
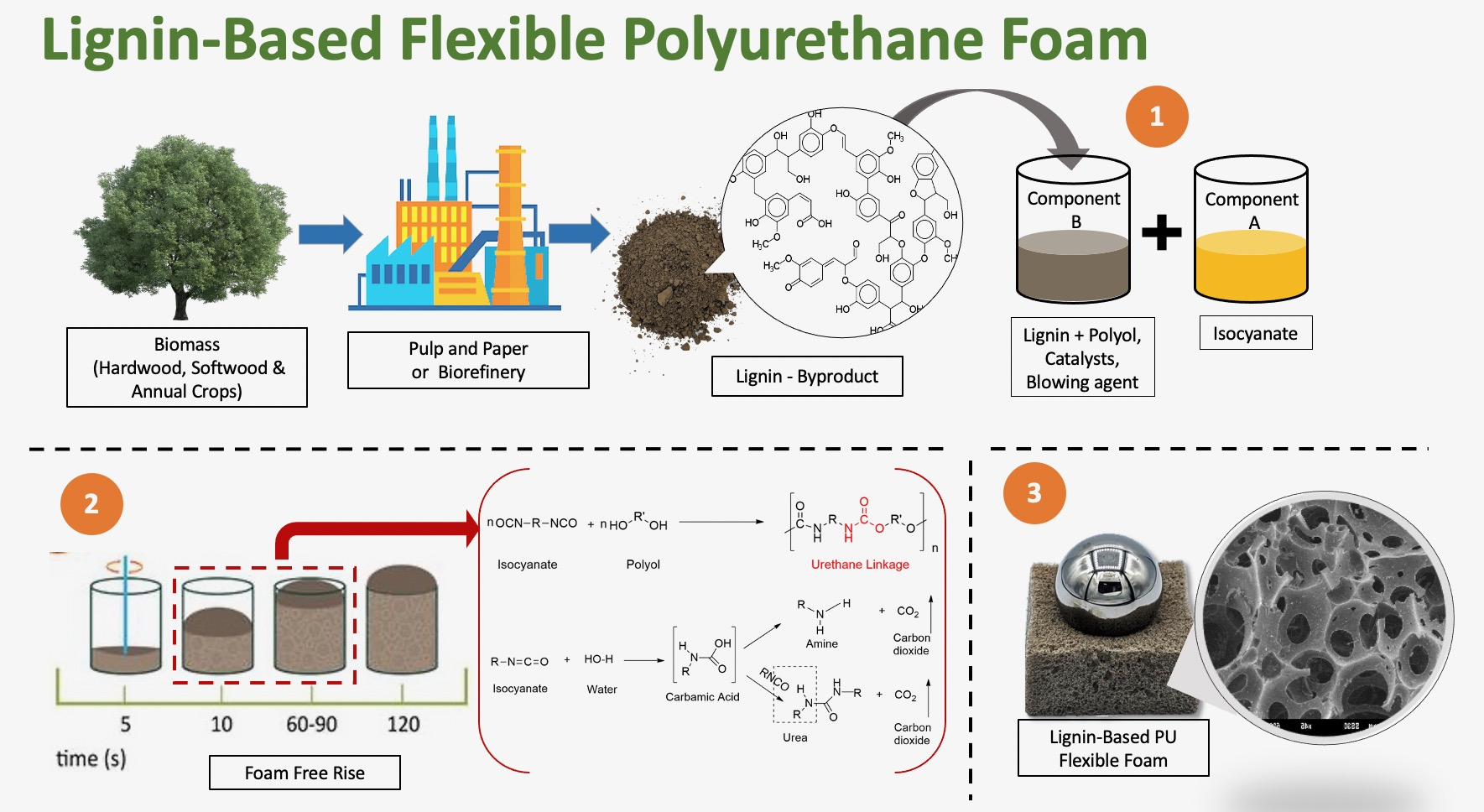
Lignin as a Partial Polyol Replacement in Polyurethane Flexible Foam



Abstract
:
1. Introduction
2. Results and Discussions
2.1. Lignin Characterization
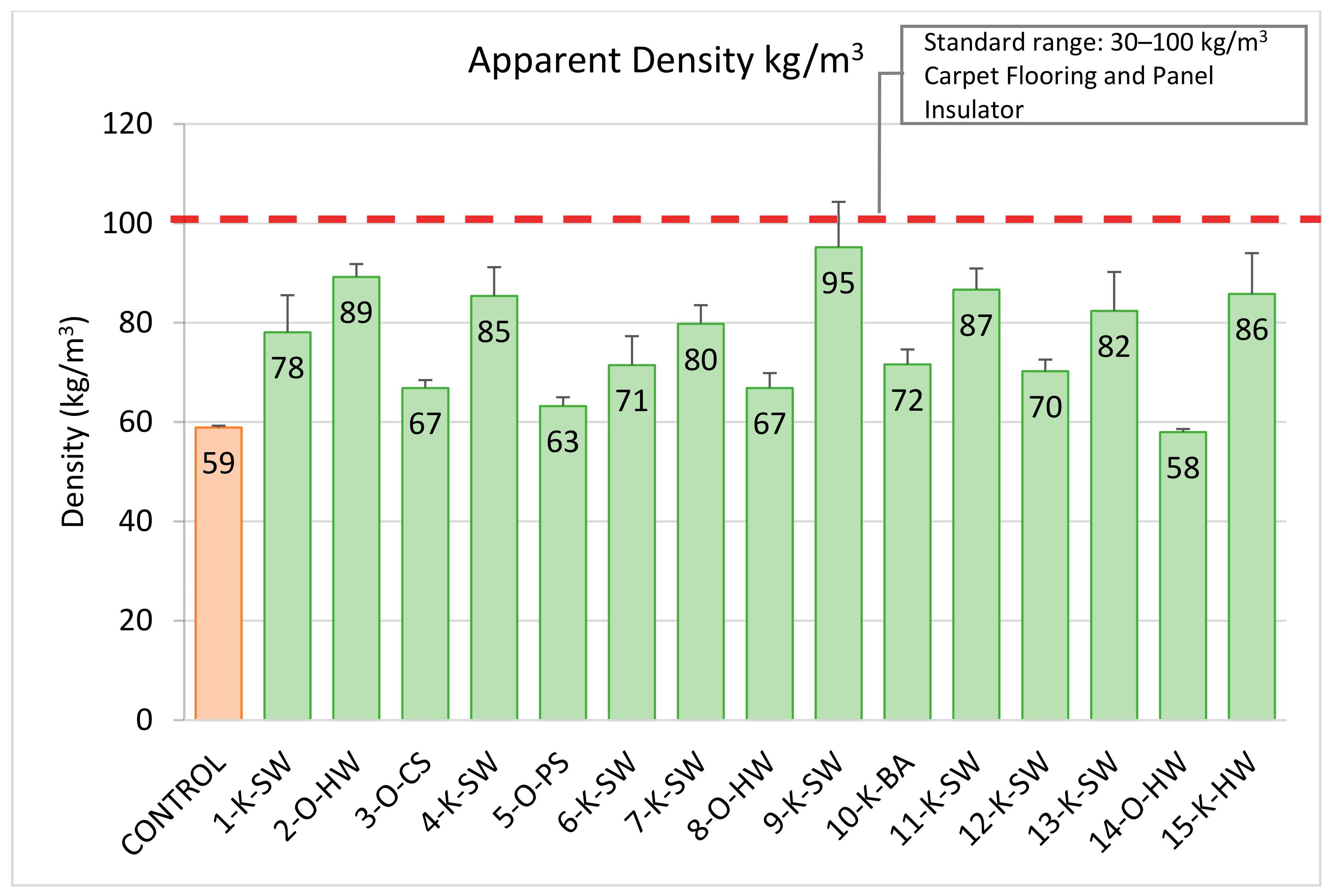
2.2. Apparent Density
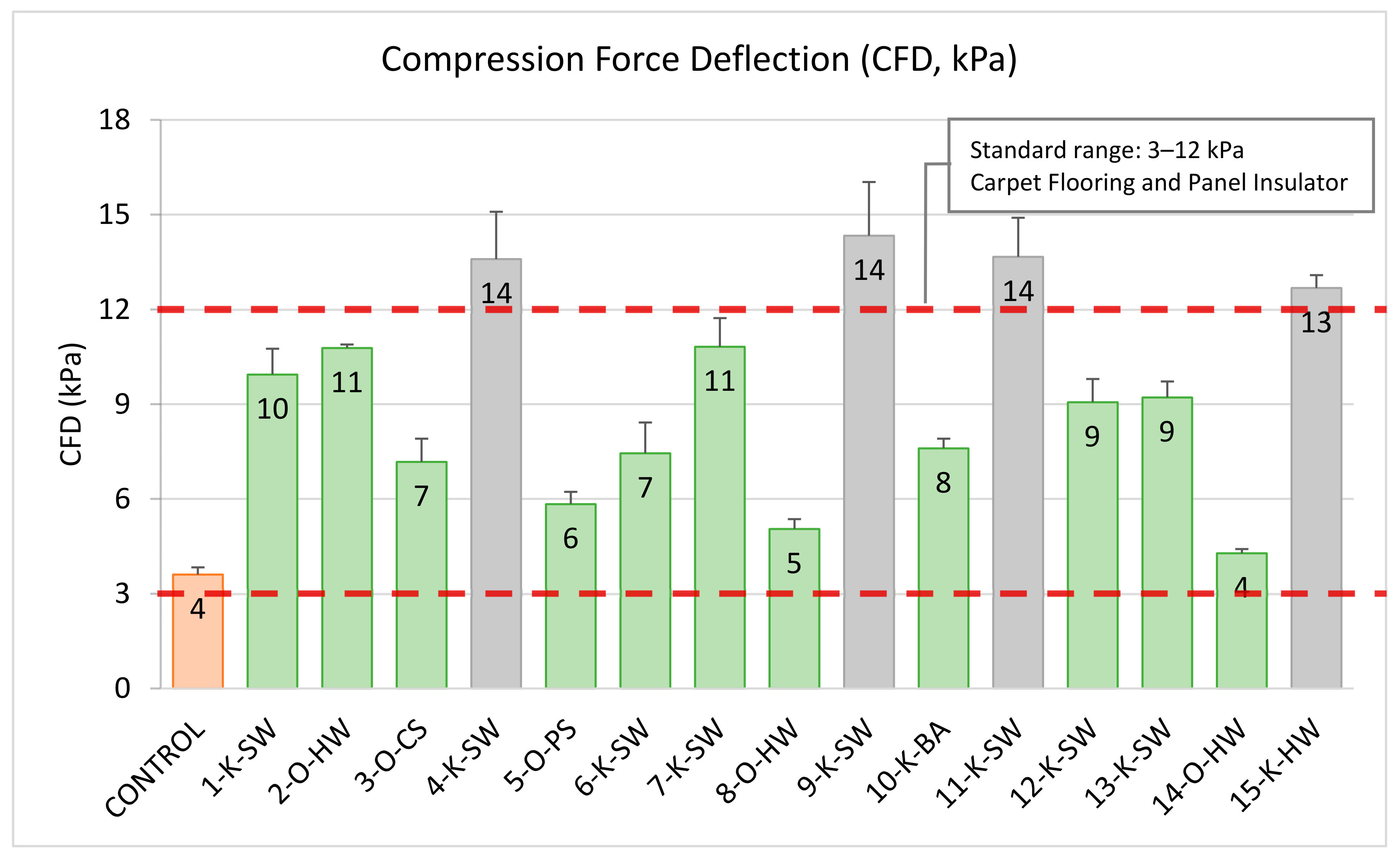
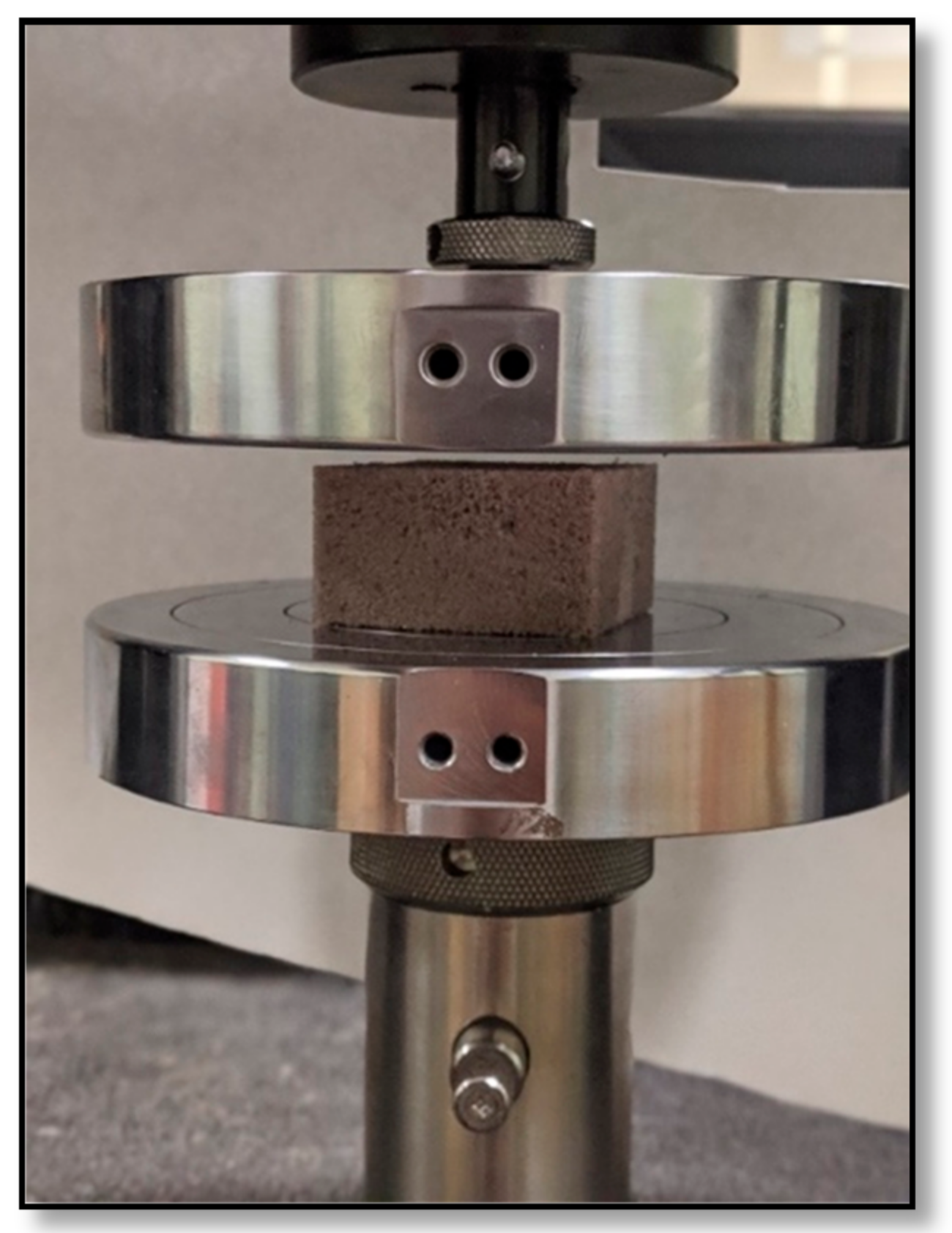
2.3. Compression Force Deflection (CFD) and Compression Modulus
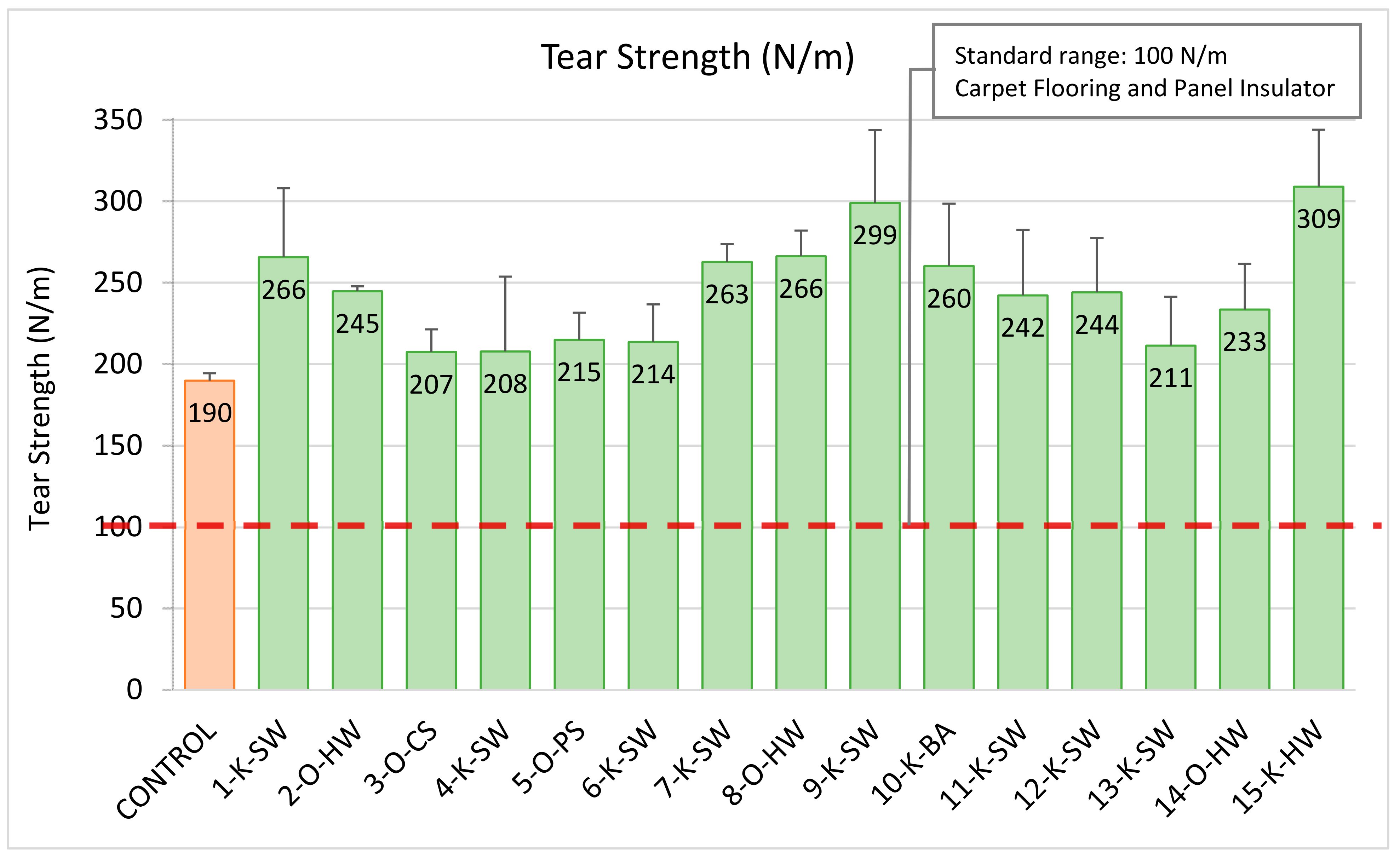
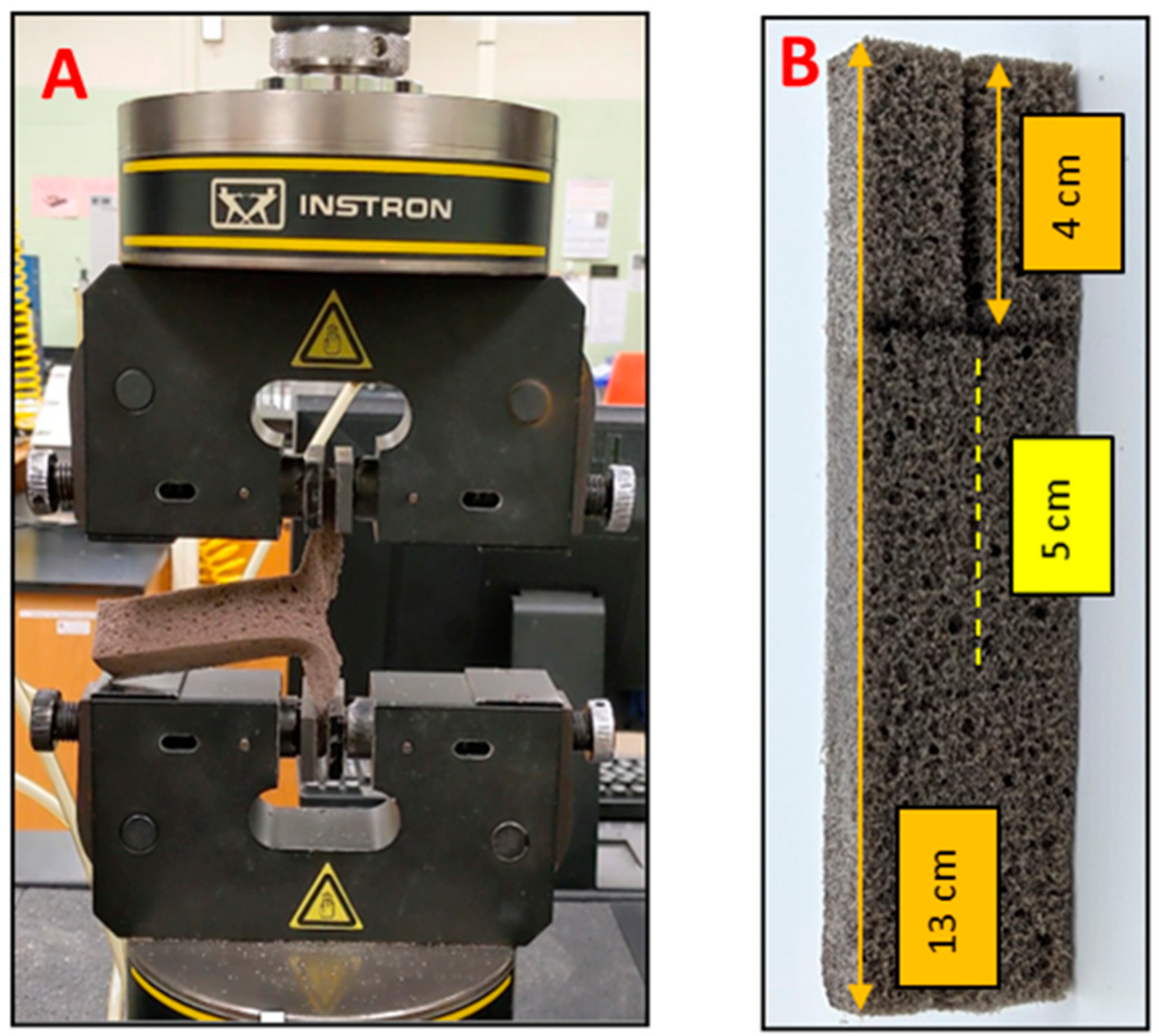
2.4. Tear Strength
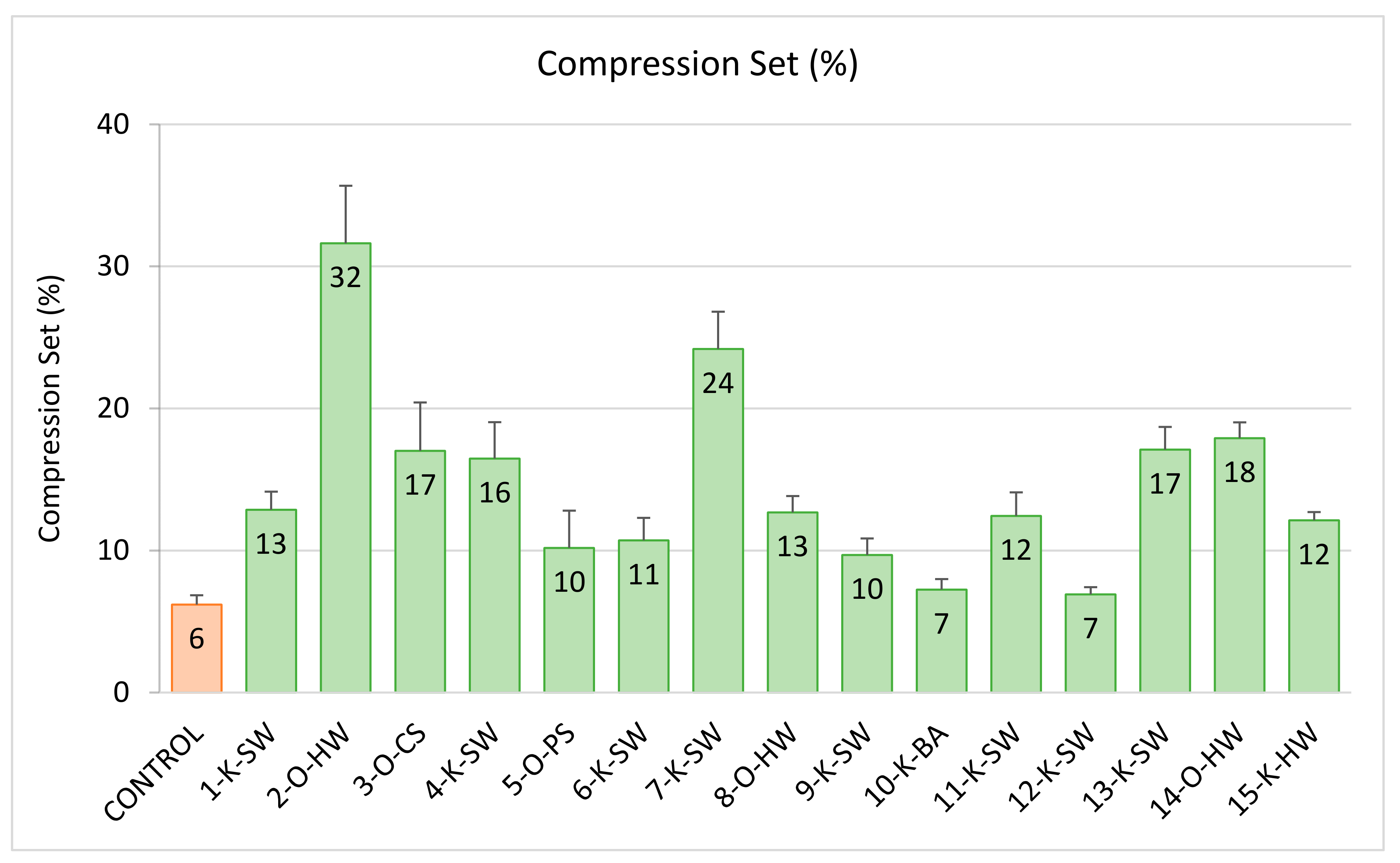
2.5. Compression Set
2.6. Tensile Strength and Ultimate Elongation
2.7. Support (Sag) Factor
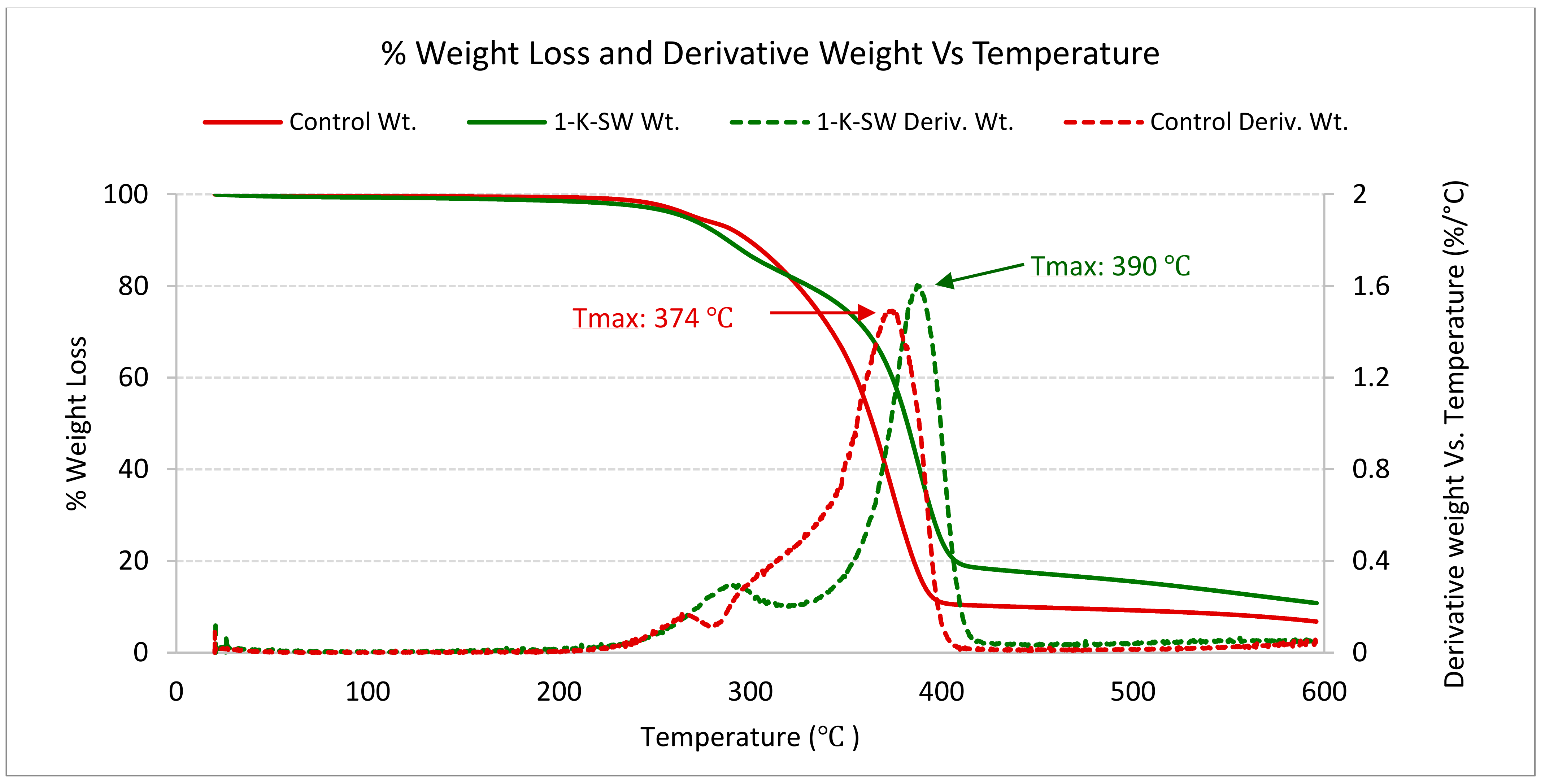
2.8. Thermal Properties
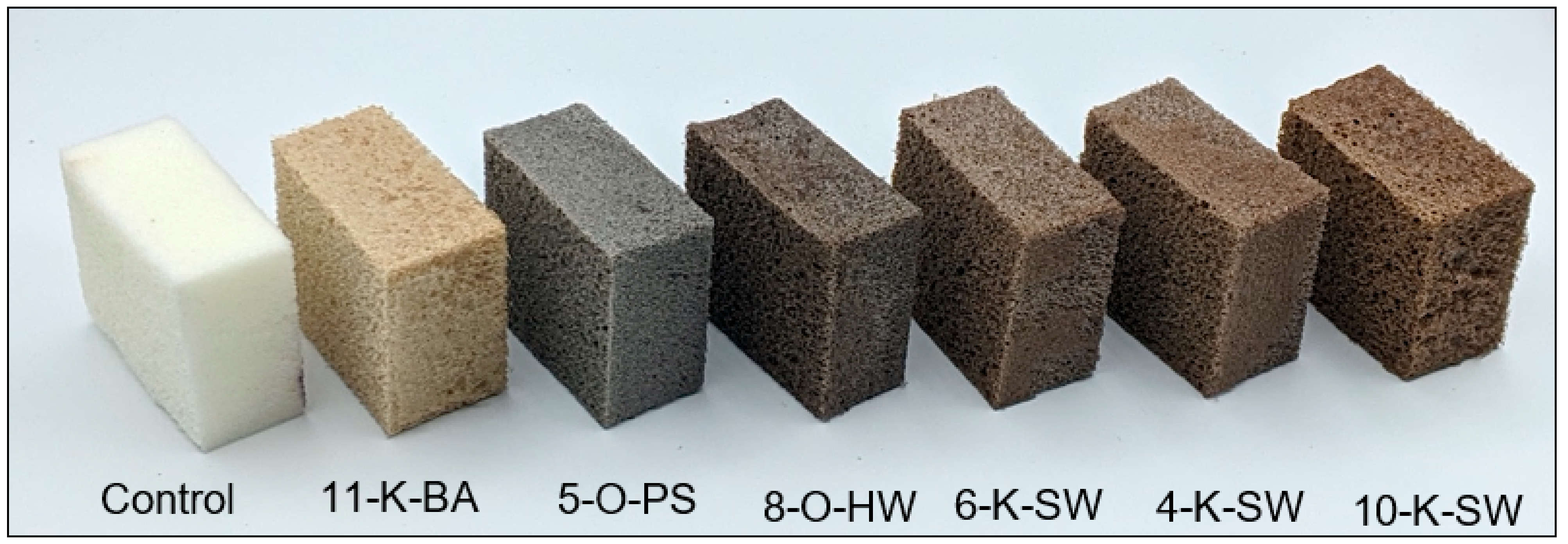
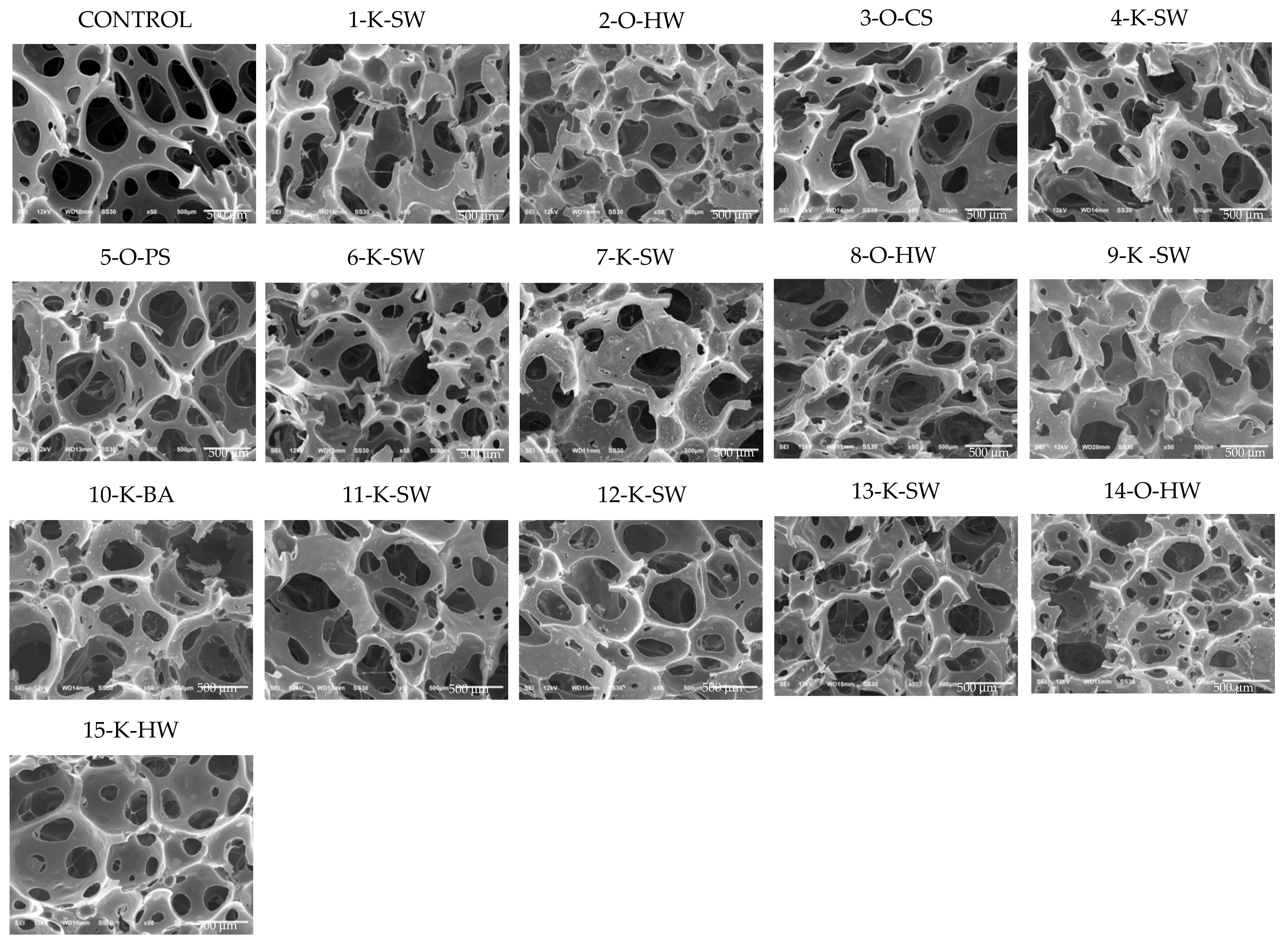
2.9. SEM Analysis
2.10. Statistical Analysis (Pearson Correlation)
3. Materials and Methods
3.1. Materials
3.2. Lignin Characterization
3.2.1. Hydroxyl Content (mmol/g)
3.2.2. Molecular Weight Distribution
3.2.3. Glass Transition Temperature (Tg)
