
Poly(Methyl Methacrylate) Coatings Containing Flame Retardant Additives from Suspensions in Water-2-Propanol

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
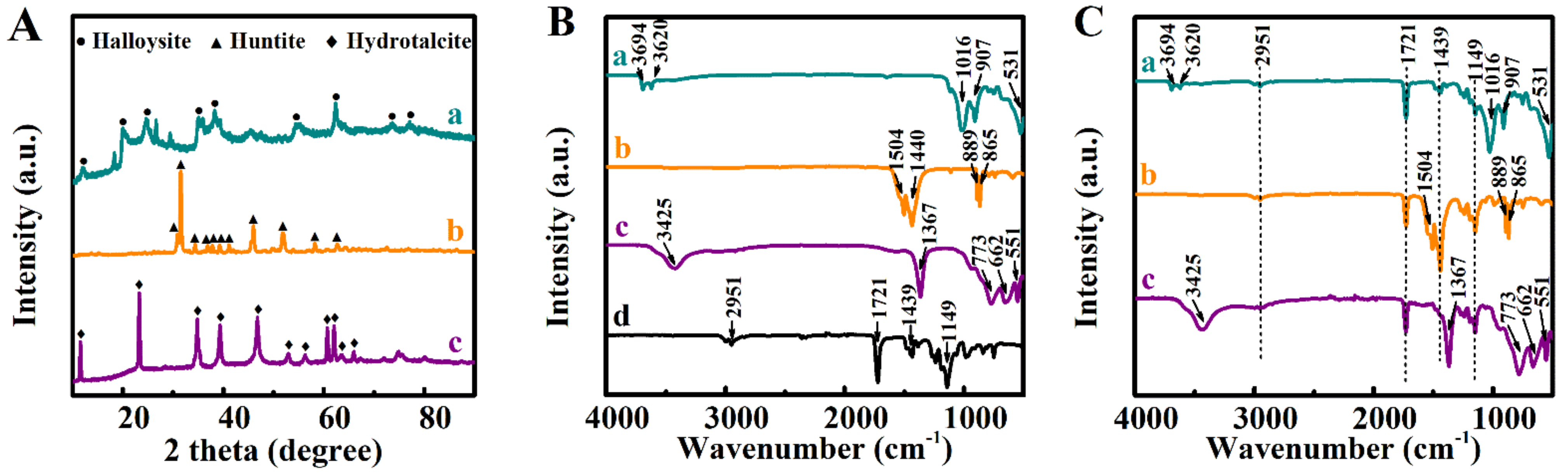
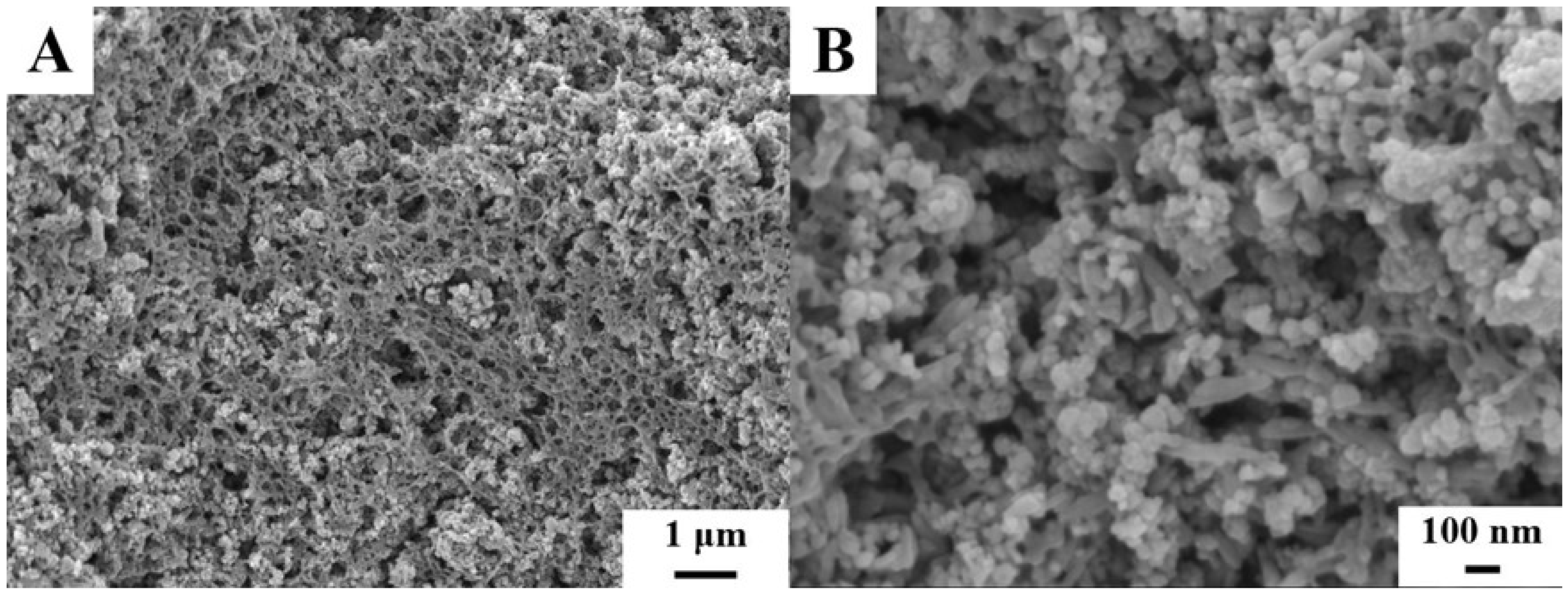
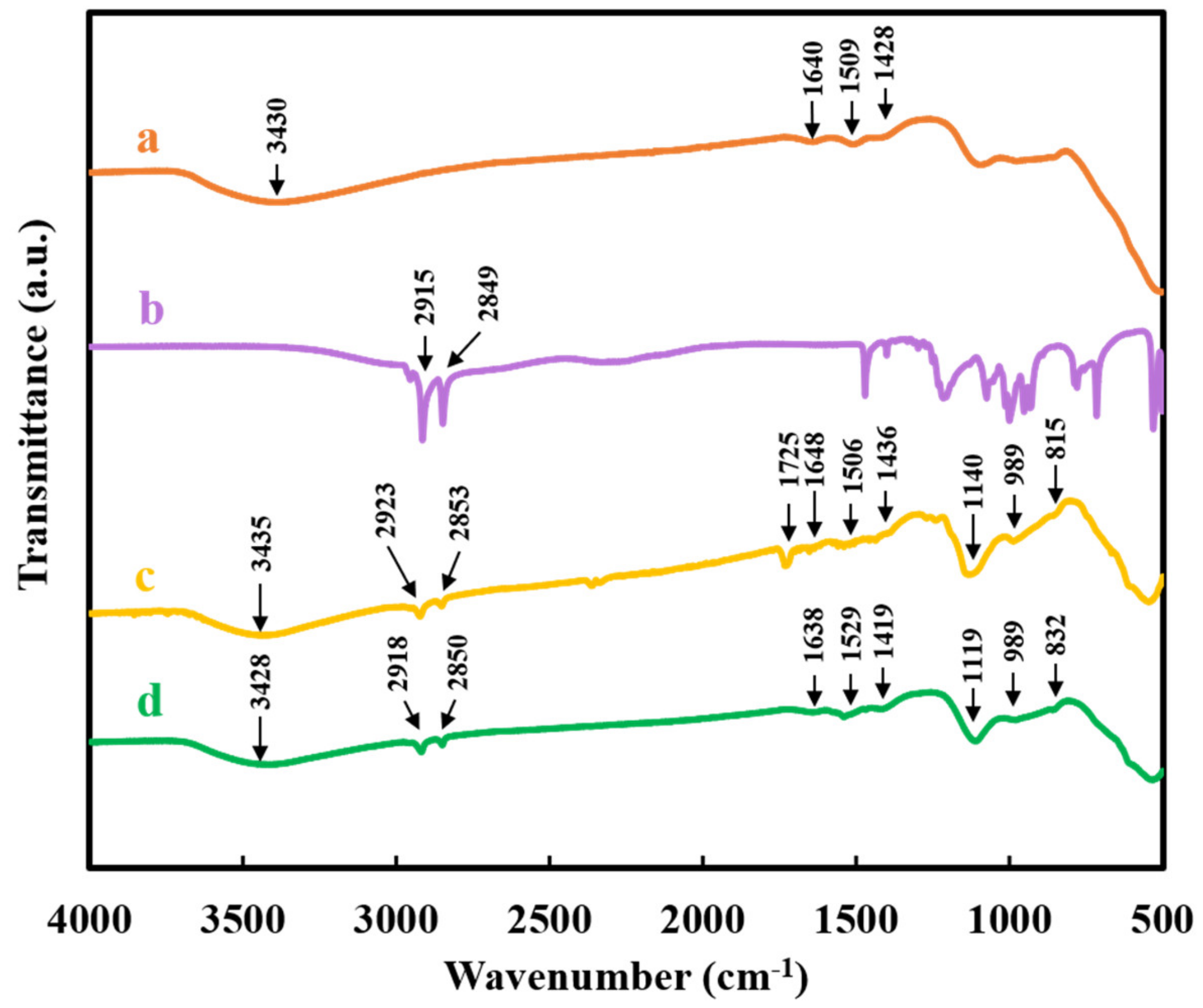
2. Results and Discussion
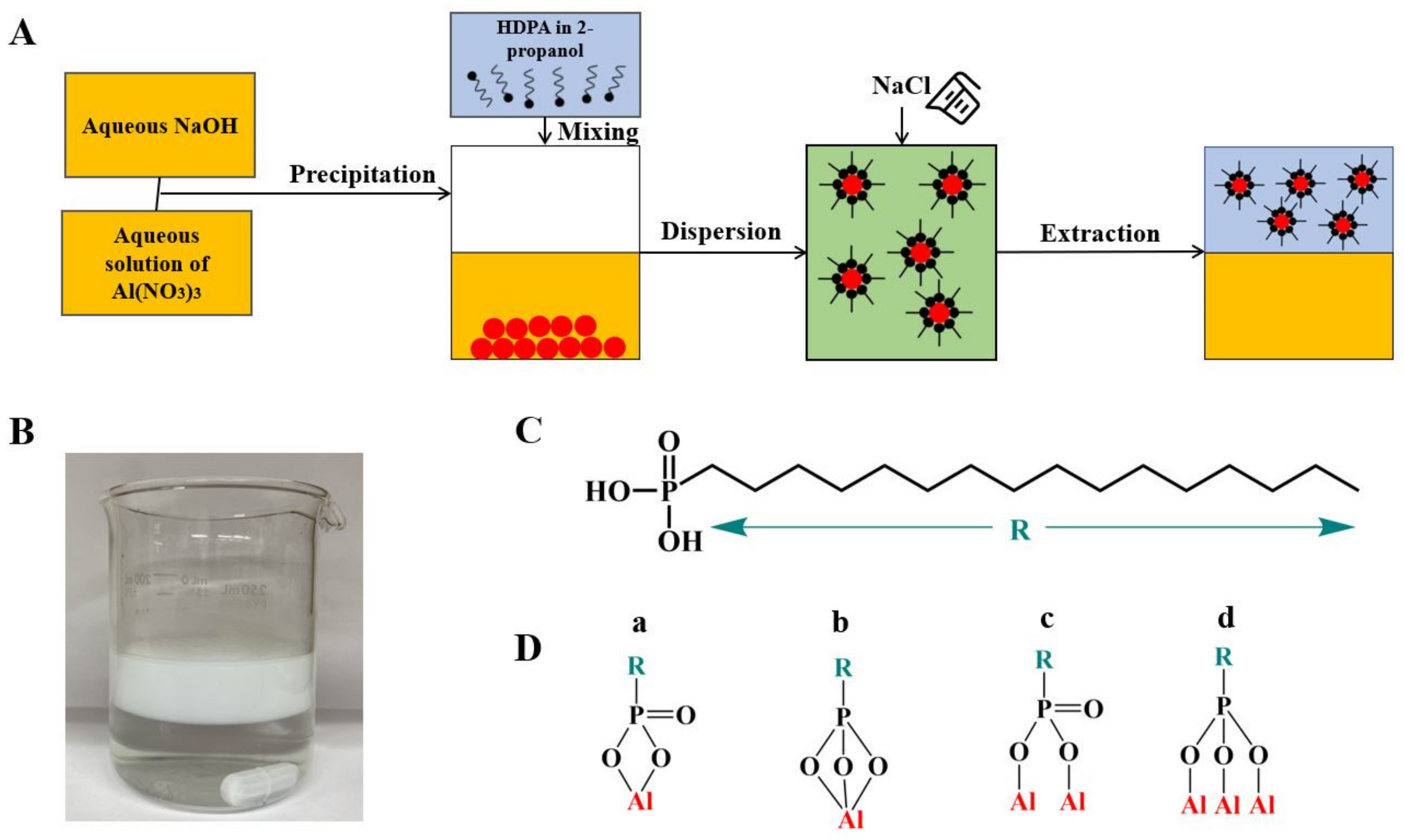
3. Materials and Methods
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ali, U.; Karim, K.J.B.A.; Buang, N.A. A review of the properties and applications of poly (methyl methacrylate)(PMMA). Polym. Rev. 2015, 55, 678–705. [Google Scholar] [CrossRef]
- Laoutid, F.; Bonnaud, L.; Alexandre, M.; Lopez-Cuesta, J.-M.; Dubois, P. New prospects in flame retardant polymer materials: From fundamentals to nanocomposites. Mater. Sci. Eng. R Rep. 2009, 63, 100–125. [Google Scholar] [CrossRef]
- Jayarama Krishna, J.V.; Srivatsa Kumar, S.; Korobeinichev, O.P.; Vinu, R. Detailed kinetic analysis of slow and fast pyrolysis of poly(methyl methacrylate)-Flame retardant mixtures. Thermochim. Acta 2020, 687, 178545. [Google Scholar] [CrossRef]
- Wong, F.; Kurt-Karakus, P.; Bidleman, T.F. Fate of brominated flame retardants and organochlorine pesticides in urban soil: Volatility and degradation. Environ. Sci. Technol. 2012, 46, 2668–2674. [Google Scholar] [CrossRef]
- Xiao, H.; Shen, L.; Su, Y.; Barresi, E.; DeJong, M.; Hung, H.; Lei, Y.-D.; Wania, F.; Reiner, E.J.; Sverko, E. Atmospheric concentrations of halogenated flame retardants at two remote locations: The Canadian High Arctic and the Tibetan Plateau. Environ. Pollut. 2012, 161, 154–161. [Google Scholar] [CrossRef] [PubMed]
