
Transforming a Computational Model from a Research Tool to a Software Product: A Case Study from Arc Welding Research

Abstract
:1. Introduction
- Initially, only the arc plasma was modelled, with the influence of electrodes included using boundary conditions; now, the electrodes and other materials that interact with the plasma are included within the computational domain;
- The models were initially one- or two-dimensional and steady-state but can now be three-dimensional and time-dependent;
- Though the modelling effort was directed initially toward providing scientific insights to help understand experimental results, models are now being used to develop and improve industrial processes.
2. Materials and Methods
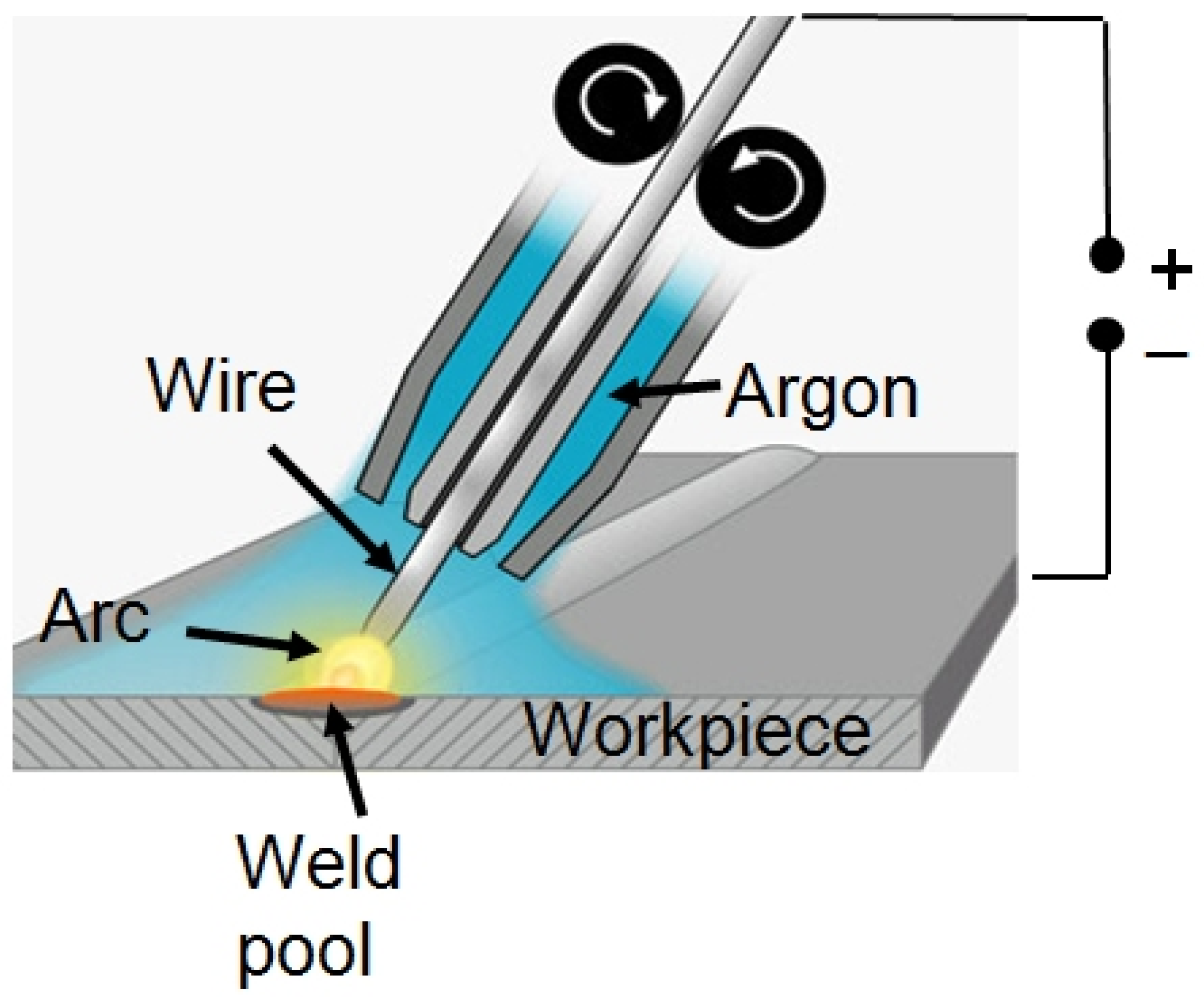
2.1. The Computational Model of MIG/MAG Welding
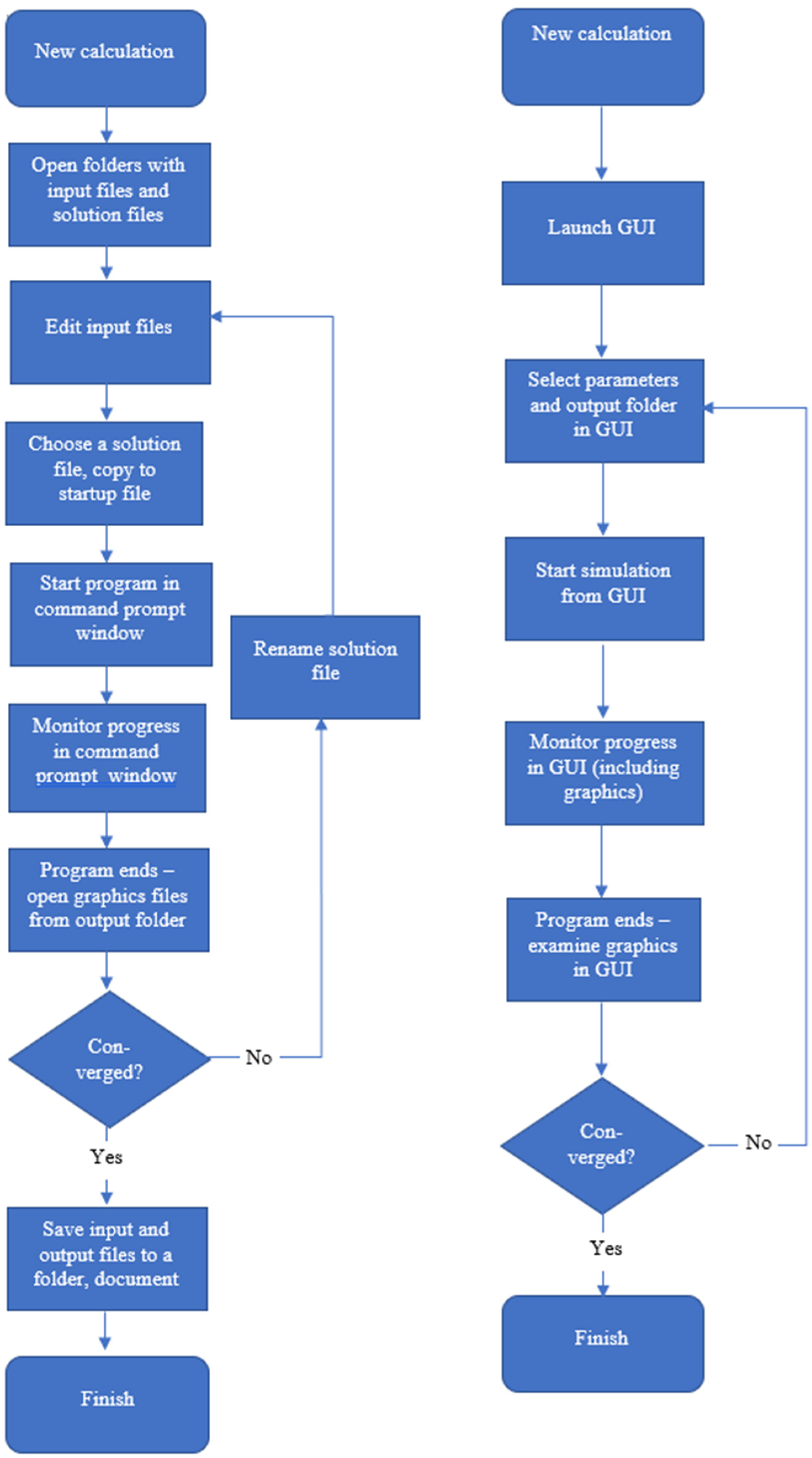
2.2. The Workflow before Refactoring
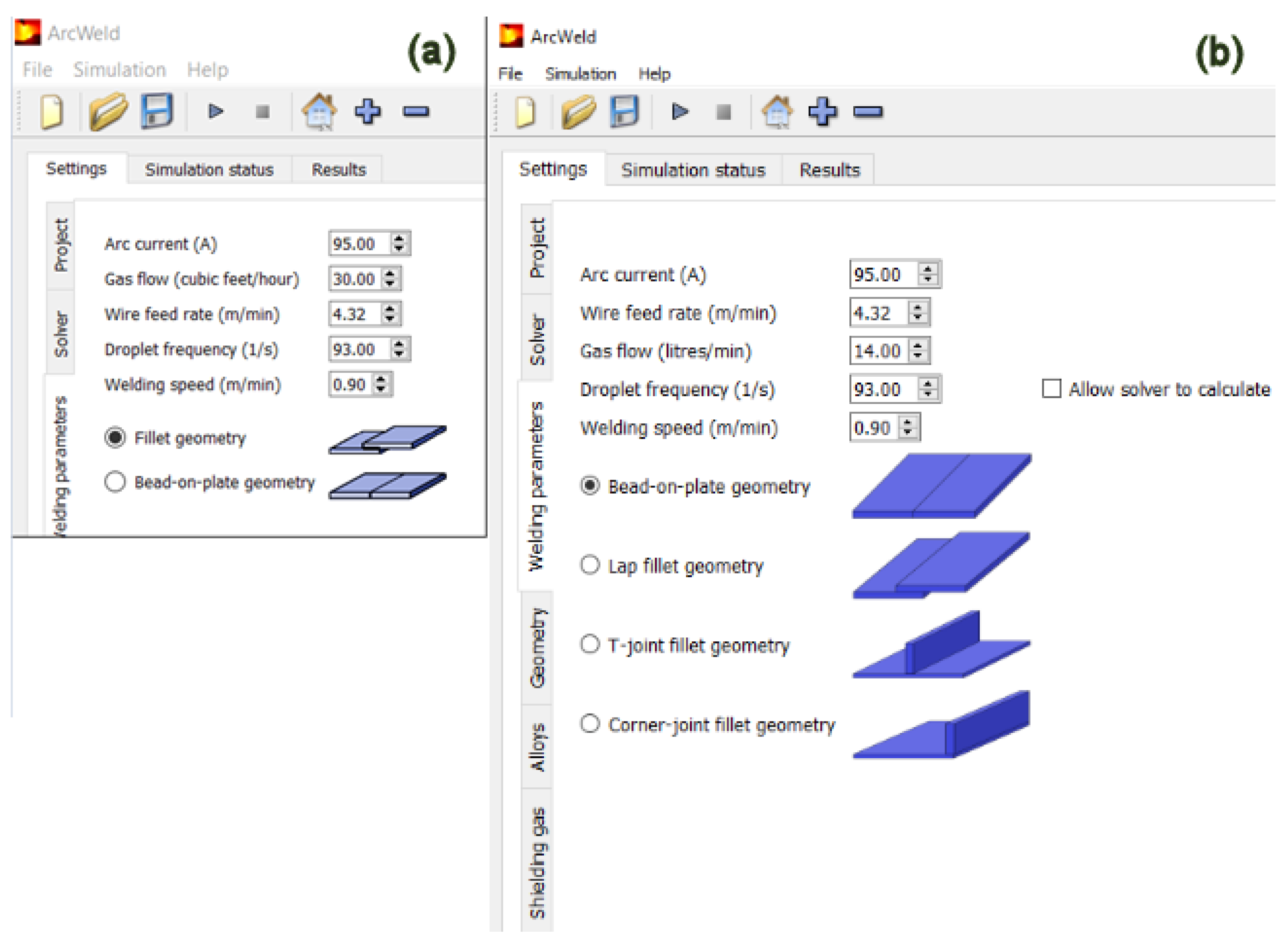
- The welding parameters (such as arc current, welding speed, and wire feed rate), factors that control the computation (e.g., the maximum number of iterations, the convergence criteria, and relaxation factors), and options (e.g., type of workpiece geometry, whether