3.3. Synthesis of Lignin-Based Flexible Polyurethane Foams
3.4. Characterization of Lignin-Based Flexible PU Foam
3.4.1. Apparent Density
3.4.2. Tensile Strength and Ultimate Elongation
3.4.3. Tear Strength
3.4.4. Compressive Force Deflection (CFD, at 50 % Compression)
3.4.5. Support (Sag) Factor
3.4.6. Compression Set
3.4.7. Thermal Properties (TGA)
3.4.8. SEM
3.4.9. Statistical Analysis
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Sample Availability
References
- Akindoyo, J.O.; Beg, M.D.H.; Ghazali, S.; Islam, M.R.; Jeyaratnam, N.; Yuvaraj, A.R. Polyurethane types, synthesis and applications-a review. RSC Adv. 2016, 6, 114453–114482. [Google Scholar] [CrossRef] [Green Version]
- Sonnenschein, M.F. Polyurethanes: Science, Technology, Markets, and Trends; Wiley Blackwell: Everberg/Hoboken, NJ, USA, 2014; pp. 207–234. [Google Scholar]
- Polyurethane Foams Market Global Forecast to 2023|Markets and Markets. Available online: https://www.marketsandmarkets.com/Market-Reports/polyurethane-foams-market-1251.html (accessed on 26 March 2020).
