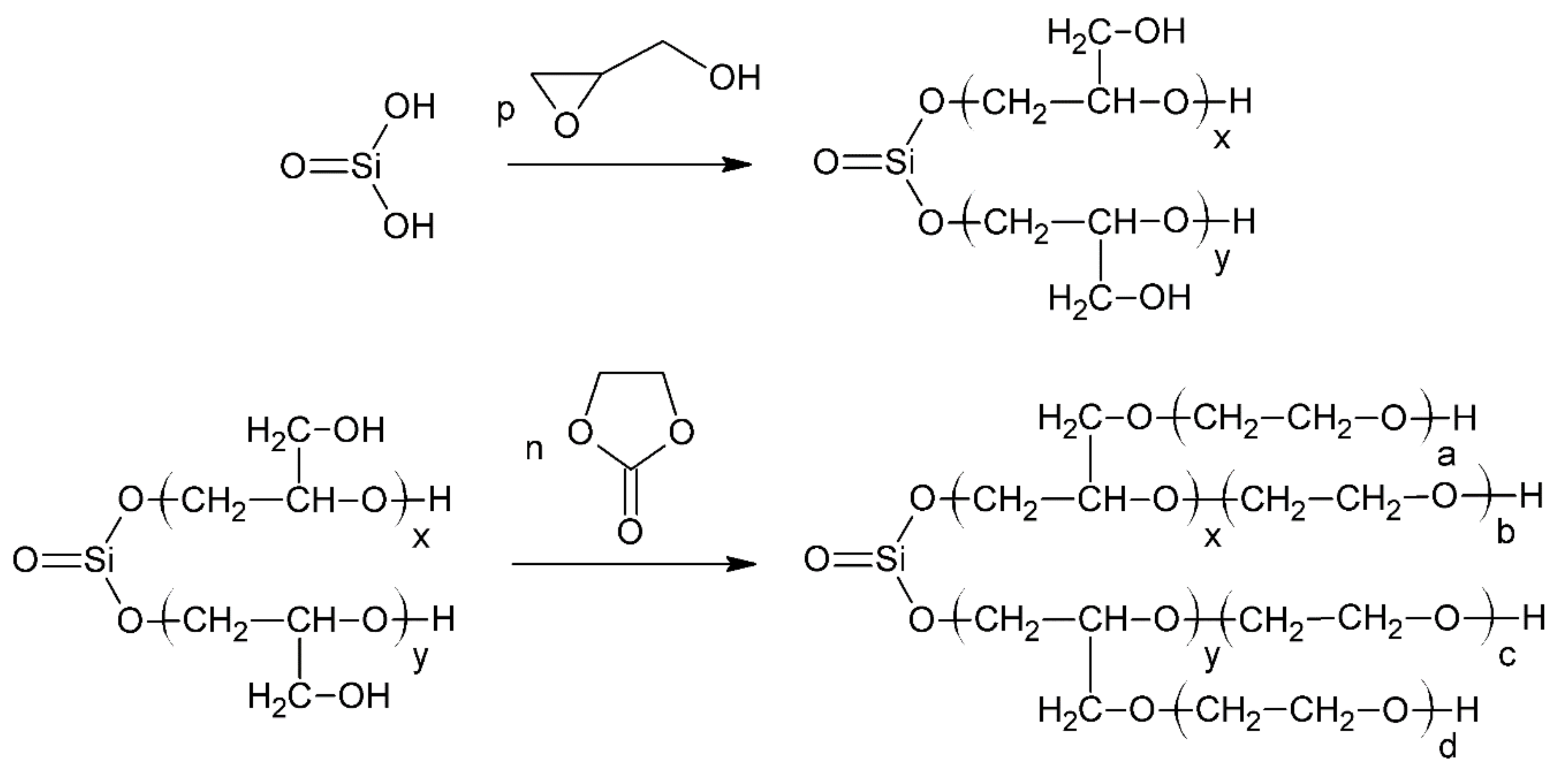
3.2. Synthesis of Polyol Based on Metasilicic Acid
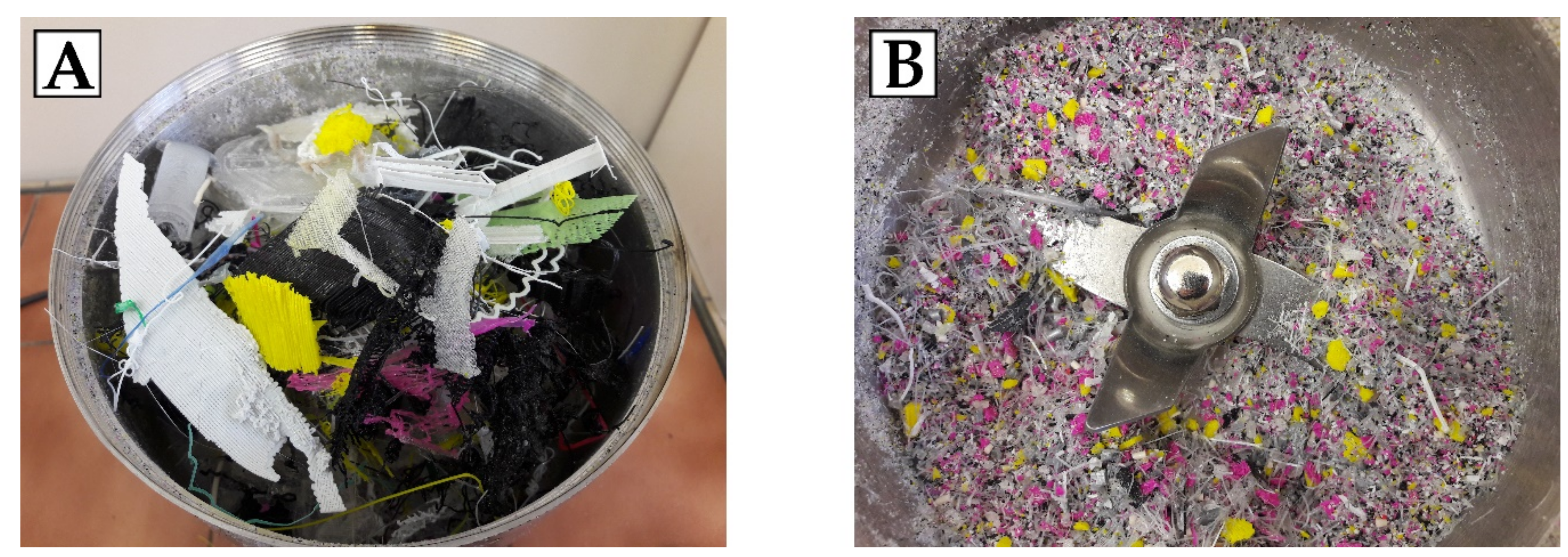
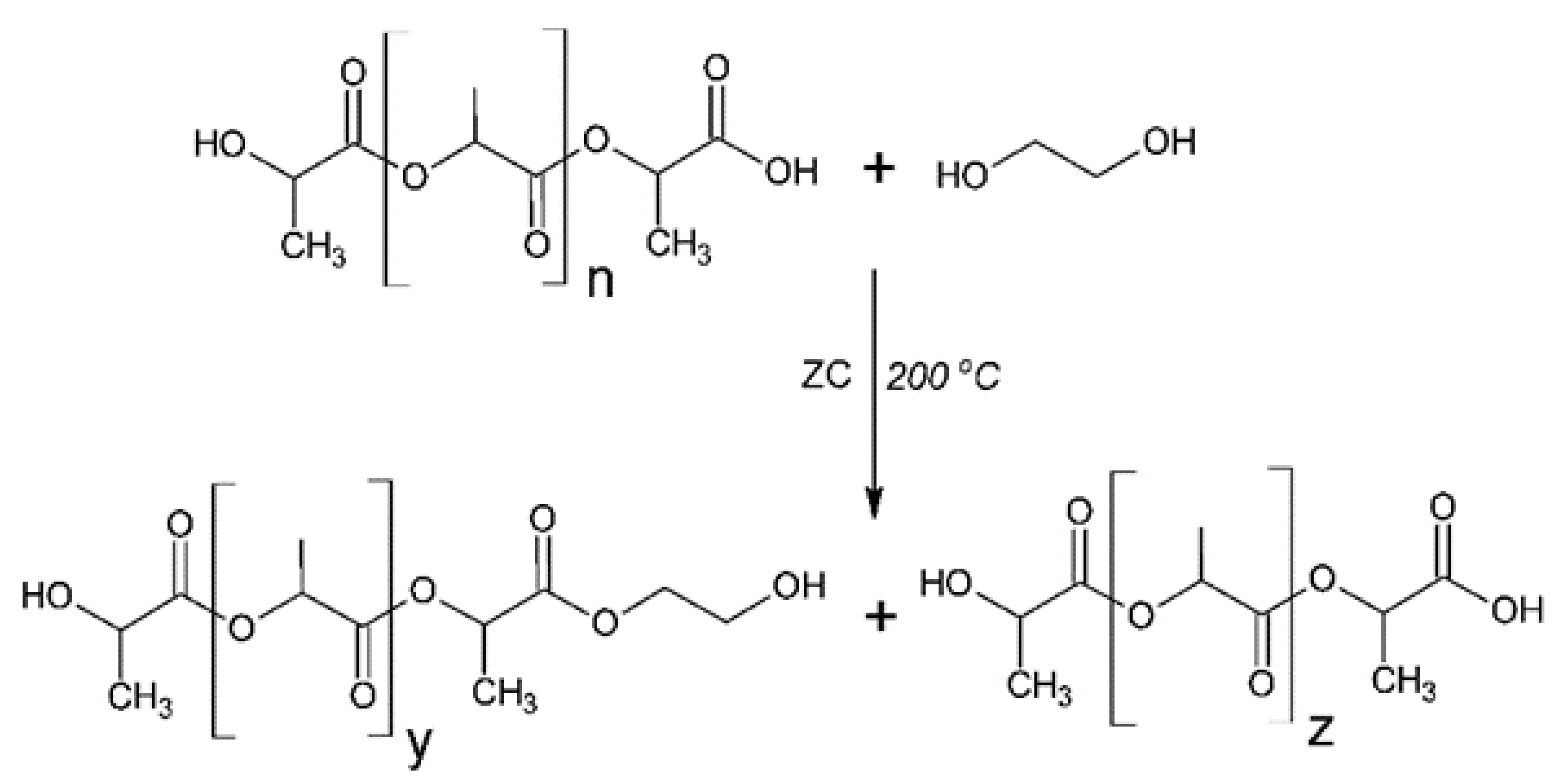
3.3. Synthesis of Eco-Polyol Based on PLA Waste
3.4. Synthesis of Rigid Polyurethane Foams
3.5. Tests Methods
3.5.1. Properties of Polyols
Analytical Tests of Polyols
Physicochemical Properties of Polyols
Spectroscopic Tests
3.5.2. Properties of Rigid Polyurethane Foams
Foaming Process
Morphology of RPUFs
Physico-Mechanical Properties
Thermal Resistance
Thermal Conductivity Coefficient
Flammability of RPUFs
3.5.3. Susceptibility to Biodegradation of Polyols Mixture and Foam
3.5.4. FTIR Analysis
4. Conclusions
5. Patents
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bozsaky, D. Nature-Based Thermal Insulation materials from renewable resources—A state-of-the-art. Rev. Slovak J. Civ. Eng. 2019, 27, 52–59. [Google Scholar] [CrossRef] [Green Version]
- Gama, N.V.; Ferreira, A.; Barros-Timmons, A. Polyurethane Foams: Past, Present, and Future. Materials 2018, 11, 1841. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kemona, A.; Piotrowska, M. Polyurethane Recycling and Disposal: Methods and Prospects. Polymers 2020, 12, 1752. [Google Scholar] [CrossRef] [PubMed]
- Borowicz, M.; Paciorek–Sadowska, J.; Isbrandt, M. Synthesis and application of new bio-polyols based on mustard oil for the production of selected polyurethane materials. Ind. Crops Prod. 2020, 155, 112831. [Google Scholar] [CrossRef]
- Paciorek-Sadowska, J.; Borowicz, M.; Isbrandt, M. New Poly(lactide-urethane-isocyanurate) Foams Based on Bio-Polylactide Waste. Polymers 2019, 11, 481. [Google Scholar] [CrossRef] [Green Version]
- Borowicz, M.; Paciorek-Sadowska, J.; Isbrandt, M.; Grzybowski, Ł.; Czupryński, B. Glycerolysis of Poly(lactic acid) as a Way to Extend the “Life Cycle” of This Material. Polymers 2019, 11, 1963. [Google Scholar] [CrossRef] [Green Version]
- Jašo, V.; Glenn, G.; Klamczynski, A.; Petrović, Z.S. Biodegradability study of polylactic acid/thermoplastic polyurethane blends. Polym. Test. 2015, 47, 1–3. [Google Scholar] [CrossRef] [Green Version]
- Żmihorska-Gotfryd, A. Selected Aspects of Biological Degradation of Polymers; Oficyna Wydawnicza Politechniki Rzeszowskiej: Rzeszów, Poland, 2015. [Google Scholar]
- Prociak, A.; Rokicki, G.; Ryszkowska, J. Polyurethane Materials; Wydawnictwo Naukowe PWN: Warsaw, Poland, 2014. [Google Scholar]