- Wang, Z.; Clifford, A.; Milne, J.; Mathews, R.; Zhitomirsky, I. Colloidal-electrochemical fabrication strategies for functional composites of linear polyethylenimine. J. Colloid Interface Sci. 2019, 552, 1–8. [Google Scholar] [CrossRef] [PubMed]
- Goda, E.S.; Yoon, K.R.; El-sayed, S.H.; Hong, S.E. Halloysite nanotubes as smart flame retardant and economic reinforcing materials: A review. Thermochim. Acta 2018, 669, 173–184. [Google Scholar] [CrossRef]
- Wang, Y.; Deen, I.; Zhitomirsky, I. Electrophoretic deposition of polyacrylic acid and composite films containing nanotubes and oxide particles. J. Colloid Interface Sci. 2011, 362, 367–374. [Google Scholar] [CrossRef]
- Xuteng, X.; Xiaoyang, X.; Jihui, W.; Wenbin, H. Preparation, release and anticorrosion behavior of a multi-corrosion inhibitors-halloysite nanocomposite. Chem. Phys. Lett. 2019, 718, 69–73. [Google Scholar]
- Yildirim, S.; Celik, E. Production and characterization of the halogen-free and nanostructured flame retardant reinforced composite coatings. J. Aust. Ceram. Soc. 2020, 56, 683–695. [Google Scholar] [CrossRef]
- Savas, L.A.; Arslan, C.; Hacioglu, F.; Dogan, M. Effect of reactive and nonreactive surface modifications and compatibilizer use on mechanical and flame-retardant properties of linear low-density polyethylene filled with huntite and hydromagnesite mineral. J. Therm. Anal. Calorim. 2018, 134, 1657–1666. [Google Scholar] [CrossRef]
- Erdem, A.; Dogan, M. Production and Characterization of Green Flame Retardant Poly(lactic acid) Composites. J. Polym. Environ. 2020, 28, 2837–2850. [Google Scholar] [CrossRef]