- Cinelli, P.; Anguillesi, I.; Lazzeri, A. Green synthesis of flexible polyurethane foams from liquefied lignin. Eur. Polym. J. 2013, 49, 1174–1184. [Google Scholar] [CrossRef]
- Bernardini, J.; Cinelli, P.; Anguillesi, I.; Coltelli, M.-B.; Lazzeri, A. Flexible polyurethane foams green production employing lignin or oxypropylated lignin. Eur. Polym. J. 2015, 64, 147–156. [Google Scholar] [CrossRef]
- Bernardini, J.; Anguillesi, I.; Coltelli, M.-B.; Cinelli, P.; Lazzeri, A. Optimizing the lignin based synthesis of flexible polyurethane foams employing reactive liquefying agents. Polym. Int. 2015, 64, 1235–1244. [Google Scholar] [CrossRef] [Green Version]
- Pawlik, H.; Prociak, A. Influence of Palm Oil-Based Polyol on the Properties of Flexible Polyurethane Foams. J. Polym. Environ. 2012, 20, 438–445. [Google Scholar] [CrossRef]
- Shaari, N.Z.K.; Lye, O.T.; Ahmad, S. Effect of triethanolamine on the properties of palm-based flexible polyurethane foams. J. Oil Palm Res. 2004, 16, 66–71. [Google Scholar]
