
Tailoring the Properties of Thermo-Compressed Polylactide Films for Food Packaging Applications by Individual and Combined Additions of Lactic Acid Oligomer and Halloysite Nanotubes

 , , , ,
, , , ,  and
and 
Abstract
:1. Introduction
2. Results and Discussion
2.1. Optical Properties of the PLA/OLA/HNTs Films
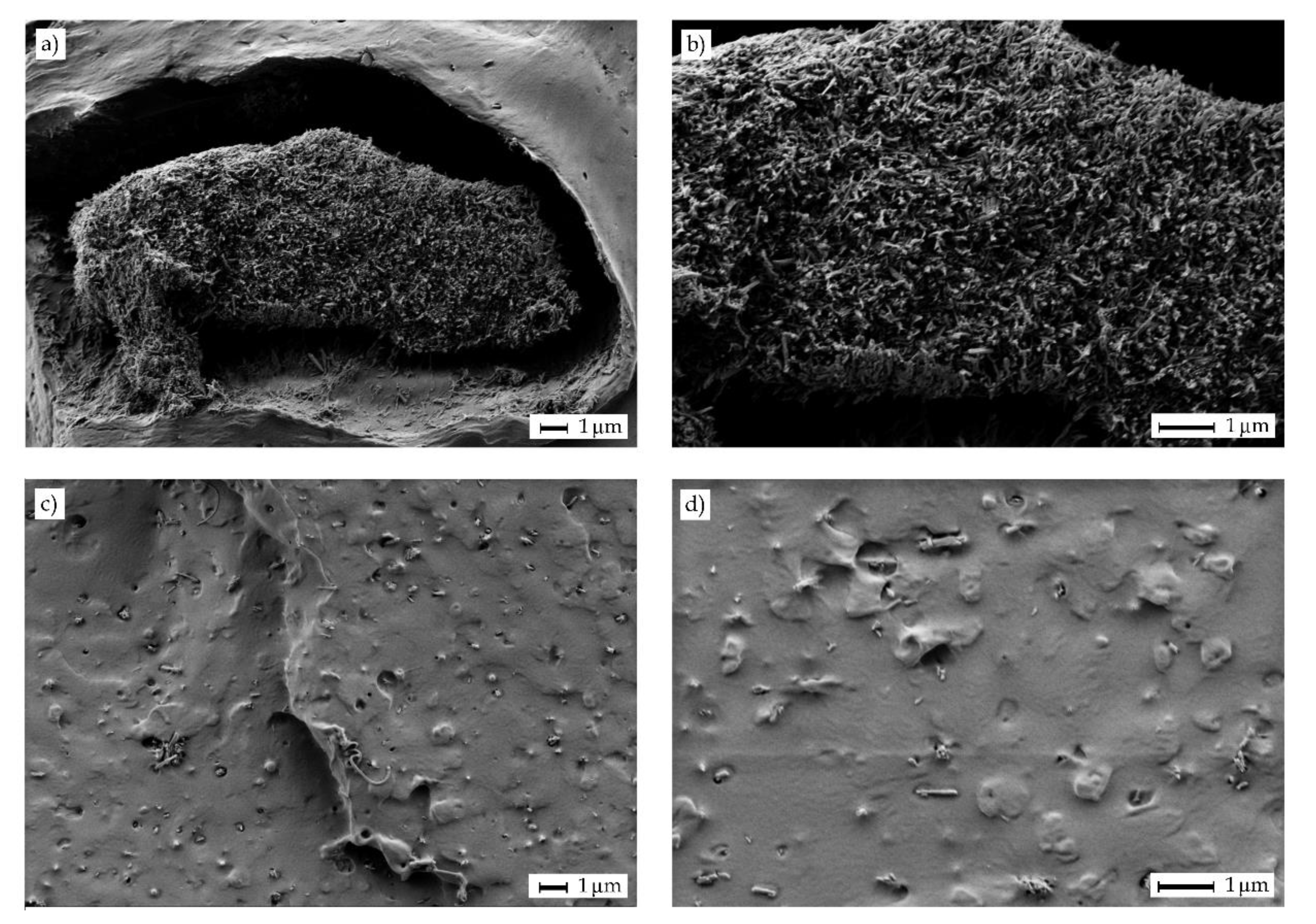
2.2. Morphology of the PLA/OLA/HNTs Films
2.3. Mechanical Properties of the PLA/OLA/HNTs Films
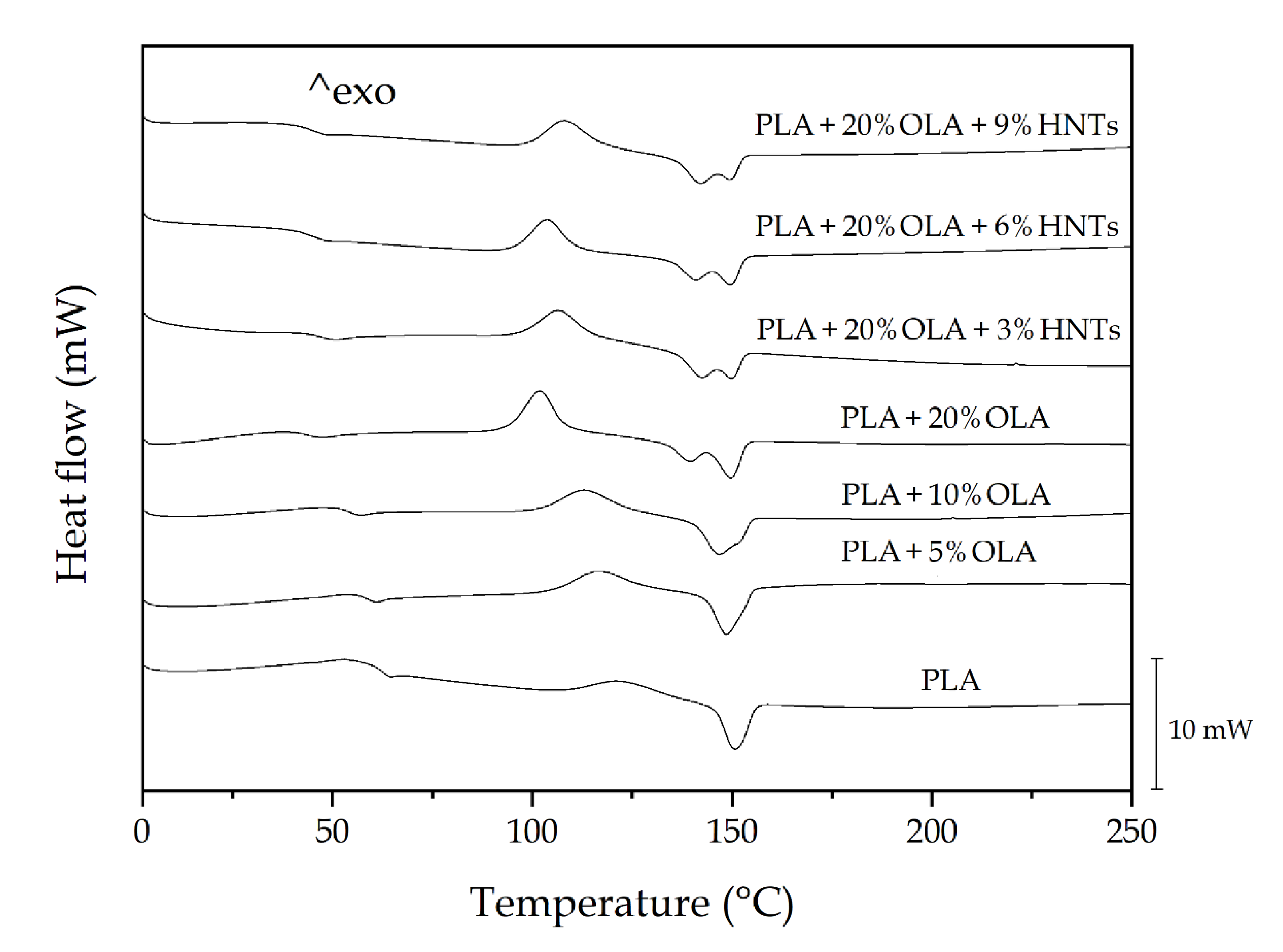
2.4. Thermal Properties of the PLA/OLA/HNTs Films
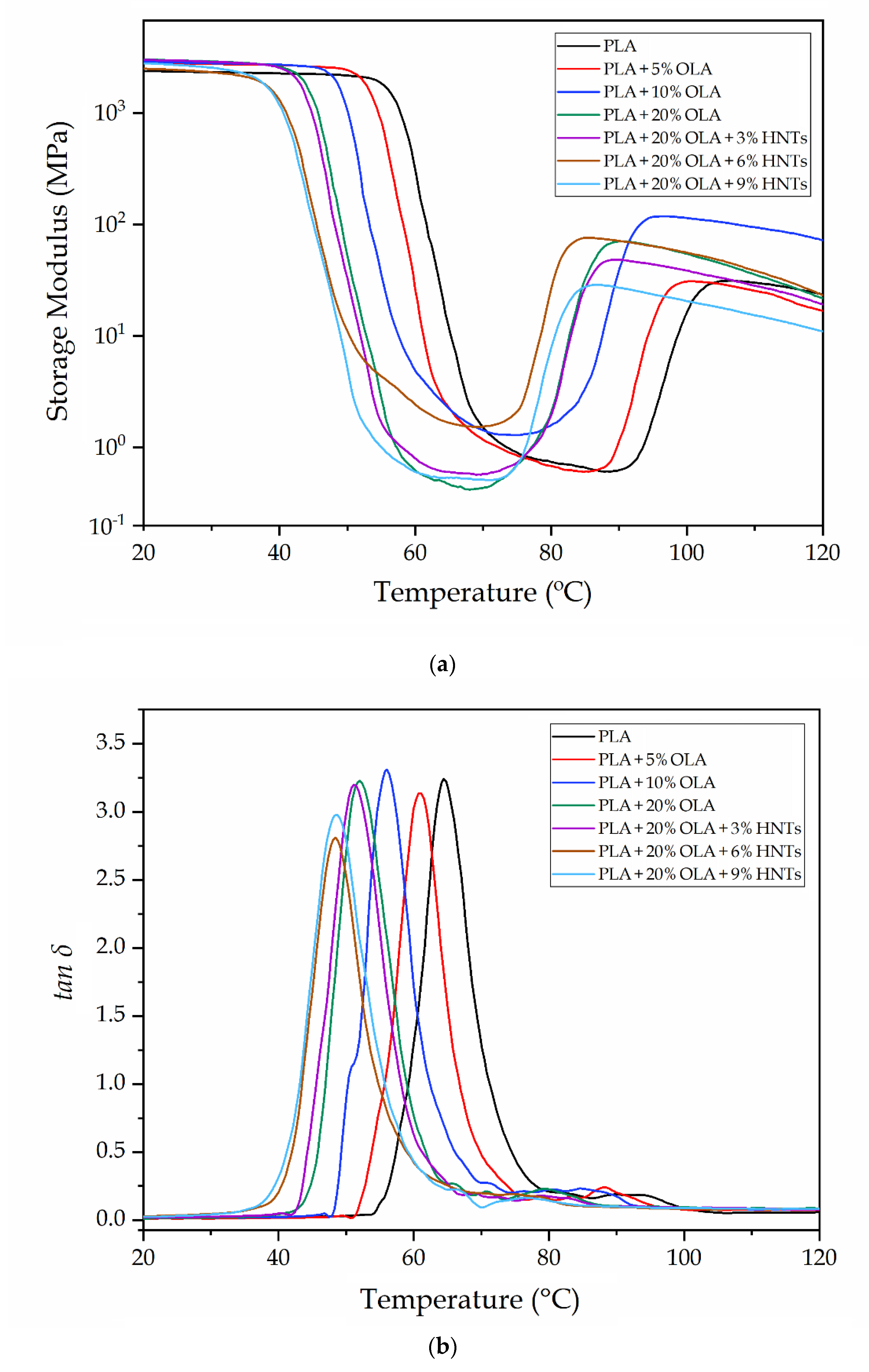
2.5. Thermomechanical Properties of the PLA/OLA/HNTs Films
2.6. Barrier Properties of the PLA/OLA/HNTs Films
3. Materials and Methods
3.1. Materials
3.2. Films Preparation
3.3. Films Characterization
3.3.1. Color Measurements
3.3.2. Microscopy
3.3.3. Mechanical Tests
3.3.4. Thermal Tests
3.3.5. Thermomechanical Tests
3.3.6. Permeability Measurements
3.4. Statistical Analysis
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Torres-Giner, S.; Gil, L.; Pascual-Ramírez, L.; Garde-Belza, J.A. Packaging: Food waste reduction. In Encyclopedia of Polymer Applications; CRC Press: Boca Raton, FL, USA, 2019. [Google Scholar]
- RameshKumar, S.; Shaiju, P.; O’Connor, K.E. Bio-based and biodegradable polymers — State-of-the-art, challenges and emerging trends. Curr. Opin. Green Sustain. Chem. 2020, 21, 75–81. [Google Scholar] [CrossRef]
- Madhavan Nampoothiri, K.; Nair, N.R.; John, R.P. An overview of the recent developments in polylactide (PLA) research. Bioresour. Technol. 2010, 101, 8493–8501. [Google Scholar] [CrossRef]
- Petersen, K.; Nielsen, P.V.; Olsen, M.B. Physical and mechanical properties of biobased materials—Starch, polylactate and polyhydroxybutyrate. Starch/Staerke 2001, 53, 356–361. [Google Scholar] [CrossRef]
- Weber, C.J.; Haugaard, V.; Festersen, R.; Bertelsen, G. Production and applications of biobased packaging materials for the food industry. Food Addit. Contam. 2002, 19, 172–177. [Google Scholar] [CrossRef] [PubMed]
- Auras, R.; Harte, B.; Selke, S. An overview of polylactides as packaging materials. Macromol. Biosci. 2004, 4, 835–864. [Google Scholar] [CrossRef]
- Lim, L.T.; Auras, R.; Rubino, M. Processing technologies for poly(lactic acid). Prog. Polym. Sci. 2008, 33, 820–852. [Google Scholar] [CrossRef]
