
Biogas Production from Sunflower Head and Stalk Residues: Effect of Alkaline Pretreatment



Abstract
:
1. Introduction
2. Results and Discussion
2.1. Sunflower Heads and Stalks Characteristics
2.2. Pretreatment Effect on the Biochemical Methane Potential (BMP) of Sunflower Heads and Stalks—Batch Experiments
2.3. Continuous Stirred Tank Reactors (CSTRs)–Continuous Experiments
3. Materials and Methods
3.1. Sunflower Residues Collection and Pretreatment
3.2. Biochemical Methane Potential
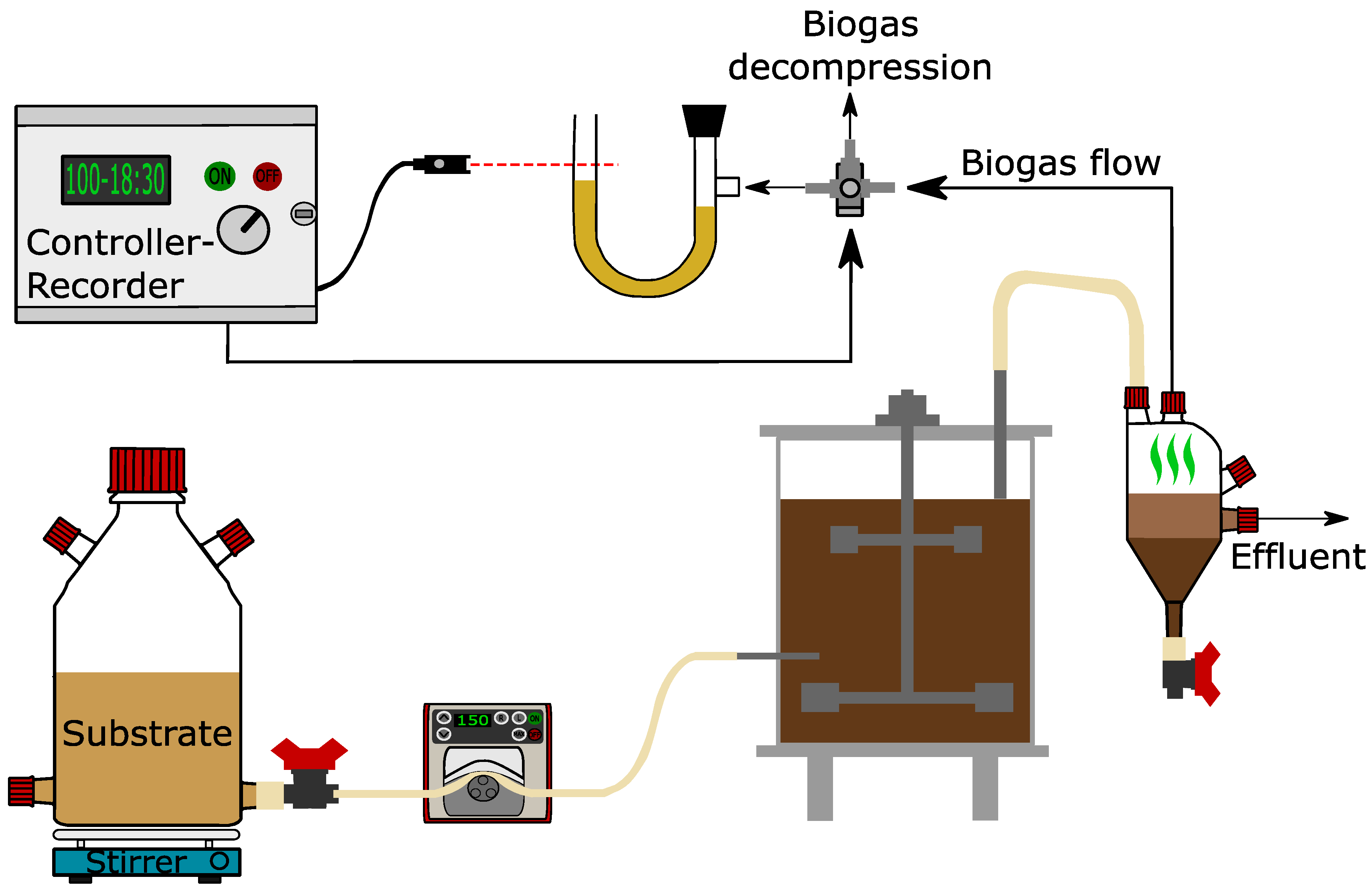
3.3. Continuously Stirred Tank Reactors: Set-up and Operation
3.4. Statistics
3.5. Analytical Methods
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Ren, N.; Wang, A.; Cao, G.; Xu, J.; Gao, L. Bioconversion of lignocellulosic biomass to hydrogen: Potential and challenges. Biotechnol. Adv. 2009, 27, 1051–1060. [Google Scholar] [CrossRef] [PubMed]
- Monlau, F.; Kaparaju, P.; Trably, E.; Steyer, J.P.; Carrere, H. Alkaline pretreatment to enhance one-stage CH4and two-stage H2/CH4 production from sunflower stalks: Mass, energy and economical balances. Chem. Eng. J. 2015, 260, 377–385. [Google Scholar] [CrossRef]
- Monlau, F.; Barakat, A.; Trably, E.; Dumas, C.; Steyer, J.P.; Carrère, H. Lignocellulosic materials into biohydrogen and biomethane: Impact of structural features and pretreatment. Crit. Rev. Environ. Sci. Technol. 2013, 43, 260–322. [Google Scholar] [CrossRef]
- Taherzadeh, M.J.; Karimi, K. Pretreatment of lignocellulosic wastes to improve ethanol and biogas production: A review. Int. J. Mol. Sci. 2008, 9, 1621–1651. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kainthola, J.; Kalamdhad, A.S.; Goud, V.V. A review on enhanced biogas production from anaerobic digestion of lignocellulosic biomass by different enhancement techniques. Process Biochem. 2019, 84, 81–90. [Google Scholar] [CrossRef]