- Prociak, A.; Rojek, P.; Pawlik, H. Flexible polyurethane foams modified with natural oil based polyols. J. Cell. Plast. 2012, 48, 489–499. [Google Scholar] [CrossRef]
- Victor, E.I.; Okechukwu, J.O.; Femi, M.A.; Ogbonneya, O.M. Polyurethane Foam Production using Sunflower oil and Soybean oil as Polyol and Surfactant. Int. J. Mod. Sci. Technol. 2019, 4, 48–53. [Google Scholar]
- Petrovic, Z.S. Polyurethanes from vegetable oils. Polym. Rev. 2008, 48, 109–155. [Google Scholar] [CrossRef]
- Sharma, C.; Kumar, S.; Unni, A.R.; Aswal, V.K.; Rath, S.K.; Harikrishnan, G. Foam stability and polymer phase morphology of flexible polyurethane foams synthesized from castor oil. J. Appl. Polym. Sci. 2014, 131, 40668. [Google Scholar] [CrossRef]
- Pfister, D.P.; Xia, Y.; Larock, R.C. Recent Advances in Vegetable Oil-Based Polyurethanes. ChemSusChem 2011, 4, 703–717. [Google Scholar] [CrossRef] [PubMed]
- Gu, R.; Sain, M.M. Effects of Wood Fiber and Microclay on the Performance of Soy Based Polyurethane Foams. J. Polym. Environ. 2013, 21, 30–38. [Google Scholar] [CrossRef]
