
Passivation Effect of the Chlorinated Paraffin Added in the Cutting Fluid on the Surface Corrosion Resistance of the Stainless Steel

 ,
,
Abstract
:1. Introduction
2. Results and Discussion
2.1. Electrochemical Characterization
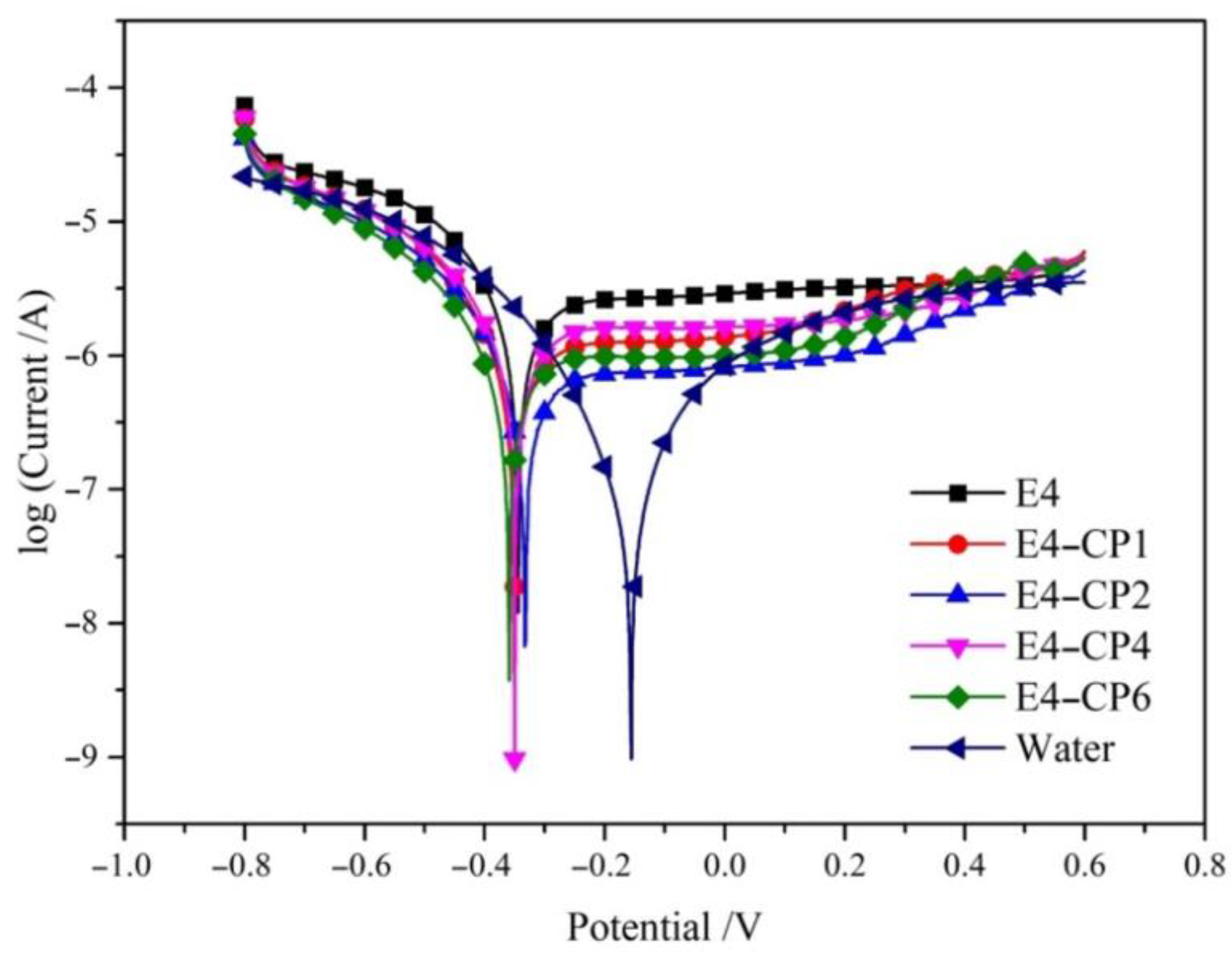
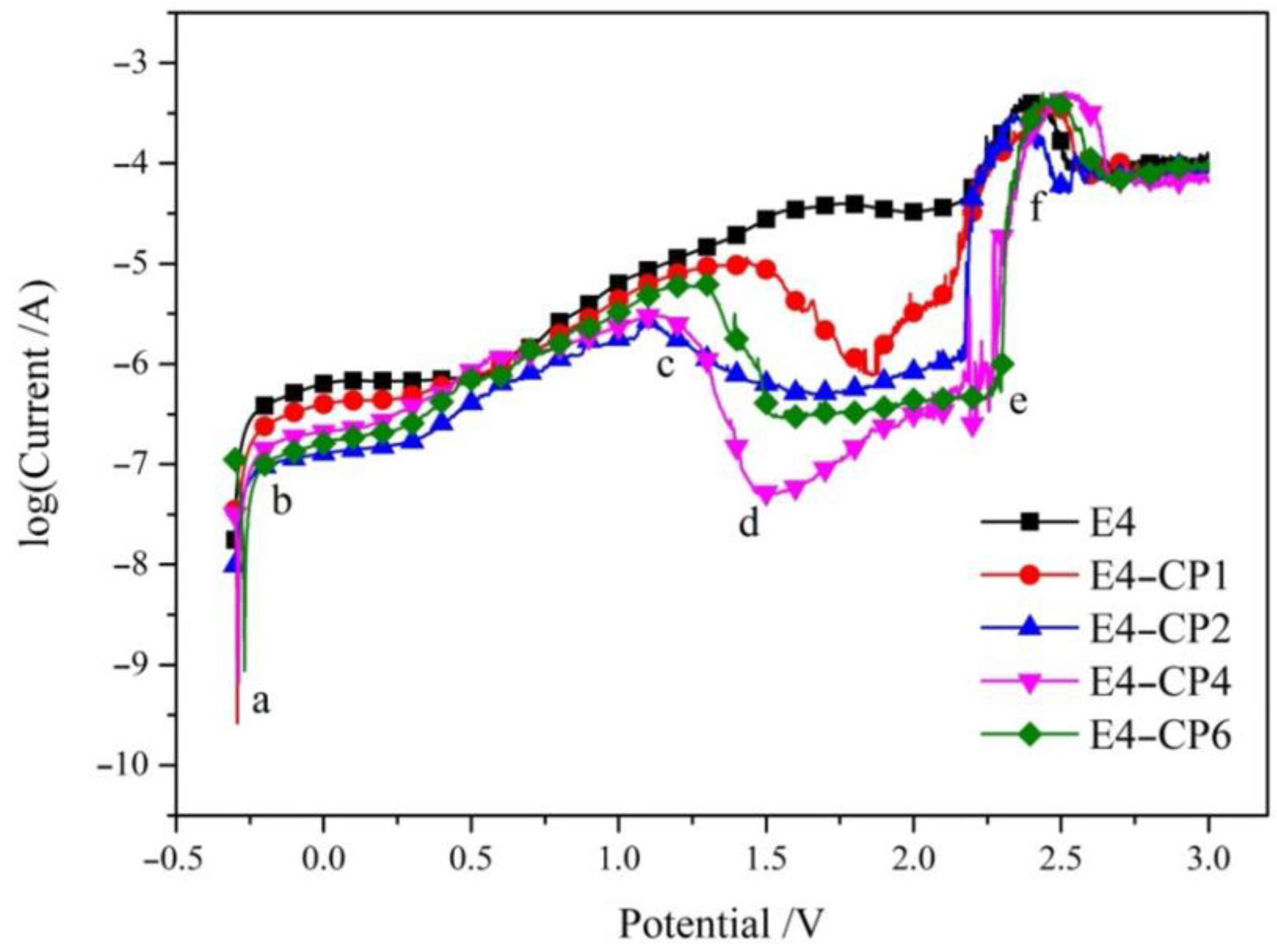
2.1.1. Potentiodynamic Polarization Curves of Stainless Steel in the Cutting Fluid
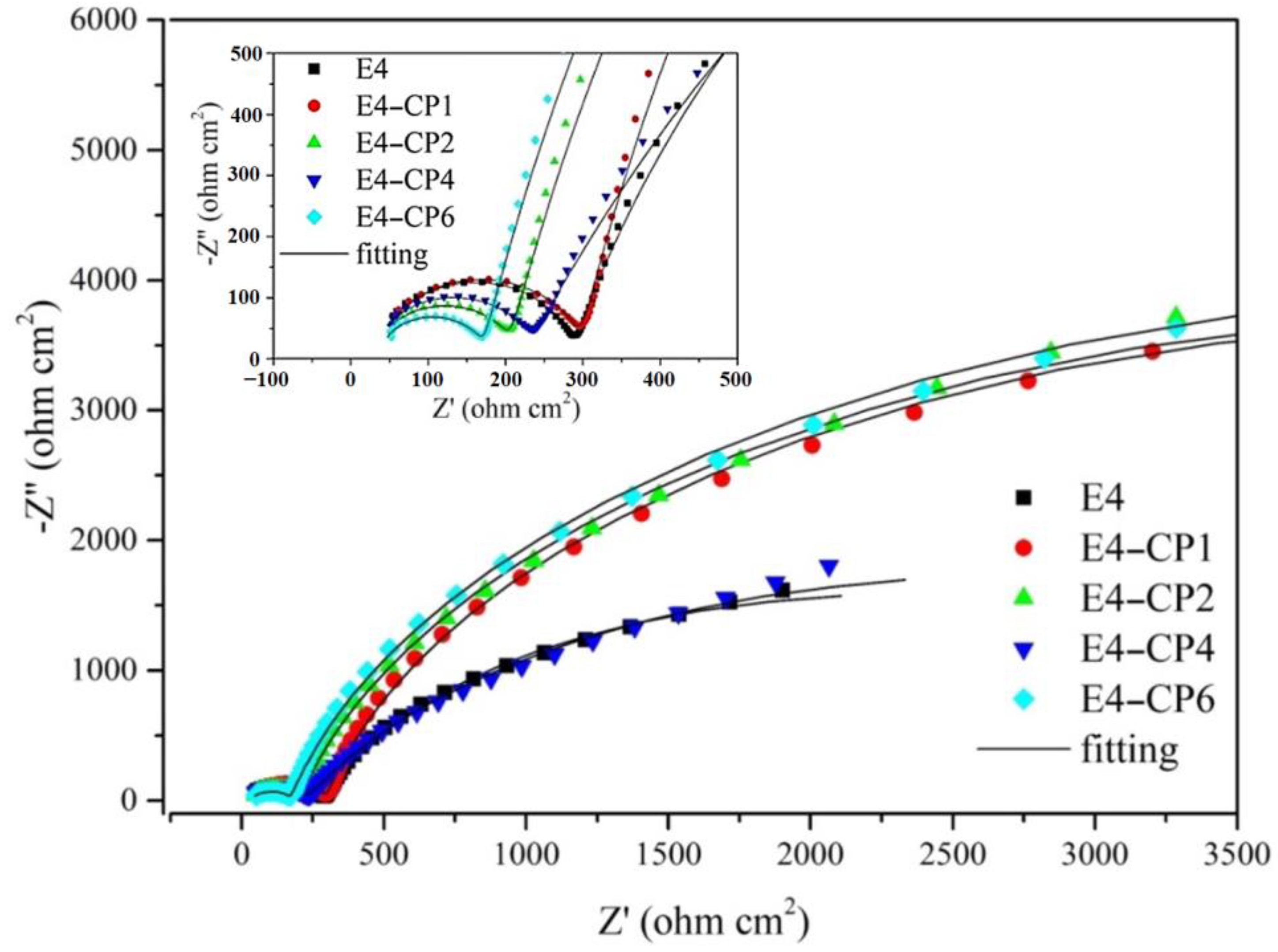
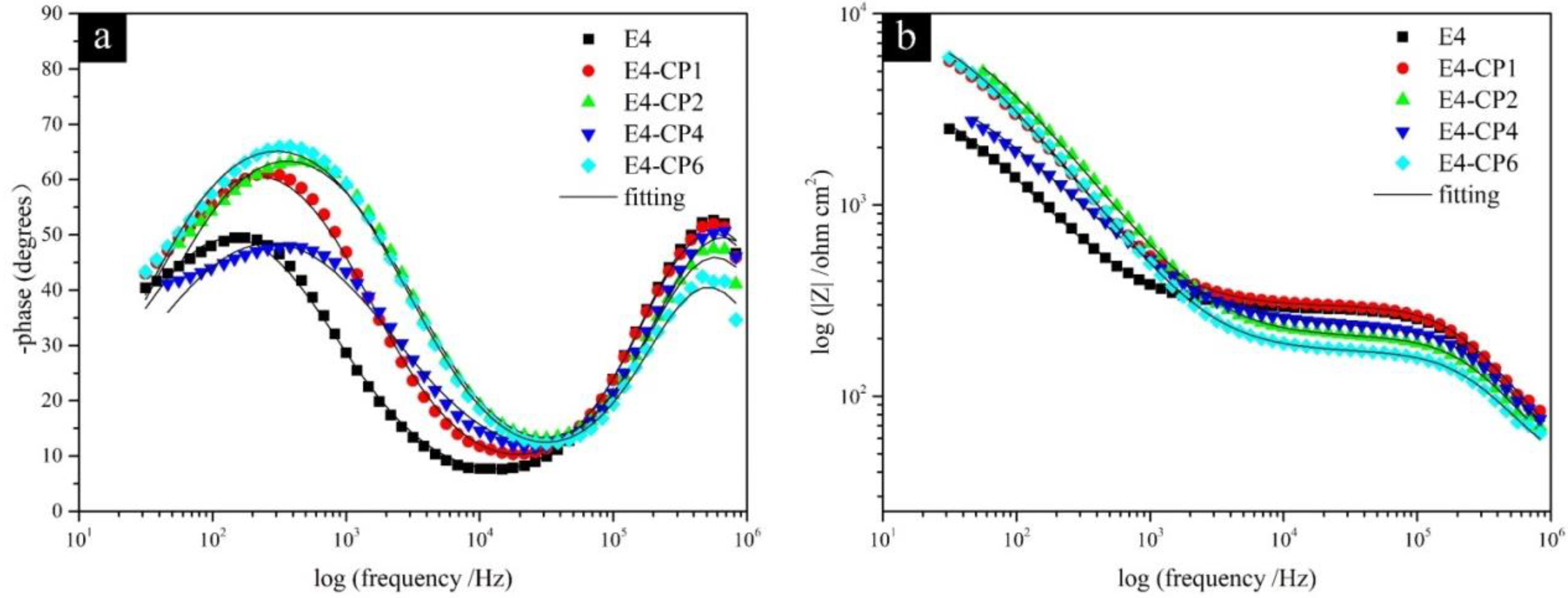
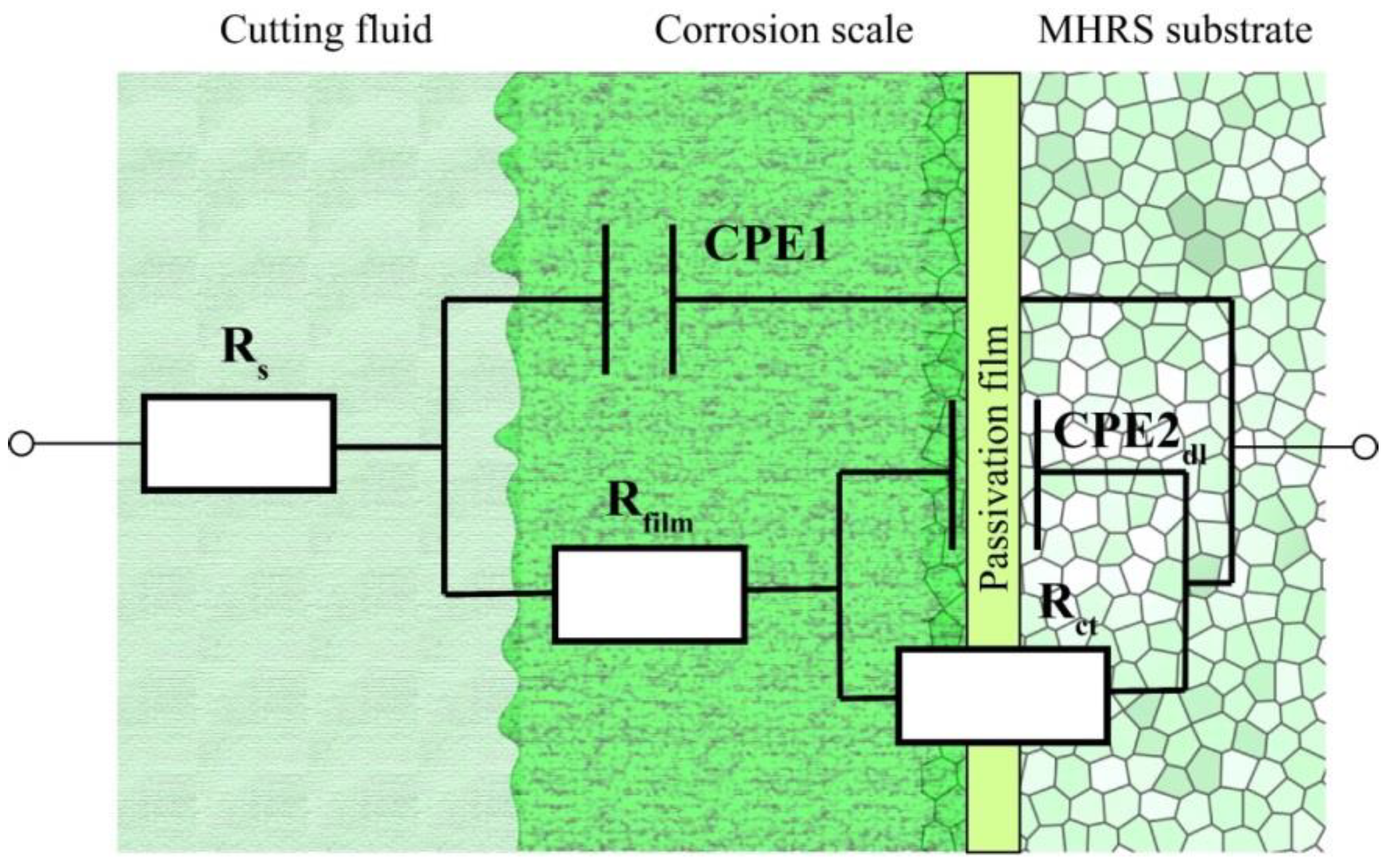
2.1.2. Electrochemical Impedance Spectroscopy (EIS) Analysis of Passivation Film
2.2. Observation of Surface Morphology and Component Analysis of Passivation Film
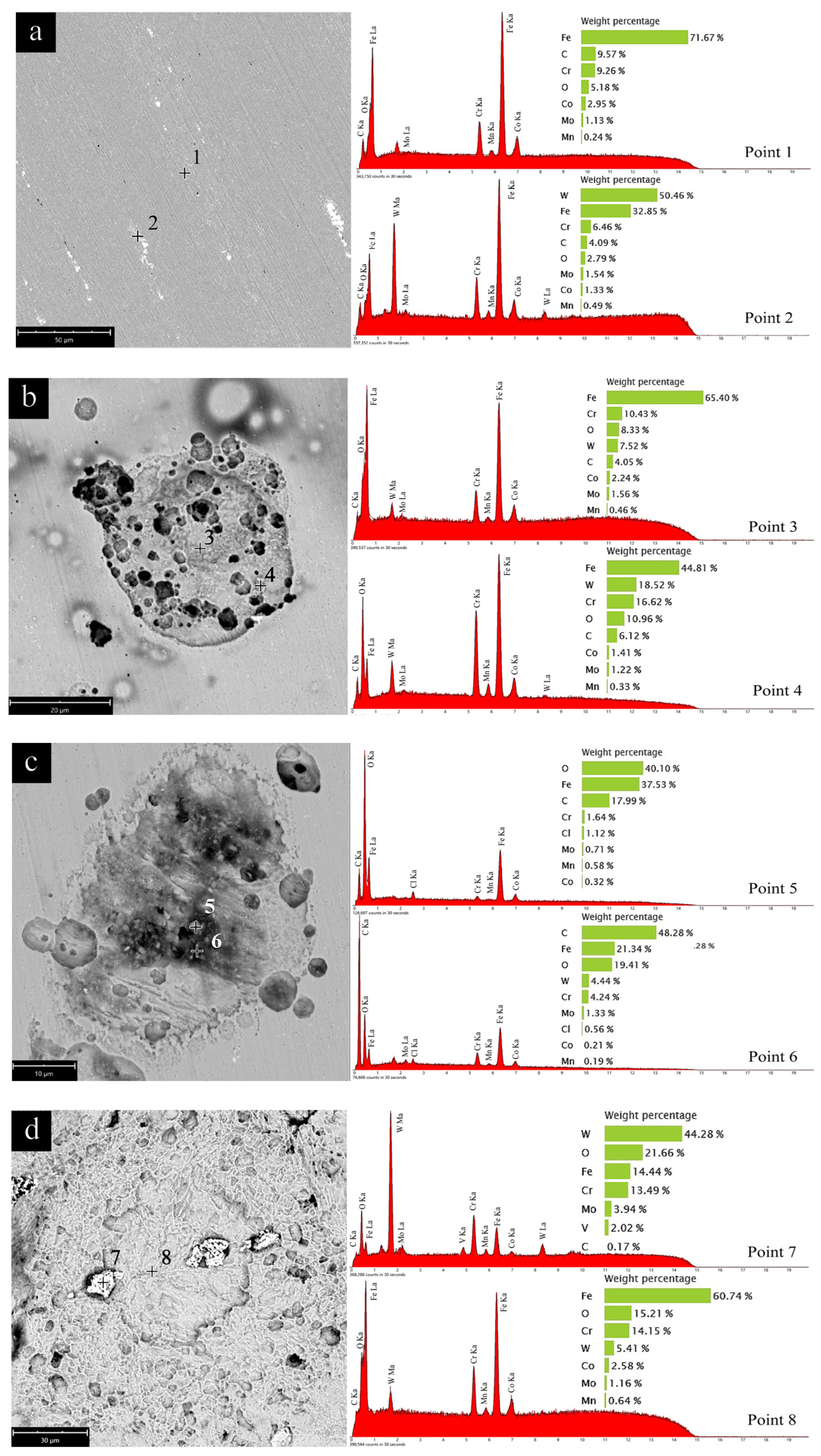
2.2.1. SEM EDS Analysis of the Passivation Film
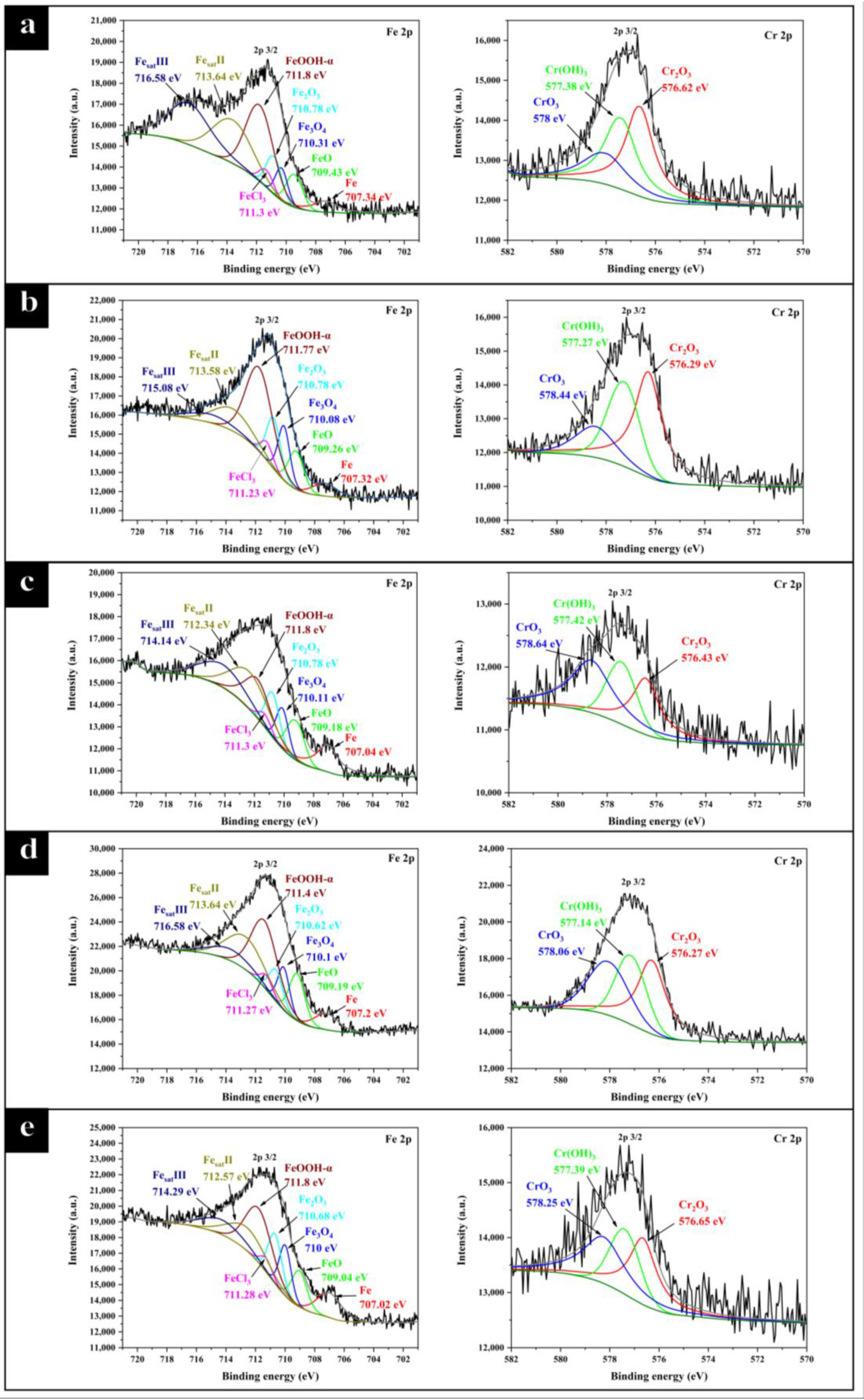
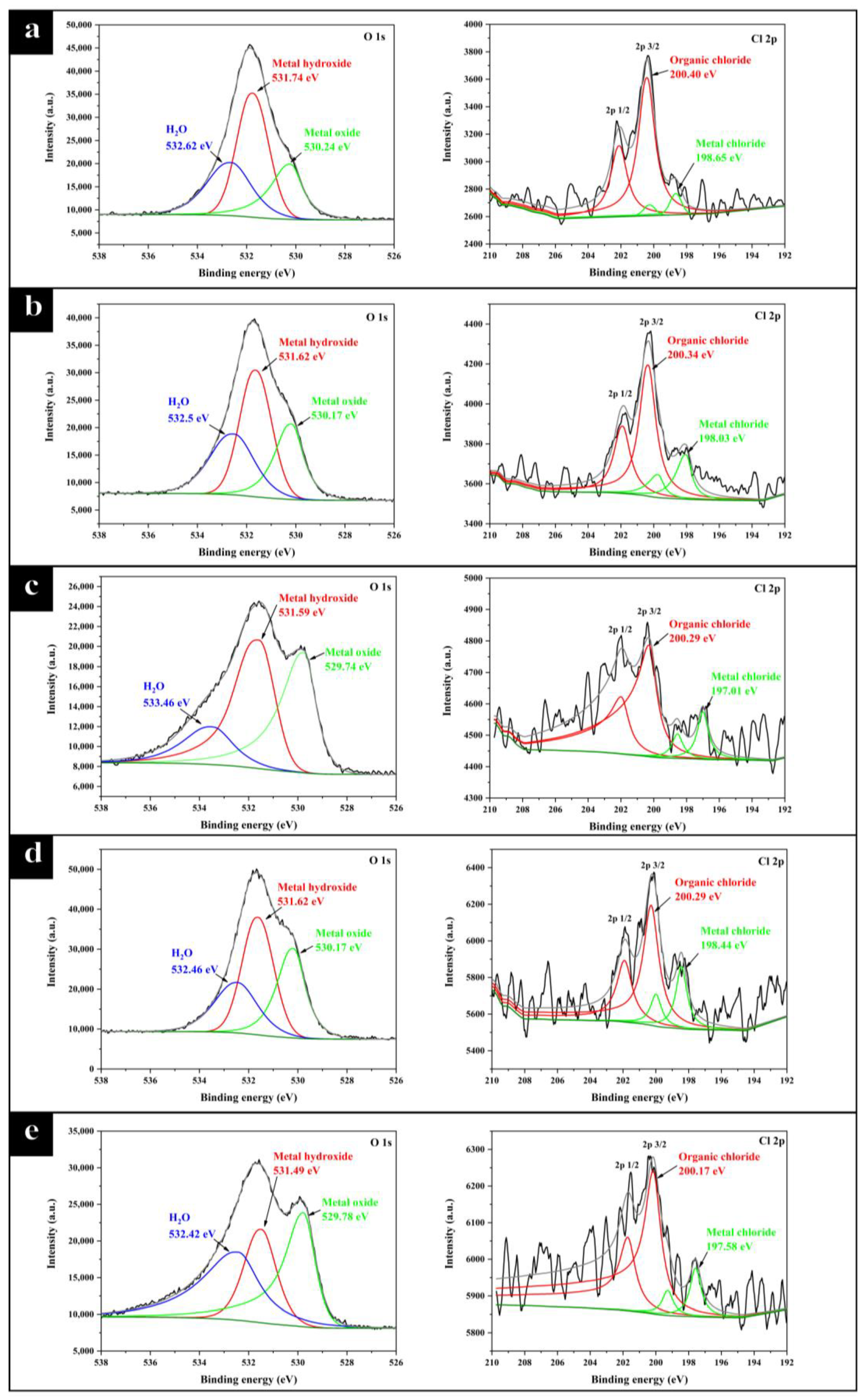
2.2.2. XPS Analysis of the Products in Corrosion Scale
3. Experiment Design
3.1. Preparation of Stainless Steel Sample for Electrochemical Characterization
3.2. Preparation of Cutting Fluid and Electrochemical Characterization
3.3. Surface Morphology Observation and Passivation Products Characterization
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Sample Availability
References
- Zhang, T.; Xie, H.; Huo, M.; Jia, F.; Li, L.; Pan, D.; Wu, H.; Liu, J.; Yang, T.; Jiang, F.; et al. A method for the determination of individual phase properties in multiphase steels. Mater. Sci. Eng. A 2022, 854, 143707. [Google Scholar] [CrossRef]
- Tian, K.V.; Festa, G.; Basoli, F.; Lagana, G.; Scherillo, A.; Andreani, C.; Bollero, P.; Licoccia, S.; Senesi, R.; Cozza, P. Orthodontic archwire composition and phase analyses by neutron spectroscopy. Dent. Mater. J. 2017, 36, 282–288. [Google Scholar] [CrossRef] [PubMed]
- Tian, K.V.; Festa, G.; Basoli, F.; Lagana, G.; Scherillo, A.; Andreani, C.; Bollero, P.; Licoccia, S.; Senesi, R.; Cozza, P. Composition―Nanostructure Steered Performance Predictions in Steel Wires. Nanomaterials 2019, 9, 1119. [Google Scholar] [CrossRef] [PubMed]