- Zhang, T.; Luo, D.; Wojtal, P.; Zhitomirsky, I. Electrophoretic deposition of flame retardant polymer–huntite coatings. Mater. Lett. 2015, 159, 106–109. [Google Scholar] [CrossRef]
- Du, J.-Z.; Jin, L.; Zeng, H.-Y.; Feng, B.; Xu, S.; Zhou, E.-G.; Shi, X.-K.; Liu, L.; Hu, X. Facile preparation of an efficient flame retardant and its application in ethylene vinyl acetate. Appl. Sci. 2019, 168, 96–105. [Google Scholar] [CrossRef]
- Xu, S.; Li, S.-Y.; Zhang, M.; Zeng, H.-Y.; Wu, K.; Tian, X.-Y.; Chen, C.-R.; Pan, Y. Fabrication of green alginate-based and layered double hydroxides flame retardant for enhancing the fire retardancy properties of polypropylene. Carbohydr. Polym. 2020, 234, 115891. [Google Scholar] [CrossRef] [PubMed]
- Xu, S.; Liao, M.-C.; Zeng, H.-Y.; Zhang, Z.-Q.; Liu, X.-J.; Zhu, P.-H. Ultrafine hydrotalcite particles prepared with novel technology to improve the flame retardancy of polypropylene. Appl. Clay Sci. 2015, 108, 215–221. [Google Scholar] [CrossRef]
- Elbasuney, S. Novel multi-component flame retardant system based on nanoscopic aluminium-trihydroxide (ATH). Powder Technol. 2017, 305, 538–545. [Google Scholar] [CrossRef]
- Liang, J.; Zhang, Y. A study of the flame-retardant properties of polypropylene/Al(OH)3/Mg(OH)2 composites. Polym. Int. 2010, 59, 539–542. [Google Scholar] [CrossRef]
- Silva, R.M.E.; Poon, R.; Milne, J.; Syed, A.; Zhitomirsky, I. New developments in liquid-liquid extraction, surface modification and agglomerate-free processing of inorganic particles. Adv. Colloid Interface Sci. 2018, 261, 15–27. [Google Scholar] [CrossRef]
