
Preparation and Compatibilization of PBS/Whey Protein Isolate Based Blends

 ,
,  ,
,  , ,
, ,  , and
, and
Abstract
:
1. Introduction
2. Results and Discussion
2.1. PBS-PWP Blends First Screening
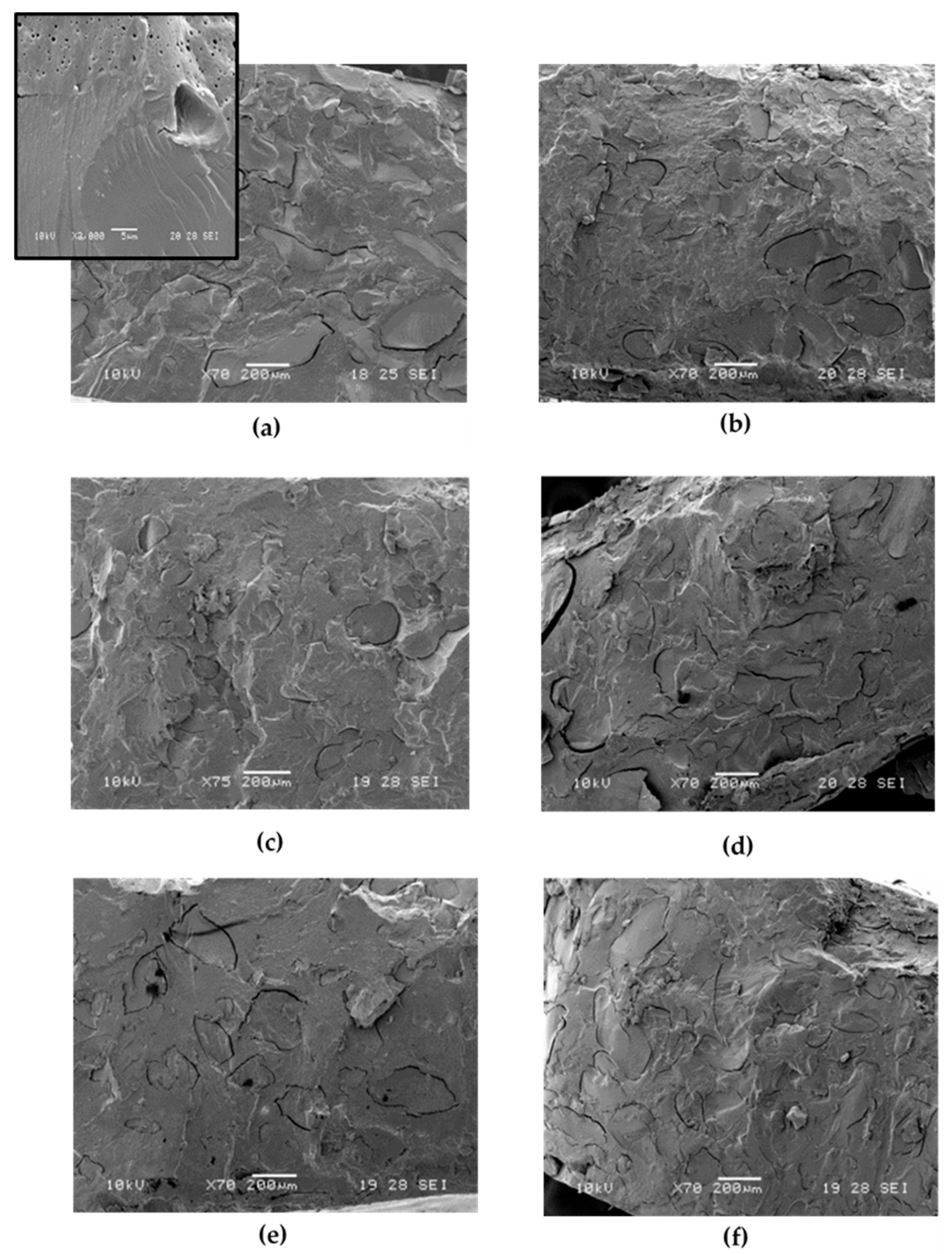
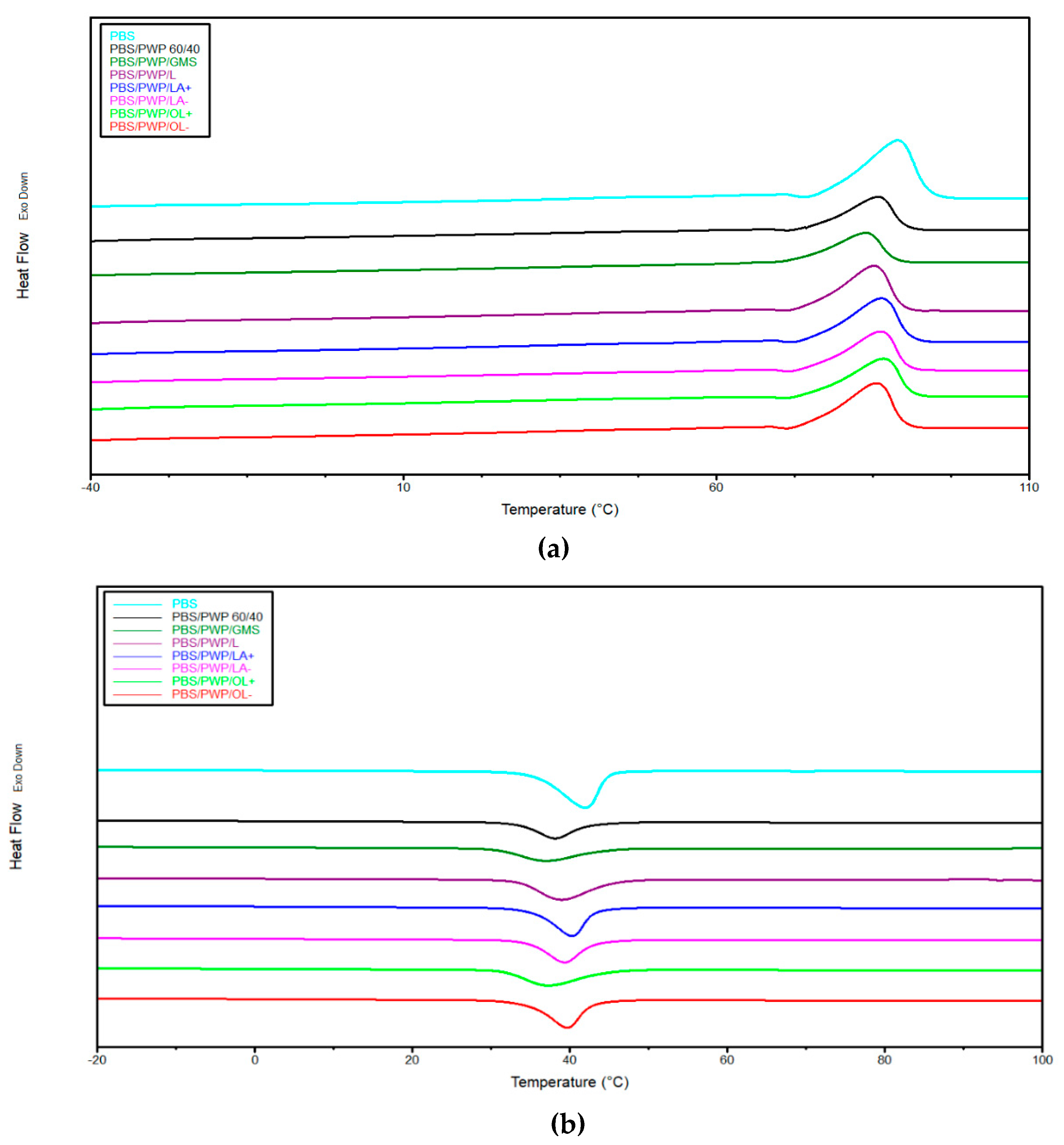
2.2. Effect of Compatibilizers on PBS-PWP 60/40
3. Materials and Methods
3.1. Materials
- The isolate whey protein (WPI) and the hydrolyzed whey protein (h-WPI) (hydrolysis degree 10%) provided by Davisco Food Int. Inc (Le Sueur, Minnesota, USA).