- Mizera, K.; Ryszkowska, J. Polyurethane elastomers from polyols based on soybean oil with a different molar ratio. Polym. Degrad. Stab. 2016, 132, 21–31. [Google Scholar] [CrossRef]
- Das, B.; Konwar, U.; Mandal, M.; Karak, N. Sunflower oil based biodegradable hyperbranched polyurethane as a thin film material. Ind. Crops Prod. 2013, 44, 396–404. [Google Scholar] [CrossRef]
- Spontón, M.; Casis, N.; Mazo, P.; Raud, B.; Simonetta, A.; Ríos, L.; Estenoz, D. Biodegradation study by Pseudomonas sp. of flexible polyurethane foams derived from castor oil. Int. Biodeterior. Biodegrad. 2013, 85, 85–94. [Google Scholar] [CrossRef]
- Fornasieri, M.; Alves, J.W.; Muniz, E.C.; Ruvolo-Filho, A.; Otaguro, H.; Rubira, A.F.; de Carvalho, G.M. Synthesis and characterization of polyurethane composites of wood waste and polyols from chemically recycled PET. Compos. Part A Appl. Sci. Manuf. 2011, 42, 189–195. [Google Scholar] [CrossRef] [Green Version]
- Gaidukova, G.; Ivdre, A.; Fridrihsone, A.; Verovkins, A.; Cabulis, U.; Gaidukovs, S. Polyurethane rigid foams obtained from polyols containing bio-based and recycled components and functional additives. Ind. Crops Prod. 2017, 102, 133–143. [Google Scholar] [CrossRef]
- Luo, X.; Li, Y. Synthesis and characterization of polyols and polyurethane foams from PET waste and crude glycerol. J. Polym. Environ. 2014, 22, 318–328. [Google Scholar] [CrossRef]
- Bhandari, S.; Gupta, P. Chemical Depolymerization of Polyurethane Foam via Ammonolysis and Aminolysis. In Recycling of Polyurethane Foams; William Andrew Publishing: Norwich, NY, USA, 2018; pp. 77–87. [Google Scholar]
- Shin, S.R.; Kim, H.N.; Liang, J.Y.; Lee, S.H.; Lee, D.S. Sustainable rigid polyurethane foams based on recycled polyols from chemical recycling of waste polyurethane foams. J. Appl. Polym. Sci. 2019, 136, 47916. [Google Scholar] [CrossRef]
- McKenna, S.T.; Hull, T.R. The fire toxicity of polyurethane foams. Fire Sci. Rev. 2016, 5, 1. [Google Scholar] [CrossRef] [Green Version]
- Jasiūnas, L.; McKenna, S.T.; Bridžiuvienė, D.; Miknius, L. Mechanical, Thermal Properties and Stability of Rigid Polyurethane Foams Produced with Crude-Glycerol Derived Biomass Biopolyols. J. Polym. Environ. 2020, 28, 1378–1389. [Google Scholar] [CrossRef]