- Cava, D.; Giménez, E.; Gavara, R.; Lagaron, J.M. Comparative performance and barrier properties of biodegradable thermoplastics and nanobiocomposites versus PET for food packaging applications. J. Plast. Film Sheeting 2006, 22, 265–274. [Google Scholar] [CrossRef] [Green Version]
- Quiles-Carrillo, L.; Montanes, N.; Lagaron, J.M.; Balart, R.; Torres-Giner, S. In situ compatibilization of biopolymer ternary blends by reactive extrusion with low-functionality epoxy-based styrene–acrylic oligomer. J. Polym. Environ. 2019, 27, 84–96. [Google Scholar] [CrossRef]
- Burgos, N.; Martino, V.P.; Jiménez, A. Characterization and ageing study of poly(lactic acid) films plasticized with oligomeric lactic acid. Polym. Degrad. Stab. 2013, 98, 651–658. [Google Scholar] [CrossRef]
- Armentano, I.; Fortunati, E.; Burgos, N.; Dominici, F.; Luzi, F.; Fiori, S.; Jiménez, A.; Yoon, K.; Ahn, J.; Kang, S. Processing and characterization of plasticized PLA/PHB blends for biodegradable multiphase systems. Express Polym. Lett. 2015, 9, 583–596. [Google Scholar] [CrossRef]
- Burgos, N.; Tolaguera, D.; Fiori, S.; Jiménez, A. Synthesis and characterization of lactic acid oligomers: Evaluation of performance as poly(lactic acid) plasticizers. J. Polym. Environ. 2014, 22, 227–235. [Google Scholar] [CrossRef] [Green Version]
- Martin, O.; Avérous, L. Poly(lactic acid): Plasticization and properties of biodegradable multiphase systems. Polymer 2001, 42, 6209–6219. [Google Scholar] [CrossRef]
- Paul, D.R.; Robeson, L.M. Polymer nanotechnology: Nanocomposites. Polymer 2008, 49, 3187–3204. [Google Scholar] [CrossRef] [Green Version]
- Sinha Ray, S.; Bousmina, M. Biodegradable polymers and their layered silicate nanocomposites: In greening the 21st century materials world. Prog. Mater. Sci. 2005, 50, 962–1079. [Google Scholar] [CrossRef]
- Rawtani, D.; Agrawal, Y.K. Multifarious applications of halloysite nanotubes: A review. Rev. Adv. Mater. Sci. 2012, 30, 282–295. [Google Scholar]
- Liu, M.; Guo, B.; Zou, Q.; Du, M.; Jia, D. Interactions between halloysite nanotubes and 2,5-bis(2-benzoxazolyl) thiophene and their effects on reinforcement of polypropylene/halloysite nanocomposites. Nanotechnology 2008, 19, 205709. [Google Scholar] [CrossRef]
- Pasbakhsh, P.; Churchman, G.J.; Keeling, J.L. Characterisation of properties of various halloysites relevant to their use as nanotubes and microfibre fillers. Appl. Clay Sci. 2013, 74, 47–57. [Google Scholar] [CrossRef]