- Sodium sulphite purchased by Sigma-Aldrich Chemie (Steinheim, Germany).
- Glycerol was provided by Chemsolute Th. Geyer & Co KG (Renningen, Germany).
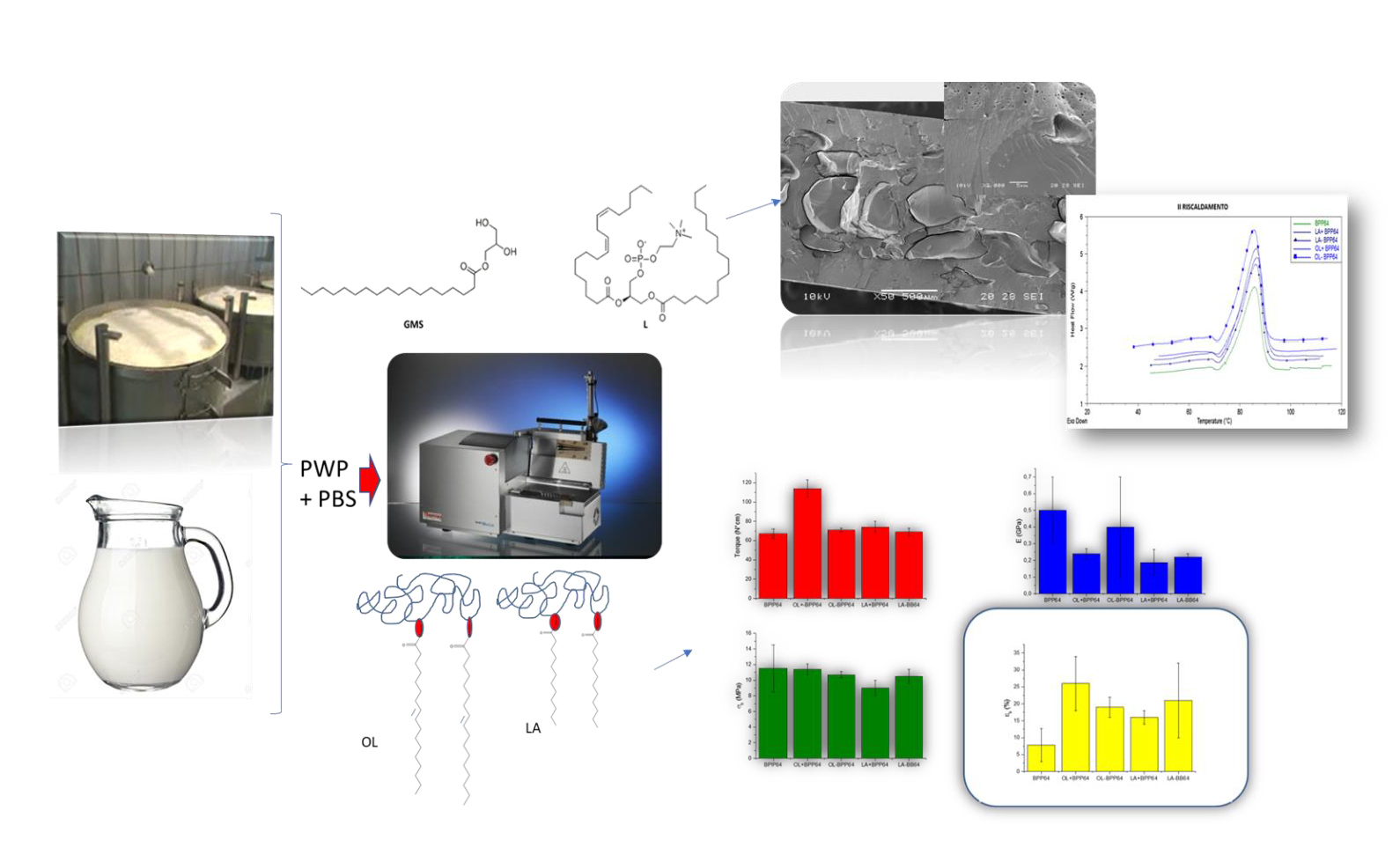
- The plasticized whey protein (PWP) was prepared by FRAUNHOFER IVV (Freising, Germany). It is constituted by: 43.8 wt.% of isolate whey protein (WPI), 4.9 wt.% of hydrolyzed whey protein (h-WPI), 2.5 wt.% of sodium sulphite and 48.8 wt.% of a Glycerol/ Water mixture [parts ratio 70:30].