- Cheng, X.; Zha, X.M.; Jiang, F. Optimizing the geometric parameters of cutting edge for rough machining Fe-Cr-Ni stainless steel. Int. J. Adv. Manuf. Technol. 2016, 85, 683–693. [Google Scholar] [CrossRef]
- Jiang, F.; Zhang, T.; Yan, L. Estimation of temperature-dependent heat transfer coefficients in near-dry cutting. Int. J. Adv. Manuf. Technol. 2016, 86, 1207–1218. [Google Scholar] [CrossRef]
- Taylor, F. On the Art of Cutting Metals/Frederick Winslow Taylor; American Society of Mechanical Engineers: New York, NY, USA, 1907. [Google Scholar]
- Zhu, J.; Yan, P.; Jiao, L.; Peng, Z.; Wang, P.; Wang, X.; Rong, Y. Effect of cutting fluids on corrosion properties and turning surface quality of Fe-based superalloy. Adv. Mech. Eng. 2017, 9, 1687814017730534. [Google Scholar] [CrossRef]
- Yan, P.; Rong, Y.; Wang, X.; Zhu, J.; Jiao, L.; Liang, Z. Effect of cutting fluid on precision machined surface integrity of heat-resistant stainless steel. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 232, 1535–1548. [Google Scholar] [CrossRef]
- Debnath, S.; Reddy, M.M.; Yi, Q.S. Environmental friendly cutting fluids and cooling techniques in machining: A review. J. Clean. Prod. 2014, 83, 33–47. [Google Scholar] [CrossRef]
- Saha, R.; Donofrio, R.S. The microbiology of metalworking fluids. Appl. Microbiol. Biotechnol. 2012, 94, 1119–1130. [Google Scholar] [CrossRef]
- Randegger-Vollrath, A. Determination of chlorinated paraffins in cutting fluids and lubricants. Fresenius’ J. Anal. Chem. 1998, 360, 62–68. [Google Scholar] [CrossRef]
- Xia, Y.; Hu, J.; Zhou, F.; Lin, Y.; Qiao, Y.; Xu, T. Friction and wear behavior of plasma nitrided 1Cr18Ni9Ti austenitic stainless steel under lubrication condition. Mater. Sci. Eng. A 2005, 402, 135–141. [Google Scholar] [CrossRef]
- Hao, L.; Jiang, Z.; Wei, D.; Zhao, Y.; Zhao, J.; Luo, M.; Ma, L.; Luo, S.; Jiang, L. Effect of extreme pressure agents on the anti-scratch behaviour of high-speed steel material. Tribol. Int. 2015, 81, 19–28. [Google Scholar] [CrossRef]