- Zhang, H.R.; Pang, H.; Zhang, L.; Chen, X.; Liao, B. Biodegradability of Polyurethane Foam from Liquefied Wood Based Polyols. J. Polym. Environ. 2013, 21, 329–334. [Google Scholar] [CrossRef]
- Araújo, R.C.S.; Pasa, V.M.D.; Melo, B.N. Effects of biopitch on the properties of flexible polyurethane foams. Eur. Polym. J. 2005, 41, 1420–1428. [Google Scholar] [CrossRef]
- Alinejad, M.; Henry, C.; Nikafshar, S.; Gondaliya, A.; Bagheri, S.; Chen, N.; Singh, S.K.; Hodge, D.B.; Nejad, M. Lignin-Based Polyurethanes: Opportunities for Bio-Based Foams, Elastomers, Coatings and Adhesives. Polymers 2019, 11, 1202. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Miller, J.; Faleiros, M.; Pilla, L.; Bodart, A.C. Lignin: Technology, applications and markets. In Special Market Analysis Study; RISI, Inc.: Cincinnati, OH, USA, 2016. [Google Scholar]
- Wang, S.; Liu, W.; Yang, D.; Qiu, X. Highly Resilient Lignin-Containing Polyurethane Foam. Ind. Eng. Chem. Res. 2019, 58, 496–504. [Google Scholar] [CrossRef]
- Rozite, L.; Varna, J.; Joffe, R.; Pupurs, A. Nonlinear behavior of PLA and lignin-based flax composites subjected to tensile loading. J. Thermoplast. Compos. Mater. 2013, 26, 476–496. [Google Scholar] [CrossRef]
- Notley, S.M.; Norgren, M. Surface energy and wettability of spin-coated thin films of lignin isolated from wood. Langmuir 2010, 26, 5484–5490. [Google Scholar] [CrossRef]
- Bertini, F.; Canetti, M.; Cacciamani, A.; Elegir, G.; Orlandi, M.; Zoia, L. Effect of ligno-derivatives on thermal properties and degradation behavior of poly(3-hydroxybutyrate)-based biocomposites. Polym. Degrad. Stab. 2012, 97, 1979–1987. [Google Scholar] [CrossRef]
- Modification of Water Sorption Capacity of Polydimethylsiloxane based Composites by Incorporation of Lignin|Request PDF. Available online: https://www.researchgate.net/publication/281945008_Modification_of_Water_Sorption_Capacity_of_Polydimethylsiloxane_based_Composites_by_Incorporation_of_Lignin (accessed on 10 April 2020).