- Poly(butylene succinate) (PBS) was purchased from Mitsubishi Chemical Corporation (Tokyo, Japan), trade name GS PLA FD92. It is a copolymer of succinic acid, lactic acid and 1,4-butandiol. It is a semi-crystalline polyester that thanks to its great flexibility can be used for both blown and cast film extrusion.
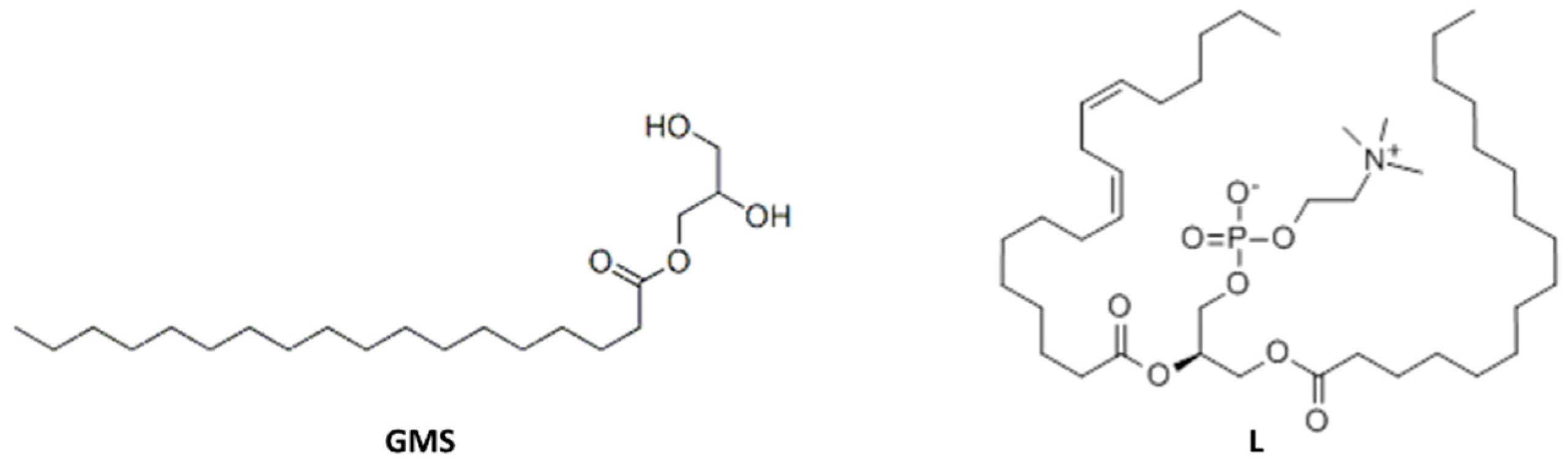
- The glycerol monostearate (GMS) adopted for this work was purchased from Sigma-Aldrich with trade name of “Glycerol monostearate 40–55” (in which the range of monostearate is 40–55 wt.%).
