

Washing Methods for Remove Sodium Chloride from Oyster Shell Waste: A Comparative Study
Abstract
:1. Introduction
2. Materials and Methods
2.1. Oyster Shell Sample Collection
2.2. Oyster Shell Samples Subjected to Washing Process
2.2.1. Batch Washing
2.2.2. Continuous Washing
2.3. Estimation of NaCl Leachates
2.4. Analysis of Oyster Shell Particle Size and Chemical Composition
3. Results and Discussion
3.1. Physical Properties of Neglected Oyster Shells
3.2. Removal of NaCl Using Washing Methods
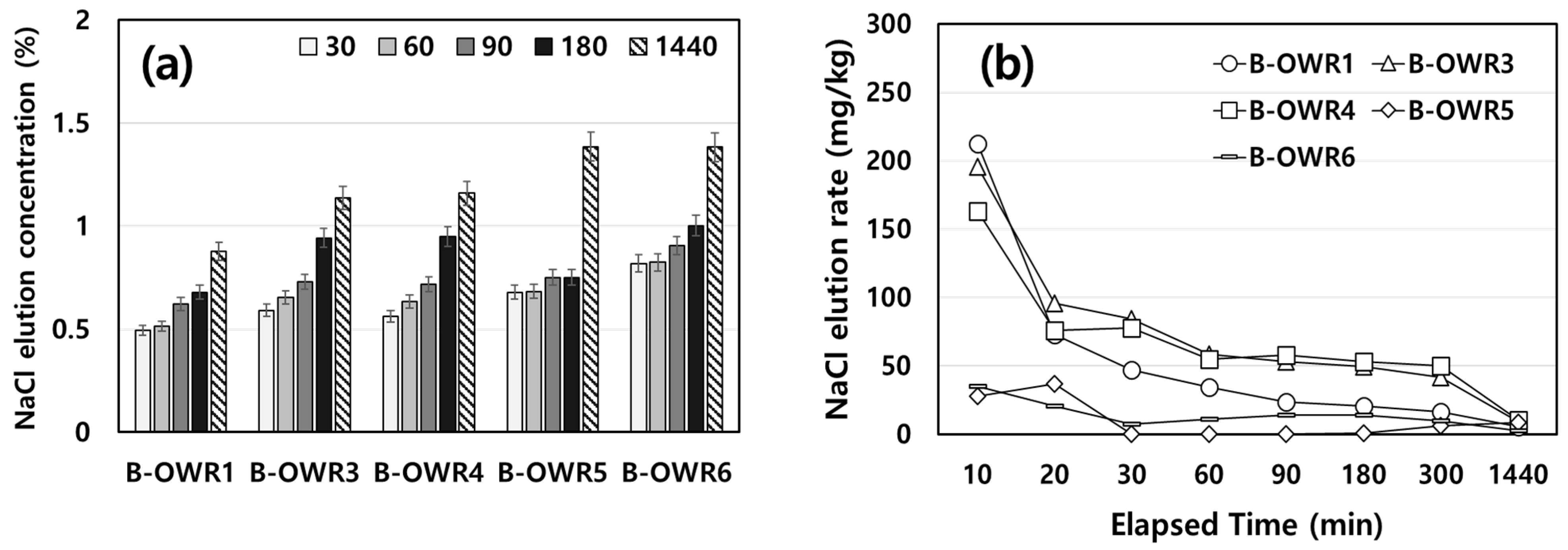
3.2.1. Batch Washing
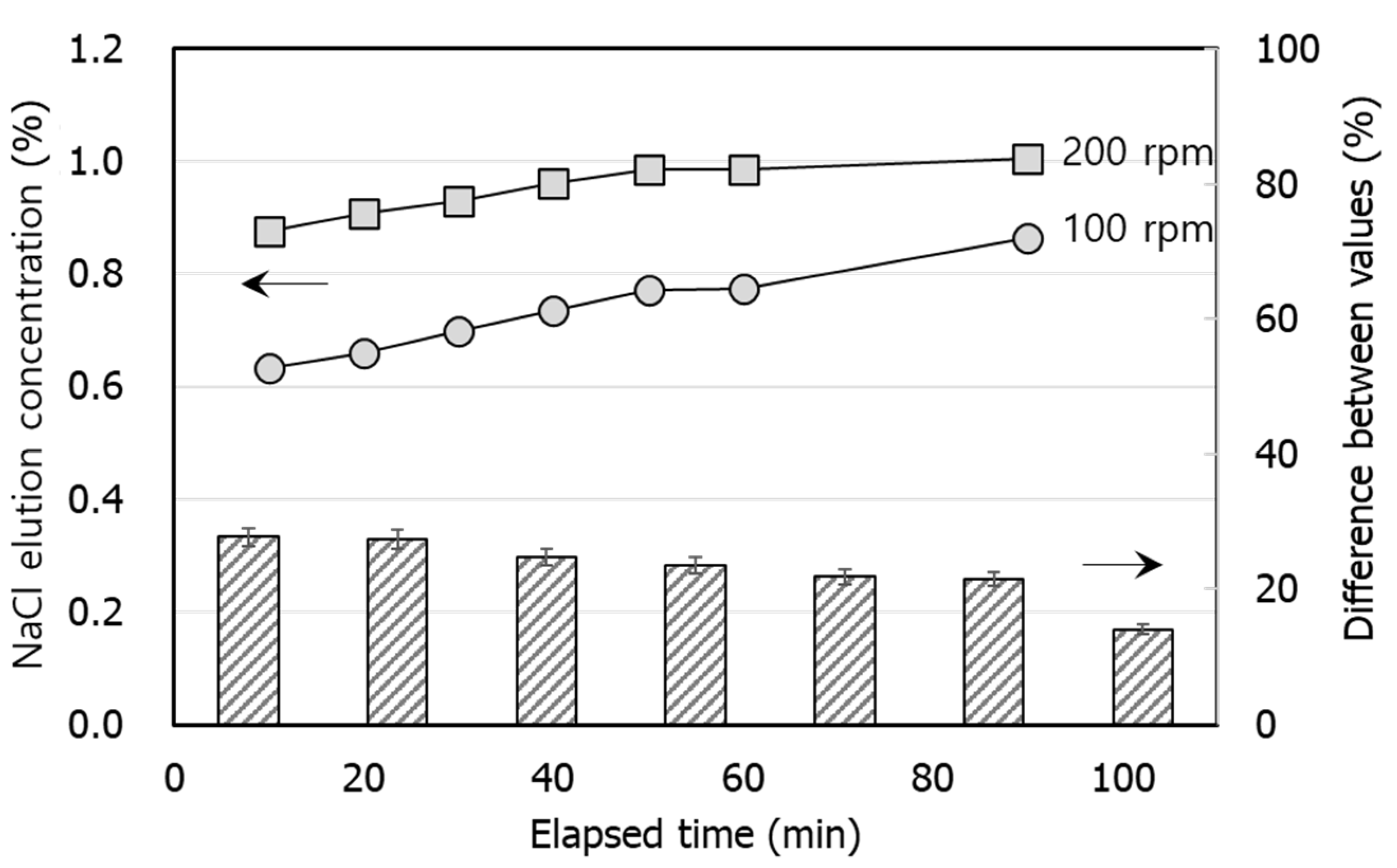
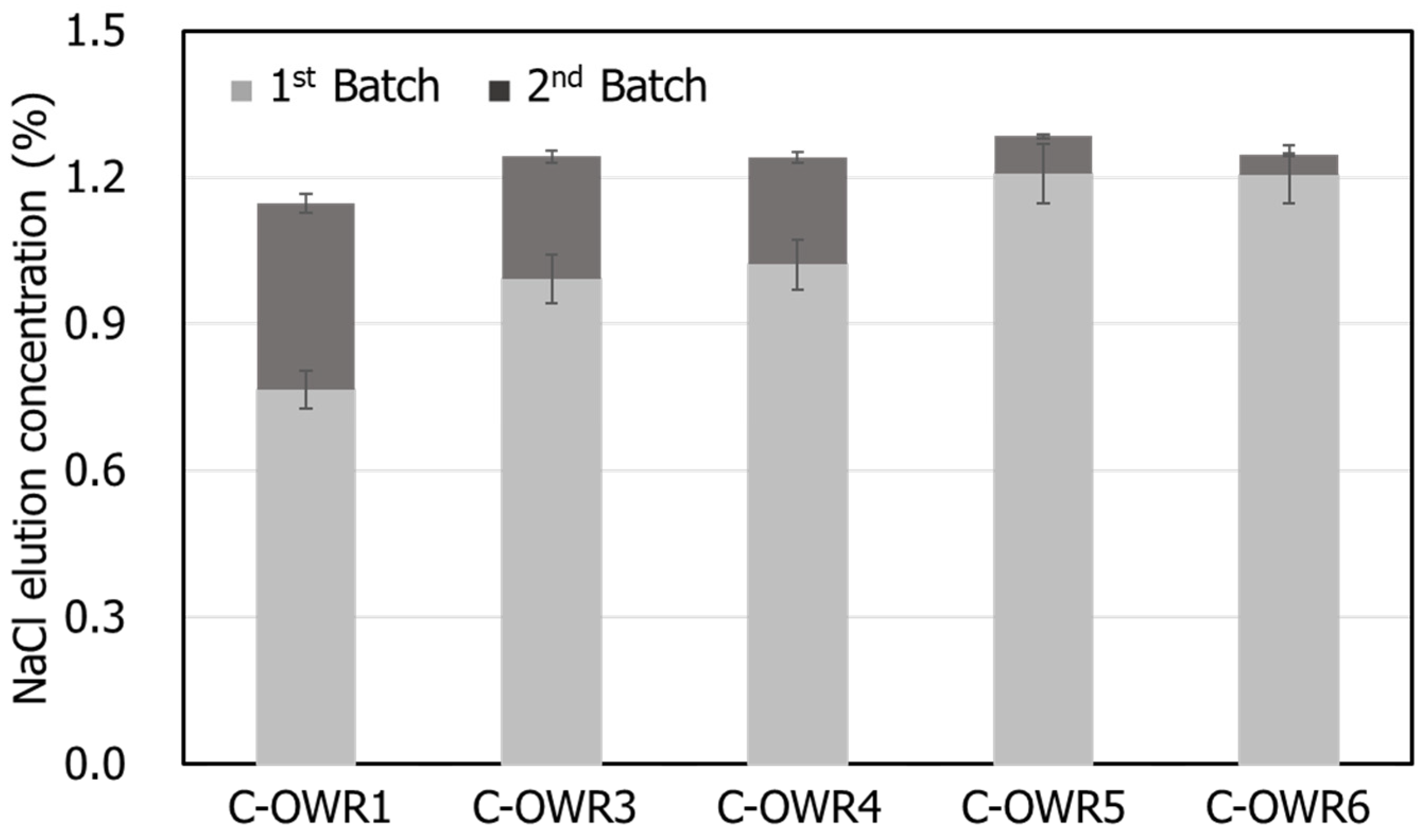
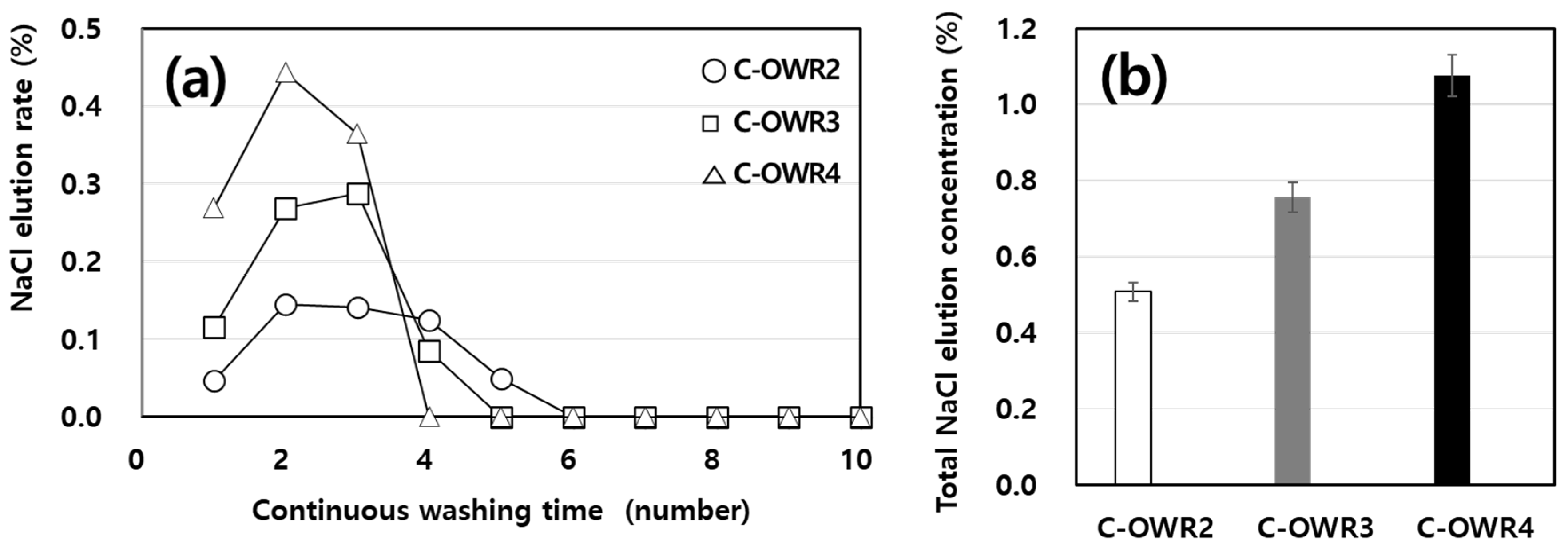
3.2.2. Continuous Washing
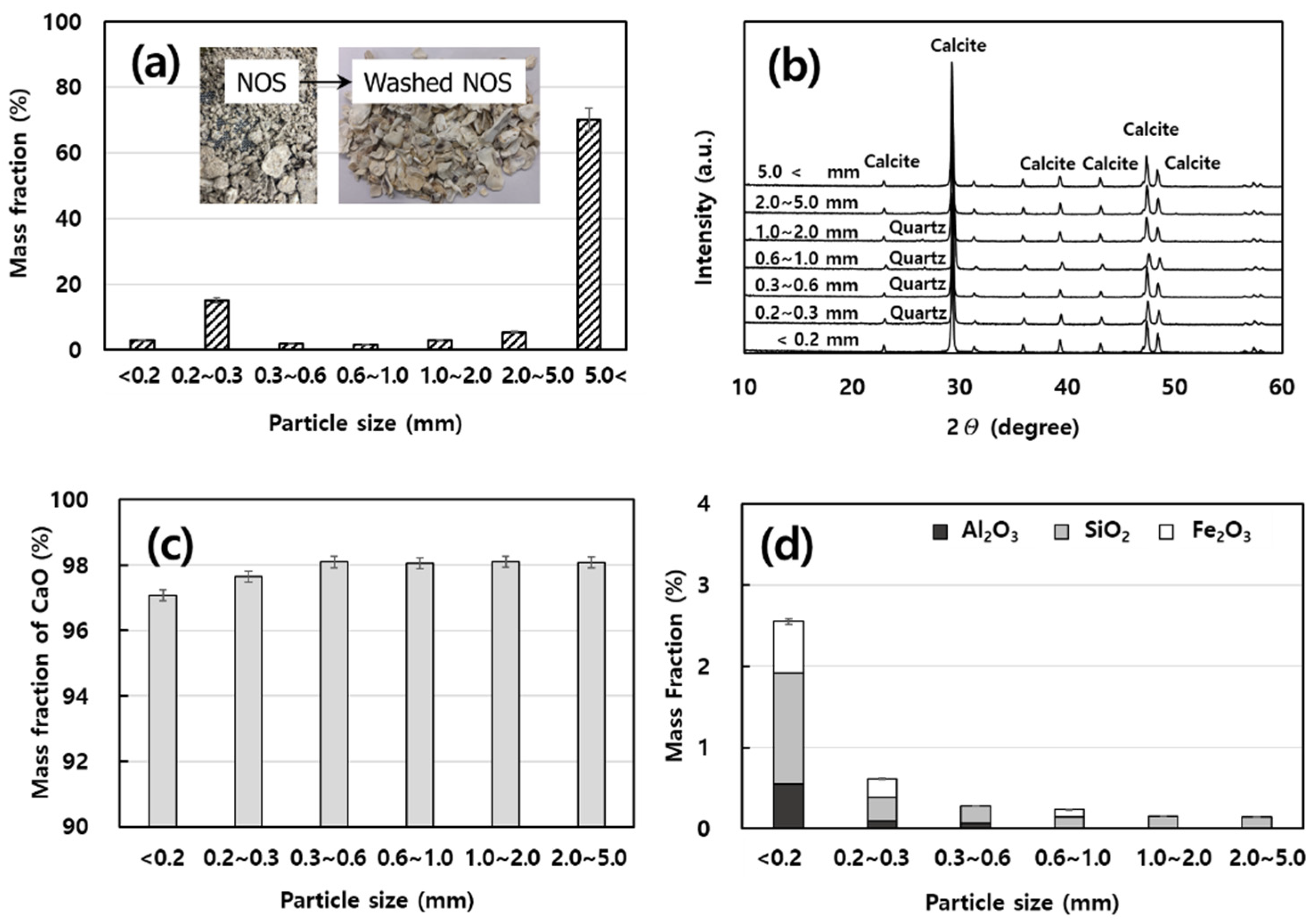
3.3. Particle Size of Washed Shells and Changes in Mineral Composition
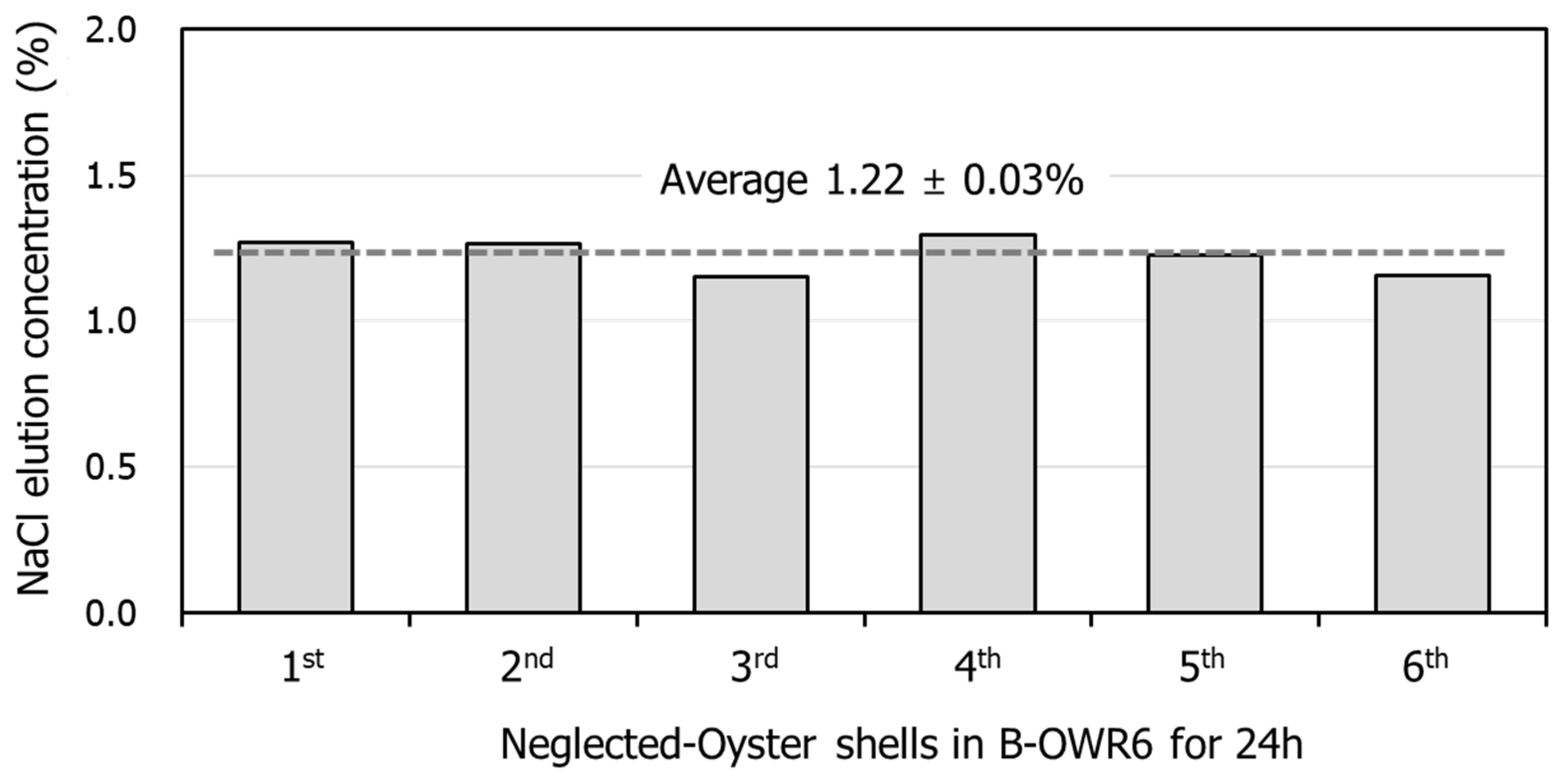
3.4. Leaching Experiment