- Du, M.; Guo, B.; Jia, D. Newly emerging applications of halloysite nanotubes: A review. Polym. Int. 2010, 59, 574–582. [Google Scholar] [CrossRef]
- Singh, B. Why does halloysite roll?—A new model. Clays Clay Miner. 1996, 44, 191–196. [Google Scholar] [CrossRef]
- Lecouvet, B.; Gutierrez, J.G.; Sclavons, M.; Bailly, C. Structure–property relationships in polyamide 12/halloysite nanotube nanocomposites. Polym. Degrad. Stab. 2011, 96, 226–235. [Google Scholar] [CrossRef]
- Kamble, R.; Ghag, M.; Gaikawad, S.; Panda, B.K. Halloysite nanotubes and applications: A review. J. Adv. Sci. Res. 2012, 3, 25–29. [Google Scholar]
- Liu, M.; Guo, B.; Du, M.; Jia, D. Drying induced aggregation of halloysite nanotubes in polyvinyl alcohol/halloysite nanotubes solution and its effect on properties of composite film. Appl. Phys. A 2007, 88, 391–395. [Google Scholar] [CrossRef]
- Murariu, M.; Dechief, A.-L.; Paint, Y.; Peeterbroeck, S.; Bonnaud, L.; Dubois, P. Polylactide (PLA)—halloysite nanocomposites: Production, morphology and key-properties. J. Polym. Environ. 2012, 20, 932–943. [Google Scholar] [CrossRef]
- Liu, M.; Zhang, Y.; Zhou, C. Nanocomposites of halloysite and polylactide. Appl. Clay Sci. 2013, 75, 52–59. [Google Scholar] [CrossRef]
- Wu, W.; Cao, X.; Zhang, Y.; He, G. Polylactide/halloysite nanotube nanocomposites: Thermal, mechanical properties, and foam processing. J. Appl. Polym. Sci. 2013, 130, 443–452. [Google Scholar] [CrossRef]
- Prashantha, K.; Lecouvet, B.; Sclavons, M.; Lacrampe, M.F.; Krawczak, P. Poly(lactic acid)/halloysite nanotubes nanocomposites: Structure, thermal, and mechanical properties as a function of halloysite treatment. J. Appl. Polym. Sci. 2013, 128, 1895–1903. [Google Scholar] [CrossRef]
- Stoclet, G.; Sclavons, M.; Lecouvet, B.; Devaux, J.; Van Velthem, P.; Boborodea, A.; Bourbigot, S.; Sallem-Idrissi, N. Elaboration of poly(lactic acid)/halloysite nanocomposites by means of water assisted extrusion: Structure, mechanical properties and fire performance. RSC Adv. 2014, 4, 57553–57563. [Google Scholar] [CrossRef]
- De Silva, R.T.; Pasbakhsh, P.; Goh, K.L.; Chai, S.-P.; Chen, J. Synthesis and characterisation of poly(lactic acid)/halloysite bionanocomposite films. J. Compos. Mater. 2014, 48, 3705–3717. [Google Scholar] [CrossRef]
- Othman, S.H.; Hassan, N.; Talib Rosnita, A.; Kadir Basha, R.; Risyon Nazratul, P. Mechanical and thermal properties of PLA/halloysite bio-nanocomposite films: Effect of halloysite nanoclay concentration and addition of glycerol. J. Polym. Eng. 2017, 37, 381–389. [Google Scholar] [CrossRef]
