
Microstructural and Mechanical Characterization of the Aging Response of Wrought 6156 (Al-Mg-Si) Aluminum Alloy

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Characterization of the Alloy at T4 Temper
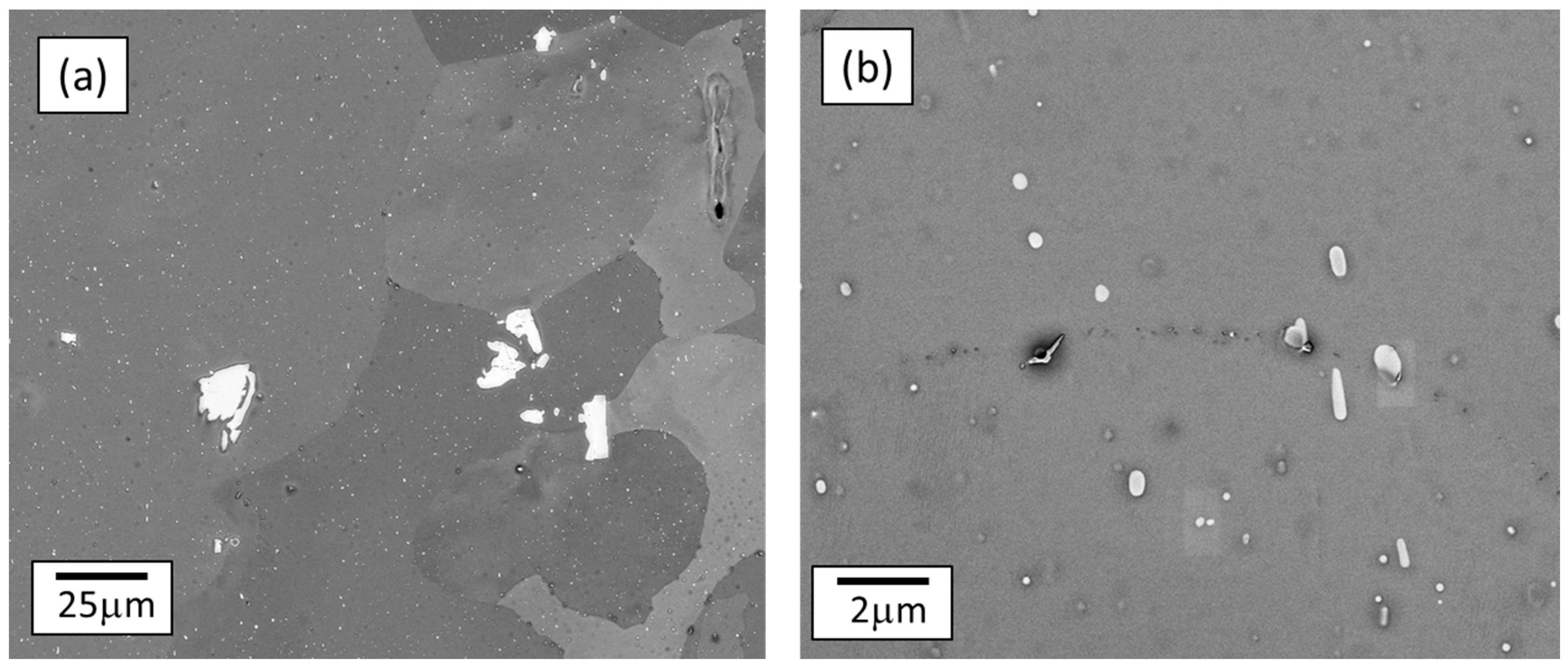
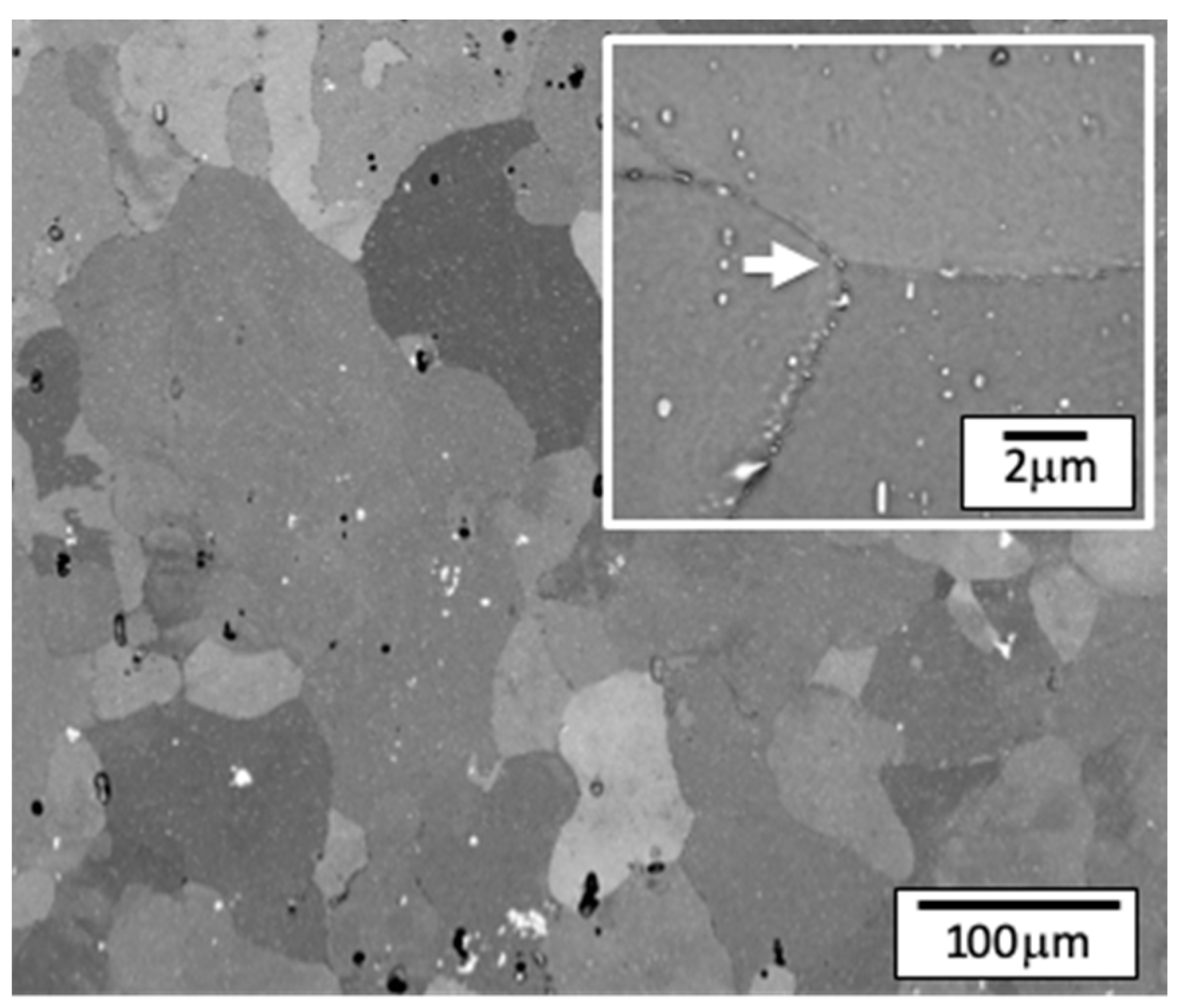
3.1.1. Microstructure
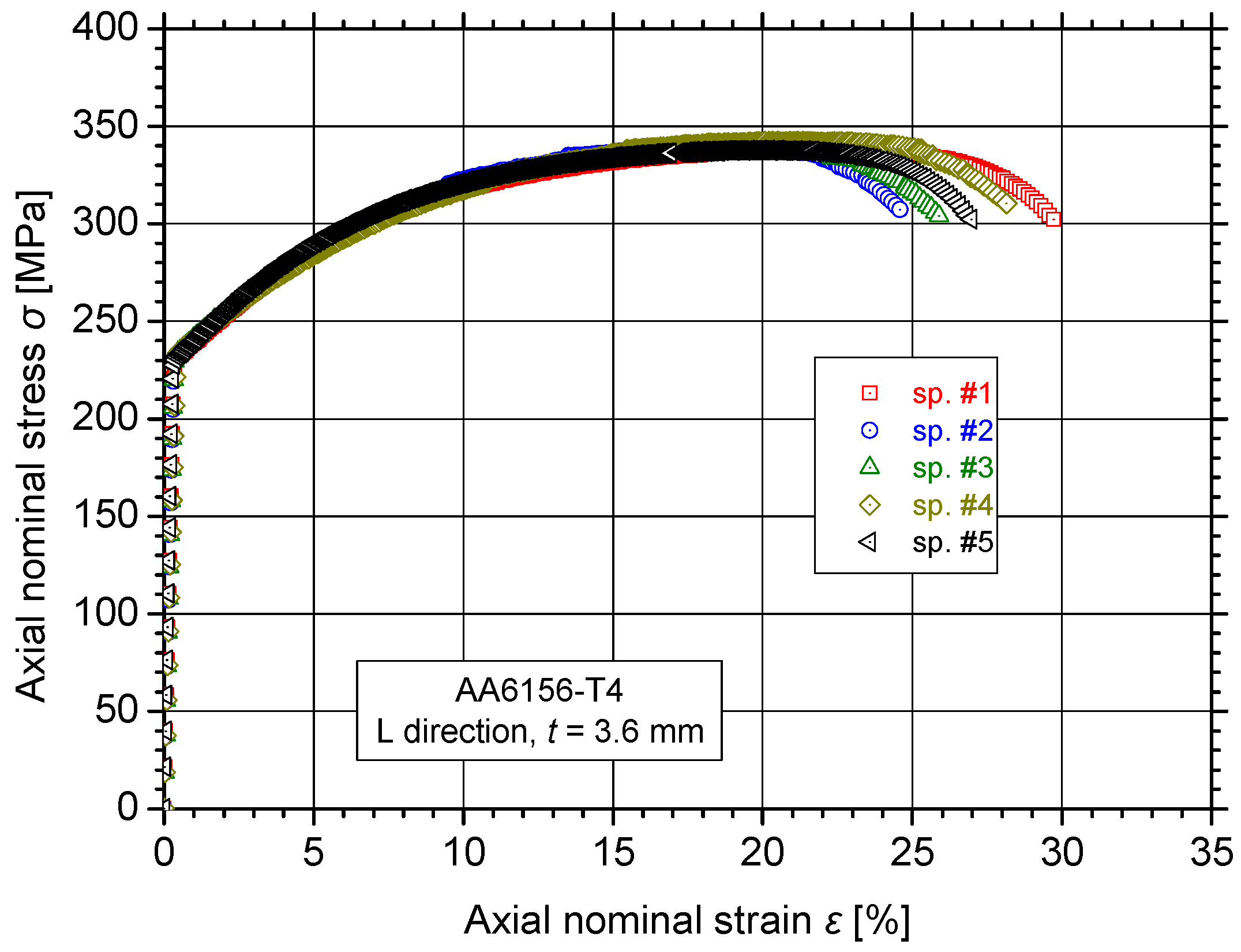
3.1.2. Tensile Mechanical Properties