- Cowie, J.M.; Mohsin, M.A.; McEwen, I.J. Alcohol-water cosolvent systems for poly (methyl methacrylate). Polymer 1987, 28, 1569–1572. [Google Scholar] [CrossRef]
- Hoogenboom, R.; Becer, C.R.; Guerrero-Sanchez, C.; Hoeppener, S.; Schubert, U.S. Solubility and thermoresponsiveness of PMMA in alcohol-water solvent mixtures. Aust. J. Chem. 2010, 63, 1173–1178. [Google Scholar] [CrossRef]
- Zhang, Q.; Hoogenboom, R. Polymers with upper critical solution temperature behavior in alcohol/water solvent mixtures. Prog. Polym. Sci. 2015, 48, 122–142. [Google Scholar] [CrossRef]
- Zhitomirsky, I. Cathodic electrophoretic deposition of diamond particles. Mater. Lett. 1998, 37, 72–78. [Google Scholar] [CrossRef]
- Zhitomirsky, I.; Gal-Or, L. Formation of hollow fibers by electrophoretic deposition. Mater. Lett. 1999, 38, 10–17. [Google Scholar] [CrossRef]
- Huszánk, R.; Szilágyi, E.; Szoboszlai, Z.; Szikszai, Z. Investigation of chemical changes in PMMA induced by 1.6 MeV He+ irradiation by ion beam analytical methods (RBS-ERDA) and infrared spectroscopy (ATR-FTIR). Nucl. Instrum. Methods Phys. Res. B 2019, 450, 364–368. [Google Scholar] [CrossRef]
- Li, C.; Zhao, Y.; Zhu, T.; Ruan, J.; Li, G. Effective solvent-free oxidation of cyclohexene to allylic products with oxygen by mesoporous etched halloysite nanotube supported Co2+. RSC Adv. 2018, 8, 14870–14878. [Google Scholar] [CrossRef] [Green Version]
- Tian, X.; Wang, J.; Zhang, H.; Cao, Z.; Zhao, M.; Guan, Y.; Zhang, Y. Establishment of transport channels with carriers for water in reverse osmosis membrane by incorporating hydrotalcite into the polyamide layer. RSC Adv. 2018, 8, 12439–12448. [Google Scholar] [CrossRef] [Green Version]