- Yearla, S.R.; Padmasree, K. Preparation and characterisation of lignin nanoparticles: Evaluation of their potential as antioxidants and UV protectants. J. Exp. Nanosci. 2016, 11, 289–302. [Google Scholar] [CrossRef]
- Mandlekar, N.; Cayla, A.; Rault, F.; Giraud, S.; Salaün, F.; Malucelli, G.; Guan, J.P. An Overview on the Use of Lignin and Its Derivatives in Fire Retardant Polymer Systems. In Lignin—Trends and Applications; InTechOpen: Rijeka, Croatia, 2018; pp. 207–232. ISBN 978-9-5351-3902-7. [Google Scholar]
- Cayla, A.; Rault, F.; Giraud, S.; Salaün, F.; Fierro, V.; Celzard, A. PLA with Intumescent System Containing Lignin and Ammonium Polyphosphate for Flame Retardant Textile. Polymers 2016, 8, 331. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lee, A.; Deng, Y. Green polyurethane from lignin and soybean oil through non-isocyanate reactions. Eur. Polym. J. 2015, 63, 67–73. [Google Scholar] [CrossRef]
- Lange, H.; Decina, S.; Crestini, C. Oxidative upgrade of lignin—Recent routes reviewed. Eur. Polym. J. 2013, 49, 1151–1173. [Google Scholar] [CrossRef] [Green Version]
- Carriço, S.; Fraga, T.; Pasa, V.M.D. Production and characterization of polyurethane foams from a simple mixture of castor oil, crude glycerol and untreated lignin as bio-based polyols. Eur. Polym. J. 2016, 85, 53–61. [Google Scholar] [CrossRef]
- Gómez-Fernández, S.; Ugarte, L.; Calvo-Correas, T.; Peña-Rodríguez, C.; Corcuera, M.A.; Eceiza, A. Properties of flexible polyurethane foams containing isocyanate functionalized kraft lignin. Ind. Crops Prod. 2017, 100, 51–64. [Google Scholar] [CrossRef]
- Jeong, H.; Park, J.; Kim, S.; Lee, J.; Ahn, N. Compressive viscoelastic properties of softwood kraft lignin-based flexible polyurethane foams. Fibers Polym. 2013, 14, 1301–1310. [Google Scholar] [CrossRef]
- Wysocka, K.; Szymona, K.; McDonald, A.G.; Maminski, M. Characterization of thermal and mechanical properties of lignosulfonate- and hydrolyzed lignosulfonate-based polyurethane foams. BioResources 2016, 11, 7355–7364. [Google Scholar] [CrossRef] [Green Version]
- Chung, H.; Washburn, N.R. Improved lignin polyurethane properties with lewis acid treatment. ACS Appl. Mater. Interfaces 2012, 4, 2840–2846. [Google Scholar] [CrossRef] [Green Version]
- Biodegradable and Biobased Polymers for Environmental and Biomedical Applications|Wiley. Available online: https://www.wiley.com/en-us/Biodegradable+and+Biobased+Polymers+for+Environmental+and+Biomedical+Applications-p-9781119117339 (accessed on 14 July 2020).
- Irvine, G.M. The glass transitions of lignin and hemicellulose and their measurement by differential thermal analysis. Tappi J. 1984, 67, 118–121. [Google Scholar]
- Goring, D.A.I. Thermal softening of lignin, hemicellulose and cellulose. Pulp Pap 1963, 408, T517–T527. [Google Scholar]
- Lignin. In Thermal Properties of Green Polymers and Biocomposites; Kluwer Academic Publishers: Dordrecht, The Netherlands, 2004; pp. 171–215.
- Nguyen, T.; Zavarin, E.; Barrall, E.M. Thermal Analysis of Lignocellulosic Materials. Part I. Unmodified Materials. J. Macromol. Sci. Part C 1981, 20, 1–65. [Google Scholar] [CrossRef]
- Vishtal, A.G.; Kraslawski, A. Challenges in industrial applications of technical lignins. BioResources 2011, 6, 3547–3568. [Google Scholar] [CrossRef]
- Burke, J.; Salow, J.D.; Stocki, J.A. Engineering material specification. 2006, pp. 1–5. Available online: https://global.ihs.com/doc_detail.cfm?document_name=FORD%20WSB%2DM2D456%2DA&item_s_key=00354718 (accessed on 7 March 2021).