- Soy lecithin was purchased from Sigma-Aldrich;
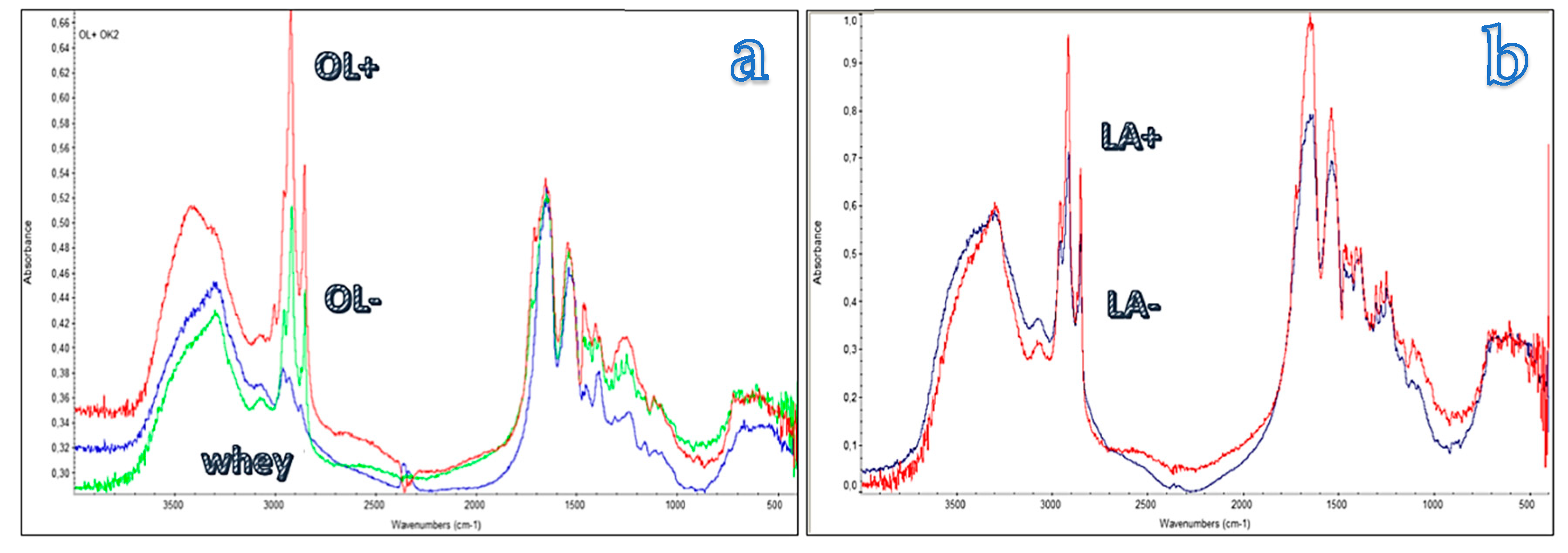
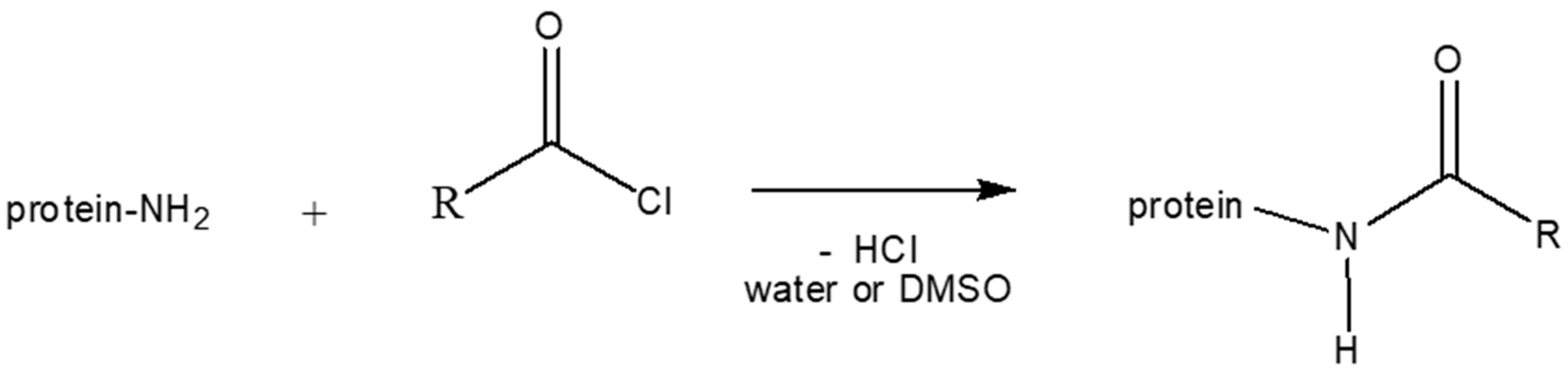
- The whey protein modified with oleate and laurate groups (OL+, OL−, LA+ and LA−) with different degree of modification of the chains, were provided by FRAUNHOFER IVV (Freising, Germany). These modified proteins were obtained by the Schotten–Baumann reaction [51]. (Figure 6). The chemical mechanism consists in the reaction of the protein with the acyl chloride of a fatty acid, hydrophobic chains of oleate and laurate are linked to the amino acid chains of the plasticized whey protein.
3.1.1. Blends and Specimen’s Preparation
3.1.2. Mechanical Testing
3.1.3. Differential Scanning Calorimetry
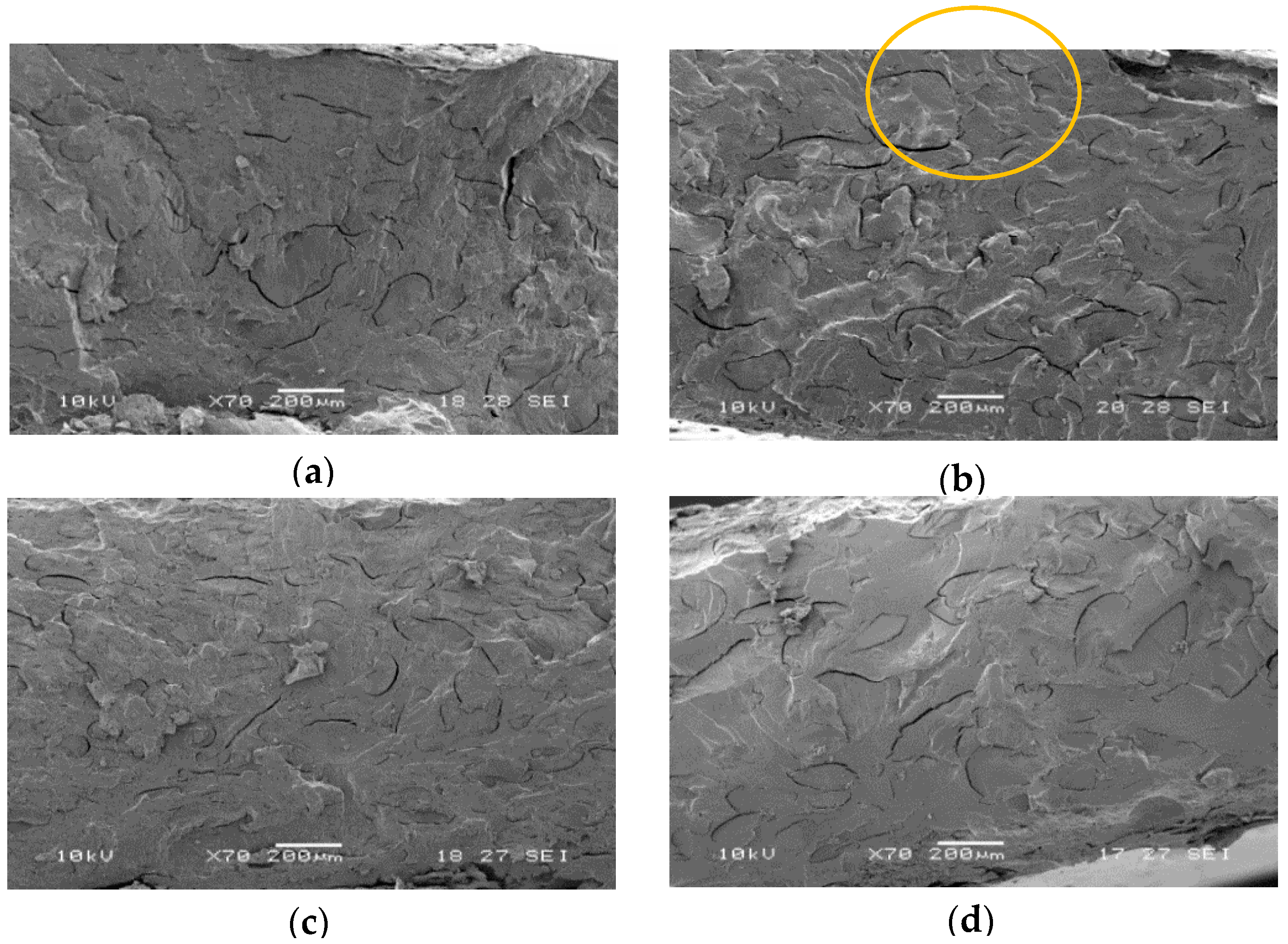
3.1.4. SEM Analysis
3.1.5. FT-IR Characterization
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- La Mantia, F.P.; Morreale, M.; Botta, L.; Mistretta, M.C.; Ceraulo, M.; Scaffaro, R. Degradation of polymer blends: A brief review. Polym. Degrad. Stab. 2017, 145, 79–92. [Google Scholar] [CrossRef]
- Cinelli, P.; Seggiani, M.; Mallegni, N.; Gigante, V.; Lazzeri, A. Processability and Degradability of PHA-Based Composites in Terrestrial Environments. Int. J. Mol. Sci. 2019, 20, 284. [Google Scholar] [CrossRef] [Green Version]
- Aliotta, L.; Gigante, V.; Acucella, O.; Signori, F.; Lazzeri, A. Thermal, Mechanical and Micromechanical Analysis of PLA/PBAT/POE-g-GMA Extruded Ternary Blends. Front. Mater. 2020, 7, 1–14. [Google Scholar] [CrossRef]
- Aliotta, L.; Cinelli, P.; Coltelli, M.B.; Righetti, M.C.; Gazzano, M.; Lazzeri, A. Effect of nucleating agents on crystallinity and properties of poly (lactic acid) (PLA). Eur. Polym. J. 2017, 93, 822–832. [Google Scholar] [CrossRef]
- Schmid, M.; Herbst, C.; Müller, K.; Stäbler, A.; Schlemmer, D.; Coltelli, M.B.; Lazzeri, A. Effect of Potato Pulp Filler on the Mechanical Properties and Water Vapor Transmission Rate of Thermoplastic WPI/PBS Blends. Polym. Plast. Technol. Eng. 2016, 55, 510–517. [Google Scholar] [CrossRef]
- Johansson, C.; Bras, J.; Mondragon, I.; Nechita, P.; Plackett, D.; Simon, P.; Svetec, D.G.; Virtanen, S.; Baschetti, M.G.; Breen, C. Renewable fibers and bio-based materials for packaging applications—A review of recent developments. BioResources 2012, 7, 2506–2552. [Google Scholar] [CrossRef] [Green Version]
- Scaffaro, R.; Lopresti, F.; Botta, L. PLA based biocomposites reinforced with Posidonia oceanica leaves. Compos. Part B Eng. 2018, 139, 1–11. [Google Scholar] [CrossRef]
- Botta, L.; Fiore, V.; Scalici, T.; Valenza, A.; Scaffaro, R. New polylactic acid composites reinforced with artichoke fibers. Materials 2015, 8, 7770–7779. [Google Scholar] [CrossRef] [Green Version]
- Chalermthai, B.; Chan, W.Y.; Bastidas-Oyanedel, J.R.; Taher, H.; Olsen, B.D.; Schmidt, J.E. Preparation and characterization of whey protein-based polymers produced from residual dairy streams. Polymers 2019, 11, 722. [Google Scholar] [CrossRef] [Green Version]
- Fiore, V.; Valenza, A.; Di Bella, G. Artichoke (Cynara cardunculus L.) fibres as potential reinforcement of composite structures. Compos. Sci. Technol. 2011, 71, 1138–1144. [Google Scholar] [CrossRef]