- Saini, V.; Bijwe, J.; Seth, S.; Ramakumar, S.S.V. Role of base oils in developing extreme pressure lubricants by exploring nano-PTFE particles. Tribol. Int. 2020, 143, 106071. [Google Scholar] [CrossRef]
- Saini, V.; Bijwe, J.; Seth, S.; Ramakumar, S.S.V. Potential exploration of nano-talc particles for enhancing the anti-wear and extreme pressure performance of oil. Tribol. Int. 2020, 151, 106452. [Google Scholar] [CrossRef]
- Chumakov, D.A.; Stan’kovskii, L.; Dorogochinskaya, V.A.; Tonkonogov, B.P. The Study of the Mutual Influence of Anti-Wear and Extreme Pressure Additives on the Nature of Wear of a Metal Surface. Chem. Technol. Fuels Oils 2019, 55, 135–144. [Google Scholar] [CrossRef]
- Petrushina, I.M.; Christensen, E.; Bergqvist, R.S.; Møller, P.B.; Bjerrum, N.J.; Høj, J.; Kann, G.; Chorkendorff, I. On the chemical nature of boundary lubrication of stainless steel by chlorine- and sulfur-containing EP-additives. Wear 2000, 246, 98–105. [Google Scholar] [CrossRef]
- Płaza, S.; Celichowski, G.; Margielewski, L. Load-carrying synergism of binary additive systems: Dibenzyl disulphide and halogenated hydrocarbons. Tribol. Int. 1999, 32, 315–325. [Google Scholar] [CrossRef]
- Vogel, T.M.; Criddle, C.S.; McCarty, P.L. ES&T critical reviews: Transformations of halogenated aliphatic compounds. Environ. Sci. Technol. 1987, 21, 722–736. [Google Scholar]
- Zhao, R.; Xu, W.; Yu, Q.; Niu, L. Synergistic effect of SAMs of S-containing amino acids and surfactant on corrosion inhibition of 316L stainless steel in 0.5 M NaCl solution. J. Mol. Liq. 2020, 318, 114322. [Google Scholar] [CrossRef]
- Fouda, A.S.; Alsawy, T.F.; Ahmed, E.S.; Abou-elmagd, B.S. Performance of some thiophene derivatives as corrosion inhibitors for 304 stainless steel in aqueous solutions. Res. Chem. Intermed. 2013, 39, 2641–2661. [Google Scholar] [CrossRef]
- Zand, R.Z.; Verbeken, K.; Adriaens, A. Corrosion resistance performance of cerium doped silica sol–gel coatings on 304L stainless steel. Prog. Org. Coat. 2012, 75, 463–473. [Google Scholar] [CrossRef]