to use a previous solution file or calculate an approximate solution, and whether to consider the mixing of the wire and workpiece alloys);
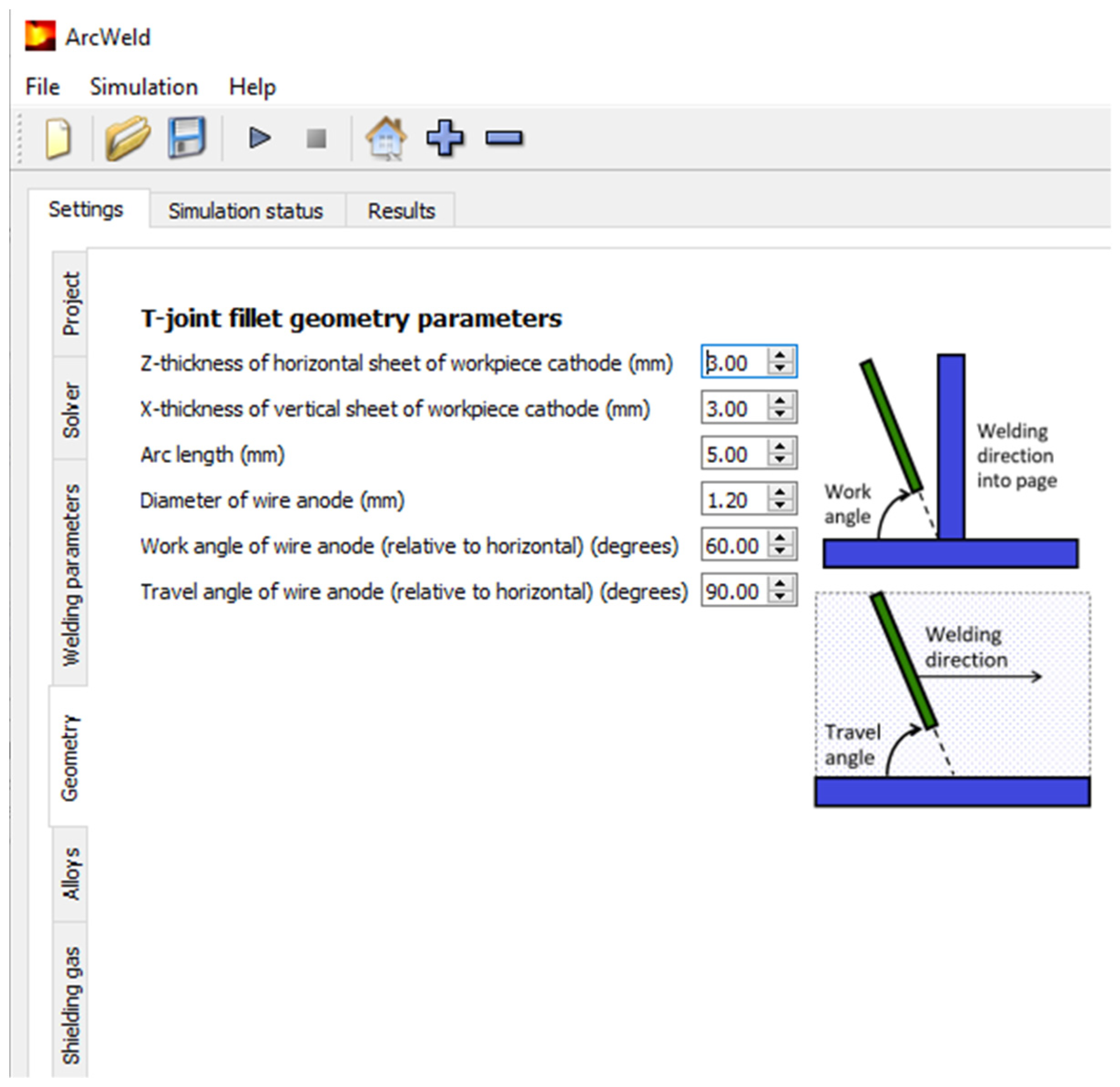
- The geometric parameters (the diameter and orientation of the wire, the arc length, the thickness of the workpiece sheets, the dimensions of the computational domain, etc.), and meshing parameters (the number of control volumes in different regions, etc.); separate files were used for each geometry;
- The metal alloys used for the wire and workpiece; alternatively, the elemental composition could be specified.