- Coltelli, M.-B.; Wild, F.; Bugnicourt, E.; Cinelli, P.; Lindner, M.; Schmid, M.; Weckel, V.; Müller, K.; Rodriguez, P.; Staebler, A. State of the art in the development and properties of protein-based films and coatings and their applicability to cellulose based products: An extensive review. Coatings 2016, 6, 1. [Google Scholar] [CrossRef]
- Qi, P.X.; Onwulata, C.I. Physical properties, molecular structures, and protein quality of texturized whey protein isolate: Effect of extrusion temperature. J. Agric. Food Chem. 2011, 59, 4668–4675. [Google Scholar] [CrossRef]
- Papademas, P.; Kotsaki, P. Technological Utilization of Whey towards Sustainable Exploitation. Adv. Dairy Res. 2020, 7, 1–10. [Google Scholar]
- Walstra, P.; Jenness, R. Dairy Chemistry & Physics; John Wiley & Sons: Hoboken, NJ, USA, 1984; ISBN 0471097799. [Google Scholar]
- Fessas, D.; Iametti, S.; Schiraldi, A.; Bonomi, F. Thermal unfolding of monomeric and dimeric β-lactoglobulins. Eur. J. Biochem. 2001, 268, 5439–5448. [Google Scholar] [CrossRef] [PubMed]
- Relkin, P.; Mulvihill, D.M. Thermal unfolding of β-lactoglobulin, α-lactalbumin, and bovine serum albumin. A thermodynamic approach. Crit. Rev. Food Sci. Nutr. 1996, 36, 565–601. [Google Scholar] [CrossRef] [PubMed]
- Geoffrey, W.S. Whey and whey proteins-From ‘gutter-to-gold’. Int. Dairy J. 2008, 18, 695–704. [Google Scholar]
- Hambraeus, L.; Lönnerdal, B. Nutritional aspects of milk proteins. In Advanced Dairy Chemistry—1 Proteins; Springer Science and Business Media LLC: New York, NJ, USA, 2003; pp. 605–645. [Google Scholar]
- Mawson, A.J. Bioconversions for whey utilization and waste abatement. Bioresour. Technol. 1994, 47, 195–203. [Google Scholar] [CrossRef]
- Khwaldia, K.; Perez, C.; Banon, S.; Desobry, S.; Hardy, J. Milk proteins for edible films and coatings. Crit. Rev. Food Sci. Nutr. 2004, 44, 239–251. [Google Scholar] [CrossRef]
- Ustunol, Z.; Mert, B. Water Solubility, Mechanical, Barrier, and Thermal Properties of Cross-linked Whey Protein Isolate-based Films. J. Food Sci. 2006, 69, FEP129–FEP133. [Google Scholar] [CrossRef]
- Gennadios, A. Protein-Based Films and Coatings; CRC press: Boca Raton, FL, USA, 2002; ISBN 1420031988. [Google Scholar]
- Mahmoud, R.; Savello, P.A. Solubility and hydrolyzability of films produced by transglutaminase catalytic crosslinking of whey protein. J. Dairy Sci. 1993, 76, 29–35. [Google Scholar] [CrossRef]
- Hernandez-Izquierdo, V.M.; Krochta, J.M. Thermoplastic processing of proteins for film formation—A review. J. Food Sci. 2008, 73, R30–R39. [Google Scholar] [CrossRef]
- De Graaf, L.A. Denaturation of proteins from a non-food perspective. J. Biotechnol. 2000, 79, 299–306. [Google Scholar] [CrossRef]
- Micard, V.; Belamri, R.; Morel, M.-H.; Guilbert, S. Properties of chemically and physically treated wheat gluten films. J. Agric. Food Chem. 2000, 48, 2948–2953. [Google Scholar] [CrossRef] [PubMed]
- Graiver, D.; Waikul, L.H.; Berger, C.; Narayan, R. Biodegradable soy protein-polyester blends by reactive extrusion process. J. Appl. Polym. Sci. 2004, 92, 3231–3239. [Google Scholar] [CrossRef]
- Verbeek, C.J.R.; Van Den Berg, L.E. Extrusion processing and properties of protein-based thermoplastics. Macromol. Mater. Eng. 2010, 295, 10–21. [Google Scholar] [CrossRef]