- Yeganeh, M.; Khosravi-Bigdeli, I.; Eskandari, M.; Alavi Zaree, S.R. Corrosion Inhibition of l-Methionine Amino Acid as a Green Corrosion Inhibitor for Stainless steel in the H2SO4 Solution. J. Mater. Eng. Perform. 2020, 29, 3983–3994. [Google Scholar] [CrossRef]
- Song, G.; Atrens, A.; Stjohn, D.; Nairn, J.; Li, Y. The electrochemical corrosion of pure magnesium in 1 N NaCl. Corros. Sci. 1997, 39, 855–875. [Google Scholar] [CrossRef]
- Kear, G.; Barker, B.D.; Walsh, F.C. Electrochemical corrosion of unalloyed copper in chloride media-a critical review. Corros. Sci. 2004, 46, 109–135. [Google Scholar] [CrossRef]
- Cremasco, A.; Osório, W.R.; Freire, C.M.A.; Garcia, A.; Caram, R. Electrochemical corrosion behavior of a Ti–35Nb alloy for medical prostheses. Electrochim. Acta 2008, 53, 4867–4874. [Google Scholar] [CrossRef]
- Lim, T.S.; Ryu, H.S.; Hong, S.H. Electrochemical corrosion properties of CeO2-containing coatings on AZ31 magnesium alloys prepared by plasma electrolytic oxidation. Corros. Sci. 2012, 62, 104–111. [Google Scholar] [CrossRef]
- Shi, Z.; Jia, J.X.; Atrens, A. Galvanostatic anodic polarisation curves and galvanic corrosion of high purity Mg in 3.5% NaCl saturated with Mg(OH)2. Corros. Sci. 2012, 60, 296–308. [Google Scholar] [CrossRef]
- Fischer, D.A.; Vargas, I.T.; Pizarro, G.E.; Armijo, F.; Walczak, M. The effect of scan rate on the precision of determining corrosion current by Tafel extrapolation: A numerical study on the example of pure Cu in chloride containing medium. Electrochim. Acta 2019, 313, 457–467. [Google Scholar] [CrossRef]
- Tang, Z.; Huang, Q.A.; Wang, Y.J.; Zhang, F.; Li, W.; Li, A.; Zhang, L.; Zhang, J. Recent progress in the use of electrochemical impedance spectroscopy for the measurement, monitoring, diagnosis and optimization of proton exchange membrane fuel cell performance. J. Power Sources 2020, 468, 228361. [Google Scholar] [CrossRef]
- Rezaei Niya, S.M.; Hoorfar, M. Study of proton exchange membrane fuel cells using electrochemical impedance spectroscopy technique—A review. J. Power Sources 2013, 240, 281–293. [Google Scholar] [CrossRef]