- Yi, H.; Yan, K.-L. Polyurethane modified with 3-aminopropyltriethoxysilane as wool antifelting agent. J. Appl. Polym. Sci. 2008, 109, 2169–2175. [Google Scholar] [CrossRef]
- Jahanmardi, R.; Kangarlou, B.; Dibazar, A. Effects of organically modified nanoclay on cellular morphology, tensile properties, and dimensional stability of flexible polyurethane foams. J. Nanostruct. Chem. 2013, 3, 82. [Google Scholar] [CrossRef] [Green Version]
- Malewska, E.; Prociak, A. The effect of nanosilica filler on the foaming process and properties of flexible polyurethane polyurethane foams obtained with rapeseed oil-based polyol. Polimery 2015, 60, 7–8. [Google Scholar] [CrossRef] [Green Version]
- Mercado, L.A.; Galia, M.; Reina, J.A. Silicon-containing flame retardant epoxy resins: Synthesis, characterization and properties. Polym. Degrad. Stab. 2006, 91, 2588–2594. [Google Scholar] [CrossRef]
- Terraza, C.A.; Tagle, L.H.; Leiva, A.; Poblete, L.; Concha, F. Poly(urethanes) containing silarylene and/or germarylene units. J. Appl. Polym. Sci. 2008, 109, 303–308. [Google Scholar] [CrossRef]
- Chmiel, E.; Lubczak, J. Oligoetherols and polyurethane foams obtained from metasilicic acid. Polym. Bull. 2018, 75, 1579–1596. [Google Scholar] [CrossRef] [Green Version]
- Jutrzenka Trzebiatowska, P.; Beneš, H.; Datta, J. Evaluation of the glycerolysis process and valorisation of recovered polyol in polyurethane synthesis. React. Funct. Polym. 2019, 139, 25–33. [Google Scholar] [CrossRef]
- Datta, J.; Kopczyńska, P.; Simón, D.; Rodríguez, J.F. Thermo-Chemical Decomposition Study of Polyurethane Elastomer Through Glycerolysis Route with Using Crude and Refined Glycerine as a Transesterification Agent. J. Polym. Environ. 2018, 26, 166–174. [Google Scholar] [CrossRef] [Green Version]
- Datta, J. Effect of glycols used as glycolysis agents on chemical structure and thermal stability of the produced glycolysates. J. Therm. Anal. Calorim. 2012, 109, 517–520. [Google Scholar] [CrossRef] [Green Version]
- Listoś, T.; Kuran, W. Studies on the synthesis of oligomeric sililene carbonate. Polimery 2000, 45, 603–607. [Google Scholar] [CrossRef]
- Báez, J.E.; Martínez-Richa, A.; Marcos-Fernández, A. One-Step Route to α-Hydroxyl-ω-(carboxylic acid) Polylactones Using Catalysis by Decamolybdate Anion. Macromolecules 2005, 38, 1599–1608. [Google Scholar] [CrossRef]