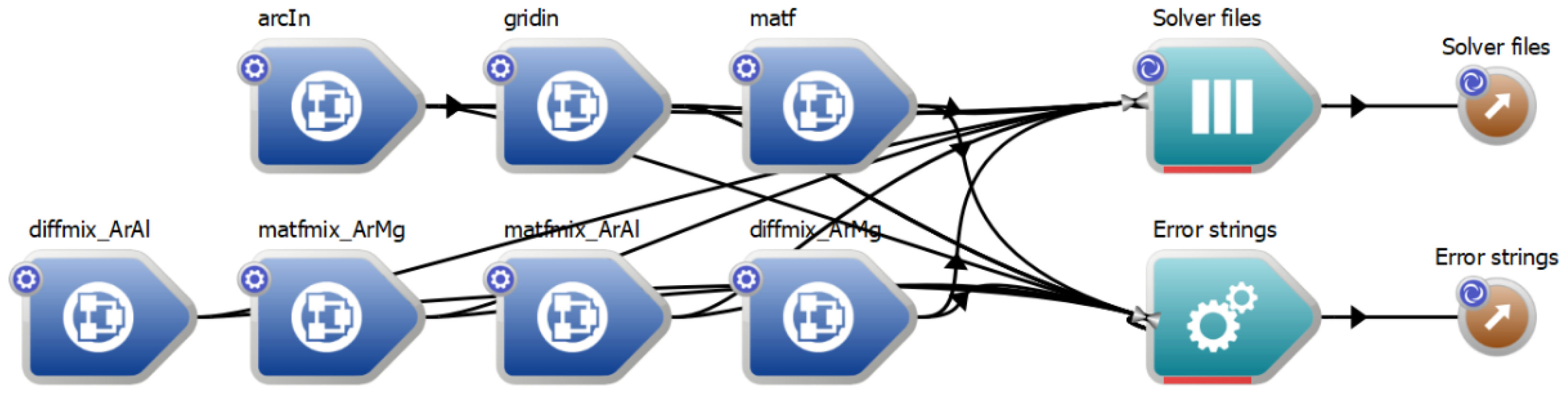
2.3. The Method Used for Refactoring
- Inclusion of additional metals, including Al-Mg-Zn alloys, magnesium alloys, mild steels, and carbon steels;
- Inclusion of shielding gases composed of Ar-O2 and Ar-CO2 mixtures, which are widely used in the welding of steels;
- Inclusion of two additional welding geometries, T-joint and corner-joint (or fillet) weld geometries;
- Inclusion of built-in graphics.
- Including graphics in an application typically requires a large investment. In this case, however, a new Advanced Charting plugin from the Workspace ecosystem was available. The change was obviously not as trivial as the matfmix file update discussed above. Nevertheless, it was relatively simple, as the following outline of the main steps illustrates. The Fortran code in the solver was modified to output the results in an easy-to-parse Workspace-friendly data format, which could be ASCII or binary.
- New Workspace operations were written to read each of the output files. The Workspace editor’s wizards facilitated the creation of the necessary stub code, with the developer adding the required functionality by parsing the data output by the solver and populating one of Workspace’s built-in data types.
- The data output from the new read operations was connected to a CreateChart operation. This operation provides various configurations for titles, labelling, etc.
- A new widget, a Workspace-supplied ChartWidget, was added to the GUI via Qt Designer [48], which allows for simple drag and drop of graphical components.
- The workflow chart element was connected to the GUI chart widget. The workflow chart element is an output containing the chart data created by the CreateChart operation. Connecting these two items simply required the developer to drag from the workflow (in the Workspace editor) to the chart widget (in Qt Designer) [48]. This demonstrates an important benefit of using the Workspace environment—the ease of connecting GUI and workflow components.