- Pommet, M.; Redl, A.; Guilbert, S.; Morel, M.-H. Intrinsic influence of various plasticizers on functional properties and reactivity of wheat gluten thermoplastic materials. J. Cereal Sci. 2005, 42, 81–91. [Google Scholar] [CrossRef]
- Redl, A.; Morel, M.H.; Bonicel, J.; Vergnes, B.; Guilbert, S. Extrusion of wheat gluten plasticized with glycerol: Influence of process conditions on flow behavior, rheological properties, and molecular size distribution. Cereal Chem. 1999, 76, 361–370. [Google Scholar] [CrossRef]
- Sothornvit, R.; Krochta, J.M. Plasticizer effect on mechanical properties of β-lactoglobulin films. J. Food Eng. 2001, 50, 149–155. [Google Scholar] [CrossRef]
- Schmid, M.; Hammann, F.; Winkler, H. Technofunctional properties of films made from ethylene vinyl acetate/whey protein isolate compounds. Packag. Technol. Sci. 2014, 27, 521–533. [Google Scholar] [CrossRef]
- Pommet, M.; Redl, A.; Morel, M.-H.; Domenek, S.; Guilbert, S. Thermoplastic processing of protein-based bioplastics: Chemical engineering aspects of mixing, extrusion and hot molding. Macromol. Symp. 2003, 197, 207–218. [Google Scholar] [CrossRef]
- Gontard, N.; Guilbert, S.; CUQ, J. Water and glycerol as plasticizers affect mechanical and water vapor barrier properties of an edible wheat gluten film. J. Food Sci. 1993, 58, 206–211. [Google Scholar] [CrossRef]
- Cunningham, P.; Ogale, A.A.; Dawson, P.L.; Acton, J.C. Tensile properties of soy protein isolate films produced by a thermal compaction technique. J. Food Sci. 2000, 65, 668–671. [Google Scholar] [CrossRef]
- Zhang, J.; Mungara, P.; Jane, J. Mechanical and thermal properties of extruded soy protein sheets. Polymers 2001, 42, 2569–2578. [Google Scholar] [CrossRef]
- Abdalrazeq, M.; Giosafatto, C.V.L.; Esposito, M.; Fenderico, M.; Di Pierro, P.; Porta, R. Glycerol-plasticized films obtained from whey proteins denatured at alkaline pH. Coatings 2019, 9, 322. [Google Scholar] [CrossRef] [Green Version]
- Andreuccetti, C.; Carvalho, R.A.; Grosso, C.R.F. Effect of hydrophobic plasticizers on functional properties of gelatin-based films. Food Res. Int. 2009, 42, 1113–1121. [Google Scholar] [CrossRef]
- Ljungberg, N.; Andersson, T.; Wesslén, B. Film extrusion and film weldability of poly (lactic acid) plasticized with triacetine and tributyl citrate. J. Appl. Polym. Sci. 2003, 88, 3239–3247. [Google Scholar] [CrossRef]
- Gigante, V.; Coltelli, M.-B.; Vannozzi, A.; Panariello, L.; Fusco, A.; Trombi, L.; Donnarumma, G.; Danti, S.; Lazzeri, A. Flat Die Extruded Biocompatible Poly(Lactic Acid) (PLA)/Poly(Butylene Succinate) (PBS) Based Films. Polymers 2019, 11, 1857. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bocqué, M.; Voirin, C.; Lapinte, V.; Caillol, S.; Robin, J.J. Petro-based and bio-based plasticizers: Chemical structures to plasticizing properties. J. Polym. Sci. Part A Polym. Chem. 2016, 54, 11–33. [Google Scholar] [CrossRef]
- Li, Y.-D.; Zeng, J.-B.; Wang, X.-L.; Yang, K.-K.; Wang, Y.-Z. Structure and properties of soy protein/poly (butylene succinate) blends with improved compatibility. Biomacromolecules 2008, 9, 3157–3164. [Google Scholar] [CrossRef] [PubMed]
- Ku-Marsilla, K.I.; Verbeek, C.J.R. Compatibilization of protein thermoplastics and polybutylene succinate blends. Macromol. Mater. Eng. 2015, 300, 161–171. [Google Scholar] [CrossRef]
