1. Introduction
Permanent magnets are critically important for many applications and industries that sustain modern societies. Consumer electronics, the automotive and medical industries, among others, have a high and increasing demand for permanent magnets [
1,
2]. The performance of permanent magnets is often described using the energy product (BH)max, which is a measure of the magnetic flux density that can be stored in the material [
2]. The most common permanent magnet systems used are Nd-Fe-B and hard ferrites (MFe
12O
19, with M being Ba or Sr), which have energy products around 470 kJ/m
3 [
1] and 38 kJ/m
3 [
1], respectively. There are many concerns around the production of Nd-Fe-B magnets, as the supply of rare-earth elements is concentrated in a few countries, posing a potential threat for their availability in the future. Therefore, the development of new rare-earth free permanent magnets is considered a priority in many countries [
3]. One alternative is hexagonal ferrites, which are low-cost, and contain elements that are readily available. However, a large gap exists between the performance (energy product) of Nd-Fe-B and ferrites. The MnAl(C) system contains a ferromagnetic phase (τ) [
4], that, in theory, has the characteristics (energy density of ≈112 kJ/m
3 [
1]) to fill this gap. However, one of the limitations of MnAl(C) is its typically low coercivity (meaning a resistance to changes in magnetization), which is a prime requirement for a hard magnet.
Coercivity is a magnetic property that can be improved by controlling the extrinsic factors (not related to the chemical composition) that hinder the movement of the magnetic domains. Particles of secondary phases (precipitates or impurities) and crystallographic texture [
5,
6] have been found to be some of the extrinsic mechanisms that can increase the coercivity in MnAl(C) magnets. In the case of the crystallographic texture, a similar alignment of the grains in a polycrystalline material (and thus, similar alignment of the directions of easy magnetization) can make the rotation of the magnetic moments more difficult, thus requiring a stronger magnetic field to demagnetize the material, i.e., with a higher coercivity [
6]. Here, additive manufacturing processes, such as laser powder bed fusion (LPBF) could play a major role, as the laser scan strategy and printing parameters can be used to influence the microstructure [
7] and crystallographic texture [