3. Results
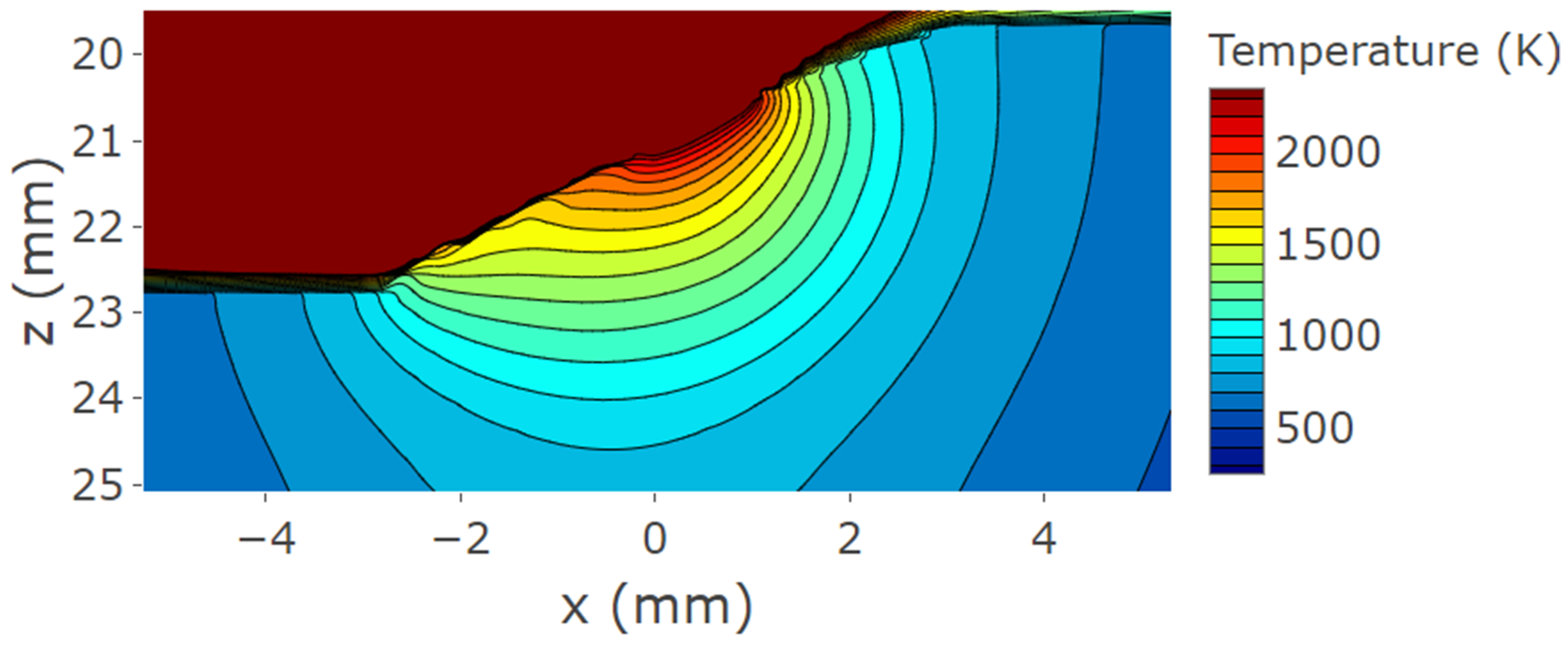
- ‘Slice views of weld in progress’, which provides two-dimensional contour plots in the x-y, y-z, and x-z planes (where the z-axis is vertical, and the x-axis and y-axis are in the horizontal plane, with the y-axis aligned with the weld direction). Many properties can be viewed, including temperature, flow speed and its components, current density components, electric potential, mass fraction of metal vapour in the arc, and wire alloy mass fraction in the workpiece.
- ‘Surface view of the weld in progress’, which provides two-dimensional contour plots, viewed from above, of the height of the weld, temperature of the workpiece surface, and the arc pressure and droplet pressure on the workpiece surface.
- ‘Weld cross-section after welding’, which gives a line plot representation of the weld cross-section, including heat-affected zones.
4. Discussion
- The input files had to be modified manually whenever the welding or other parameters were altered. This task required the user to have a detailed knowledge of the format of the input files, avoid any typing errors, and ensure that erroneous parameter values were not entered. Moreover, the input file format was often changed when the code was modified, so reusing old input files frequently required them to be edited. No restrictions were imposed on the values of the parameters that could be entered. This meant that incorrect or incompatible values could only be identified by running the code, adding overhead to the running of the solver code and sometimes wasting considerable time if the error was not picked up.
- The input files and output files were saved to a default folder. The user was responsible for documenting the input parameters and results and manually managing the input and output file storage. This requirement makes user errors (e.g., looking in the wrong location, accidental overwriting of files) much more likely, and considerable care is required to avoid such problems. The GUI application handles the management of files, removing the need for such user intervention and vigilance.
- The user had to choose the solution file used for the initial solution estimate. After selecting the appropriate file, the user moved it manually to the input file folder and renamed it. As discussed below, the GUI application automates this process while retaining user freedom.
- The screen display of the progress of the model towards convergence was non-intuitive, consisting only of text, and required detailed understanding to interpret. The GUI application displays the progress in a separate window using an intuitive colour-coded display.
- The user had to open the output text and graphics files from the default folder, requiring knowledge and maintenance of the file locations. The GUI application provides a selection of graphics, which are updated after every iteration, in a separate window.
- Preselected default values for all parameters are given for various configurations;
- Selected parameters are required to fall within the range for which the code has been tested;
- The validity of all other parameters (including those that may interact with each other) is ensured by rules built into the GUI;
- Monitoring the progress of the code is much more intuitive;
- Viewing of results is greatly simplified by the inbuilt graphics.