- Zhong, Z.; Sun, X.S. Properties of soy protein isolate/polycaprolactone blends compatibilized by methylene diphenyl diisocyanate. Polymers 2001, 42, 6961–6969. [Google Scholar] [CrossRef]
- Nayak, P.L.; Sasmal, A.; Nayak, P.; Sahoo, S.; Mishra, J.K.; Kang, S.C.; Lee, J.W.; Chang, Y.-W. Nanocomposites from polycaprolactone (PCL)/soy protein isolate (SPI) blend with organoclay. Polym. Plast. Technol. Eng. 2008, 47, 600–605. [Google Scholar] [CrossRef]
- Zhang, J.; Jiang, L.; Zhu, L.; Jane, J.; Mungara, P. Morphology and properties of soy protein and polylactide blends. Biomacromolecules 2006, 7, 1551–1561. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Coltelli, M.-B.; Aliotta, L.; Vannozzi, A.; Morganti, P.; Panariello, L.; Danti, S.; Neri, S.; Fernandez-Avila, C.; Fusco, A.; Donnarumma, G.; et al. Properties and Skin Compatibility of Films Based on Poly (Lactic Acid) (PLA) Bionanocomposites Incorporating Chitin Nanofibrils (CN). J. Funct. Biomater. 2020, 11, 21. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yokohara, T.; Yamaguchi, M. Structure and properties for biomass-based polyester blends of PLA and PBS. Eur. Polym. J. 2008, 44, 677–685. [Google Scholar] [CrossRef]
- Fujimaki, T. Processability and properties of aliphatic polyesters,‘BIONOLLE’, synthesized by polycondensation reaction. Polym. Degrad. Stab. 1998, 59, 209–214. [Google Scholar] [CrossRef]
- Puchalski, M.; Szparaga, G.; Biela, T.; Gutowska, A.; Sztajnowski, S.; Krucińska, I. Molecular and supramolecular changes in polybutylene succinate (PBS) and polybutylene succinate adipate (PBSA) copolymer during degradation in various environmental conditions. Polymers 2018, 10, 251. [Google Scholar] [CrossRef] [Green Version]
- Schotten-Baumann Reaction. In Comprehensive Organic Name Reactions and Reagents; John Wiley & Sons: Hoboken, NJ, USA, 2010; pp. 2536–2539. [CrossRef]
- Song, F.; Tang, D.-L.; Wang, X.-L.; Wang, Y.-Z. Biodegradable soy protein isolate-based materials: A review. Biomacromolecules 2011, 12, 3369–3380. [Google Scholar] [CrossRef]
- Winkler, H.; Vorwerg, W.; Schmid, M. Synthesis of hydrophobic whey protein isolate by acylation with fatty acids. Eur. Polym. J. 2015, 62, 10–18. [Google Scholar] [CrossRef]
- Yamamoto, Y.; Araki, M. Effects of lecithin addition in oil or water phase on the stability of emulsions made with whey proteins. Biosci. Biotechnol. Biochem. 1997, 61, 1791–1795. [Google Scholar] [CrossRef]
- Debuissy, T.; Pollet, E.; Avérous, L. Synthesis and characterization of biobased poly(butylene succinate-ran-butylene adipate). Analysis of the composition-dependent physicochemical properties. Eur. Polym. J. 2017, 87, 84–98. [Google Scholar] [CrossRef]
- Van Krevelen, D.W. Properties of Polymers; Elsevier Amsterdam: Amsterdam, The Netherlands, 1990. [Google Scholar]
Sample Availability: Samples of the compounds are available from the authors. |







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Blend Name | Torque (N∙cm) | Elastic Modulus (GPa) | Stress at Break (MPa) | Elongation at Break (%) |
|---|---|---|---|---|
| PBS | 54 ± 1 | 0.34 ± 0.1 | 29.2 ± 0.9 | 227 ± 9 |
| PBS/PWP 70/30 | 57 ± 1.5 | 0.25 ± 0.2 | 16 ± 2 | 41 ± 4 |
| PBS/PWP 65/35 | 59 ± 1.5 | 0.17 ± 0.1 | 9.6 ± 0.3 | 13 ± 1 |
