2.3. Characterization Techniques
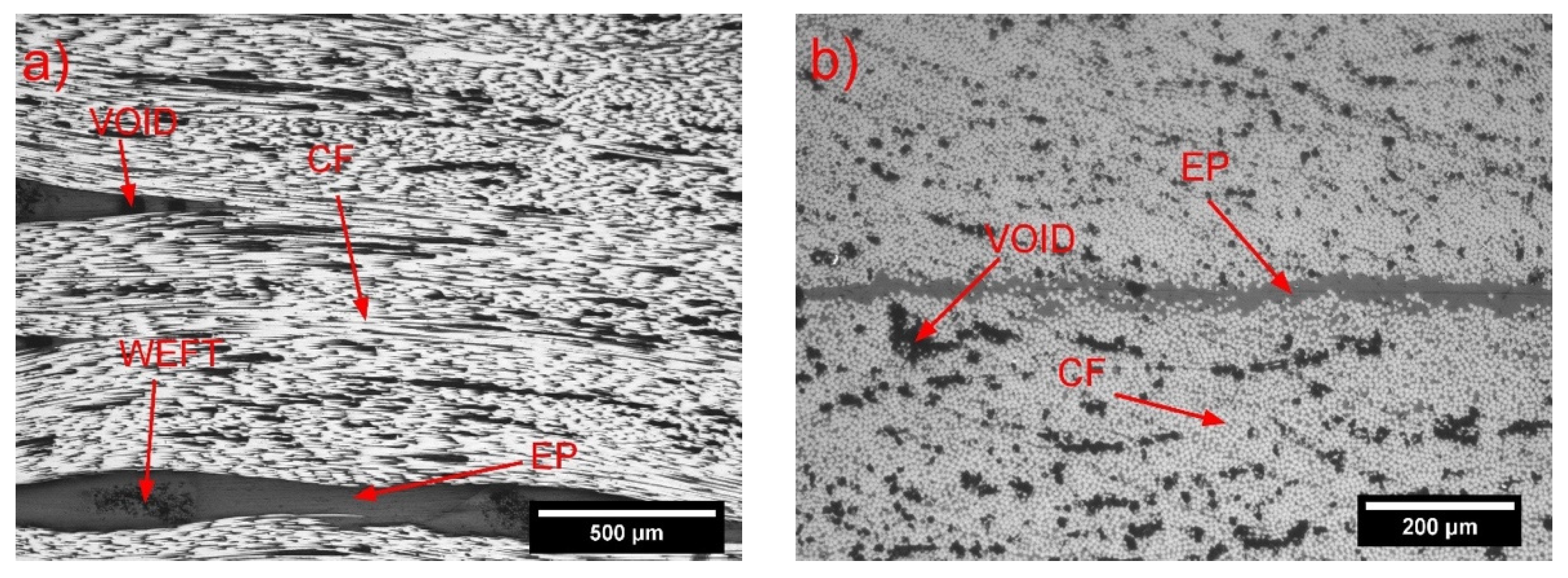
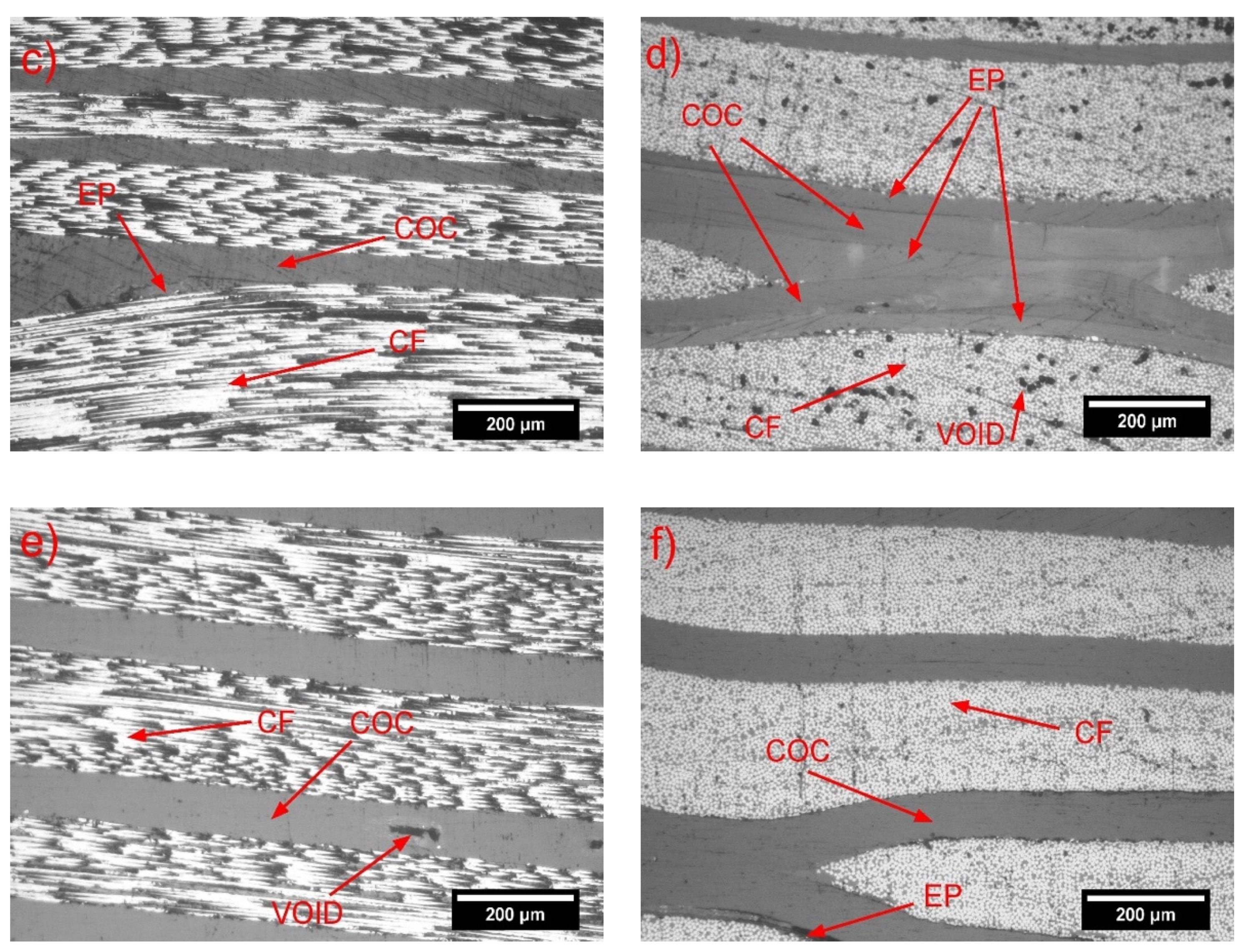
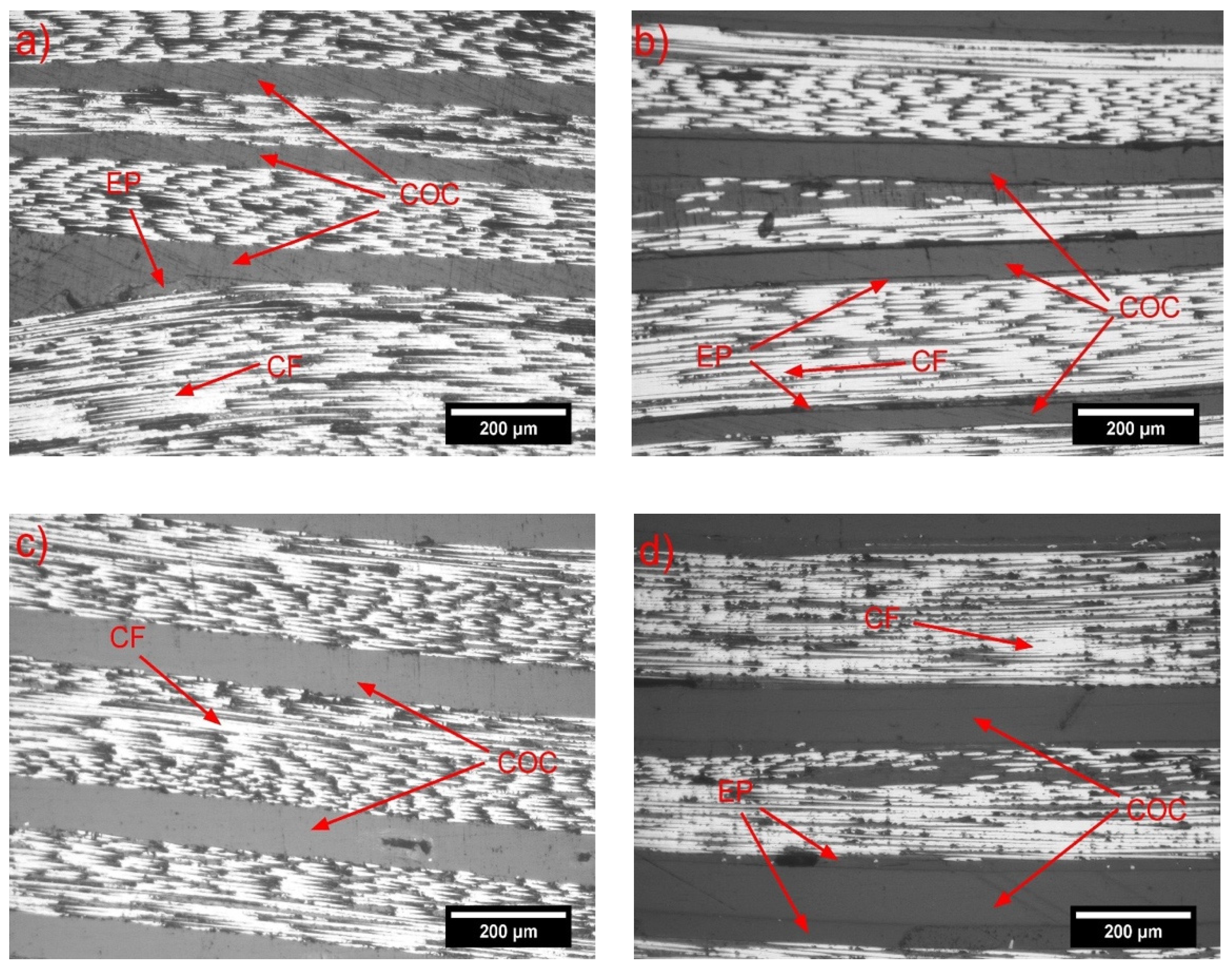
The microstructure of the EP/CF and EP/COC/CF composites was analyzed with a Zeiss Axiophot optical microscope (Carl Zeiss AG, Oberkochen, Germany), coupled with a Leica DC300 digital camera (Leica Microsystems Ltd., Heerbrugg, Switzerland). In the case of the EP/COC/CF laminates, both the unhealed (virgin) and healed samples were analyzed. The transversal and longitudinal sample cross-sections were embedded in an epoxy resin and cured for 24 h at room temperature. Then, the samples surface was polished by abrasive