- Risyon, N.P.; Othman, S.H.; Basha, R.K.; Talib, R.A. Characterization of polylactic acid/halloysite nanotubes bionanocomposite films for food packaging. Food Packag. Shelf Life 2020, 23, 100450. [Google Scholar] [CrossRef]
- Szczepanik, B.; Słomkiewicz, P.; Garnuszek, M.; Rogala, P.; Banaś, D.; Kubala-Kukuś, A.; Stabrawa, I. Effect of temperature on halloysite acid treatment for efficient chloroaniline removal from aqueous solutions. Clays Clay Miner. 2017, 65, 155–167. [Google Scholar] [CrossRef]
- Introzzi, L.; Fuentes-Alventosa, J.M.; Cozzolino, C.A.; Trabattoni, S.; Tavazzi, S.; Bianchi, C.L.; Schiraldi, A.; Piergiovanni, L.; Farris, S. “Wetting enhancer” pullulan coating for antifog packaging applications. ACS Appl. Mater. Interfaces 2012, 4, 3692–3700. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Arrieta, M.P.; López, J.; Ferrándiz, S.; Peltzer, M.A. Characterization of PLA-limonene blends for food packaging applications. Polym. Test. 2013, 32, 760–768. [Google Scholar] [CrossRef]
- Rong, R.; Xu, X.; Zhu, S.; Li, B.; Wang, X.; Tang, K. Facile preparation of homogeneous and length controllable halloysite nanotubes by ultrasonic scission and uniform viscosity centrifugation. Chem. Eng. J. 2016, 291, 20–29. [Google Scholar] [CrossRef]
- Lascano, D.; Moraga, G.; Ivorra-Martinez, J.; Rojas-Lema, S.; Torres-Giner, S.; Balart, R.; Boronat, T.; Quiles-Carrillo, L. Development of injection-molded polylactide pieces with high toughness by the addition of lactic acid oligomer and characterization of their shape memory behavior. Polymers 2019, 11, 2099. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- De Silva, R.T.; Soheilmoghaddam, M.; Goh, K.L.; Wahit, M.U.; Bee, S.A.H.; Chai, S.-P.; Pasbakhsh, P. Influence of the processing methods on the properties of poly(lactic acid)/halloysite nanocomposites. Polym. Compos. 2016, 37, 861–869. [Google Scholar] [CrossRef]
- Othman, S.H.; Ling, H.N.; Talib, R.A.; Naim, M.N.; Risyon, N.P.; Saifullah, M. PLA/MMT and PLA/halloysite bio-nanocomposite films: Mechanical, barrier, and transparency. J. Nano Res. 2019, 59, 77–93. [Google Scholar] [CrossRef]
- Schliecker, G.; Schmidt, C.; Fuchs, S.; Wombacher, R.; Kissel, T. Hydrolytic degradation of poly(lactide-co-glycolide) films: Effect of oligomers on degradation rate and crystallinity. Int. J. Pharm. 2003, 266, 39–49. [Google Scholar] [CrossRef]