8] during the printing process. For instance, White et al. [
9] previously demonstrated that the laser engineered net shaping method can be used to produce Alnico magnets with improved magnetic properties (remanence, intrinsic coercivity, and energy product) in comparison to sintered parts. Although this was partially attributed to the formation of columnar grains with strong texture, no formal analysis of the preferential orientation was conducted in that study. On the other hand, the potential of AM-related texture for the enhancement of the magnetic properties in Nd-Fe-B has been previously recognized [
10], but in recent trials with LPBF, no significant texture could be inferred from the remanence of the samples [
11], or from their X-ray diffraction (XRD) patterns [
12].
In the case of the MnAl(C) system, recent trials have been performed with powder bed fusion methods, such as electron beam melting (EBM) [
10,
13] and laser powder bed fusion (LPBF) [
14]. The as-printed samples produced by EBM were composed mainly of the thermodynamically stable and non-magnetic γ
2 phase in combination with smaller fractions of ε and τ (with only 8 wt% of the latter). Nevertheless, a high fraction of τ-phase (>90 wt%) was obtained with a combination of high-temperature heat treatment at 1100 °C, followed by annealing procedures at 500 °C [
13]. The main focus of that study was the optimization of the production parameters, and the heat treatments to obtain dense parts with a high fraction of τ-phase and texture was mostly overlooked. For the parts manufactured with LPBF [
14], ε was the main phase observed in the as-printed parts, with some amounts of γ
2, β, and minor amounts of the τ-phase. Interestingly, in that investigation, the characteristic growth of the dendrites (lacking secondary arms) was pointed out as an indication of crystallographic texture.
In this work, we demonstrate that LPBF can be used to produce MnAl(C) in its high-temperature polymorph (ε-phase), with a strong alignment of the <002> directions parallel to the build direction. The effect of a textured ε-phase on the formation and orientation of the τ-phase was investigated after the heat treatments.
3. Results and Discussion
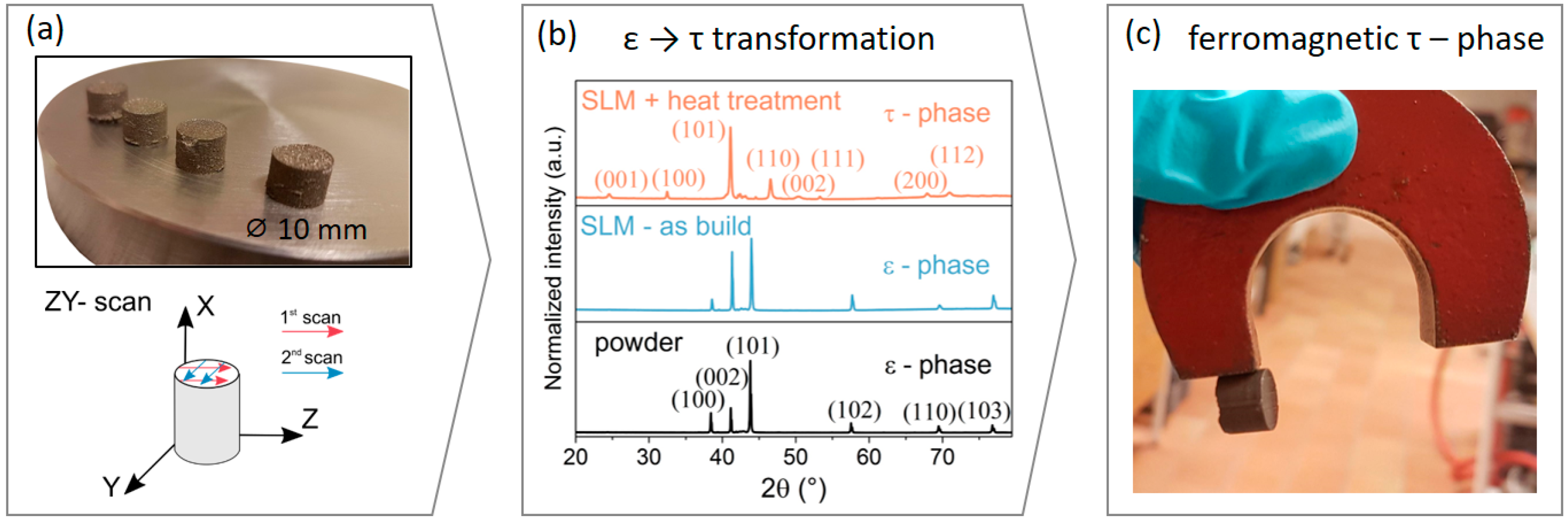
An image of the as-printed LPBF samples can be seen in
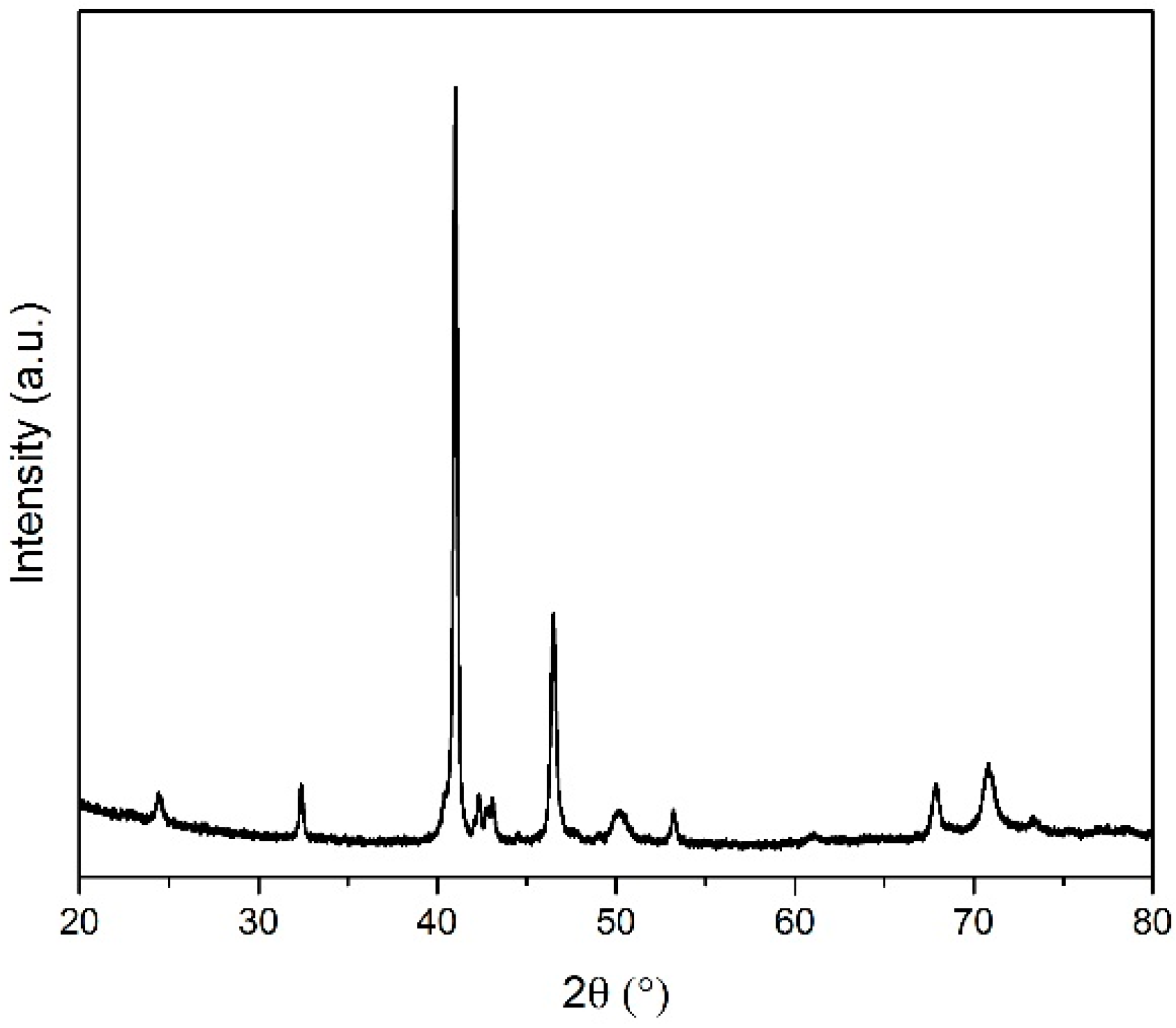
Figure 1a. The laser scan strategy implemented, with a double exposure at each layer is also illustrated.