- Carmezim, M.J.; Simões, A.M.; Montemor, M.F.; Cunha Belo, M.D. Capacitance behaviour of passive films on ferritic and austenitic stainless steel. Corros. Sci. 2005, 47, 581–591. [Google Scholar] [CrossRef]
- Kim, S.Y.; Kim, H.; Kwan, H.S. Effects of tungsten and nickel on repassivation rate of stainless steels in chloride solution by electrochemical method. Mater. Corros. 2006, 57, 835–842. [Google Scholar] [CrossRef]
- Lee, J.S.; Kitagawa, Y.; Nakanishi, T.; Hasegawa, Y.; Fushimi, K. Passivation Behavior of Type-316L Stainless steel in the Presence of Hydrogen Sulfide Ions Generated from a Local Anion Generating System. Electrochim. Acta 2016, 220, 304–311. [Google Scholar] [CrossRef]
- Yadav, K.; Manivannan, R.; Noyel Victoria, S. Electrochemical characterization of ruthenium dissolution and chemical mechanical polishing in hydrogen peroxide based slurries. Mater. Today Proc. 2019, 18, 1220–1228. [Google Scholar] [CrossRef]
- Hussin, M.H.; Kassim, M.J. The corrosion inhibition and adsorption behavior of Uncaria gambir extract on mild steel in 1 M HCl. Mater. Chem. Phys. 2011, 125, 461–468. [Google Scholar] [CrossRef]
- Tourabi, M.; Nohair, K.; Traisnel, M.; Jama, C.; Bentiss, F. Electrochemical and XPS studies of the corrosion inhibition of carbon steel in hydrochloric acid pickling solutions by 3, 5-bis (2-thienylmethyl)-4-amino-1, 2, 4-triazole. Corros. Sci. 2013, 75, 123–133. [Google Scholar] [CrossRef]
- Liao, C.; Yang, J.; He, Y.; Ming, X. Electrochemical corrosion behavior of the carburized porous TiAl alloy. J. Alloy. Compd. 2015, 619, 221–227. [Google Scholar] [CrossRef]
- Chen, L.; Richter, B.; Zhang, X.; Ren, X.; Pfefferkorn, F.E. Modification of surface characteristics and electrochemical corrosion behavior of laser powder bed fused stainless-steel 316L after laser polishing. Addit. Manuf. 2020, 32, 101013. [Google Scholar] [CrossRef]
- Perini, N.; Corradini, P.G.; Nascimento, V.P.; Passamani, E.C.; Freitas, M.B.J.G. Characterization of AISI 1005 corrosion films grown under cyclic voltammetry of low sulfide ion concentrations. Corros. Sci. 2013, 74, 214–222. [Google Scholar] [CrossRef]