- Somekawa, S.; Masutani, K.; Hsu, Y.-I.; Mahara, A.; Kimura, Y.; Yamaoka, T. Size-Controlled Nanomicelles of Poly(lactic acid)–Poly(ethylene glycol) Copolymers with a Multiblock Configuration. Polymers 2015, 7, 1177–1191. [Google Scholar] [CrossRef] [Green Version]
- Silverstein, R.M.; Webster, F.X.; Kiemle, D.J. Spectromeric Identification of Organic Compounds; Wydawnictwo Naukowe PWN: Warszawa, Poland, 2007. [Google Scholar]
- Hejna, A.; Haponiuk, J.; Piszczyk, Ł.; Klein, M.; Formela, K. Performance properties of rigid polyurethane-polyisocyanurate/brewers’ spent grain foamed composites as function of isocyanate index. e-Polymers 2017, 17, 427–437. [Google Scholar] [CrossRef]
- Członka, S.; Sienkiewicz, N.; Kairytė, A.; Vaitkus, S. Colored polyurethane foams with enhanced mechanical and thermal properties. Polym. Test. 2019, 78, 105986. [Google Scholar] [CrossRef]
- Strąkowska, A.; Członka, S.; Strzelec, K. POSS Compounds as Modifiers for Rigid Polyurethane Foams (Composites). Polymers 2019, 11, 1092. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hejna, A.; Kirpluks, M.; Kosmela, P.; Cabulis, U.; Haponiuk, J.; Piszczyk, Ł. The influence of crude glycerol and castor oil-based polyol on the structure and performance of rigid polyurethane-polyisocyanurate foams. Ind. Crops Prod. 2017, 95, 113–125. [Google Scholar] [CrossRef]
- Tran, M.-P.; Detrembleur, C.; Alexandre, M.; Jerome, C.; Thomassin, J.-M. The influence of foam morphology of multi-walled carbon nanotubes/poly(methyl methacrylate) nanocomposites on electrical conductivity. Polymer 2013, 54, 3261–3270. [Google Scholar] [CrossRef]
- Hawkins, M.C.; O’Toole, B.; Jackovich, D. Cell Morphology and Mechanical Properties of Rigid Polyurethane Foam. J. Cell. Plast. 2005, 41, 267–285. [Google Scholar] [CrossRef]
- Czupryński, B. Issues from Chemistry and Technology of Polyurethanes; Wydawnictwo Akademii Bydgoskiej: Bydgoszcz, Poland, 2004. [Google Scholar]
- Zhang, Y.; Shang, S.; Zhang, X.; Wang, D.; Hourston, D.J. Influence of structure of hydroxyl-terminated maleopimaric acid ester on thermal stability of rigid polyurethane foams. J. Appl. Polym. Sci. 1995, 58, 1803–1809. [Google Scholar] [CrossRef]
- Czupryński, B.; Liszkowska, J.; Paciorek-Sadowska, J. Glycolysis of rigid polyurethane-polyisocyanurate foams. Polimery 2010, 4, 314–319. [Google Scholar] [CrossRef]
- Król, P.; Żmihorska-Gotfryd, A. Studies on synthesis of oligomeric urethane prepolymers as intermediates to make linear polyurethanes. Polimery 2000, 72, 1255–1785. [Google Scholar]