- Zhigang, T.; Rongqi, Z.; Zhanting, D. Separation of isopropanol from aqueous solution by salting-out extraction. J. Chem. Technol. Biotechnol. 2001, 76, 757–763. [Google Scholar] [CrossRef]
- Khayati, G.; Gholitabar, A. Liquid–liquid equilibrium of hydrophilic alcohols with three different salts of chloride: Experiment and correlation. J. Chem. Eng. Data 2016, 61, 1454–1461. [Google Scholar] [CrossRef]
- Ata, M.S.; Wojtal, P.; Zhitomirsky, I. Surface modification and electrophoretic deposition of materials using carboxyalkylphosphonic acids. Mater. Lett. 2016, 184, 320–323. [Google Scholar] [CrossRef]
- Pouran, H.M.; Banwart, S.A.; Romero-Gonzalez, M. Coating a polystyrene well-plate surface with synthetic hematite, goethite and aluminium hydroxide for cell mineral adhesion studies in a controlled environment. Appl. Geochem. 2014, 42, 60–68. [Google Scholar] [CrossRef]
- Liu, R.; Gong, W.; Lan, H.; Gao, Y.; Liu, H.; Qu, J. Defluoridation by freshly prepared aluminum hydroxides. Chem. Eng. J. 2011, 175, 144–149. [Google Scholar] [CrossRef]
- Beran, A.; Voll, D.; Schneider, H. Dehydration and structural development of mullite precursors: An FTIR spectroscopic study. J. Eur. Ceram. Soc. 2001, 21, 2479–2485. [Google Scholar] [CrossRef]
- Tokoro, C.; Suzuki, S.; Haraguchi, D.; Izawa, S. Silicate removal in aluminum hydroxide co-precipitation process. Materials 2014, 7, 1084–1096. [Google Scholar] [CrossRef]
- Milne, J.; Silva, R.M.; Zhitomirsky, I. Surface modification and dispersion of ceramic particles using liquid-liquid extraction method for application in supercapacitor electrodes. J. Eur. Ceram. Soc. 2019, 39, 3450–3455. [Google Scholar] [CrossRef]