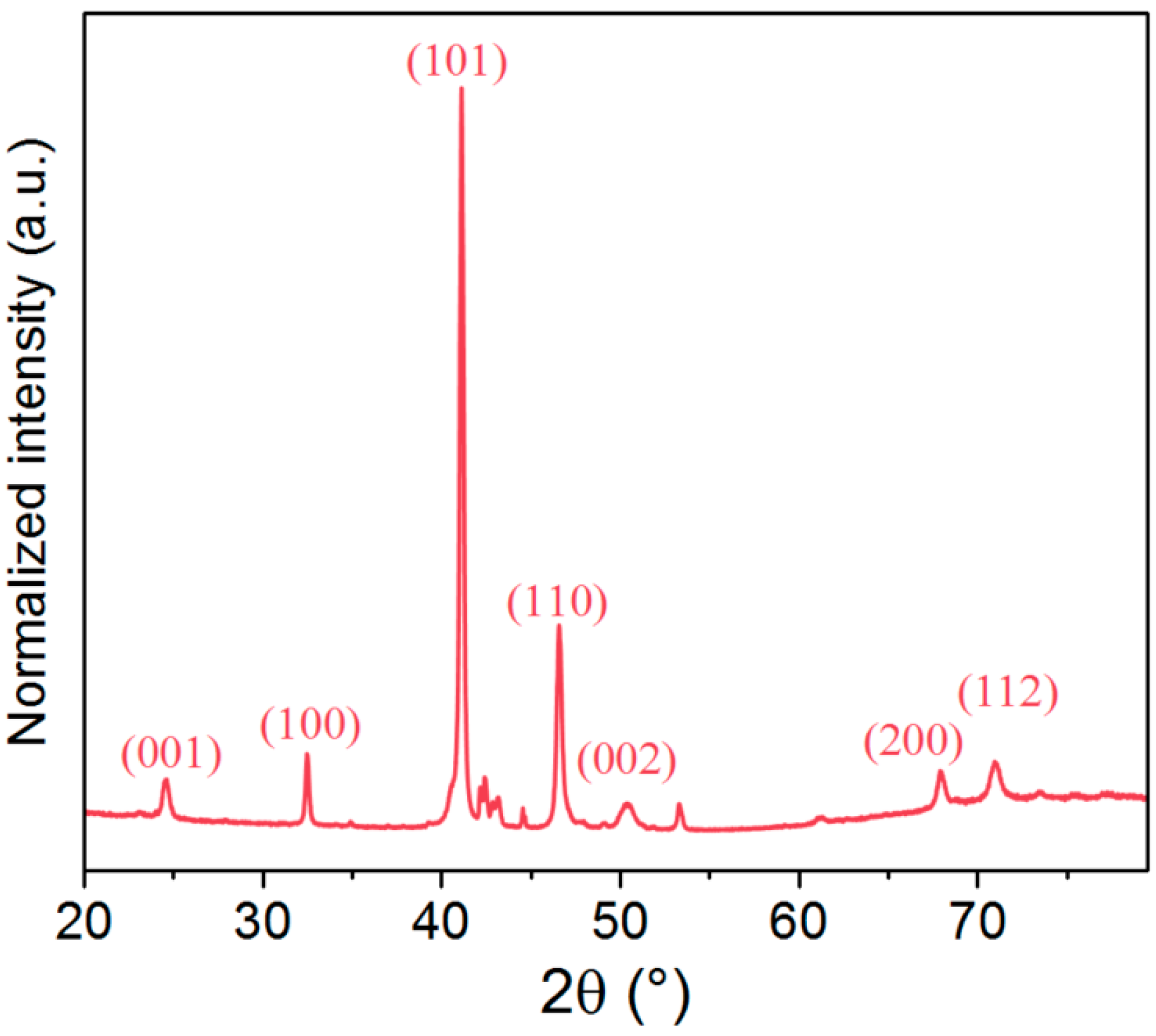
Figure 1b shows the XRD patterns of the raw powder and the as-printed and heat-treated parts. The XRD patterns indicate that both the raw powder and the as-printed samples contain mainly the hexagonal ε-phase, with small amounts of the γ
2 phase. The presence of a large fraction of the ε-phase is in good agreement with previous reports in MnAl(C) parts [
14]. The critical cooling rate to retain the ε-phase has been estimated to be around 20 K/s [
15]. Thus, it is not surprising that the rate of cooling during the printing process (≈100 K/s [
16]) was enough to retain the high-temperature polymorph.
An interesting feature of the diffraction patterns of the as-build parts in
Figure 1b, is the increased intensity of the (002) reflection. This was clearly observed when comparing the black (powder) and blue (LPBF) diffractograms in
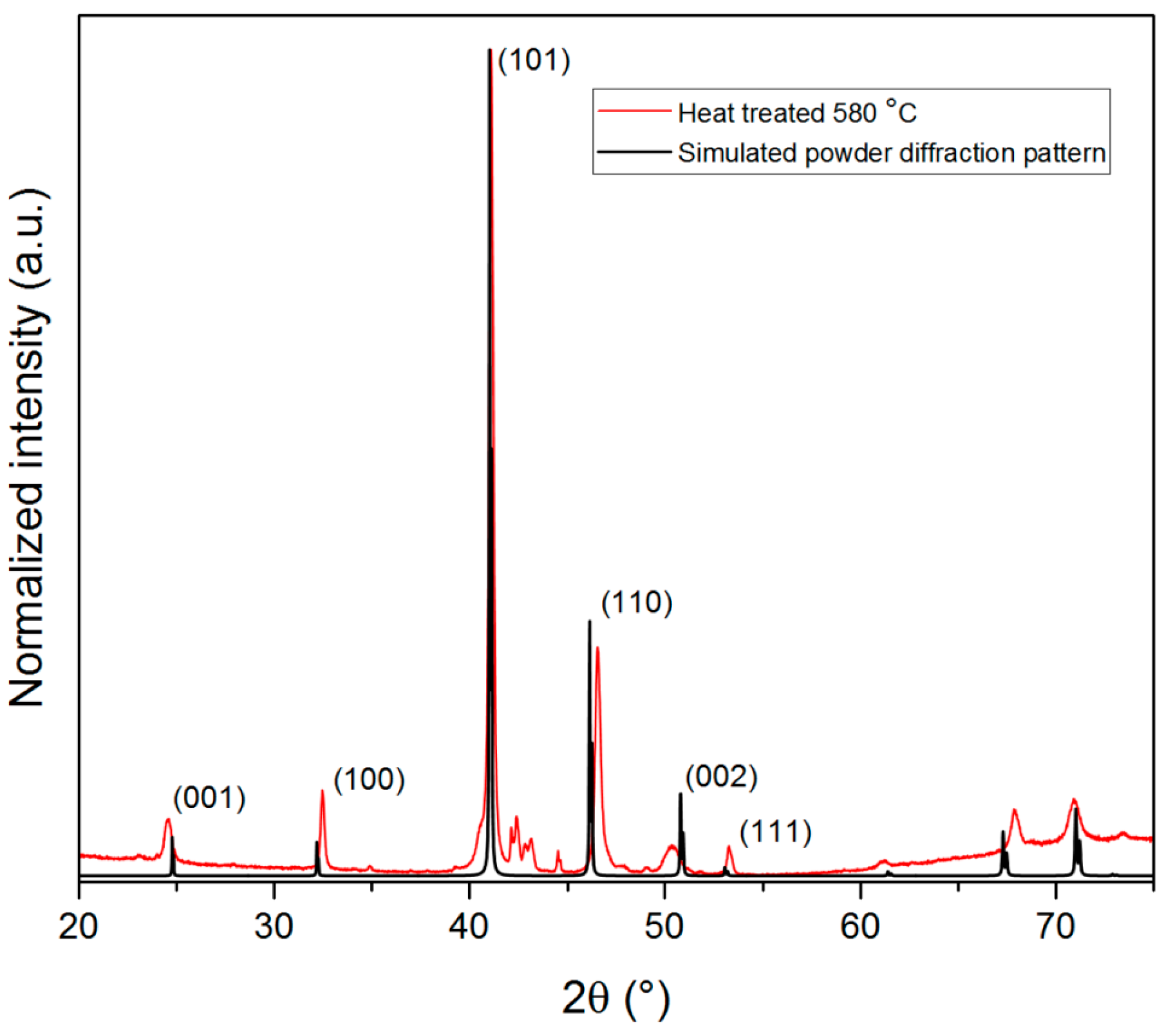
Figure 1b and reveals a preferential orientation (texture) of the <002> directions parallel to the build direction. The increased texture seems to be correlated with the specific laser scan-strategies and parameters, as variations were observed through the samples produced with different parameters and scan-strategies. Heat treatments were conducted at 580 °C during 5 min to promote the transformation from the ε- to the τ-phase. The diffraction pattern after this annealing procedure (
Figure 1b) indicates a high fraction of the ferromagnetic τ-phase. Here, it is relevant to mention that a small fraction of secondary phases was also observed, as illustrated in
Figure A1 of the
Appendix A. These phases, present in small fractions, correspond to the stable γ
2, Mn
3AlC, and β phases.