- Pielichowski, J.; Prociak, A.; Michałowski, S.; Bogdał, D. Application of selected polymeric wastes in the formulation of rigid polyurethane foams. Polimery 2010, 10, 757–764. [Google Scholar] [CrossRef]
- Paciorek-Sadowska, J.; Czupryński, B.; Liszkowska, J. Glycolysis of rigid polyurethane-polyisocyanurate foams with reduced flammability. J. Elastomers Plast. 2015, 48, 340–353. [Google Scholar] [CrossRef]
- Radziszewska-Zielina, E. Comparative analysis of the parameters of materials used as thermal insulation on external walls. Przegląd Bud. 2009, 80, 32–37. (In Polish) [Google Scholar]
- Paciorek-Sadowska, J. Chemical recycling of rigid PUR-PIR foams with boronitrile flame retardant. Inż. Ap. Chem. 2010, 49, 93–94. [Google Scholar]
- Żabski, L.; Papiński, J. PIR foams—a new type of insulation: Rigid polyurethane foam. Izolacje 2012, 17, 54–60. (In Polish) [Google Scholar]
- Zhang, Y.; Xia, Z.; Huang, H.; Chen, H. Thermal degradation of polyurethane based on IPDI. J. Anal. Appl. Pyrolysis 2009, 84, 89–94. [Google Scholar] [CrossRef]
- Chuang, F.S.; Tsen, W.C.; Shu, Y.C. The effect of different siloxane chain-extenders on the thermal degradation and stability of segmented polyurethanes. Polym. Degrad. Stab. 2004, 84, 69–77. [Google Scholar] [CrossRef]
- Borowicz, M.; Paciorek-Sadowska, J.; Lubczak, J.; Czupryński, B. Biodegradable, Flame-Retardant, and Bio-Based Rigid Polyurethane/Polyisocyanurate Foams for Thermal Insulation Application. Polymers 2019, 11, 1816. [Google Scholar] [CrossRef] [Green Version]
- Jiao, L.; Xiao, H.; Wang, Q.; Sun, J. Thermal degradation characteristics of rigid polyurethane foam and the volatile products analysis with TG-FTIR-MS. Polym. Degrad. Stab. 2013, 98, 2687–2696. [Google Scholar] [CrossRef]
- Lim, H. Effects of silicon surfactant in rigid polyurethane foams. eXPRESS Polym. Lett. 2008, 2, 194–200. [Google Scholar] [CrossRef]
- Zeng, W.R.; Li, S.F.; Chow, W.K. Review on Chemical Reactions of Burning Poly(methyl methacrylate) PMMA. J. Fire Sci. 2002, 20, 401–433. [Google Scholar] [CrossRef]
- Liu, X.; Hao, J.; Gaan, S. Recent studies on the decomposition and strategies of smoke and toxicity suppression for polyurethane based materials. RSC Adv. 2016, 6, 74742–74756. [Google Scholar] [CrossRef] [Green Version]