- Monlau, F.; Barakat, A.; Steyer, J.P.; Carrere, H. Comparison of seven types of thermo-chemical pretreatments on the structural features and anaerobic digestion of sunflower stalks. Bioresour. Technol. 2012, 120, 241–247. [Google Scholar] [CrossRef]
- Antonopoulou, G.; Dimitrellos, G.; Beobide, A.S.; Vayenas, D.; Lyberatos, G. Chemical Pretreatment of Sunflower Straw Biomass: The Effect on Chemical Composition and Structural Changes. Waste Biomass Valorization 2015, 6, 733–746. [Google Scholar] [CrossRef]
- Cao, S.; Pu, Y.; Studer, M.; Wyman, C.; Ragauskas, A.J. Chemical transformations of Populus trichocarpa during dilute acid pretreatment. RSC Adv. 2012, 2, 10925–10936. [Google Scholar] [CrossRef]
- Monlau, F.; Sambusiti, C.; Barakat, A.; Quéméneur, M.; Trably, E.; Steyer, J.P.; Carrère, H. Do furanic and phenolic compounds of lignocellulosic and algae biomass hydrolyzate inhibit anaerobic mixed cultures? A comprehensive review. Biotechnol. Adv. 2014, 32, 934–951. [Google Scholar] [CrossRef]
- Monlau, F.; Aemig, Q.; Barakat, A.; Steyer, J.P.; Carrère, H. Application of optimized alkaline pretreatment for enhancing the anaerobic digestion of different sunflower stalks varieties. Environ. Technol. (United Kingdom) 2013, 34, 2155–2162. [Google Scholar] [CrossRef]
- Faostat Food and Agriculture Organization of the United Nations Crop Statistics. Available online: http://www.fao.org/faostat/en/#data/QC (accessed on 1 December 2019).