- Liu, C.; Bi, Q.; Matthews, A. EIS comparison on corrosion performance of PVD TiN and CrN coated mild steel in 0.5 N NaCl aqueous solution. Corros. Sci. 2001, 43, 1953–1961. [Google Scholar] [CrossRef]
- Cao, M.; Liu, L.; Yu, Z.; Fan, L.; Li, Y.; Wang, F. Electrochemical corrosion behavior of 2A02 Al alloy under an accelerated simulation marine atmospheric environment. J. Mater. Sci. Technol. 2019, 35, 651–659. [Google Scholar] [CrossRef]
- Atapour, M.; Wang, X.; Färnlund, K.; Wallinder, O.I.; Hedberg, Y. Corrosion and metal release investigations of selective laser melted 316L stainless steel in a synthetic physiological fluid containing proteins and in diluted hydrochloric acid. Electrochim. Acta 2020, 354, 136748. [Google Scholar] [CrossRef]
- Chastain, J.; King Jr, R.C. Handbook of X-ray Photoelectron Spectroscopy; Perkin-Elmer Corporation: Waltham, MA, USA, 1992; Volume 40, p. 221. [Google Scholar]
- Kim, B.G.; Park, J.; Choi, W.; Han, D.S.; Kim, J.; Park, H. Electrocatalytic arsenite oxidation using iron oxyhydroxide polymorphs (α-, β-, and γ-FeOOH) in aqueous bicarbonate solution. Appl. Catal. B Environ. 2021, 283, 119608. [Google Scholar] [CrossRef]
- Chiba, K.; Ohmori, R.; Tanigawa, H.; Yoneoka, T.; Tanaka, S. H2O trapping on various materials studied by AFM and XPS. Fusion Eng. Des. 2000, 49, 791–797. [Google Scholar] [CrossRef]
- Zhang, Z.; Ter-Ovanessian, B.; Marcelin, S.; Normand, B. Investigation of the passive behavior of a Ni–Cr binary alloy using successive electrochemical impedance measurements. Electrochim. Acta 2020, 353, 136531. [Google Scholar] [CrossRef]
- Grant, J. Methods for quantitative analysis in XPS and AES. Surf. Interface Anal. 1989, 14, 271–283. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ecorr/V | Icorr/μA cm−2 | An Slope | Ca Slope | |
|---|---|---|---|---|
| E4 | −0.34 | 2.566 | 1.862 | 6.019 |
| E4-CP1 | −0.35 | 1.152 | 1.897 | 6.619 |
| E4-CP2 | −0.33 | 0.764 | 1.767 | 6.844 |
| E4-CP4 | −0.35 | 1.509 | 2.111 | 5.996 |
| E4-CP6 | −0.36 | 0.938 | 1.818 | 6.518 |