grinding papers made of silicon carbide with grit polishing size of 240, 800, 1200, and 4000, sequentially. Finally, polishing was performed with cloths impregnated with 3 μm and 1 μm diamond particles.
The experimental density of the samples EP/CF and EP/COC/CF was measured with the liquid displacement method at 23 °C, by using a Mettler-Toledo ME104 (Schwerzenbach, Switzerland) precision balance, with a sensitivity of 10
−4 g. Samples were weighted in air and in ethanol, following the Standard ASTM D792-13. The density of CF was measured with a Micromeritics
® Accupyc 1330 helium pycnometer (Micromeritics Instrument Corporation, Norcross, GA, USA) at 23 °C, by using a testing chamber of 3.5 cm
3. Then, the theoretical density of the composites (
ρt) was evaluated with Equation (1):
where
,
, and
are the weight fractions of carbon fibers, matrix (epoxy + hardener) and COC, respectively (see
Table 1), and
,
, and
are the density of each of these phases, equal to 1.78 g/cm
3, 1.15 g/cm
3, and 1.01 g/cm
3, respectively. The experimental density
of the prepared composites was then compared with the theoretical density, and the void volume fraction
was calculated, as described in Equation (2):
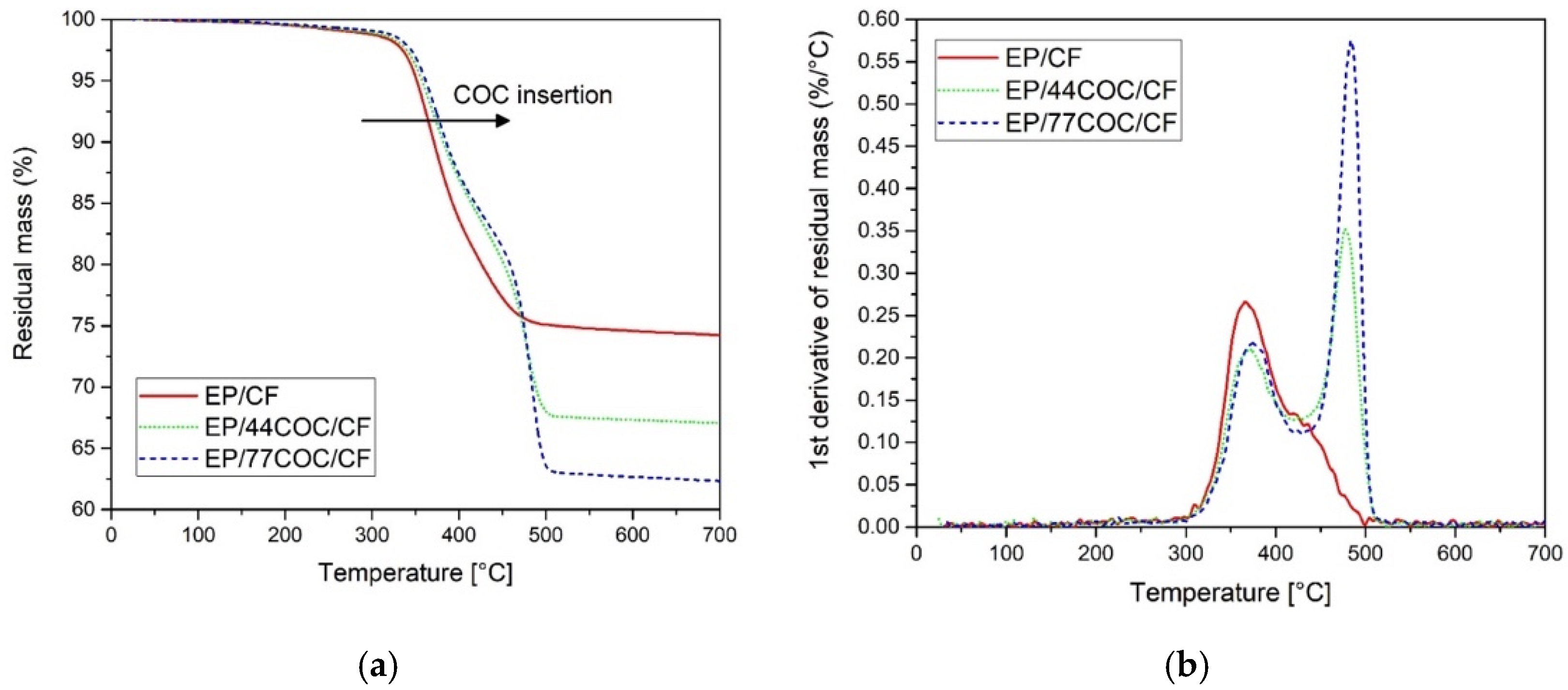
Thermogravimetric analyses (TGA) were performed through a Mettler TG50 (Mettler-Toledo GmbH, Schwerzenbach, Switzerland) machine, in order to investigate the thermal stability of unhealed EP/CF, EP/44COC/CF, and EP/77COC/CF samples. The tests were carried out from 25 °C to 700 °C, at a heating rate of 10 °C/min and under a constant nitrogen flow of 100 mL/min. This test allowed the calculation of , i.e., the starting degradation temperature calculated as the intersection of the tangents of the curve, before and after the start of the degradation, and , i.e., the peak temperatures of the mass loss derivative signal at the degradation of the EP and COC phases, respectively, and , i.e., the residual mass at 700 °C, from which the weight percent of CF present in the composite was determined.