- Searle, S.; Malins, C. Availability of Cellulosic Residues and Wastes in the EU; International Council on Clean Transportation: Washington, DC, USA, 2013. [Google Scholar]
- Gonzalez-Perez, S.; Vereijken, J.M. Review Sunflower proteins: Overview of their physicochemical, structural and functional properties. J. Sci. Food Agric. 2007, 87, 2173–2191. [Google Scholar] [CrossRef]
- Molaey, R.; Bayrakdar, A.; Sürmeli, R.Ö.; Çalli, B. Anaerobic digestion of chicken manure: Mitigating process inhibition at high ammonia concentrations by selenium supplementation. Biomass Bioenergy 2018, 108, 439–446. [Google Scholar] [CrossRef]
- Monlau, F.; Trably, E.; Barakat, A.; Hamelin, J.; Steyer, J.P.; Carrere, H. Two-stage alkaline-enzymatic pretreatments to enhance biohydrogen production from sunflower stalks. Environ. Sci. Technol. 2013, 47, 12591–12599. [Google Scholar] [CrossRef] [PubMed]
- Hesami, S.M.; Zilouei, H.; Karimi, K.; Asadinezhad, A. Enhanced biogas production from sunflower stalks using hydrothermal and organosolv pretreatment. Ind. Crops Prod. 2015, 76, 449–455. [Google Scholar] [CrossRef]
- Amon, T.; Amon, B.; Kryvoruchko, V.; Machmüller, A.; Hopfner-Sixt, K.; Bodiroza, V.; Hrbek, R.; Friedel, J.; Pötsch, E.; Wagentristl, H.; et al. Methane production through anaerobic digestion of various energy crops grown in sustainable crop rotations. Bioresour. Technol. 2007, 98, 3204–3212. [Google Scholar] [CrossRef]
- Blika, P.S.; Stamatelatou, K.; Kornaros, M.; Lyberatos, G. Anaerobic digestion of olive mill wastewater. Global Nest J. 2009, 11, 364–372. [Google Scholar]
- Polat, H.; Selçuk, N.; Soyupak, S. Effect of pretreatments on the semicontinuous anaerobic digestion of sunflower heads. Energy Sources 1992, 14, 391–403. [Google Scholar] [CrossRef]
- Barakat, A.; Monlau, F.; Steyer, J.P.; Carrere, H. Effect of lignin-derived and furan compounds found in lignocellulosic hydrolysates on biomethane production. Bioresour. Technol. 2012, 104, 90–99. [Google Scholar] [CrossRef]
- Kayembe, K. Inhibitory Effects of Phenolic Monomers on Methanogenesis in Anaerobic Digestion. Br. Microbiol. Res. J. 2013, 3, 32–41. [Google Scholar] [CrossRef]
- Antonopoulou, G.; Lyberatos, G. Effect of pretreatment of sweet sorghum biomass on methane generation. Waste Biomass Valoriza. 2013, 4, 583–591. [Google Scholar] [CrossRef]
- McCarty, P.L. Anaerobic Waste Treatment Fundamentals. Public Works 1964, 95, 91–94. [Google Scholar]
- Chen, H.; Chen, H. Lignocellulose biorefinery feedstock engineering. In Lignocellulose Biorefinery Engineering, 1st ed.; Woodhead Publishing: Cambridge, UK, 2015; pp. 37–86. [Google Scholar]