- Xing, Q.; Zhang, X.; Dong, X.; Liu, G.; Wang, D. Low-molecular weight aliphatic amides as nucleating agents for poly (L-lactic acid): Conformation variation induced crystallization enhancement. Polymer 2012, 53, 2306–2314. [Google Scholar] [CrossRef]
- Zhang, J.; Tashiro, K.; Tsuji, H.; Domb, A.J. Disorder-to-order phase transition and multiple melting behavior of poly(L-lactide) investigated by simultaneous measurements of WAXD and DSC. Macromolecules 2008, 41, 1352–1357. [Google Scholar] [CrossRef]
- Yasuniwa, M.; Tsubakihara, S.; Sugimoto, Y.; Nakafuku, C. Thermal analysis of the double-melting behavior of poly(L-lactic acid). J. Polym. Sci. Part B Polym. Phys. 2004, 42, 25–32. [Google Scholar] [CrossRef]
- Agüero, A.; Morcillo, M.D.C.; Quiles-Carrillo, L.; Balart, R.; Boronat, T.; Lascano, D.; Torres-Giner, S.; Fenollar, O. Study of the influence of the reprocessing cycles on the final properties of polylactide pieces obtained by injection molding. Polymers 2019, 11, 1908. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ambrosio-Martín, J.; Fabra, M.J.; Lopez-Rubio, A.; Lagaron, J.M. An effect of lactic acid oligomers on the barrier properties of polylactide. J. Mater. Sci. 2014, 49, 2975–2986. [Google Scholar] [CrossRef]
- Torres-Giner, S.; Montanes, N.; Boronat, T.; Quiles-Carrillo, L.; Balart, R. Melt grafting of sepiolite nanoclay onto poly(3-hydroxybutyrate-co-4-hydroxybutyrate) by reactive extrusion with multi-functional epoxy-based styrene-acrylic oligomer. Eur. Polym. J. 2016, 84, 693–707. [Google Scholar] [CrossRef]
- Torres-Giner, S.; Montanes, N.; Fenollar, O.; García-Sanoguera, D.; Balart, R. Development and optimization of renewable vinyl plastisol/wood flour composites exposed to ultraviolet radiation. Mater. Des. 2016, 108, 648–658. [Google Scholar] [CrossRef]
- Amor, A.A.; Okhay, N.; Guinault, A.; Miquelard-Garnier, G.; Sollogoub, C.; Gervais, M. Combined compatibilization and plasticization effect of low molecular weight poly(lactic acid) in poly(lactic acid)/poly(3-hydroxybutyrate-co-3-hydroxyvalerate) blends. Express Polym. Lett. 2018, 12, 114–125. [Google Scholar] [CrossRef]
- Larocca, N.M.; Pessan, L.A. Effect of antiplasticisation on the volumetric, gas sorption and transport properties of polyetherimide. J. Membr. Sci. 2003, 218, 69–92. [Google Scholar] [CrossRef]