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Song, Q.; Wang, Q.; Xu, S.; Mao, J.; Li, X.; Zhao, Y. Properties of water-repellent concrete mortar containing superhydrophobic oyster shell powder. Constr. Build. Mater. 2022, 337, 127423. [Google Scholar] [CrossRef]
- Chairopoulou, M.A.; Garcia-Trinanes, P.; Teipel, U. Oyster shell reuse: A particle engineering perspective for the use as emulsion stabilizers. Powder Technol. 2022, 408, 117721. [Google Scholar] [CrossRef]
- Yoon, G.-L.; Kim, B.-T.; Kim, B.-O.; Han, S.-H. Chemical-mechanical characteristics of crushed oyster-shell. Waste Manag. 2003, 23, 825–834. [Google Scholar] [CrossRef]
- Ruslan, H.N.; Muthusamy, K.; Mohsin, S.M.S.; Jose, R.; Omar, R. Oyster shell waste as a concrete ingredient: A review. Mater. Today Proc. 2022, 48, 713–719. [Google Scholar] [CrossRef]
- Ubachukwu, O.A.; Okafor, F.O. Towards green concrete: Response of oyster shell powder-cement concrete to splitting tensile load. Niger. J. Technol. 2020, 39, 363–368. [Google Scholar] [CrossRef]
- Alvarenga, R.A.F.; Galindro, B.M.; Helpa, C.F.; Soares, S.R. The recycling of oyster shells: An environmental analysis using Life Cycle Assessment. J. Environ. Manag. 2012, 106, 102–109. [Google Scholar] [CrossRef]
- Baek, E.-Y.; Lee, W.-G. A study on the Rational Recycling of Oyster-shell. J. Fish. Bus. Adm. 2020, 51, 71–87. [Google Scholar] [CrossRef]
- Baek, E.-Y. Oyster Shell Recycling and Marine Ecosystems: A Comparative Analysis in the Republic of Korea and Japan. J. Coast. Res. 2021, 114, 350–354. [Google Scholar] [CrossRef]
- Wang, H.-Y.; Kuo, W.-T.; Lin, C.-C.; Chen, P.-Y. Study of the material properties of fly ash added to oyster cement mortar. Constr. Build. Mater. 2013, 41, 532–537. [Google Scholar] [CrossRef]
- Framework Act on Resource Circulation. Available online: https://elaw.klri.re.kr/kor_mobile/viewer.do?hseq=51210&type=sogan&key=16 (accessed on 4 October 2022).