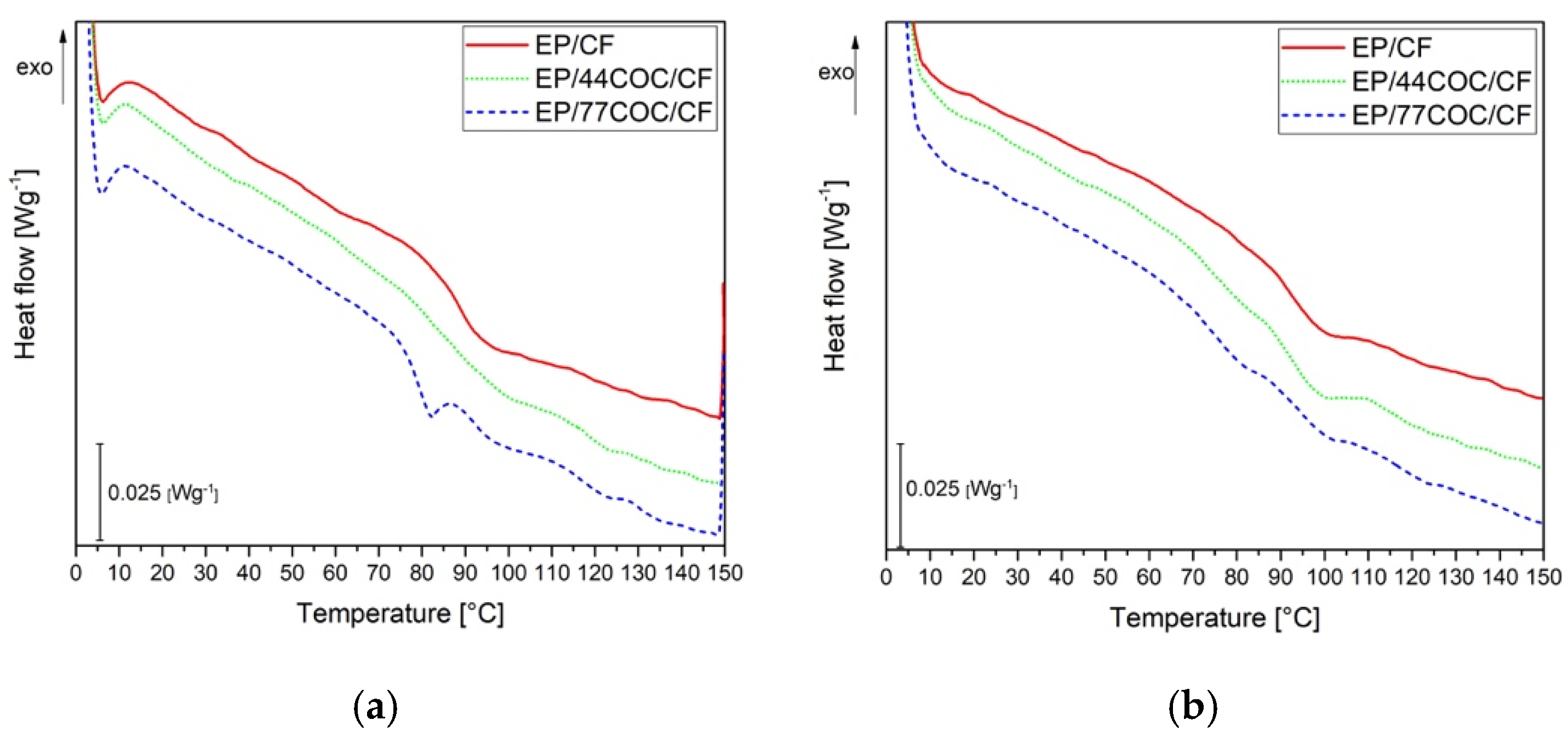
Differential scanning calorimetry (DSC) analysis were performed through Mettler DSC30 calorimeter (Mettler-Toledo GmbH, Schwerzenbach, Switzerland) to investigate the thermal behavior of the unhealed EP/CF, EP/44COC/CF, and EP/77COC/CF samples. The analysis was performed in nitrogen atmosphere with a constant flow of 100 mL/min, and three scanning steps were performed, i.e., a first heating phase from 0 °C to 130 °C, a cooling phase from 130 °C to 0 °C, and a second heating phase from 0 °C to 130 °C. A heating/cooling rate of 10 °C/min was adopted. The test allowed the determination of the Tg of epoxy and COC.
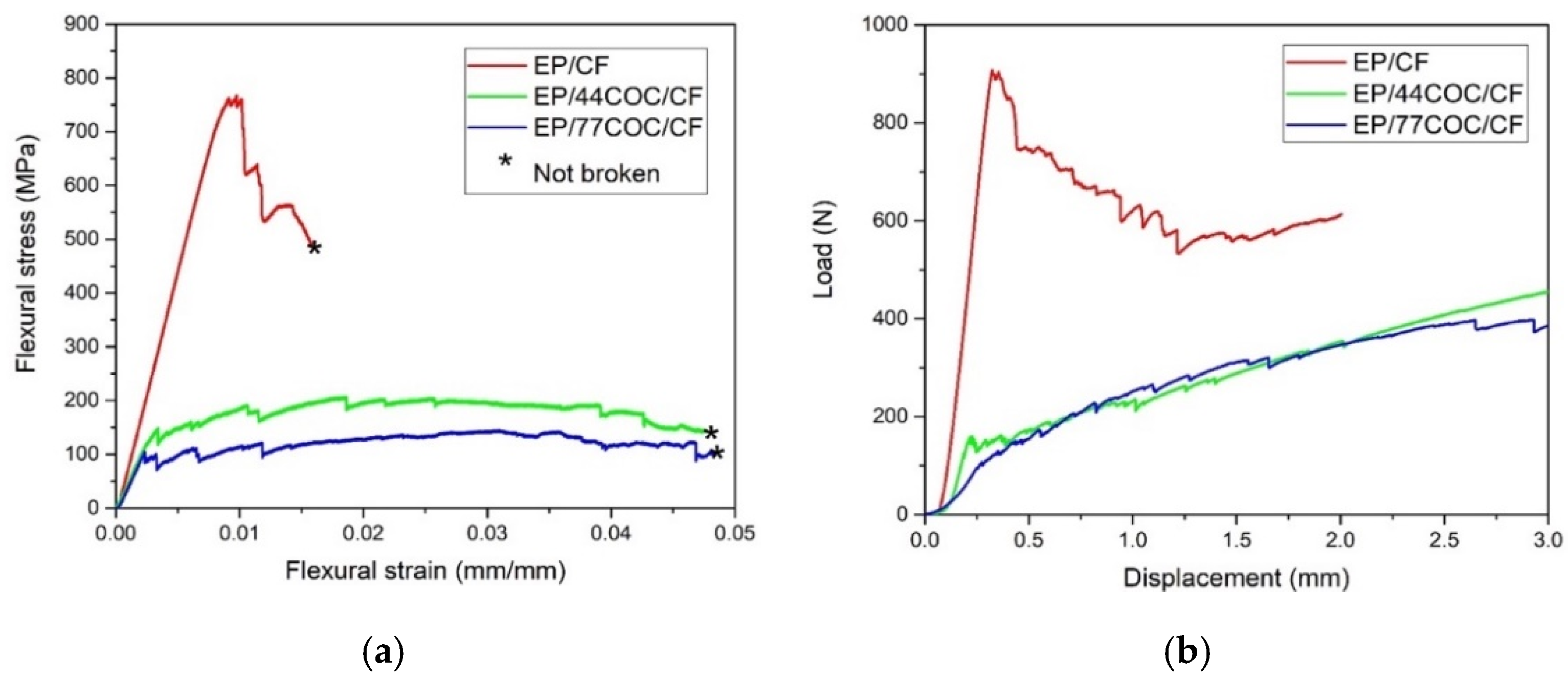
Flexural properties of the unhealed EP/CF, EP/44COC/CF, and EP/77COC/CF samples were evaluated by using an Instron® 5969 universal testing machine (Norwood, MA, USA). According to the ASTM D790-15 standard, the rectangular samples were produced from the 4-layer laminates, with a cross-section with the nominal dimensions of 12 × 1 mm2. A span to depth ratio of 60:1 was imposed for the flexural modulus measurements, while a ratio of 40:1 was fixed for the flexural strength evaluation. According to the standard, a cross-head speed was imposed to obtain a strain rate of 0.01 mm−1 on the outer surface of the samples. The flexural modulus, strength, and strain at break were evaluated, as described in the ASTM D790 15 standard. At least five specimens were tested for each composition.
Short beam shear (SBS) test was performed to evaluate the interlaminar shear strength (ILSS) of the EP/CF and EP/COC/CF samples, according to the ASTM D2344 standard. Fourteen-layer composites were tested under three-point bending configuration, with an Instron
® 5969 universal testing machine. Specimens for three-point bending tests were prepared with a length equal to six times the thickness and the width equal to two times the thickness. The tests were performed by imposing a cross head speed of 1 mm/min. The adopted support span length was four times the thickness of the specimen. The test was terminated when a load drop of 30% was reached or the cross-head displaced more than the thickness of the specimen. At least five specimens were tested for each composition. The
ILSS was evaluated using the Equation (3):
where
Pm is the maximum load, and
b and
h are the width and thickness of the specimen, respectively.