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zielinska, S.; Musiol, K.; Dzierzega, K.; Pellerin, S.; Valensi, F.; de Izarra, C.; Briand, F. Investigations of GMAW plasma by optical emission spectroscopy. Plasma Sources Sci. Technol. 2007, 16, 832–838. [Google Scholar] [CrossRef]
- Rouffet, M.E.; Wendt, M.; Goett, G.; Kozakov, R.; Schoepp, H.; Weltmann, K.D.; Uhrlandt, D. Spectroscopic investigation of the high-current phase of a pulsed GMAW process. J. Phys. D Appl. Phys. 2010, 43, 434003. [Google Scholar] [CrossRef]
- Kozakov, R.; Gött, G.; Schöpp, H.; Uhrlandt, D.; Schnick, M.; Hässler, M.; Füssel, U.; Rose, S. Spatial structure of the arc in a pulsed GMAW process. J. Phys. D Appl. Phys. 2013, 46, 224001. [Google Scholar] [CrossRef]
- Kühn-Kauffeldt, M.; Marqués, J.-L.; Schein, J. Thomson scattering diagnostics of steady state and pulsed welding processes without and with metal vapor. J. Phys. D Appl. Phys. 2015, 48, 012001. [Google Scholar] [CrossRef]
- Haddad, G.N.; Farmer, A.J.D. Temperature determinations in a free-burning arc. I. Experimental techniques and results in argon. J. Phys. D Appl. Phys. 1984, 17, 1189–1196. [Google Scholar] [CrossRef]
- Farmer, A.J.D.; Haddad, G.N.; Cram, L.E. Temperature determinations in a free-burning arc: III. Measurements with molten anodes. J. Phys. D Appl. Phys. 1986, 19, 1723–1730. [Google Scholar] [CrossRef]
- Boulos, M.I.; Fauchais, P.; Pfender, E. Thermal Plasmas: Fundamentals and Applications; Plenum: New York, NY, USA, 1994; Volume 1. [Google Scholar]
- Murphy, A.B.; Uhrlandt, D. Foundations of high-pressure thermal plasmas. Plasma Sources Sci. Technol. 2018, 27, 063001. [Google Scholar] [CrossRef]
- Gleizes, A.; Gonzalez, J.J.; Freton, P. Thermal plasma modelling. J. Phys. D Appl. Phys. 2005, 38, R153–R183. [Google Scholar] [CrossRef]
- Furukawa, R.; Tanaka, Y.; Nakano, Y.; Nagase, Y.; Ishijima, T.; Sueyasu, S.; Watanabe, S.; Nakamura, K. Numerical study of nanoparticle formation in two-coil tandem-type modulated induction thermal plasmas with simultaneous modulation of upper- and lower-coil currents. J. Phys. D Appl. Phys. 2021, 55, 044001. [Google Scholar] [CrossRef]
- Shigeta, M.; Watanabe, T. Growth model of binary alloy nanopowders for thermal plasma synthesis. J. Appl. Phys. 2010, 108, 043306. [Google Scholar] [CrossRef]
- Girshick, S.L.; Chiu, C.-P.; McMurry, P.H. Modelling particle formation and growth in a plasma synthesis reactor. Plasma Chem. Plasma Process. 1988, 8, 145–156. [Google Scholar] [CrossRef]
- Shigeta, M. Turbulence modelling of thermal plasma flows. J. Phys. D Appl. Phys. 2016, 49, 493001. [Google Scholar] [CrossRef]
- Jenista, J.; Chau, S.-W.; Chen, S.-W.; Zivny, O.; Takana, H.; Nishiyama, H.; Bartlova, M.; Aubrecht, V.; Murphy, A.B. Modelling of argon–steam thermal plasma flow for abatement of fluorinated compounds. J. Phys. D Appl. Phys. 2022, 55, 375201. [Google Scholar] [CrossRef]
- Agarwal, A.; Bera, K.; Kenney, J.; Likhanskii, A.; Rauf, S. Modeling of low pressure plasma sources for microelectronics fabrication. J. Phys. D Appl. Phys. 2017, 50, 424001. [Google Scholar] [CrossRef]
- Kushner, M.J. Hybrid modelling of low temperature plasmas for fundamental investigations and equipment design. J. Phys. D Appl. Phys. 2009, 42, 194013. [Google Scholar] [CrossRef]
- Xiong, X.; Kushner, M.J. Surface corona-bar discharges for production of pre-ionizing UV light for pulsed high-pressure plasmas. J. Phys. D Appl. Phys. 2010, 53, 505204. [Google Scholar] [CrossRef]
- CSIRO. Workspace; CSIRO: Canberra, Australia, 2018. [Google Scholar]
- Murphy, A.B.; Thomas, D.G. A computational model of arc welding—From a research tool to a software product. In Proceedings of the 22nd International Congress on Modelling and Simulation, Hobart, Australia, 3–8 December 2017; pp. 445–451. [Google Scholar]
- Thomas, D.G.; Murphy, A.B.; Chen, F.F.; Xiang, J.; Feng, Y. ArcWeld: A case study of the extensibility of software applications built using Workspace architecture. In Proceedings of the 23rd International Congress on Modelling and Simulation, Canberra, Australia, 1–6 December 2019; pp. 470–476. [Google Scholar]
- ESI Group. SYSWELD. Available online: https://www.esi-group.com/products/sysweld (accessed on 12 April 2023).
- Flow Science. FLOW-3D. Available online: https://www.flow3d.com/ (accessed on 12 April 2023).
- Cao, Z.; Yang, Z.; Chen, X.L. Three-dimensional simulation of transient GMA weld pool with free surface. Weld. J. 2004, 83, 169s–174s. [Google Scholar]
- Flow Science. FLOW-3D Weld. Available online: https://www.flow3d.com/products/flow3d-weld/ (accessed on 12 April 2023).