- Shammas, M.; Peterson, D. Polyurethane Foam, Cast (Molded) for Acoustical Insulation; FCA US Organic Materials: Detroit, MI, USA, 1986. [Google Scholar]
- SKang, M.; Lee, S.J.; Kim, B.K. Shape memory polyurethane foams. Express Polym. Lett. 2012, 6, 63–69. [Google Scholar] [CrossRef]
- Javni, I.; Petrović, Z.S.; Guo, A.; Fuller, R. Thermal stability of polyurethanes based on vegetable oils. J. Appl. Polym. Sci. 2000, 77, 1723–1734. [Google Scholar] [CrossRef]
- Hablot, E.; Zheng, D.; Bouquey, M.; Avérous, L. Polyurethanes based on castor oil: Kinetics, chemical, mechanical and thermal properties. Macromol. Mater. Eng. 2008, 293, 922–929. [Google Scholar] [CrossRef]
- Gibson, L.J.; Ashby, M.F. Cellular Solids: Structure and Properties, 2nd ed.; Cambridge University Press: Cambridge, UK, 2014. [Google Scholar] [CrossRef]
- Szycher, P.d.M. Szycher’S Handbook of Polyurethanes; CRC Press: Boca Raton, Florida, USA, 1938; Volume 142. [Google Scholar]
- Gellerstedt, G. Gel Permeation Chromatography; Springer: Berlin/Heidelberg, Germany, 1992; pp. 487–497. [Google Scholar]
- Sameni, J.; Kringstin, S.; Sain, M. Acetylation Solubility of Lignin and Acetylated Lignin in Organic Solvents & lignin solubility. BioResources 2017, 12, 1548–1565. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Process | Source | ID | Hydroxyl Content a (mmol/g) | Mn (Da) | Mw (Da) | PDI | Tg (°C) |
|---|---|---|---|---|---|---|---|---|
| 1 | Kraft | Softwood | 1-K-SW | 5.61 | 1990 | 6580 | 3.31 | 149 |
| 2 | Organosolv | Hardwood | 2-O-HW | 4.56 | 1280 | 3440 | 2.69 | 104 |
| 3 | Organosolv | Corn Stover | 3-O-CS | 3.90 | 1750 | 6240 | 3.57 | 143 |
| 4 | Kraft | Softwood | 4-K-SW | 5.92 | 1770 | 6070 | 3.43 | 148 |
| 5 | Organosolv | Peanut Shell | 5-O-PS | 3.48 | 1640 | 9080 | 5.54 | 96 |
| 6 | Kraft | Softwood | 6-K-SW | 5.72 | 2030 | 8090 | 3.99 | 166 |
| 7 | Kraft | Softwood | 7-K-SW | 5.37 | 1750 | 5510 | 3.15 | 155 |
| 8 | Organosolv | Hardwood | 8-O-HW | 4.08 | 1640 | 4070 | 2.48 | 134 |
| 9 | Kraft | Softwood | 9-K-SW | 6.70 | 2080 | 6920 | 3.33 | 152 |
| 10 | Kraft | Bagasse | 10-K-BA | 4.63 | 2000 | 6550 | 3.28 | 147 |
| 11 | Kraft | Softwood | 11-K-SW | 6.42 | 1540 | 4290 | 2.79 | 148 |
| 12 | Kraft | Softwood | 12-K-SW | 5.22 | 2250 | 12100 | 5.38 | 158 |
| 13 | Kraft | Softwood | 13-K-SW | 3.49 | 2175 | 7280 | 3.35 | 138 |
| 14 | Organosolv | Hardwood | 14-O-HW | 5.19 | 1490 | 4250 | 2.85 | 84 |
| 15 | Kraft | Hardwood | 15-K-HW | 6.79 | 1030 | 1740 | 1.69 | 134 |
| Foam Samples | Tensile Strength (kPa) | Compression Modulus (kPa) | Sag Factor | Ultimate Elongation (%) |
|---|---|---|---|---|
| CONTROL | 64 ± 6 | 18 ± 2 | 3.0 ± 0.2 | 123 ± 5 |
| 1-K-SW | 62± 7 | 36 ± 5 | 5.1 ± 0.5 | 61 ± 4 |
| 2-O-HW | 63 ± 5 | 18 ± 2 | 6.8 ± 1.1 | 63 ± 7 |
| 3-O-CS | 74 ± 8 | 31 ± 5 | 3.7 ± 0.1 | 75 ± 7 |
| 4-K-SW | 59 ± 1 | 45 ± 7 | 5.0 ± 0.3 | 53 ± 6 |
| 5-O-PS | 72 ± 1 | 24 ± 3 | 3.9 ± 0.2 | 77 ± 1 |
| 6-K-SW | 62 ± 2 | 26 ± 3 | 6.4 ± 0.6 | 67 ± 2 |
| 7-K-SW | 61 ± 9 | 29 ± 3 | 4.9 ± 0.3 | 61 ± 7 |
| 8-O-HW | 62 ± 6 | 19 ± 3 | 14.1 ± 1 | 75 ± 9 |
| 9-K-SW | 51 ± 5 | 29 ± 4 | 5.7 ± 0.8 | 37 ± 5 |
| 10-K-BA | 69 ± 5 | 31 ± 3 | 3.9 ± 0.3 | 65 ± 4 |
| 11-K-SW | 66 ± 5 | 37 ± 3 | 4.9 ± 0.3 | 52 ± 1 |
| 12-K-SW | 74 ± 2 | 41 ± 6 | 3.6 ± 0.2 | 68 ± 3 |
| 13-K-SW | 55 ± 3 | 18 ± 3 | 6.0 ± 0.5 | 68 ± 3 |
| 14-O-HW | 57 ± 4 | 18 ± 2 | 3.6 ± 0.1 | 83 ± 12 |
| 15-K-HW | 84 ± 6 | 55 ± 9 | 3.9 ± 0.3 | 72 ± 3 |
| Lignin | Tonset (°C) | Toffset (°C) | Tmax (°C) |
|---|---|---|---|
| Control | 331 ± 1 | 390 ± 1 | 374 |
| 1-K-SW | 356 ± 5 | 403 ± 5 | 390 |
| 2-O-HW | 354 ± 1 | 406 ± 2 | 391 |
| 3-O-CS | 345 ± 4 | 400 ± 5 | 386 |
| 4-K-SW | 352 ± 4 | 399 ± 4 | 387 |
| 5-O-PS | 344 ± 2 | 401 ± 2 | 387 |
| 6-K-SW | 355 ± 2 | 407 ± 2 | 387 |
| 7-K-SW | 353 ± 9 | 402 ± 8 | 390 |
| 8-O-HW | 353 ± 3 | 403 ± 2 | 389 |
| 9-K-SW | 345 ± 2 | 392 ± 3 | 382 |
| 10-K-BA | 331 ± 13 | 396 ± 5 | 377 |
| 11-K-SW | 352 ± 2 | 400 ± 3 | 388 |
| 12-K-SW | 363 ± 2 | 412 ± 6 | 395 |
| 13-K-SW | 358 ± 2 | 408 ± 1 | 381 |
| 14-O-HW | 342 ± 3 | 392 ± 2 | 392 |
| 15-K-HW | 346 ± 2 | 394 ± 2 | 381 |
| Pearson Correlation Coefficient | Total OH Content of Lignin | p-Value |
|---|---|---|
| Density | 0.68 | <0.0001 |
| CFD | 0.69 | <0.0001 |
| Components | PPHP * | Actual Weight (g) | PPHP * | Actual Weight (g) |
|---|---|---|---|---|
| Lignin-Based | Lignin-Based | Control | Control | |
| Copolyol (Polyether polyol) | 80 | 20 | 100 | 25 |
| Lignin | 20 | 5 | − | − |
| Water | 2.5 | 0.63 | 2.5 | 0.63 |
| Gelation catalyst | 0.53 | 0.13 | 0.53 | 0.13 |
| Blowing catalyst | 0.32 | 0.08 | 0.32 | 0.08 |
| Surfactant | 0.8 | 0.20 | 0.8 | 0.20 |
| Diisocyanate | − | 10.05 | − | 10.05 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gondaliya, A.; Nejad, M. Lignin as a Partial Polyol Replacement in Polyurethane Flexible Foam. Molecules 2021, 26, 2302. https://doi.org/10.3390/molecules26082302
Gondaliya A, Nejad M. Lignin as a Partial Polyol Replacement in Polyurethane Flexible Foam. Molecules. 2021; 26(8):2302. https://doi.org/10.3390/molecules26082302
Chicago/Turabian StyleGondaliya, Akash, and Mojgan Nejad. 2021. "Lignin as a Partial Polyol Replacement in Polyurethane Flexible Foam" Molecules 26, no. 8: 2302. https://doi.org/10.3390/molecules26082302