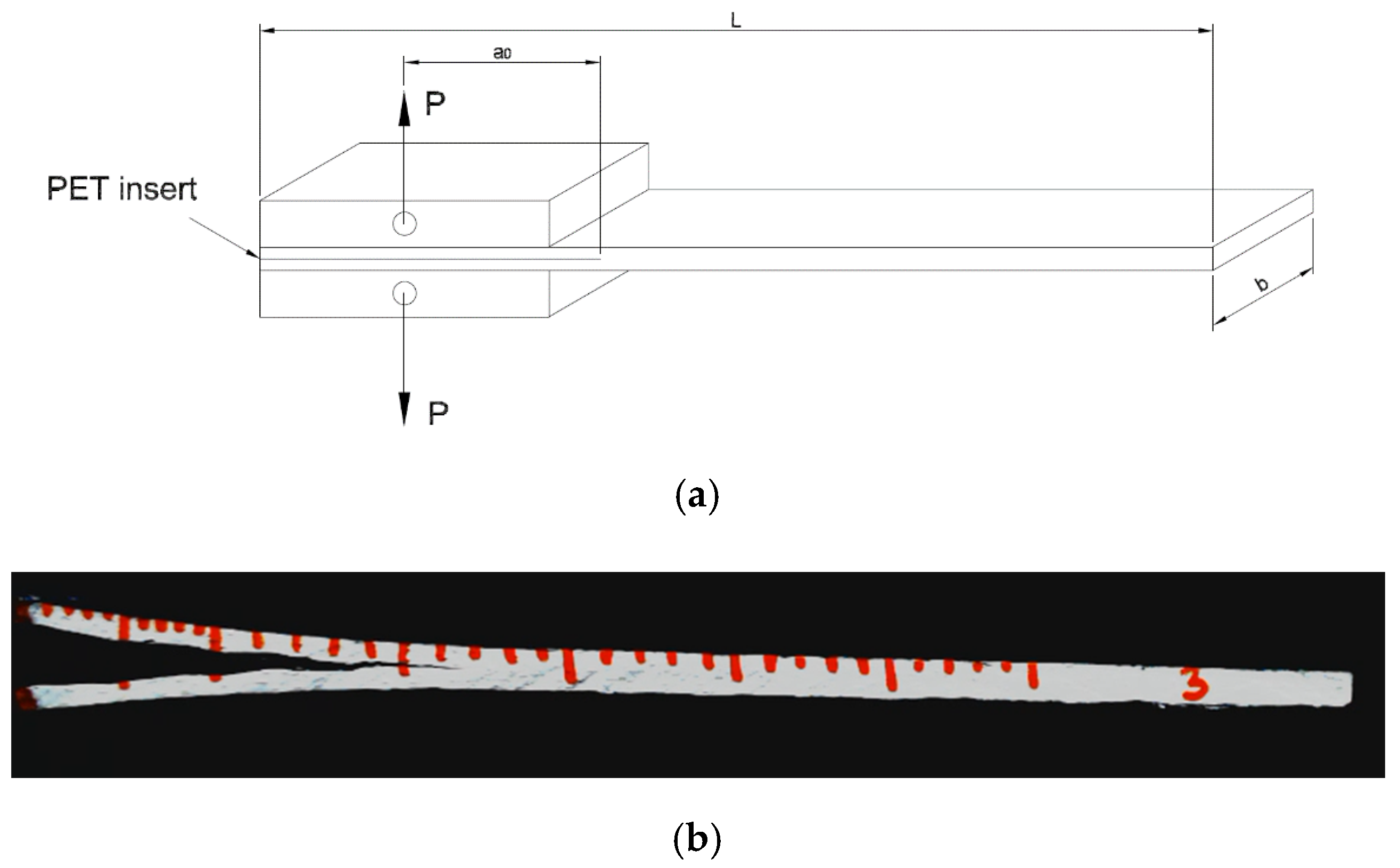
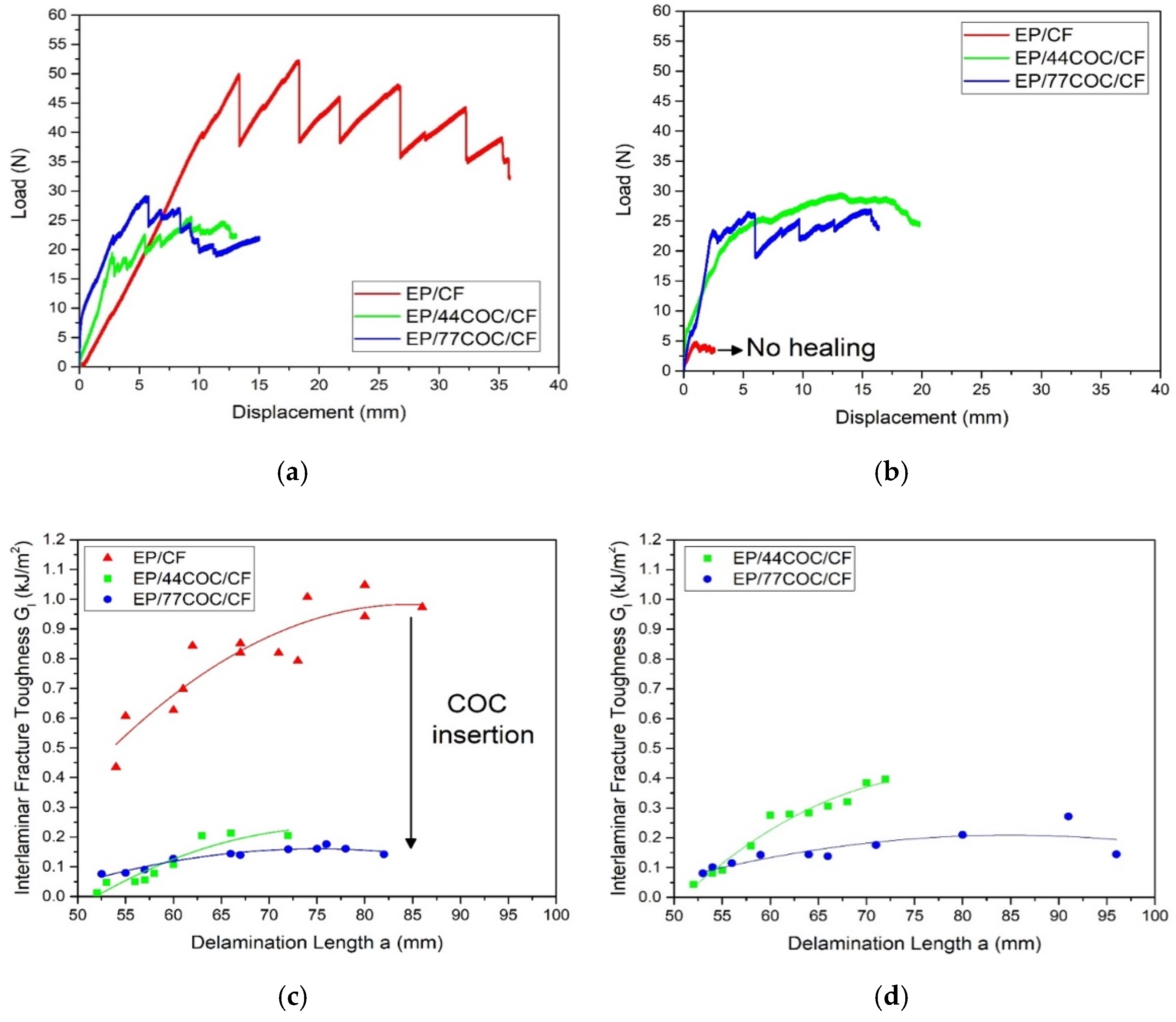
In order to evaluate the fracture toughness of the EP/CF and hybrid EP/COC/CF laminates, an interlaminar fracture toughness test was performed, according to ASTM D5528-13. These tests were conducted using an Instron
® 5969 universal testing machine with a cross-head speed of 2.5 mm/min, on double cantilever beam (DCB) samples with nominal dimensions of 150 × 23 × 3 mm
3. Two loading blocks were bonded to the specimen at 50 mm, far from the starting crack tip
. The specimen configuration is reported in
Figure 2a. To record the crack length during the test, a 60 mm graduated scale with 1 mm accuracy was drawn on the lateral side of each sample, as shown in
Figure 2b.
The crack advancement was monitored with a digital webcam (Logitech
® B910HD). The specimens were pre-cracked by loading them until 5 mm of crack advancement, followed by unloading and reloading for fracture toughness testing, until a crack advancement of 50 mm. During the tests, the applied load
, crack opening displacement
and crack length
values were measured, and the mode I interlaminar fracture toughness
was calculated via Equation (4):
where
b is the specimen width and
is a factor used to correct the vertical displacement and rotation effects at the delamination crack tip. In this way, the interlaminar fracture toughness
of the virgin EP/CF, EP/44COC/CF, and EP/77COC/CF samples was evaluated. After the test, the samples were repaired, as described in
Section 2.4.2, and the same tests were performed again to calculate the healing efficiency. To evaluate the healing efficiency of the laminates, the initiation values of G
IC were selected on the basis of the point where delamination was visually observed (VIS). This allowed the determination of the mode I interlaminar fracture toughness of the virgin (
) and repaired
specimens, corresponding to VIS. The apparent healing efficiency
of the prepared samples was thus computed, as reported in Equation (5):
Finally, the microstructural features of the healed EP/CF and EP/COC/CF composites were analyzed by using a Zeiss Axiophot optical microscope (Oberkochen, Germany), coupled with a Leica DC300 digital camera (Leica Microsystems Ltd., Heerbrugg, Switzerland).



 ,
, 














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}