- Maeda, Y.; Paul, D.R. Effect of antiplasticization on gas sorption and transport. III. Free volume interpretation. J. Polym. Sci. Part B Polym. Phys. 1987, 25, 1005–1016. [Google Scholar] [CrossRef]
- Aldana, D.S.; Villa, E.D.; De Dios Hernández, M.; Sánchez, G.G.; Cruz, Q.R.; Gallardo, S.F.; Castillo, H.P.; Casarrubias, L.B. Barrier properties of polylactic acid in cellulose based packages using montmorillonite as filler. Polymers 2014, 6, 2386–2403. [Google Scholar] [CrossRef] [Green Version]
- Saif, M.J.; Asif, H.M. Escalating applications of halloysite nanotubes. J. Chil. Chem. Soc. 2015, 60, 2949–2953. [Google Scholar] [CrossRef] [Green Version]
- Agüero, Á.; Garcia-Sanoguera, D.; Lascano, D.; Rojas-Lema, S.; Ivorra-Martinez, J.; Fenollar, O.; Torres-Giner, S. Evaluation of different compatibilization strategies to improve the performance of injection-molded green composite pieces made of polylactide reinforced with short flaxseed fibers. Polymers 2020, 12, 821. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Torres-Giner, S.; Montanes, N.; Fombuena, V.; Boronat, T.; Sanchez-Nacher, L. Preparation and characterization of compression-molded green composite sheets made of poly(3-hydroxybutyrate) reinforced with long pita fibers. Adv. Polym. Technol. 2018, 37, 1305–1315. [Google Scholar] [CrossRef] [Green Version]
- Figueroa-Lopez, K.J.; Torres-Giner, S.; Enescu, D.; Cabedo, L.; Cerqueira, M.A.; Pastrana, L.M.; Lagaron, J.M. Electrospun active biopapers of food waste derived poly(3-hydroxybutyrate-co-3-hydroxyvalerate) with short-term and long-term antimicrobial performance. Nanomaterials 2020, 10, 506. [Google Scholar] [CrossRef] [Green Version]
- Torres-Giner, S.; Gimeno-Alcañiz, J.V.; Ocio, M.J.; Lagaron, J.M. Optimization of electrospun polylactide-based ultrathin fibers for osteoconductive bone scaffolds. J. Appl. Polym. Sci. 2011, 122, 914–925. [Google Scholar] [CrossRef]
Sample Availability: Film samples are available from the authors. |









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Film | L* | a* | b* | ΔEa,b* |
|---|---|---|---|---|
| PLA | 30.79 ± 0.31 a | −0.32 ± 0.06 a | −0.48 ± 0.03 a | - |
| PLA + 5% OLA | 30.67 ± 0.27 a | −0.38 ± 0.04 a | −0.30 ± 0.09 b | 0.36 ± 0.03 a |
| PLA + 10% OLA | 30.36 ± 0.15 a | −0.25 ± 0.05 a | −0.15 ± 0.08 c | 0.64 ± 0.09 b |
| PLA + 20% OLA | 30.24 ± 0.03 a | −0.30 ± 0.06 a | −0.22 ± 0.08 bc | 0.66 ± 0.08 b |
| PLA + 20% OLA + 3% HNTs | 32.35 ± 0.06 b | −0.61 ± 0.04 b | −0.89 ± 0.05 d | 1.65 ± 0.25 c |