| Water | −0.16 | 0.081 | 6.429 | 9.227 |
| Rs | CPE1 | Rfilm | CPE2dl | Rct | |||
|---|---|---|---|---|---|---|---|
| Ω·cm−2 | T (10−9 sn Ω−1·cm−2) | n | Ω·cm−2 | T (10−6 sn Ω−1·cm−2) | n | Ω·cm−2 | |
| E4 | 36.07 (0.04) | 2.99 (0.12) | 1.00 (0.09) | 248.6 (0.10) | 3.48 (0.04) | 0.83 (0.006) | 4241 (0.02) |
| E4-CP1 | 38.27 (0.04) | 3.19 (0.13) | 0.99 (0.10) | 259.5 (0.01) | 1.02 (0.03) | 0.89 (0.004) | 8770 (0.02) |
| E4-CP2 | 35.71 (0.05) | 2.99 (0.21) | 1.00 (0.01) | 169.4 (0.02) | 0.89 (0.03) | 0.87 (0.005) | 9778 (0.02) |
| E4-CP4 | 33.96 (0.06) | 2.38 (0.19) | 1.00 (0.01) | 194.4 (0.02) | 3.30 (0.05) | 0.76 (0.008) | 5086 (0.03) |
| E4-CP6 | 37.51 (0.03) | 4.43 (0.16) | 1.00 (0.01) | 135.9 (0.01) | 0.93 (0.02) | 0.89 (0.003) | 8941 (0.02) |
| Components | E4 | E4-CP1 | E4-CP2 | E4-CP4 | E4-CP6 | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| FWHM (eV) | BE (eV) | Area (a.u.) | BE (eV) | Area (a.u.) | BE (eV) | Area (a.u.) | BE (eV) | Area (a.u.) | BE (eV) | Area (a.u.) | |
| Fe met | 2 | 707.3 | 1591.68 | 707.3 | 1406.82 | 707 | 3301.96 | 707.2 | 2761.18 | 707 | 3393.58 |
| FeO | 1.27 | 709.4 | 2148.63 | 709.3 | 2666.73 | 709.2 | 2738.41 | 709.2 | 5130.01 | 709 | 3062.91 |
| Fe3O4 | 0.97 | 710.3 | 1607.4 | 710.1 | 2885.96 | 710.1 | 1902.64 | 710.1 | 3546.17 | 710 | 3261.37 |
| Fe2O3 | 1.14 | 710.8 | 2329.76 | 710.8 | 3166.89 | 710.8 | 2405.36 | 710.6 | 3069.4 | 710.7 | 3763.99 |
| FeCl3 | 1.03 | 711.3 | 977.63 | 711.2 | 1039.56 | 711.3 | 653.1 | 711.3 | 1279.99 | 711.3 | 956.38 |
| α-FeOOH | 2.17 | 711.8 | 8382.02 | 711.8 | 9939.37 | 711.8 | 4205.05 | 711.4 | 12,402.6 | 711.8 | 7849.99 |
| FesatⅡ | 3.14 | 713.6 | 7066.94 | 713.6 | 3811.13 | 712.3 | 5596.48 | 712.7 | 8843.04 | 712.6 | 4843.91 |
| FesatⅢ | 3.5 | 716.6 | 7451.96 | 715.1 | 1624.68 | 714.1 | 4085.5 | 713.7 | 3446.05 | 714.3 | 3433.72 |
| Cr2O3 | 1.33 | 576.6 | 4536.04 | 576.3 | 6260.67 | 576.4 | 1790.08 | 576.3 | 8183.33 | 576.7 | 1791.15 |
| Cr(OH)3 | 1.45 | 577.4 | 3955.75 | 577.3 | 4196.74 | 577.4 | 1497.42 | 577.1 | 5832.49 | 577.4 | 2524.22 |