- Chattopadhyay, D.K.; Webster, D.C. Thermal stability and flame retardancy of polyurethanes. Prog. Polym. Sci. 2009, 34, 1068–1133. [Google Scholar] [CrossRef]
- Aschberger, K.; Campia, I.; Quiros-Pesudo, L.; Radovnikovic, A.; Reina, V. Chemical alternatives assessment of different flame retardants—A case study including multi-walled carbon nanotubes as synergist. Environ. Int. 2017, 101, 27–45. [Google Scholar] [CrossRef] [PubMed]
- Paciorek-Sadowska, J. Polyol Containing Boron Atoms as a Compound Which Reduces Flammability of Rigid Polyurethane-Polyisocyanurate Foams. In Aspects of Polyurethanes; Yilmaz, F., Ed.; IntechOpen Limited: London, UK, 2017; ISBN 978-953-51-3545-6. [Google Scholar] [CrossRef] [Green Version]
- Zheng, X.; Wang, G.; Xu, W. Roles of organically-modified montmorillonite and phosphorous flame retardant during the combustion of rigid polyurethane foam. Polym. Degrad. Stab. 2014, 101, 32–39. [Google Scholar] [CrossRef]
- Hidalgo, J.P.; Torero, J.L.; Welch, S. Experimental Characterisation of the Fire Behaviour of Thermal Insulation Materials for a Performance-Based Design Methodology. Fire Technol. 2017, 53, 1201–1232. [Google Scholar] [CrossRef] [Green Version]
- Wilkie, C.A.; Morgan, A.B. Fire Retardancy of Polymeric Materials, 2nd ed.; Taylor and Francis Group LLC: Milton Park, Abingdon, UK, 2010. [Google Scholar]
- Przekop, R.; Marciniec, B. Direct synthesis of silicon compounds. Part 1, Present status and perspectives. Przem. Chem. 2018, 97, 1703–1709. [Google Scholar] [CrossRef]
- Semenzato, S.; Lorenzetti, A.; Modesti, M.; Ugel, E.; Hrelja, D.; Besco, S.; Michelin, R.A.; Sassi, A.; Facchin, G.; Zorzi, F.; et al. A novel phosphorus polyurethane FOAM/montmorillonite nanocomposite: Preparation, characterization and thermal behavior. Appl. Clay Sci. 2009, 44, 35–42. [Google Scholar] [CrossRef]
- Lubczak, J.; Chmiel, E. Polyurethane Foams with 1,3,5-Triazine Ring and Silicon Atoms. Macromol. Res. 2019, 27, 543–550. [Google Scholar] [CrossRef]
- Fulekar, M.H. Microbial degradation of petrochemical waste-polycyclic aromatic hydrocarbons. Bioresour. Bioprocess. 2017, 4, 28. [Google Scholar] [CrossRef]
- Kijowska, D.; Wołowiec, S.; Lubczak, J. Kinetics and mechanism of initial steps of synthesis of polyetherols from melamine and ethylene carbonate. J. Appl. Polym. Sci. 2004, 93, 294–300. [Google Scholar] [CrossRef]