| PLA + 20% OLA + 6% HNTs | 35.72 ± 0.27 c | −1.01 ± 0.02 c | −1.76 ± 0.11 e | 5.15 ± 0.48 d |
| PLA + 20% OLA + 9% HNTs | 38.19 ± 0.64 d | −1.27 ± 0.13 d | −2.31 ± 0.15 f | 7.68 ± 0.39 e |
| Film | Et (MPa) | σy (MPa) | εb (%) |
|---|---|---|---|
| PLA | 2846.3 ± 137 a | 54.3 ± 0.9 a | 3.52 ± 0.2 a |
| PLA + 5% OLA | 2745.6 ± 146 a | 53.5 ± 1.0 a | 3.99 ± 0.5 a |
| PLA + 10% OLA | 2532.8 ± 103 b | 49.1 ± 0.7 b | 5.69 ± 0.3 b |
| PLA + 20% OLA | 2469.4 ± 112 b | 42.3 ± 0.9 c | 6.14 ± 0.3 b |
| PLA + 20% OLA + 3% HNTs | 2854.1 ± 103 a | 57.8 ± 1.0 d | 4.23 ± 0.2 c |
| PLA + 20% OLA + 6% HNTs | 2927.6 ± 105 a | 47.8 ± 1.1 b | 3.74 ± 0.4 a |
| PLA + 20% OLA + 9% HNTs | 2651.3 ± 102 ab | 39.1 ± 1.3 e | 3.16 ± 0.6 d |
| Film | Tg (°C) | Tcc (°C) | Tm (°C) | ΔHcc (J/g) | ΔHm (J/g) | χc max (%) |
|---|---|---|---|---|---|---|
| PLA | 62.5 ± 0.6 a | 121.2 ± 0.8 a | 150.8 ± 0.5 a | 6.98 ± 0.8 a | 16.80 ± 0.5 a | 18.06 ± 0.51 a |
| PLA + 5% OLA | 58.7 ± 0.5 b | 116.1 ± 0.4 b | 148.7 ± 0.3 b | 15.92 ± 0.4 b | 20.68 ± 0.3 b | 23.41 ± 0.32 b |
| PLA + 10% OLA | 54.3 ± 0.6 c | 112.8 ± 0.7 c | 146.9 ± 0.4 c | 17.03 ± 0.4 c | 21.63 ± 0.4 c | 25.84 ± 0.54 c |
| PLA + 20% OLA | 43.9 ± 0.8 d | 101.9 ± 0.6 d | 138.8 ± 0.6d / 150.0 ± 0.5 a | 25.63 ± 0.6 d | 26.20 ± 0.6 d | 35.21 ± 0.45 d |
| PLA + 20% OLA + 3% HNTs | 46.9 ± 1.0 e | 106.5 ± 0.4 e | 142.1 ± 0.4e / 150.2 ± 0.8 a | 19.13 ± 0.9 e | 22.98 ± 0.7 e | 31.82 ± 0.84 e |
| PLA + 20% OLA + 6% HNTs | 46.8 ± 0.8 e | 103.6 ± 0.7 de | 141.7 ± 0.8e / 149.7 ± 0.3 a | 20.75 ± 0.6 e | 22.26 ± 0.8 e | 31.71 ± 0.62 e |
| PLA + 20% OLA + 9% HNTs | 47.3 ± 0.9 e | 108.1 ± 0.8 e | 141.1 ± 0.7e / 149.4 ± 0.6 a | 20.50 ± 0.5 e | 21.55 ± 0.5 e | 31.57 ± 0.73 e |
| Film | T5% (°C) | Tdeg (°C) | Residual mass (%) |
|---|---|---|---|
| PLA | 342.2 ± 1.2 a | 383.0 ± 1.3 a | 1.9 ± 0.8 a |
| PLA + 5% OLA | 335.3 ± 1.0 b | 382.5 ± 1.0 a | 1.6 ± 0.6 b,c |
| PLA + 10% OLA | 313.3 ± 0.9 c | 382.4 ± 0.8 a | 1.6 ± 1.1 a |
| PLA + 20% OLA | 292.5 ± 1.2 d | 381.8 ± 0.9 a | 1.6 ± 0.9 c |
| PLA + 20% OLA + 3% HNTs | 299.5 ± 1.4 e | 381.0 ± 1.1 a | 3.1 ± 1.0 b |
| PLA + 20% OLA + 6% HNTs | 296.5 ± 0.9 f | 376.7 ± 0.8 b | 5.7 ± 0.7 d |
| PLA + 20% OLA + 9% HNTs | 282.4 ± 1.1 g | 348.7 ± 0.7 c | 8.8 ± 1.2 e |
| Film | Tg (°C) | E’ (MPa) | ||
|---|---|---|---|---|
| 30 °C | 75 °C | 110 °C | ||
| PLA | 64.1 ± 0.9 a | 2321.8 ± 122.1 a | 0.9 ± 0.1 a | 30.1 ± 2.8 a |