- Goldak, J.; Chakravarti, A.; Bibby, M. A new finite element model for welding heat sources. Metall. Trans. B 1984, 15B, 299–305. [Google Scholar]
- Yang, Z.; Elmer, J.W.; Wong, J.; DebRoy, T. Evolution of titanium arc weldment macro and microstructures modeling and real time mapping of phases. Weld. J. 2000, 79, 97s–112s. [Google Scholar]
- Aryal, P.; Sikström, F.; Nilsson, H.; Choquet, I. Comparative study of the main electromagnetic models applied to melt pool prediction with gas metal arc: Effect on flow, ripples from drop impact, and geometry. Int. J. Heat Mass. Transf. 2022, 194, 123068. [Google Scholar] [CrossRef]
- Cleary, P.; Hetherton, L.; Bolger, M.; Rucinski, C.; Sankaranarayanan, N.; Thomas, D.; Watkins, D.; Zhang, Z.; Subramanian, R.; Nguyen, D.Q.; et al. Workspace: Scientific Workflow Platform; CSIRO: Canberra, Australia, 2017. [Google Scholar]
- Norrish, J. Advanced Welding Processes; Institute of Physics Publishing: Bristol, UK, 1992. [Google Scholar]
- Murphy, A.B. The effects of metal vapour in arc welding. J. Phys. D Appl. Phys. 2010, 43, 434001. [Google Scholar] [CrossRef]
- Murphy, A.B. A self-consistent three-dimensional model of the arc, electrode and weld pool in gas–metal arc welding. J. Phys. D Appl. Phys. 2011, 44, 194009. [Google Scholar] [CrossRef]
- Murphy, A.B. Influence of metal vapour on arc temperatures in gas–metal arc welding: Convection versus radiation. J. Phys. D Appl. Phys. 2013, 46, 224004. [Google Scholar] [CrossRef]
- Murphy, A.B.; Nguyen, V.; Feng, Y.; Thomas, D.G.; Gunasegaram, D. A desktop computer model of the arc, weld pool and workpiece in metal inert gas welding. Appl. Math. Model. 2017, 44, 91–106. [Google Scholar] [CrossRef]
- Murphy, A.B.; Chen, F.F.; Xiang, J.; Wang, H.-P.; Thomas, D.G.; Feng, Y. Macrosegregation in the weld pool in metal inert-gas welding of aluminium. J. Manuf. Process. 2021, 61, 111–127. [Google Scholar] [CrossRef]
- Patankar, S.V. Numerical Heat Transfer and Fluid Flow; Hemisphere: Washington, DC, USA, 1980. [Google Scholar]
- Lowke, J.J.; Kovitya, P.; Schmidt, H.P. Theory of free-burning arc columns including the influence of the cathode. J. Phys. D Appl. Phys. 1992, 25, 1600–1606. [Google Scholar] [CrossRef]
- Crowe, C.T.; Sharma, M.P.; Stock, D.E. The particle-source-in cell (PSI-CELL) model for gas-droplet flows. J. Fluid Eng. 1977, 99, 325–332. [Google Scholar] [CrossRef]
- Murphy, A.B. Influence of droplets in gas–metal arc welding—A new modelling approach, and application to welding of aluminium. Sci. Technol. Weld. Join. 2013, 18, 32–37. [Google Scholar] [CrossRef]
- Hirt, C.W.; Nichols, B.D. Volume of fluid (VOF) method for the dynamics of free boundaries. J. Comput. Phys. 1981, 39, 201–225. [Google Scholar] [CrossRef]
- Mundra, K.; DebRoy, T.; Kelkar, K.M. Numerical prediction of fluid flow and heat transfer in welding with a moving heat source. Numer. Heat Transf. A 1996, 29, 115–129. [Google Scholar] [CrossRef]
- Lowke, J.J.; Tanaka, M. ‘LTE-diffusion approximation’ for arc calculations. J. Phys. D Appl. Phys. 2006, 39, 3634–3643. [Google Scholar] [CrossRef]
- Chen, F.F.; Xiang, J.; Thomas, D.G.; Murphy, A.B. Model-based parameter optimization for arc welding process simulation. Appl. Math. Model. 2020, 81, 386–400. [Google Scholar] [CrossRef]
- Bolger, M.; Cleary, P.; Hetherton, L.; Rucinski, C.; Thomas, D.; Watkins, D. Workspace: Scientific Workflow Platform; CSIRO: Canberra, Australia, 2014. [Google Scholar]
- Cleary, P.; Bolger, M.; Hetherton, L.; Rucinski, C.; Thomas, D.; Watkins, D. Workspace: A platform for delivering scientific applications. In Proceedings of the eResearch Australasia, Melbourne, Australia, 27–31 October 2014. [Google Scholar]