Our initial expectation was that the strong (002) preferential orientation in the ε-phase would translate to a textured τ-phase, in accordance with orientation relationships between the ε- and τ-phases described in the literature [
17,
18,
19,
20]. For instance, Kojima et al. [
18] observed that during the annealing of an ε-phase single crystal, the transformation sequence ε (hexagonal) → ε’ (orthorhombic) → τ (tetragonal) occurs, with the crystallographic relations (0001)ε || (100)ε’ || (111)τ. Similar relations were proposed by Jakubovics et al. [
19]. These crystallographic relations were proposed for the τ-phase with unit cell parameters around a = 3.9 Å and c = 3.6 Å [
18] (the τ-phase can be described with 2 different tetragonal unit cells). In the present work, we used the unit cell with parameters around a = 2.8 Å and c = 3.6 Å [
21]. The (111)τ planes in the first reference system were equivalent to the (101)τ in the latter. Thus, a strong alignment of the <101> directions with the build direction should be present in the τ-phase. Conversely, the formed τ-phase does not exhibit a significant preferential orientation, as evidenced by the comparison with the simulated XRD pattern for this phase (
Figure A2).
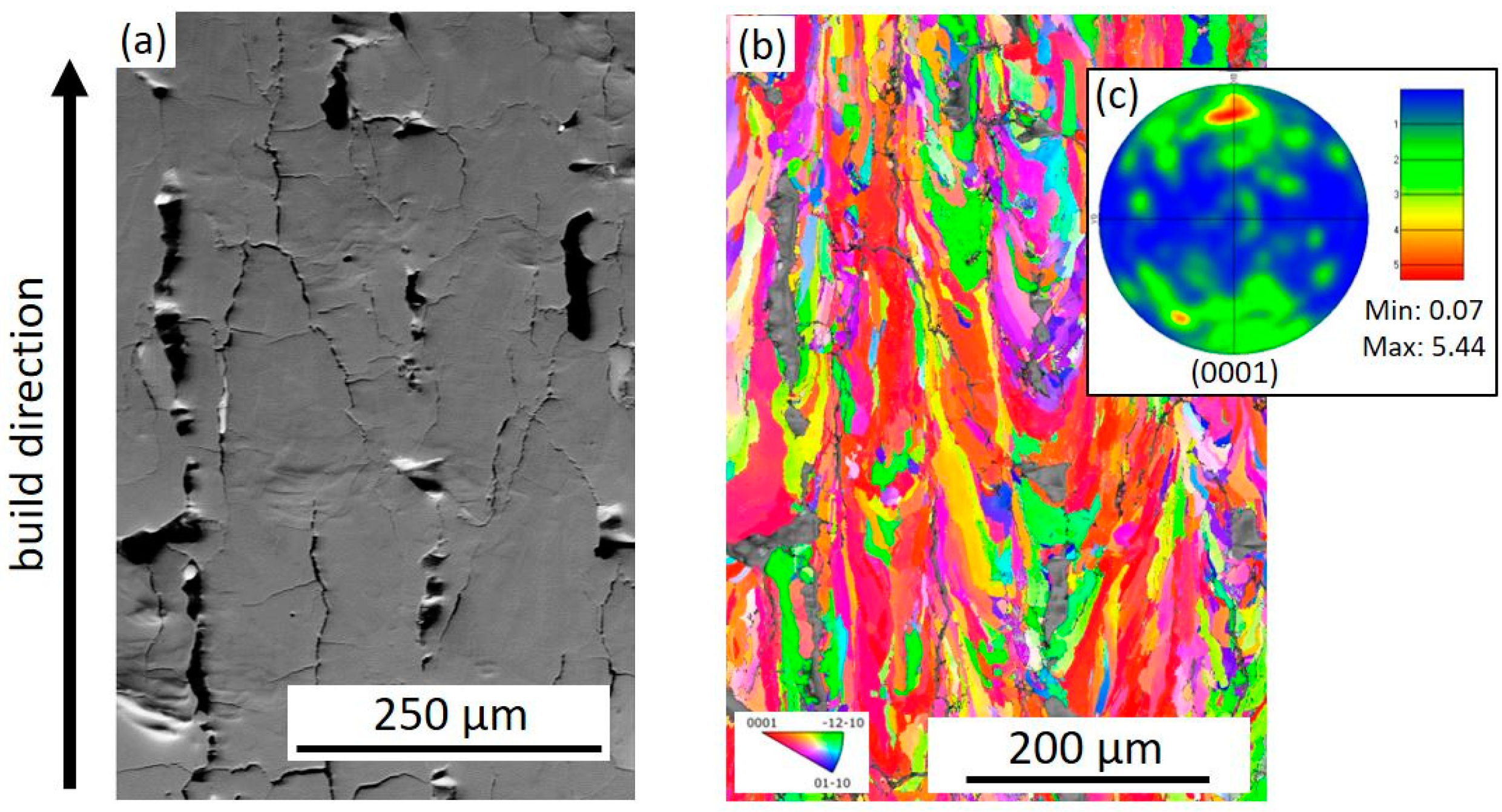
The XRD patterns from
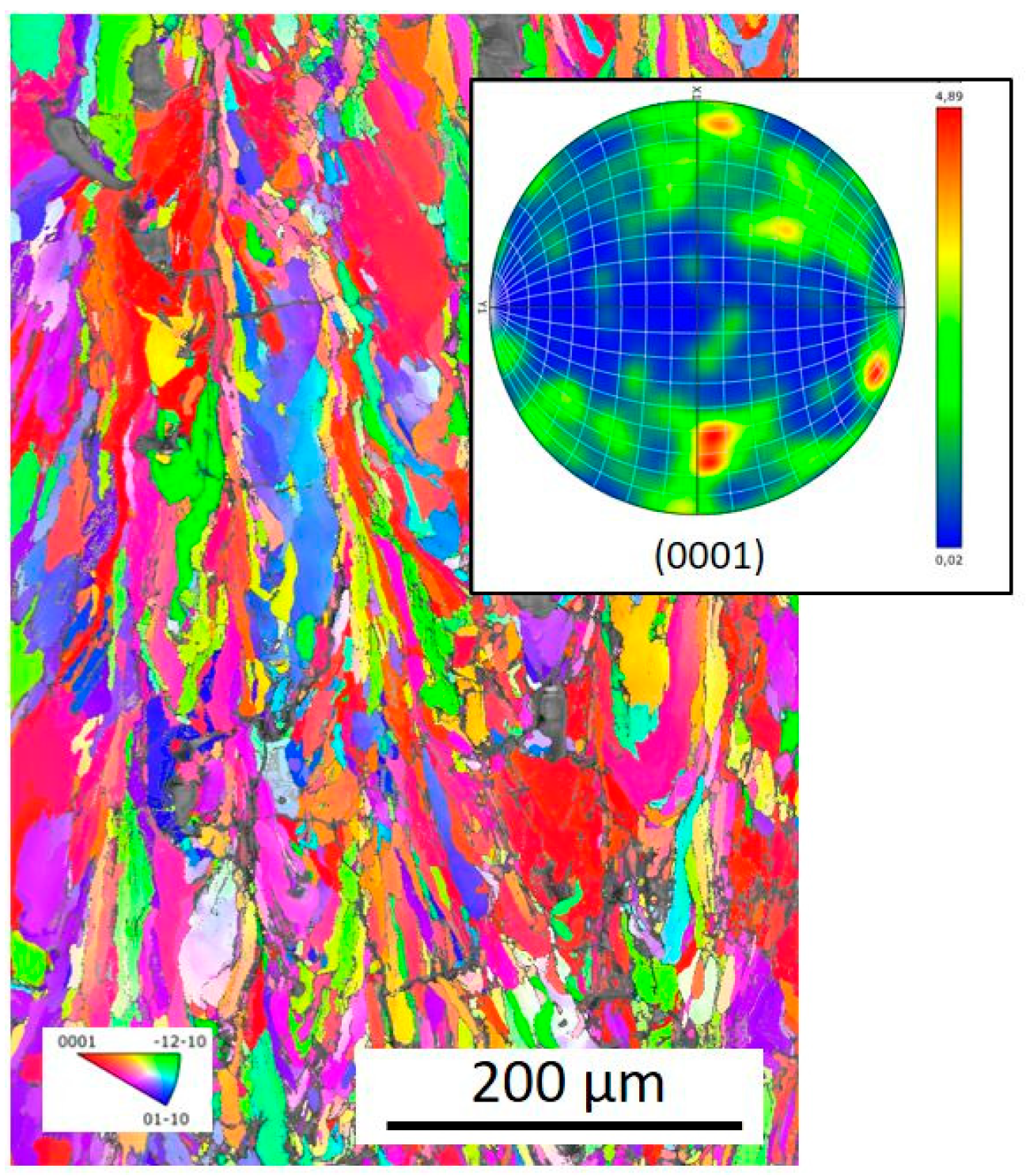
Figure 1b indicate a strong texture for the as-printed samples, but to obtain a full description of the preferential orientation of the parts, EBSD was employed, and grain orientation maps were obtained as shown in
Figure 2. The pole figure for the as-printed sample suggests that the <001> directions were in parallel to the build direction (although some misalignment of the poles was also observed), which is in good agreement with the interpretation of the XRD patterns. An additional grain orientation map and (001) pole figure is shown in
Figure A3, and similarly in that case, some misalignment of the poles was seen, and additionally, an extra pole was observed at an orthogonal direction.