| CrO3 | 2 | 578 | 2340.47 | 578.4 | 2025.91 | 578.6 | 2414.5 | 578.1 | 6101.37 | 578.3 | 3393.58 |
| Metal Oxide | 1.5 | 531.7 | 23,191.4 | 531.6 | 22,758.4 | 531.6 | 25,927.4 | 531.6 | 36,335.4 | 531.5 | 31,226.5 |
| Metal hydroxides | 1.15 | 530.2 | 43,355.4 | 530.2 | 37,254.4 | 529.7 | 29,460.4 | 530.2 | 47,145.4 | 529.8 | 21,768.8 |
| Bounded water | 2 | 532.6 | 28,109.9 | 532.5 | 26,676.5 | 533.5 | 10,670.2 | 532.5 | 29,327.7 | 532.4 | 32,464.4 |
| Organic chloride2p3 | 1.13 | 200.4 | 1980 | 200.3 | 1273.23 | 200.3 | 1125.89 | 200.3 | 1437.22 | 200.2 | 1217.16 |
| Organic chloride2p1 | 1.13 | 202.1 | 995.42 | 201.9 | 642.95 | 202 | 564.61 | 201.9 | 707.71 | 201.7 | 587.65 |
| Metal chloride2p3 | 0.81 | 198.7 | 215.59 | 198 | 642.95 | 197 | 187.83 | 198.4 | 426.44 | 197.6 | 164.37 |
| Metal chloride2p1 | 0.81 | 200.3 | 105.72 | 199.7 | 183.29 | 198.6 | 96.57 | 200 | 218.83 | 199.3 | 84.47 |
| Elements | C | Mn | Cr | Mo | V | Ni | Co | W | Nb | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| wt% | 0.08~0.13 | 0.35~0.65 | 10~12 | 0.10~0.40 | 0.15~0.25 | 0.3~0.7 | 2.5~3.5 | 2.4~3.0 | 0.05~0.12 | Balance |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yan, L.; Yao, X.; Zhang, T.; Jiang, F.; Shui, Y.; Xie, H.; Xiang, Z.; Li, Y.; Lin, L. Passivation Effect of the Chlorinated Paraffin Added in the Cutting Fluid on the Surface Corrosion Resistance of the Stainless Steel. Molecules 2023, 28, 3648. https://doi.org/10.3390/molecules28093648
Yan L, Yao X, Zhang T, Jiang F, Shui Y, Xie H, Xiang Z, Li Y, Lin L. Passivation Effect of the Chlorinated Paraffin Added in the Cutting Fluid on the Surface Corrosion Resistance of the Stainless Steel. Molecules. 2023; 28(9):3648. https://doi.org/10.3390/molecules28093648
Chicago/Turabian StyleYan, Lan, Xingguo Yao, Tian Zhang, Feng Jiang, Yan Shui, Hong Xie, Zhiyang Xiang, Yousheng Li, and Liangliang Lin. 2023. "Passivation Effect of the Chlorinated Paraffin Added in the Cutting Fluid on the Surface Corrosion Resistance of the Stainless Steel" Molecules 28, no. 9: 3648. https://doi.org/10.3390/molecules28093648