- Lu, M.; Shi, X.; Feng, Q.; Li, X.; Lian, S.; Zhang, M.; Guo, R. Effects of humic acid modified oyster shell addition on lignocellulose degradation and nitrogen transformation during digestate composting. Bioresour. Technol. 2021, 329, 124834. [Google Scholar] [CrossRef]
- Yen, L.-T.; Wang, C.-H.; Than, N.A.T.; Tzeng, J.-H.; Jacobson, A.R.; Iamsaard, K.; Dang, V.D.; Lin, Y.-T. Mode of inactivation of Staphylococcus aureus and Escherichia coli by heated oyster-shell powder. Chem. Eng. J. 2022, 432, 134386. [Google Scholar] [CrossRef]
- Park, K.; Sadeghi, K.; Panda, P.K.; Seo, J.; Seo, J. Ethylene vinyl acetate/low-density polyethylene/oyster shell powder composite films: Preparation, characterization, and antimicrobial properties for biomedical applications. J. Taiwan Inst. Chem. Eng. 2022, 134, 104301. [Google Scholar] [CrossRef]
- Sun, Q.; Zhao, C.; Qiu, Q.; Guo, S.; Zhang, Y.; Mu, H. Oyster shell waste as potential co-substrate for enhancing methanogenesis of starch wastewater at low inoculation ratio. Bioresour. Technol. 2022, 361, 127689. [Google Scholar] [CrossRef] [PubMed]
- Shi, Z.; Zhang, L.; Yuan, H.; Li, X.; Chang, Y.; Zuo, X. Oyster shells improve anaerobic dark fermentation performances of food waste: Hydrogen production, acidification performances, and microbial community characteristics. Bioresour. Technol. 2021, 335, 125268. [Google Scholar] [CrossRef] [PubMed]
- Shih, P.-K.; Chang, W.-L. The effect of water purification by oyster shell contact bed. Ecol. Eng. 2015, 77, 382–390. [Google Scholar] [CrossRef]
- Lee, J.-I.; Kang, J.-K.; Oh, J.-S.; Yoo, S.-C.; Lee, C.-G.; Jho, E.H.; Park, S.-J. New insight to the use of oyster shell for removing phosphorus from aqueous solutions and fertilizing rice growth. J. Clean. Prod. 2021, 328, 129536. [Google Scholar] [CrossRef]
- Lim, J.; Cho, H.; Kim, J. Optimization of wet flue gas desulfurization system using recycled waste oyster shell as high-grade limestone substitutes. J. Clean. Prod. 2021, 318, 128492. [Google Scholar] [CrossRef]
- Lim, J.; Kim, J. Optimization of a wet flue gas desulfurization system considering low-grade limestone and waste oyster shell. J. Korea Soc. Waste Manag. 2020, 37, 263–274. [Google Scholar] [CrossRef]
- Liu, Y.; Che, D.; Xu, T. Effects of NaCl on the capture of SO2 by CaCO3 during coal combustion. Fuel 2006, 85, 524–531. [Google Scholar] [CrossRef]
- Cho, S.; Lim, J.; Cho, H.; Yoo, Y.; Kang, D.; Kim, H. Novel process design of desalination wastewater recovery for CO2 and SOx utilization. Chem. Eng. J. 2022, 433, 133602. [Google Scholar] [CrossRef]
- Koralegedara, N.H.; Pinto, P.X.; Dionysiou, D.D.; Al-Abed, S.R. Recent advances in flue gas desulfurization gypsum processes and applications—A review. J. Environ. Manag. 2019, 251, 109572. [Google Scholar] [CrossRef] [PubMed]
- Lee, J.W.; Choi, S.-H.; Kim, S.-H.; Cha, W.-S.; Kim, K.; Moon, B.-K. Mineralogical Changes of Oyster Shells by Calcination: A Comparative Study with Limestone. Econ. Environ. Geol. 2018, 51, 485–492. [Google Scholar] [CrossRef]
- Ha, S.H.; Kim, K.; Kim, S.-H.; Kim, Y. The effects of marine sediments and NaCl as Impurities on the Calcination of Oyster Shells. Econ. Environ. Geol. 2019, 52, 223–230. [Google Scholar] [CrossRef]