- Spyridonidis, A.; Skamagkis, T.; Lambropoulos, L.; Stamatelatou, K. Modeling of anaerobic digestion of slaughterhouse wastes after thermal treatment using ADM1. J. Environ. Manag. 2018, 224, 49–57. [Google Scholar] [CrossRef] [PubMed]
- APHA; AWWA; WEF. Standard Methods for the Examination of Water and Wastewater, 20th ed.; American Public Health Association/American Water Works Association/Water Environment Federation: Washington, DC, USA, 1999. [Google Scholar]
- Cindrić, I.J.; Kunštić, M.; Zeiner, M.; Stingeder, G.; Rusak, G. Sample preparation methods for the determination of the antioxidative capacity of apple juices. Croatica Chem. Acta 2011, 84, 435–438. [Google Scholar] [CrossRef]
- Sluiter, A.; Hames, B.; Ruiz, R.O.; Scarlata, C.; Sluiter, J.; Templeton, D.; Energy, D. Determination of Structural Carbohydrates and Lignin in Biomass; Biomass Analysis Technology Team Laboratory Analytical Procedure: Golden, CO, USA, 2004; pp. 1–14. [Google Scholar]
Sample Availability: Samples of the compounds not available from the authors. |






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw | SF Pretreated | LF Pretreated | Raw | SF Pretreated | LF Pretreated | |
|---|---|---|---|---|---|---|
| Humidity (%) | 9.46 ± 0.4 | 1.3 ± 1.8 | - | 8.1 ± 0.4 | 2.5 ± 1.0 | - |
| Total solids; ΤS (% WM) | 90.5 ± 0.4 | 98.7 ± 17.6 | - | 91.9 ± 0.3 | 97.5 ± 1.0 | - |
| Volatile solids; vs. (% WM) | 72.4 ± 0.8 | 87.8 ± 10.4 | - | 80.6 ± 0.2 | 83.3 ± 11.5 | - |
| VS (% ΤS) | 79.9 ± 0.5 | 88.9 ± 0.5 | - | 87.7 ± 0.1 | 85.5 ± 0.3 | - |
| Chemical oxygen demand; COD (SF g kg−1TS or LF g L−1) | 890 ± 26 | 967 ± 28 | 8.3 ± 0.3 | 1075 ± 34 | 1067 ± 56 | 6.2 ± 0.1 |
| ΤΚΝ (g kg−1TS) | 13.3 ± 0.3 | 13.8 ± 0.3 | - | 6.3 ± 0.0 | 5.6 ± 0.2 | - |
| Lipids (g kg−1TS) | 2.5 ± 0.1 | - | - | 0.99 ± 0.06 | - | - |
| Phenols (mg Gallic Acid L−1) | - | - | 214 ± 4 | - | - | 112 ± 2 |
| Klason Lignin | |
|---|---|
| (% Raw VS) | |
| Heads raw matter | 10.48 ± 0.28 |
| Heads pretreated | 7.19 ± 0.19 |
| Stalks raw matter | 20.36 ± 0.66 |
| Stalks pretreated | 18.74 ± 0.24 |
| Component | Concentration (ppm) | Component | Concentration (ppm) | ||
|---|---|---|---|---|---|
| Stalks | Heads | Stalks | Heads | ||
| Al | 1570 | 600 | Ga | 1 | 0 |
| Ca | 53,770 | 27,790 | La | 10 | 1 |
| Fe | 990 | 490 | Mo | 0 | 0 |
| Mg | 14,170 | 10,540 | Nd | 1 | 1 |
| P | 2210 | 2080 | Ni | 12 | 4 |
| K | 30,760 | 98,780 | Rb | 35 | 185 |
| Si | 19,120 | 2870 | Sc | 0 | 0 |