- Milne, J.; Zhitomirsky, I. Application of octanohydroxamic acid for liquid-liquid extraction of manganese oxides and fabrication of supercapacitor electrodes. J. Colloid Interface Sci. 2018, 515, 50–57. [Google Scholar] [CrossRef]
- Zhitomirsky, I.; Petric, A. Electrochemical deposition of yttrium oxide. J. Mater. Chem. 2000, 10, 1215–1218. [Google Scholar] [CrossRef]
- Pang, X.; Zhitomirsky, I.; Niewczas, M. Cathodic electrolytic deposition of zirconia films. Surf. Coat. Technol. 2005, 195, 138–146. [Google Scholar] [CrossRef]
- Pletincx, S.; Marcoen, K.; Trotochaud, L.; Fockaert, L.-L.; Mol, J.M.; Head, A.R.; Karslioğlu, O.; Bluhm, H.; Terryn, H.; Hauffman, T. Unravelling the chemical influence of water on the PMMA/aluminum oxide hybrid interface in situ. Sci. Rep. 2017, 7, 13341. [Google Scholar] [CrossRef]
- Nunnery, G.; Hershkovits, E.; Tannenbaum, A.; Tannenbaum, R. Adsorption of poly(methyl methacrylate) on concave Al2O3 surfaces in nanoporous membranes. Langmuir 2009, 25, 9157–9163. [Google Scholar] [CrossRef] [Green Version]
- Tighilt, F.-Z.; Gabouze, N.; Sam, S.; Belhousse, S.; Beldjilali, K. Morphology and specific interaction of PMMA coating with the surface of porous silicon. Surf. Sci. 2007, 601, 4217–4221. [Google Scholar] [CrossRef]
- Xu, Y.; Luo, J.; Liu, X.; Liu, R. Polyurethane modified epoxy acrylate resins containing ε-caprolactone unit. Progress Org. Coat. 2020, 141, 105543. [Google Scholar] [CrossRef]