- Bolger, M.; Cleary, P.; Hetherton, L.; Rucinski, C.; Thomas, D.; Watkins, D. Workspace: Scientific workflows and applications for multiple environments. In Proceedings of the eResearch Australasia Conference, Brisbane, Australia, 19–23 October 2015. [Google Scholar]
- Cleary, P.W.; Thomas, D.; Bolger, M.; Hetherton, L.; Rucinski, C.; Watkins, D. Using Workspace to automate workflow processes for modelling and simulation in engineering. In Proceedings of the MODSIM2015, 21st International Congress on Modelling and Simulation, Gold Coast, Australia, 29 November–4 December 2015; pp. 669–675. [Google Scholar]
- Cleary, P.W.; Thomas, D.; Hetherton, L.; Bolger, M.; Hilton, J.E.; Watkins, D. Workspace: A workflow platform for supporting development and deployment of modelling and simulation. Math. Comp. Simul. 2018; submitted. [Google Scholar]
- The Qt Company Ltd. Qt Designer; The Qt Company Ltd.: Espoo, Finland, 2018. [Google Scholar]
- The Qt Company Ltd. Qt Property System; The Qt Company Ltd.: Espoo, Finland, 2018. [Google Scholar]
- Norrish, J.; Polden, J.; Richardson, I. A review of wire arc additive manufacturing: Development, principles, process physics, implementation and current status. J. Phys. D Appl. Phys. 2021, 54, 473001. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
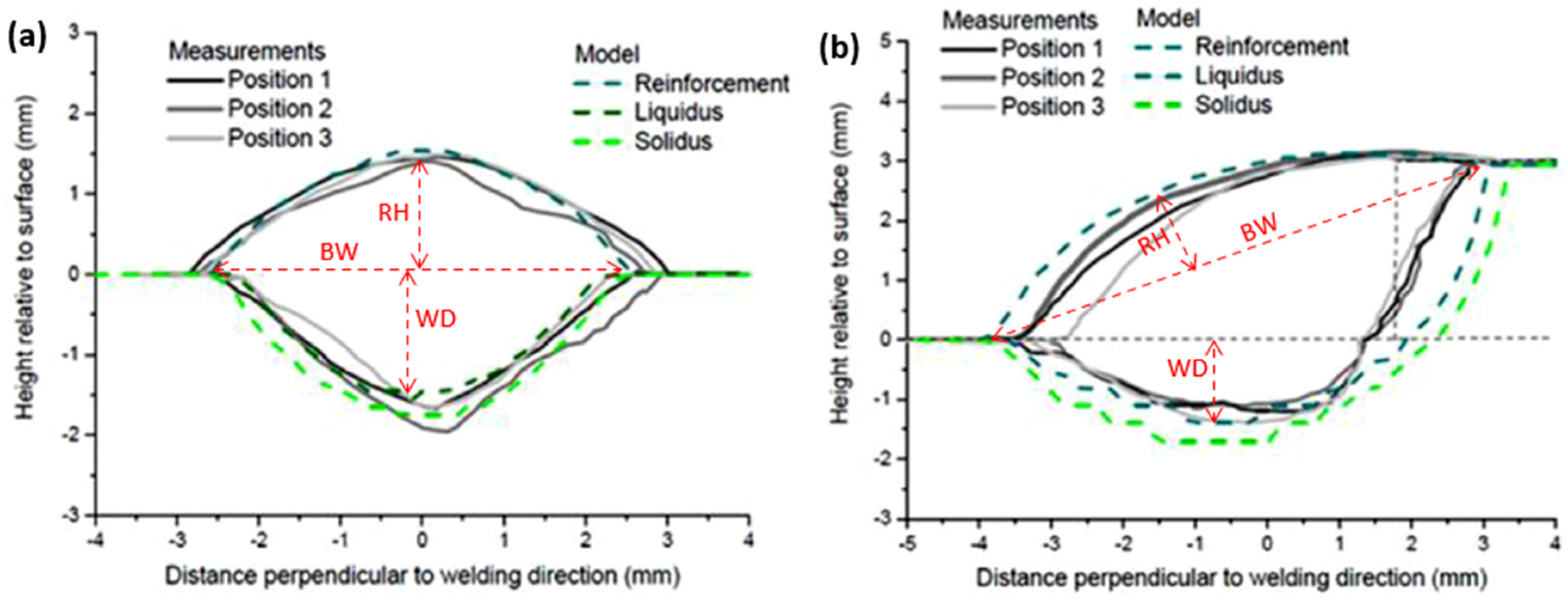
| RH (mm) | WD (mm) | BW (mm) | ||
|---|---|---|---|---|
| Bead-on-plate | Measured | 1.47 | 1.85 | 5.92 |
| Predicted | 1.54 | 1.76 | 5.54 | |
| Lap fillet | Measured | 1.26 | 1.42 | 7.12 |
| Predicted | 1.42 | 1.67 | 8.15 |
| Parameter | Available Values |
|---|---|
| Arc current | 50–400 A |
| Gas flow | 0–20 L/min |
| Wire feed rate | 2.5–17 m/min |
| Droplet frequency | 10–200/s, or calculated by solver |
| Welding speed | 0.1–1.8 m/min |
| Workpiece geometry | Bead-on-plate, lap fillet, T-joint fillet, corner-joint fillet |
| Arc length | 2–10 mm |
| Wire diameter | 0.8–1.6 mm |
| Workpiece thickness | 2–30 mm; for lap, T-joint, and corner-joint fillet geometries, the thickness of each workpiece sheet can be specified independently. |
| Work angle of wire | 90° from horizontal for bead-on-plate; 45°, 60°, 75° for other geometries |
| Travel angle of wire | 90° from horizontal for bead-on-plate; 75°, 90° for other geometries |
| Workpiece alloy | Al, user-defined Al-Si-Mg alloys with up to 15% Si and 5% Mg, user-defined Al-Mg-Zn alloys with up to 5% Mg and 5% Zn, user-defined steels with up to 2% C, 2% Si, 5% Mn, 30% Cr, 20% Ni, 5% Mo, 1% Ti, 1% V, 1% Al, 0.1% S, 0.1% P, and 0.1% N, AZ31 (an Mg-Al-Zn alloy), and several pre-defined Al-Si, Al-Mg, Al-Si-Mg, and Al-Mg-Zn alloys, low-alloy steels, and stainless steels |
| Wire alloy | As for workpiece alloys, with different pre-defined alloys based on standard wire materials |
| Shielding gas | Ar, 98% Ar + 2% O2, 97.5% Ar + 2.5% CO2, 80% Ar + 20% CO2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Murphy, A.B.; Thomas, D.G.; Chen, F.F.; Xiang, J.; Feng, Y. Transforming a Computational Model from a Research Tool to a Software Product: A Case Study from Arc Welding Research. Software 2023, 2, 258-275. https://doi.org/10.3390/software2020012
Murphy AB, Thomas DG, Chen FF, Xiang J, Feng Y. Transforming a Computational Model from a Research Tool to a Software Product: A Case Study from Arc Welding Research. Software. 2023; 2(2):258-275. https://doi.org/10.3390/software2020012
Chicago/Turabian StyleMurphy, Anthony B., David G. Thomas, Fiona F. Chen, Junting Xiang, and Yuqing Feng. 2023. "Transforming a Computational Model from a Research Tool to a Software Product: A Case Study from Arc Welding Research" Software 2, no. 2: 258-275. https://doi.org/10.3390/software2020012