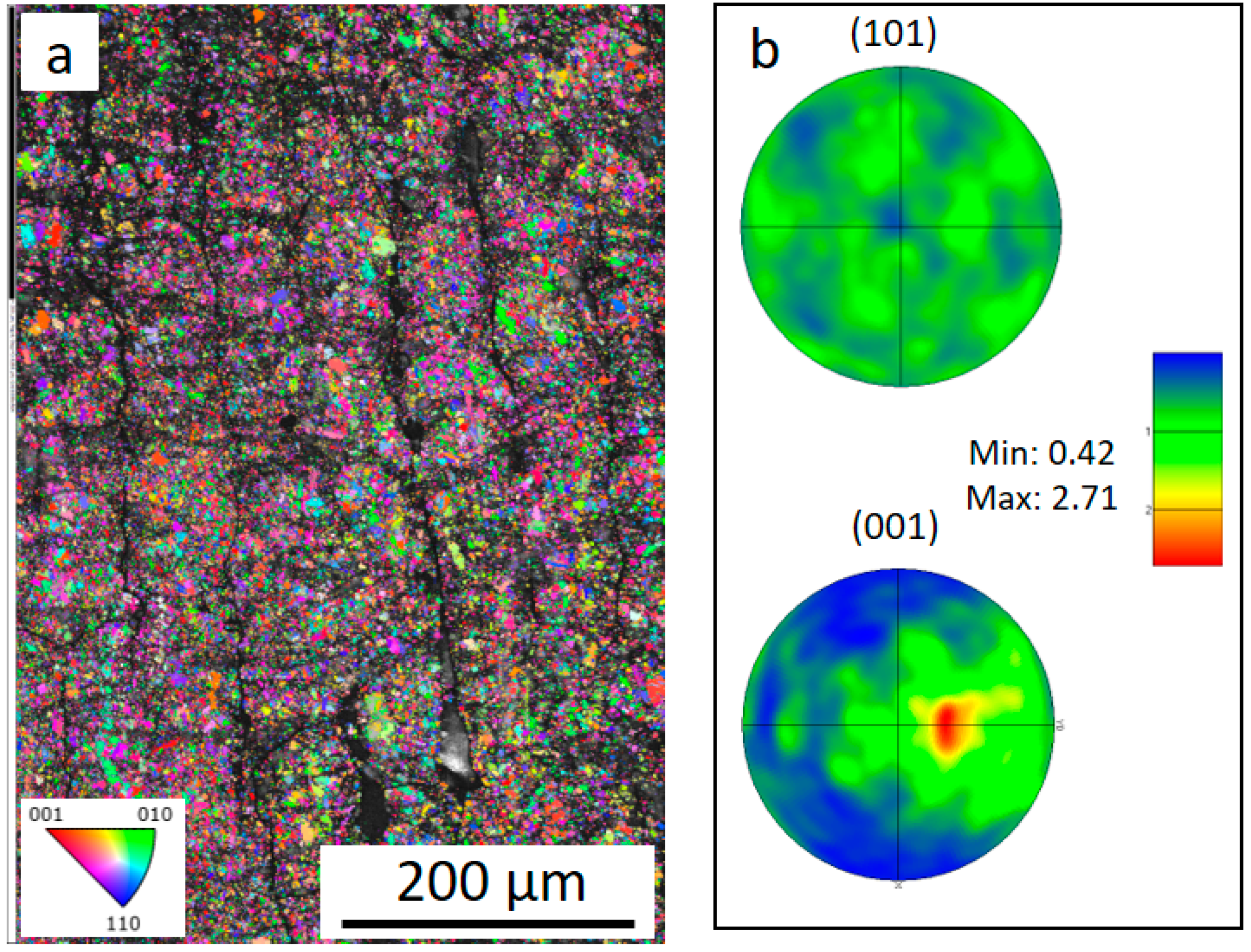
From both the XRD patterns and the EBSD, a strong crystallographic texture was identified in the ε-phase. Its effect on the formation of the τ-phase was also studied (after the heat treatments) using EBSD, as shown in
Figure 3. It is evident that the texture observed in the ε-phase does not translate into the τ-phase for the present samples. It is, however, important to highlight that not all of the areas could be indexed in this case (see dark areas in
Figure 3a and
Figure A4). In addition to the high quantity of porosities and cracks stemming from the printing process, this could also be related to difficulties preparing the sample’s surface for EBSD. In
Figure 3, it can also be seen that the heat-treated material seems to have a relatively small grain size, which was expected due to the significant twinning observed during the ε- to τ-phase transition.
The lack of a preferred orientation in the grains of the τ-phase could be explained by the phase transformation mechanism proposed by Hoydik et al. [