| PBS/PWP 60/40 | 67 ± 1 | 0.16 ± 0.2 | 7.8 ± 4.9 | 11.5 ± 3 |
| PBS/PWP 50/50 | 144 ± 1.4 | 0.14 ± 0.2 | 7.3 ± 0.9 | 9 ± 2 |
| Blend Name | Torque (N∙cm) | Elastic Modulus (GPa) | Stress at Break (MPa) | Elongation at Break (%) |
|---|---|---|---|---|
| PBS/PWP 60/40 | 67 ± 1 | 0.22 ± 0.02 | 7.8 ± 2.2 | 11.5 ± 3.0 |
| PBS/PWP/L | 30.7 ± 0.6 | 0.20 ± 0.03 | 9.9 ± 1.4 | 28.9 ± 9.0 |
| PBS/PWP/GMS | 91 ± 2 | 0.23 ± 0.07 | 7.6 ± 0.8 | 13.0 ± 2.0 |
| PBS/PWP/OL+ | 114 ± 2.5 | 0.24 ± 0.03 | 11.4 ± 0.7 | 26.0 ± 4.0 |
| PBS/PWP/OL− | 71 ± 1.5 | 0.37 ± 0.05 | 10.7 ± 0.4 | 18.7 ± 3.0 |
| PBS/PWP/LA+ | 74 ± 1.4 | 0.20 ± 0.08 | 10.1 ± 1.0 | 21.6 ± 2.2 |
| PBS/PWP/LA− | 69 ± 2 | 0.22 ± 0.02 | 10.7 ± 0.5 | 20.0 ± 7.0 |
| Blend Name | Tc (°C) | ΔHc (J/g) | Tm (°C) | ΔHm (J/g) | Xc (%) |
|---|---|---|---|---|---|
| PBS | 41.9 | 46.2 | 88.9 | 47.1 | 43 |
| PBS/PWP 60/40 | 38.2 | 38.5 | 85.9 | 37.6 | 34 |
| PBS/PWP/L | 38.9 | 65.8 | 85.2 | 56.9 | 52 |
| PBS/PWP/GMS | 36.9 | 44.5 | 83.8 | 37.8 | 34 |
| PBS/PWP/OL+ | 37.2 | 48.0 | 86.7 | 45.2 | 41 |
| PBS/PWP/OL− | 39.7 | 55.2 | 85.6 | 53.7 | 49 |
| PBS/PWP/LA+ | 40.3 | 53.9 | 86.4 | 52.7 | 48 |
| PBS/PWP/LA− | 39.3 | 47.8 | 86.2 | 45.3 | 41 |
| Blend Name | PBS wt.% | PWP wt.% | Soy Lecithin (L) wt.% | Glycerol Monostearate (GMS) wt.% | OL+ wt.% | OL− wt.% | LA+ wt.% | LA− wt.% |
|---|---|---|---|---|---|---|---|---|
| PBS | 100 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| PBS/PWP 70/30 | 70 | 30 | 0 | 0 | 0 | 0 | 0 | 0 |
| PBS/PWP 65/35 | 65 | 35 | 0 | 0 | 0 | 0 | 0 | 0 |
| PBS/PWP 60/40 | 60 | 40 | 0 | 0 | 0 | 0 | 0 | 0 |
| PBS/PWP 50/50 | 50 | 50 | 0 | 0 | 0 | 0 | 0 | 0 |
| PBS/PWP/L | 55 | 40 | 5 | 0 | 0 | 0 | 0 | 0 |
| PBS/PWP/GMS | 55 | 40 | 0 | 5 | 0 | 0 | 0 | 0 |
| PBS/PWP/OL+ | 60 | 35 | 0 | 0 | 5 | 0 | 0 | 0 |
| PBS/PWP/OL− | 60 | 35 | 0 | 0 | 0 | 5 | 0 | 0 |
| PBS/PWP/LA+ | 60 | 35 | 0 | 0 | 0 | 0 | 5 | 0 |
| PBS/PWP/LA− | 60 | 35 | 0 | 0 | 0 | 0 | 0 | 5 |
| Additive Name | Description | Modification Degree |
|---|---|---|
| OL+ | whey protein modified with oleic group | 1 g oleic acid/g whey protein |
| OL− | whey protein modified with oleic group | 0.3 g oleic acid/g whey protein |
| LA+ | whey protein modified with lauric group | 0.5 g lauric acid/g whey protein |
| LA− | whey protein modified with lauric group | 0.25 g lauric acid/g whey protein |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Coltelli, M.-B.; Aliotta, L.; Gigante, V.; Bellusci, M.; Cinelli, P.; Bugnicourt, E.; Schmid, M.; Staebler, A.; Lazzeri, A. Preparation and Compatibilization of PBS/Whey Protein Isolate Based Blends. Molecules 2020, 25, 3313. https://doi.org/10.3390/molecules25143313
Coltelli M-B, Aliotta L, Gigante V, Bellusci M, Cinelli P, Bugnicourt E, Schmid M, Staebler A, Lazzeri A. Preparation and Compatibilization of PBS/Whey Protein Isolate Based Blends. Molecules. 2020; 25(14):3313. https://doi.org/10.3390/molecules25143313
Chicago/Turabian StyleColtelli, Maria-Beatrice, Laura Aliotta, Vito Gigante, Maria Bellusci, Patrizia Cinelli, Elodie Bugnicourt, Markus Schmid, Andreas Staebler, and Andrea Lazzeri. 2020. "Preparation and Compatibilization of PBS/Whey Protein Isolate Based Blends" Molecules 25, no. 14: 3313. https://doi.org/10.3390/molecules25143313