| Na | 2770 | 130 | Sr | 119 | 95 |
| S | 6670 | 5780 | Th | 0 | 0 |
| Ti | 100 | 50 | U | 0 | 0 |
| As | 0 | 0 | Sb | 0 | 0 |
| Cd | 0 | 0 | Hg | 0 | 0 |
| Cr | 18 | 0 | Br | 165 | 253 |
| Cu | 31 | 29 | Cs | 3 | 4 |
| Pb | 109 | 162 | Bi | 0 | 0 |
| Mn | 234 | 22 | Sm | 10 | 11 |
| V | 0 | 0 | W | 0 | 1 |
| Zn | 111 | 21 | Zr | 0 | 0 |
| Ba | 128 | 58 | Cl | 18,944 | 21,637 |
| Ce | 5 | 3 | Y | 0 | 0 |
| Co | 5 | 5 | Nb | 0 | 0 |
| Sunflower Residues | BMP (mL CH4 g−1 Raw VS) Mean ± SD (± CI) | |||
|---|---|---|---|---|
| Raw | Pretreated Residues (Sum of SF and LF) | Pretreated Residues (SF) | Pretreated Residues (LF) | |
| Heads | 210.56 ± 1.97 (±2.23) | 268.47 ± 3.38 (±3.83) | 182.01 ± 3.17 (±3.59) | 86.46 ± 6.44 (±7.29) |
| Stalks | 127.98 ± 5.19 (±5.88) | 168.17 ± 6.87 (±7.77) | 140.11 ± 4.62 (±5.23) | 28.06 ± 5.47 (±6.19) |
| CSTR1 | CSTR2 | CSTR3 | |
|---|---|---|---|
| Operating Phase I: Liquid Fraction Only | |||
| NaOH (g 100 g−1 TS) | 4 | 4 | 0 |
| Hydraulic Retention Time; HRT (d) | 21 ± 7 | 15 ± 4 | 16 ± 6 |
| Organic Loading Rate; OLR (mg L−1 d−1) | 657 ± 243 (±82) | 791 ± 224 (±75) | 624 ± 316 (±108) |
| Operating Phase II: Whole Slurry | |||
| NaOH (g 100 g−1 TS) | 4 | 8 | 0 |
| HRT (d) | 25 ± 4 | 25 ± 1 | 25 ± 1 |
| OLR (mg L−1 d−1) | 2079 ± 159 (±47) | 1900 ± 81 (±25) | 1970 ± 0 (±0) |
| Phase I | VSS (g L−1) | pH | BPR (mL L−1 d−1) |
| CSTR 1 | 3.2 ± 0.4 (± 0.5) | 7.38 ± 0.04 | 161 ± 26 (± 19) |
| CSTR 2 | 3.7 ± 0.4 (± 0.4) | 7.42 ± 0.06 | 205 ± 23 (± 17) |
| CSTR 3 | 2.8 ± 0.3 (± 0.3) | 7.30 ± 0.07 | 179 ± 12 (± 11) |
| Phase II | VSS (g L−1) | pH | BPR (mL L−1 d−1) |
| CSTR 1 | 15.1 ± 1.3 (± 1.8) | 8.49 ± 0.18 | unstable |
| CSTR 2 | 16.1 ± 1.6 (± 1.8) | 7.22 ± 0.16 | unstable |
| CSTR 3 | 16.0 ± 2.0 (± 2.8) | 7.21 ± 0.05 | 505± 52 (± 42) |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhurka, M.; Spyridonidis, A.; Vasiliadou, I.A.; Stamatelatou, K. Biogas Production from Sunflower Head and Stalk Residues: Effect of Alkaline Pretreatment. Molecules 2020, 25, 164. https://doi.org/10.3390/molecules25010164
Zhurka M, Spyridonidis A, Vasiliadou IA, Stamatelatou K. Biogas Production from Sunflower Head and Stalk Residues: Effect of Alkaline Pretreatment. Molecules. 2020; 25(1):164. https://doi.org/10.3390/molecules25010164
Chicago/Turabian StyleZhurka, Marinela, Apostolos Spyridonidis, Ioanna A. Vasiliadou, and Katerina Stamatelatou. 2020. "Biogas Production from Sunflower Head and Stalk Residues: Effect of Alkaline Pretreatment" Molecules 25, no. 1: 164. https://doi.org/10.3390/molecules25010164