- Paciorek-Sadowska, J.; Borowicz, M.; Czupryński, B.; Tomaszewska, E.; Liszkowska, J. Method of Obtaining Polyol Raw Material Based on Polylactide Waste. Polish Patent Application No. P. 424,629, 20 February 2018. (In Polish). [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | PLA-Based Polyol | MSA-Based Polyol | |
|---|---|---|---|
| pH (-) | 6.0 | 5.0 | |
| Density (g/cm3) | 1.188 | 1.250 | |
| Viscosity (mPa·s) | 210 | 33442 | |
| HN (mg KOH/g) | 491 | 807 | |
| AN (mg KOH/g) | 2.0 | 4.2 | |
| Elemental analysis | C (%) | 44.36 | 46.34 * |
| H (%) | 7.62 | 8.38 * | |
| O (%) | 48.02 | 42.96 * | |
| Si (%) | 0.00 | 2.32 * | |
| Color (-) | light-yellow | brown | |
| Smell (-) | no smell | no smell | |
| Number-average molecular weight (g/mol) | 309 | 314 | |
| Weight-average molecular weight (g/mol) | 351 | 899 | |
| Polydispersity (-) | 1.14 | 2.86 | |
| Foam Symbol | Cream Time (s) | Free Rise Time (s) | Tack Free Time (s) | Comments |
|---|---|---|---|---|
| Ref. | 30 ± 1 | 55 ± 1 | 56 ± 1 | rigid; regular pores; |
| 1 | 30 ± 1 | 50 ± 1 | 50 ± 1 | large, irregular pores; |
| 2 | 25 ± 1 | 50 ± 1 | 60 ± 1 | non-gelled surface; |
| 3 | 23 ± 1 | 43 ± 1 | 43 ± 1 | cracked surface; |
| 4 | 30 ± 1 | 58 ± 1 | 58 ± 1 | slight cracks in the foam; |
| 5 | 35 ± 1 | 60 ± 1 | 60 ± 1 | rigid; regular pores; |
| 6 | 40 ± 1 | 75 ± 1 | 75 ± 1 | rigid; regular pores; |
| Foam Symbol | Pore Size (μm) | Thickness of Pore Wall (μm) | Content of Pores Per Area Unit (Pores/mm2) |
|---|---|---|---|
| Ref. | 144 ± 52 | 14 ± 3 | 18 ± 4 |
| 6 | 162 ± 66 | 15 ± 2 | 20 ± 5 |
| Foam Symbol | Apparent Density (kg/m3) | Compressive Strength (kPa) | Water Absorption (%) | ||
|---|---|---|---|---|---|
| after 5 min | after 3 h | after 24 h | |||
| Ref. | 95.5 ± 1.8 | 486 ± 10 | 3.82 ± 0.06 | 4.07 ± 0.15 | 6.68 ± 0.26 |
| 6 | 89.3 ± 1.6 | 493 ± 12 | 0.59 ± 0.05 | 2.74 ± 0.12 | 5.14 ± 0.17 |
| Foam Symbol | T5% (°C) | T10% (°C) | T25% (°C) | T50% (°C) | Tmax (°C) | Tg (°C) |
|---|---|---|---|---|---|---|
| Ref. | 167 | 221 | 265 | 361 | 220, 340 | >200 |
| 6 | 230 | 270 | 325 | 370 | 270, 340, 390 | 111 |
| Type of Foam | Foam Symbol | Mass Loss after 30-day Exposure (%) | Compressive Strength (kPa) | LOI (%) | Length of Burnt Foam (mm) | Burning Rate (mm/s) | Mass Loss after Burning (%) | Comments |
|---|---|---|---|---|---|---|---|---|
| Non-thermostated | Ref. | - | 486 ± 10 | 21.1 | 150 | 2.03 | 100 | melts, drips, sparks visible; |