- Lo, T.N.; Hwang, H.S.; Lee, J.; Park, I. Synthesis of new semi-fluorinated polysilazanes and their amphiphobic coating applications. Prog. Org. Coat. 2020, 148, 105853. [Google Scholar] [CrossRef]
- Shen, Z.; Wu, Y.; Qiu, S.; Deng, H.; Hou, R.; Zhu, Y. UV-thermal dual-cured polymers with degradable and anti-bacterial function. Prog. Org. Coat. 2020, 148, 105783. [Google Scholar] [CrossRef]
- Deen, I.; Pang, X.; Zhitomirsky, I. Electrophoretic deposition of composite chitosan–halloysite nanotube–hydroxyapatite films. Colloids Surf. A Physicochem. Eng. Aspects 2012, 410, 38–44. [Google Scholar] [CrossRef]
- Zhao, Q.; Liu, X.; Veldhuis, S.; Zhitomirsky, I. Sodium deoxycholate as a versatile dispersing and coating-forming agent: A new facet of electrophoretic deposition technology. Colloids Surfaces A Physicochem. Eng. Aspects 2020, 588, 124382. [Google Scholar] [CrossRef]








Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Wang, Z.; Sakib, S.; Mathews, R.; Zhitomirsky, I. Poly(Methyl Methacrylate) Coatings Containing Flame Retardant Additives from Suspensions in Water-2-Propanol. Molecules 2021, 26, 1974. https://doi.org/10.3390/molecules26071974
Li X, Wang Z, Sakib S, Mathews R, Zhitomirsky I. Poly(Methyl Methacrylate) Coatings Containing Flame Retardant Additives from Suspensions in Water-2-Propanol. Molecules. 2021; 26(7):1974. https://doi.org/10.3390/molecules26071974
Chicago/Turabian StyleLi, Xuelin, Zhengzheng Wang, Sadman Sakib, Ritch Mathews, and Igor Zhitomirsky. 2021. "Poly(Methyl Methacrylate) Coatings Containing Flame Retardant Additives from Suspensions in Water-2-Propanol" Molecules 26, no. 7: 1974. https://doi.org/10.3390/molecules26071974