20]. In that work, it was observed that initially, each τ-phase nucleus holds a coherent relationship with a grain of the ε-phase. However, almost no growth occurs into these ε grains, and instead τ grows by consuming neighboring grains that do not hold a special crystallographic relationship with it (incoherent interfaces).
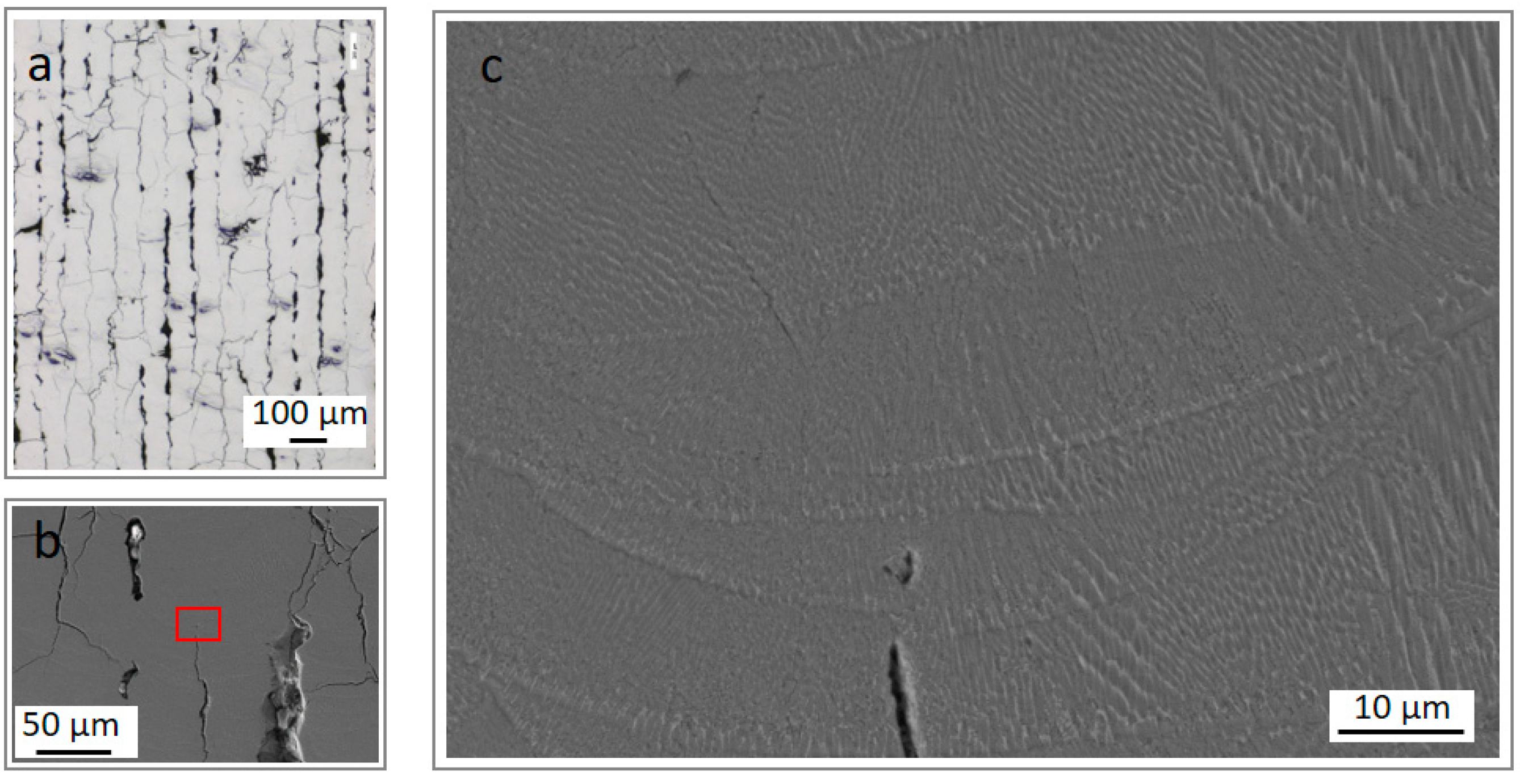
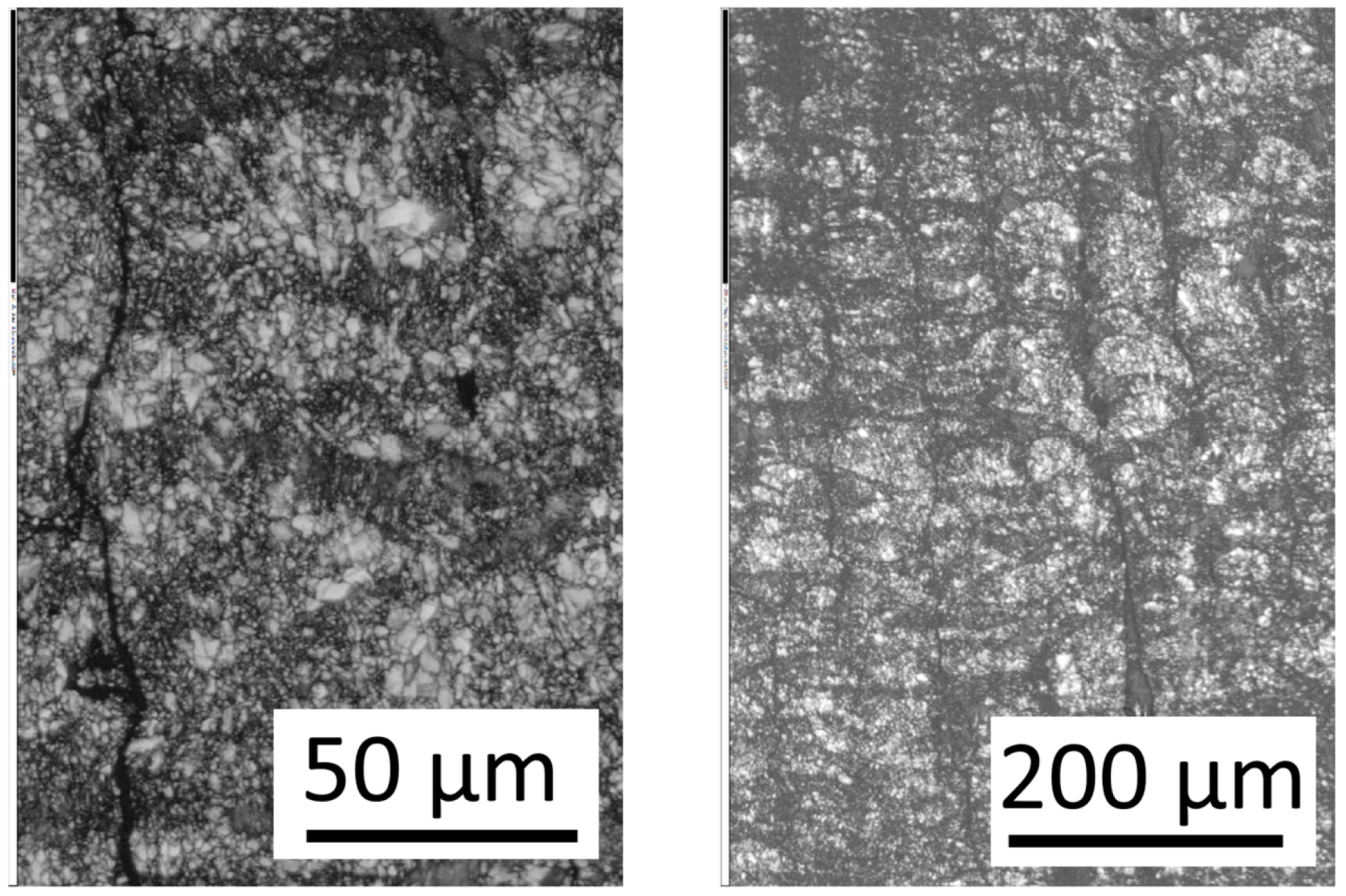
In
Figure 2a and
Figure 3a, a significant number of cracks and pores were observed. To further investigate their distribution, as well as to evaluate the microstructure of the LPBF parts, additional microscopy studies were conducted, as displayed in
Figure 4. The observed cracks and pores are distributed throughout the specimens. A similar crack distribution, with propagation throughout the parts, was previously observed in MnAl(C) produced by LPBF [
14]. The cracks seemingly originate both from the “lack of fusion”-defects [
22], as well as micro-cracking caused by thermal stresses [
14]. In
Figure 4c, some microstructural features can be observed. The elongated structures probably correspond to dendritic microstructures. Additionally, some sort of micro-cellular structure can be identified.