| 6 | - | 493 ± 12 | 20.9 | 150 | 1.37 | 49.6 | - | |
| Thermostated at 150 °C | Ref. | 24.00 | 1275 ± 24 | 24.4 | 105 | 2.10 | 2.45 | burns in the flame, goes out after removing flame; |
| 6 | 10.44 | 1296 ± 32 | 23.9 | 4 | - | 0.5 | burns in the flame, goes out after removing flame; | |
| Thermostated at. 175 °C | Ref. | 36.5 | 5051 ± 35 | 36.0 | 0 | 0 | 0.47 | does not burn in the flame; |
| 6 | 26.01 | 2611 ± 42 | 33.2 | 0 | 0 | 0.5 | does not burn in the flame; |
| Foam Symbol | TTI (s) | TTF (s) | PML (%) | HRR (kW/m2) | THR (MJ/m2) | EHC (MJ/kg) |
|---|---|---|---|---|---|---|
| Ref. | 7 | 75 | 65.6 | 65.6 | 4.7 | 53.7 |
| 6. | 26 | 159 | 74.5 | 132.9 | 9.7 | 44.5 |
| Element | C | H | O | N | Si |
|---|---|---|---|---|---|
| Ref. | 0.5961 | 0.0660 | 0.2447 | 0.0707 | 0.0225 |
| 6 | 0.6247 | 0.0548 | 0.2403 | 0.0697 | 0.0105 |
| Foam Symbol | BOD28 (mg/L) | TOD (mg/L) | Dt (%) |
|---|---|---|---|
| Ref. | 0.00 | 73.56 | 0.00 |
| 6 | 54.90 | 80.25 | 68.41 |
| Formulation Number | Amount of Component (g) | |||||
|---|---|---|---|---|---|---|
| MSA-Based Polyol | PLA-Based Polyol | pMDI | Water | TEA | Silicon L-6900 | |
| Ref. | 100 | 0 | 132 | 2 | 1.6 | 2.3 |
| 1 | 50 | 50 | 180 | 3 | 1.6 | 2.3 |
| 2 | 50 | 50 | 180 | 2 | 1.6 | 2.3 |
| 3 | 50 | 50 | 170 | 2 | 1.6 | 2.3 |
| 4 | 50 | 50 | 170 | 2 | 1.1 | 2.3 |
| 5 | 50 | 50 | 170 | 2 | 0.7 | 2.3 |
| 6 | 50 | 50 | 170 | 2 | 0.4 | 1.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Paciorek-Sadowska, J.; Borowicz, M.; Chmiel, E.; Lubczak, J. Use of a Mixture of Polyols Based on Metasilicic Acid and Recycled PLA for Synthesis of Rigid Polyurethane Foams Susceptible to Biodegradation. Int. J. Mol. Sci. 2021, 22, 69. https://doi.org/10.3390/ijms22010069
Paciorek-Sadowska J, Borowicz M, Chmiel E, Lubczak J. Use of a Mixture of Polyols Based on Metasilicic Acid and Recycled PLA for Synthesis of Rigid Polyurethane Foams Susceptible to Biodegradation. International Journal of Molecular Sciences. 2021; 22(1):69. https://doi.org/10.3390/ijms22010069
Chicago/Turabian StylePaciorek-Sadowska, Joanna, Marcin Borowicz, Ewelina Chmiel, and Jacek Lubczak. 2021. "Use of a Mixture of Polyols Based on Metasilicic Acid and Recycled PLA for Synthesis of Rigid Polyurethane Foams Susceptible to Biodegradation" International Journal of Molecular Sciences 22, no. 1: 69. https://doi.org/10.3390/ijms22010069