- Laursen, K.; Grace, J.R.; Lim, C.J. Enhancement of the Sulfur Capture Capacity of Limestones by the Addition of Na2CO3 and NaCl. Environ. Sci. Technol. 2001, 35, 4384–4389. [Google Scholar] [CrossRef] [PubMed]
- Shearer, J.A.; Johnson, L.; Turner, C.B. Effects of sodium chloride on limestone calcination and sulfation in fluidized-bed combustion. Environ. Sci. Technol. 1979, 13, 1113–1118. [Google Scholar] [CrossRef]
- Rusydi, A.F. Correlation between conductivity and total dissolved solid in various type of water: A review. Earth Environ. Sci. 2018, 118, 012019. [Google Scholar] [CrossRef]
- Ramakrishna, C.; Thenepalli, T.; Nam, S.Y.; Kim, C.; Ahn, J.W. Oyster Shell Waste is alternative source for Calcium carbonate (CaCO3) instead of Natural limestone. J. Energy Eng. 2018, 27, 59–64. [Google Scholar] [CrossRef]
- Prusty, J.K.; Patro, S.K.; Basarkar, S.S. Concrete using agro-waste as fine aggregate for sustainable built environment—A review. Int. J. Sustain. Built Environ. 2016, 5, 312–333. [Google Scholar] [CrossRef] [Green Version]
- Kontoyannis, C.G.; Vagenas, N.V. Calcium carbonate phase analysis using XRD and FT-Raman spectroscopy. Analyst 2000, 125, 251–255. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | NOSs (%) |
|---|---|
| CaO | 81.2 ± 1.6 |
| C | 14.1 ± 0.7 |
| SiO2 | 1.4 ± 0.3 |
| Na2O | 0.7 ± 0.2 |
| SO3 | 0.6 ± 0.1 |
| MgO | 0.5 ± 0.1 |
| Al2O3 | 0.2 ± 0.1 |
| P2O5 | 0.2 ± 0.1 |
| Fe2O3 | 0.2 ± 0.1 |
| SrO | 0.2 ± 0.0 |
| K2O | 0.1 ± 0.0 |
| TiO2 | 0.0 ± 0.0 |
| Samples | Elution NaCl (%) | Washing Efficiency (%) |
|---|---|---|
| B-OWR1 | 0.76 ± 0.07 | 63 ± 0.06 |
| B-OWR3 | 0.99 ± 0.02 | 81 ± 0.03 |
| B-OWR4 | 1.00 ± 0.03 | 82 ± 0.04 |
| B-OWR5 | 1.20 ± 0.07 | 99 ± 0.06 |
| B-OWR6 | 1.20 ± 0.03 | 99 ± 0.02 |
| Samples | Elution Time (min) | NaCl Elution (%) | NaCl Elution Rate (%/h) |
|---|---|---|---|
| B-OWR5 | 1440 | 1.20 ± 0.07 | 0.05 ± 0.02 |
| B-OWR6 | 1440 | 1.20 ± 0.03 | 0.05 ± 0.01 |
| C-OWR4 | 10 | 1.14 ± 0.02 | 6.73 ± 0.01 |
| Components | As-Received | Washed Shells | ||
|---|---|---|---|---|
| 0.4–0.5 mm | 1.0–2.0 mm | >5.0 mm | ||
| Na (%) | 0.017 | 0.004 | 0.003 | 0.001 |
| Cl (%) | 0.007 | 0.000 | 0.000 | 0.000 |
| As (mg/kg) | 0.00 | 0.00 | 0.00 | 0.00 |
| Cd (mg/kg) | 0.000 | 0.00 | 0.00 | 0.00 |
| Hg (mg/kg) | 0.00 | 0.00 | 0.00 | 0.00 |
| Pb (mg/kg) | 0.00 | 0.00 | 0.00 | 0.00 |
| Cu (mg/kg) | 0.00 | 0.00 | 0.00 | 0.00 |
| Zn (mg/kg) | 9.49 | 12.23 | 7.55 | 0.00 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, J.E.; Lee, S.E.; Kim, S. Washing Methods for Remove Sodium Chloride from Oyster Shell Waste: A Comparative Study. Waste 2023, 1, 166-175. https://doi.org/10.3390/waste1010012
Park JE, Lee SE, Kim S. Washing Methods for Remove Sodium Chloride from Oyster Shell Waste: A Comparative Study. Waste. 2023; 1(1):166-175. https://doi.org/10.3390/waste1010012
Chicago/Turabian StylePark, Jung Eun, Sang Eun Lee, and Seokhwi Kim. 2023. "Washing Methods for Remove Sodium Chloride from Oyster Shell Waste: A Comparative Study" Waste 1, no. 1: 166-175. https://doi.org/10.3390/waste1010012