| PLA + 5% OLA | 60.7 ± 0.6 b | 2732.2 ± 139.2 b | 0.8 ± 0.2 a | 25.0 ± 1.6 b |
| PLA + 10% OLA | 56.0 ± 1.0 c | 2785.5 ± 120.2 b | 1.3 ± 0.2 b | 93.2 ± 2.9 c |
| PLA + 20% OLA | 52.0 ± 1.1 d | 2892.7 ± 107.4 c | 0.6 ± 0.1 a | 36.1 ± 1.9 d |
| PLA + 20% OLA + 3% HNTs | 51.2 ± 0.7 d | 2883.6 ± 119.3 c | 0.7 ± 0.1 a | 27.8 ± 3.0 b |
| PLA + 20% OLA + 6% HNTs | 48.4 ± 0.7 e | 2318.2 ± 101.5 a | 2.0 ± 0.2 c | 37.9 ± 2.7 e |
| PLA + 20% OLA + 9% HNTs | 48.3 ± 0.8 e | 2536.9 ± 102.1 f | 0.7 ± 0.1 a | 15.0 ± 2.1 f |
| Film | WVP × 1014 (kg·m/m2·Pa1·s1) | LP × 1015 (kg·m/m2·Pa1·s1) |
|---|---|---|
| PLA | 1.22 ± 0.03 a | 3.33 ± 0.08 a |
| PLA + 5% OLA | 0.85 ± 0.02 b | 3.31 ± 0.07 a |
| PLA + 10% OLA | 0.65 ± 0.03 c | 0.94 ± 0.01 b |
| PLA + 20% OLA | 0.87 ± 0.02 b | 1.72 ± 0.10 c |
| PLA + 20% OLA + 3% HNTs | 0.80 ± 0.02 d | 0.91 ± 0.03 b |
| PLA + 20% OLA + 6% HNTs | 0.88 ± 0.03 b | 1.30 ± 0.09 d |
| PLA + 20% OLA + 9% HNTs | 0.88 ± 0.02 b | 1.42 ± 0.15 d |
| Code | PLA (wt%) | OLA (wt%) | HNTs (phr) |
|---|---|---|---|
| PLA | 100 | 0 | 0 |
| PLA + 5% OLA | 95 | 5 | 0 |
| PLA + 10% OLA | 90 | 10 | 0 |
| PLA + 20% OLA | 80 | 20 | 0 |
| PLA + 20% OLA + 3% HNTs | 80 | 20 | 3 |
| PLA + 20% OLA + 6% HNTs | 80 | 20 | 6 |
| PLA + 20% OLA + 9% HNTs | 80 | 20 | 9 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rojas-Lema, S.; Quiles-Carrillo, L.; Garcia-Garcia, D.; Melendez-Rodriguez, B.; Balart, R.; Torres-Giner, S. Tailoring the Properties of Thermo-Compressed Polylactide Films for Food Packaging Applications by Individual and Combined Additions of Lactic Acid Oligomer and Halloysite Nanotubes. Molecules 2020, 25, 1976. https://doi.org/10.3390/molecules25081976
Rojas-Lema S, Quiles-Carrillo L, Garcia-Garcia D, Melendez-Rodriguez B, Balart R, Torres-Giner S. Tailoring the Properties of Thermo-Compressed Polylactide Films for Food Packaging Applications by Individual and Combined Additions of Lactic Acid Oligomer and Halloysite Nanotubes. Molecules. 2020; 25(8):1976. https://doi.org/10.3390/molecules25081976
Chicago/Turabian StyleRojas-Lema, Sandra, Luis Quiles-Carrillo, Daniel Garcia-Garcia, Beatriz Melendez-Rodriguez, Rafael Balart, and Sergio Torres-Giner. 2020. "Tailoring the Properties of Thermo-Compressed Polylactide Films for Food Packaging Applications by Individual and Combined Additions of Lactic Acid Oligomer and Halloysite Nanotubes" Molecules 25, no. 8: 1976. https://doi.org/10.3390/molecules25081976