The cracks and pores seen in
Figure 2,
Figure 3 and
Figure 4 produced relatively low densities in the parts, and values around 4.5 g/cm
3 (bulk density with open pores) were obtained in some of the samples evaluated. The theoretical density for the ε-phase was 5.12 g/cm
3. The low density of the LPBF parts significantly limits their final performance, i.e., a high magnetization per unit mass cannot be achieved due to the many pores and cracks. To solve this issue, an alternative approach, with the use of a heating plate, will be explored in the future.
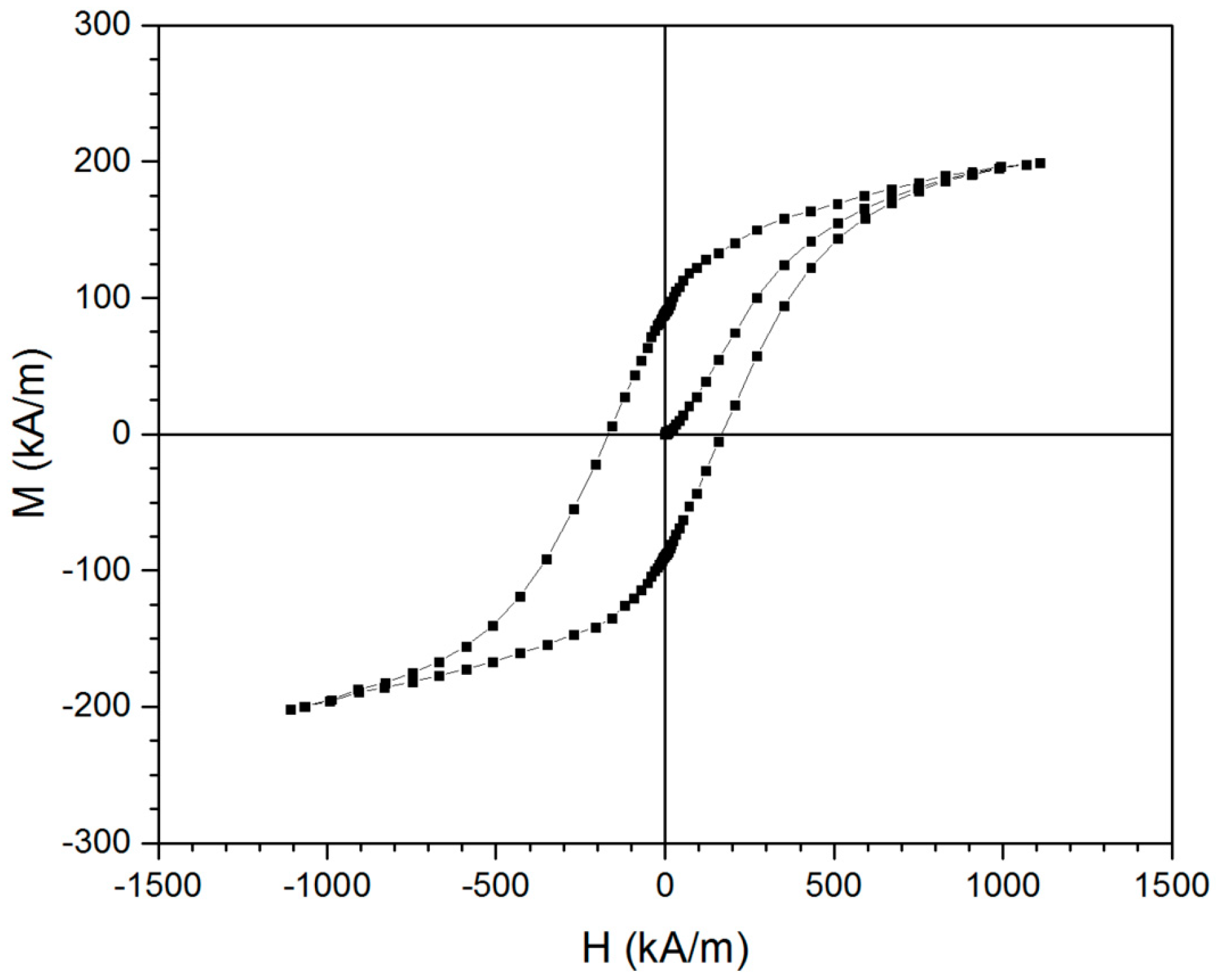
Regardless of the challenging amounts of the cracks and pores, as well as the correlated low densities, an initial characterization of the magnetic properties was conducted (after annealing by rapid heating and cooling), as shown in
Figure 5. The most relevant magnetic properties are summarized in
Table 1, where the values reported by Radulov et al. for the Mn
53Al
47 alloy produced by EBM can also be found. The corresponding XRD pattern for this sample can be seen in
Figure A5.
As summarized in
Table 1, the sample exhibits an Ms of 39.3 Am
2/kg. This value was found to be significantly lower than the optimized values obtained in the samples produced by EBM and is deemed to be related to the presence of additional, non-magnetic phases besides the ε-phase, such as γ
2, Mn
3AlC, and β phases (see
Figure A5). On the other hand, the coercivity of 168 kA/m was found to be higher than the 119.4 kA/m reported previously for the EBM parts. To put these values into perspective, using an optimized ball-milling procedure for (Mn
55Al
45)
98C
2, an Ms = 83 Am
2/Kg, and a Hc = 222.8 kA/m have been previously obtained, respectively [
21]. Therefore, further optimizations of the phase fraction and microstructure are required to improve the magnetic properties of the LPBF parts.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}