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy/Temper | Source | E [GPa] | Rp [MPa] | Rm [MPa] | Af [%] |
|---|---|---|---|---|---|
| 6156-T4 | Experimental results | 68.337 ± 0.867 | 230 ± 4 | 338 ± 3 | 26.5 ± 1.3 |
| 6156-T4 | Liu et al. [26] | - | 230 | 341 | - |
| 6156-Τ4 | Ren et al. [27] | 179 | 301 | 30.3 | |
| 6156-T6 | Viscousi et al. [29] | 69 | 341 | 378 | - |
| 6156-T6 | Lin et al. [8] | - | 341 | 426 | 19.5 |
| 6156-T6 | Zhang et al. [11] | - | 314 | 369 | 12.5 |
| 6156-T6 | Ren et al. [27] | 211 | 341 | 15.4 | |
| 6156-T6 (extrapolation of artificial aging of 20 h at 170 °C) | Experimental results | - | 332 ± 7 | 380 ± 4 | 13.1 ± 0.5 |
3.2. Effect of Artificial Aging
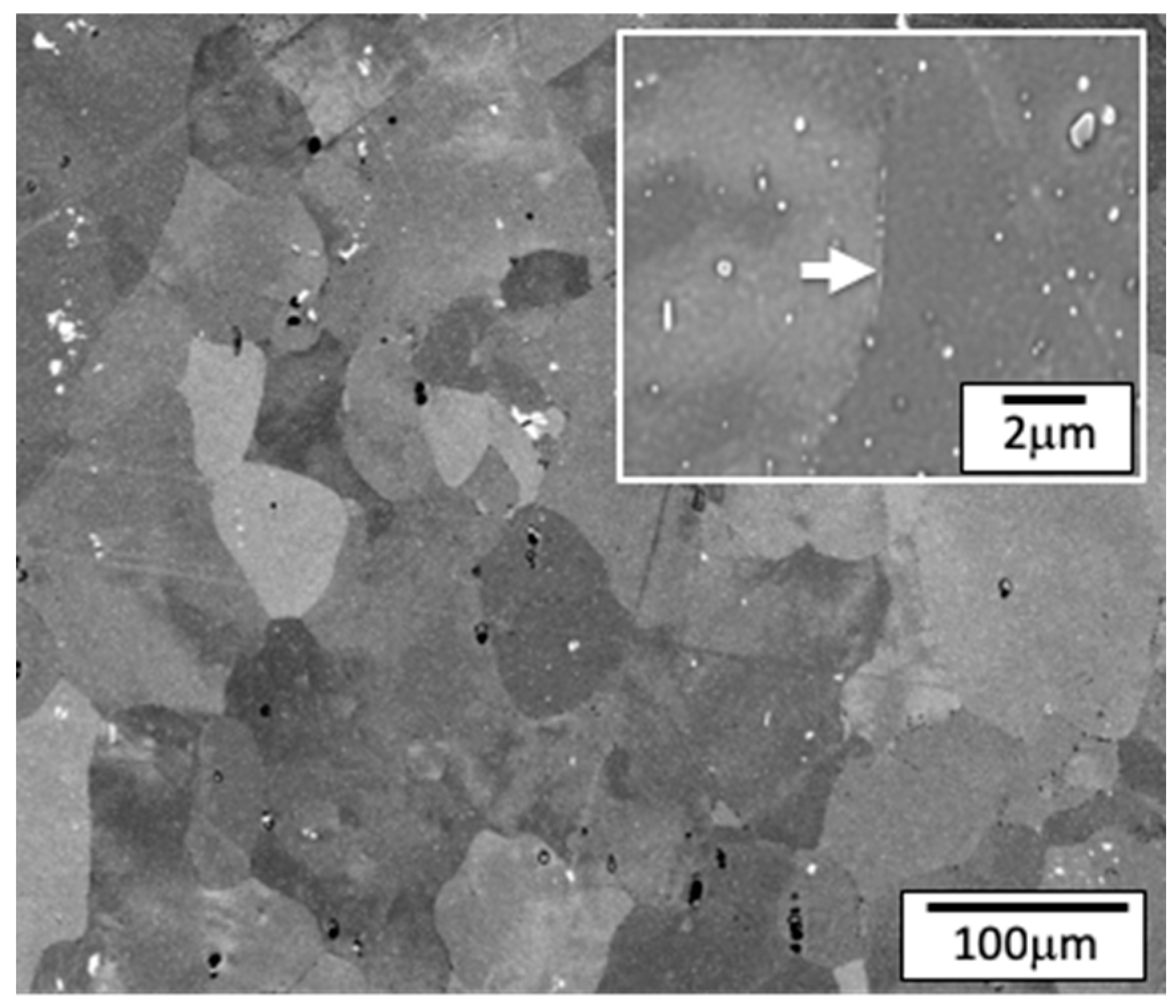
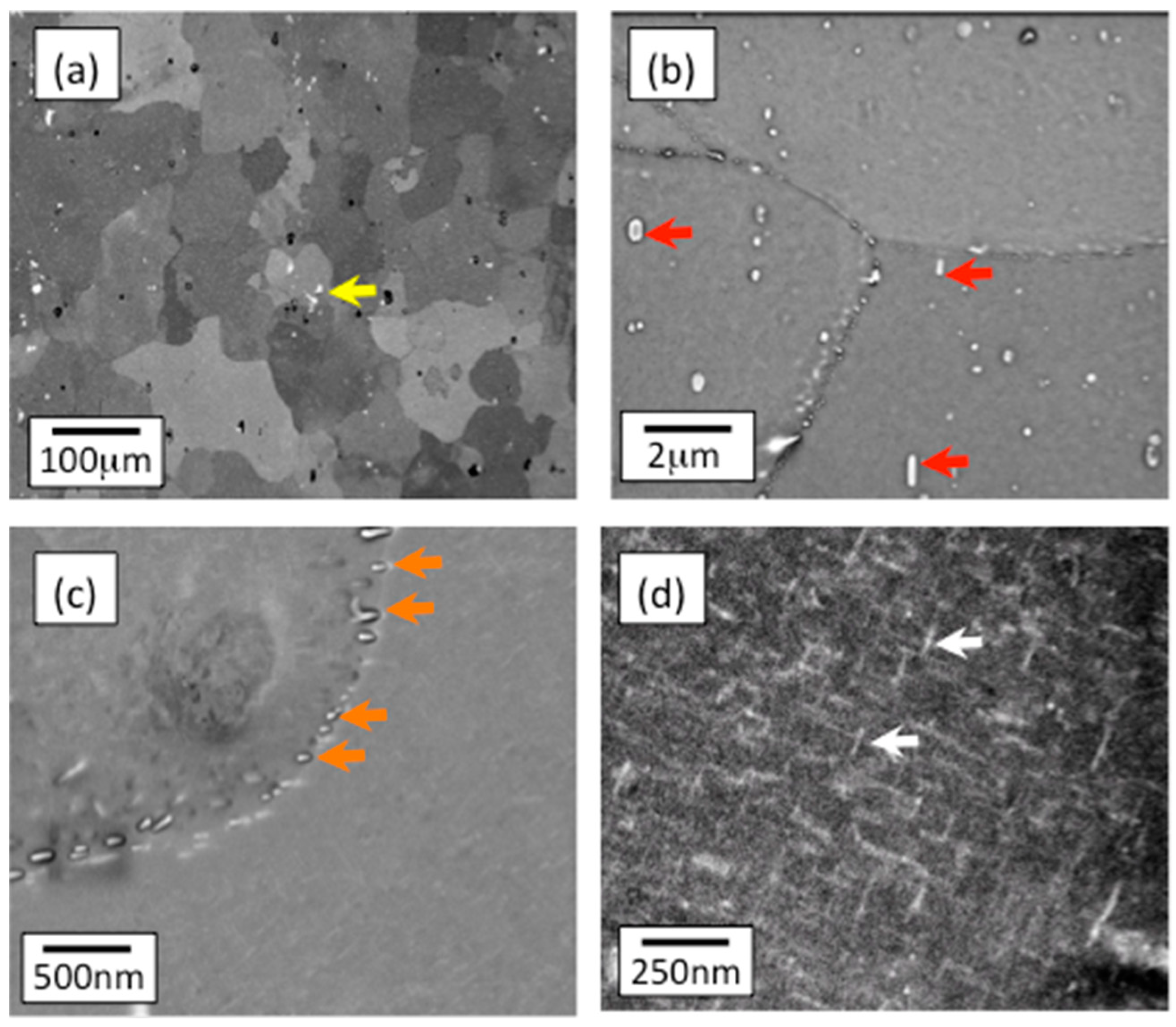
3.2.1. Microstructure
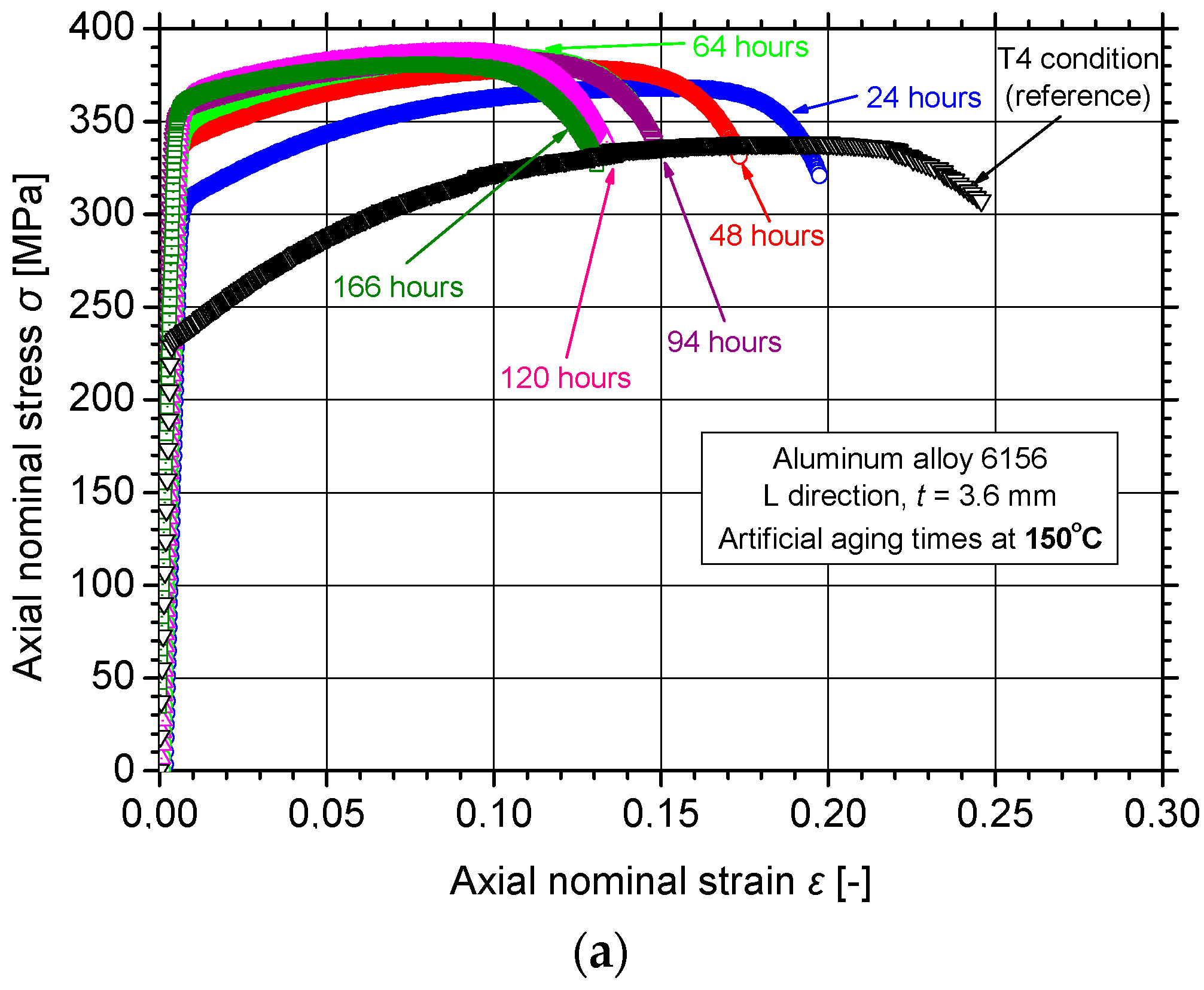
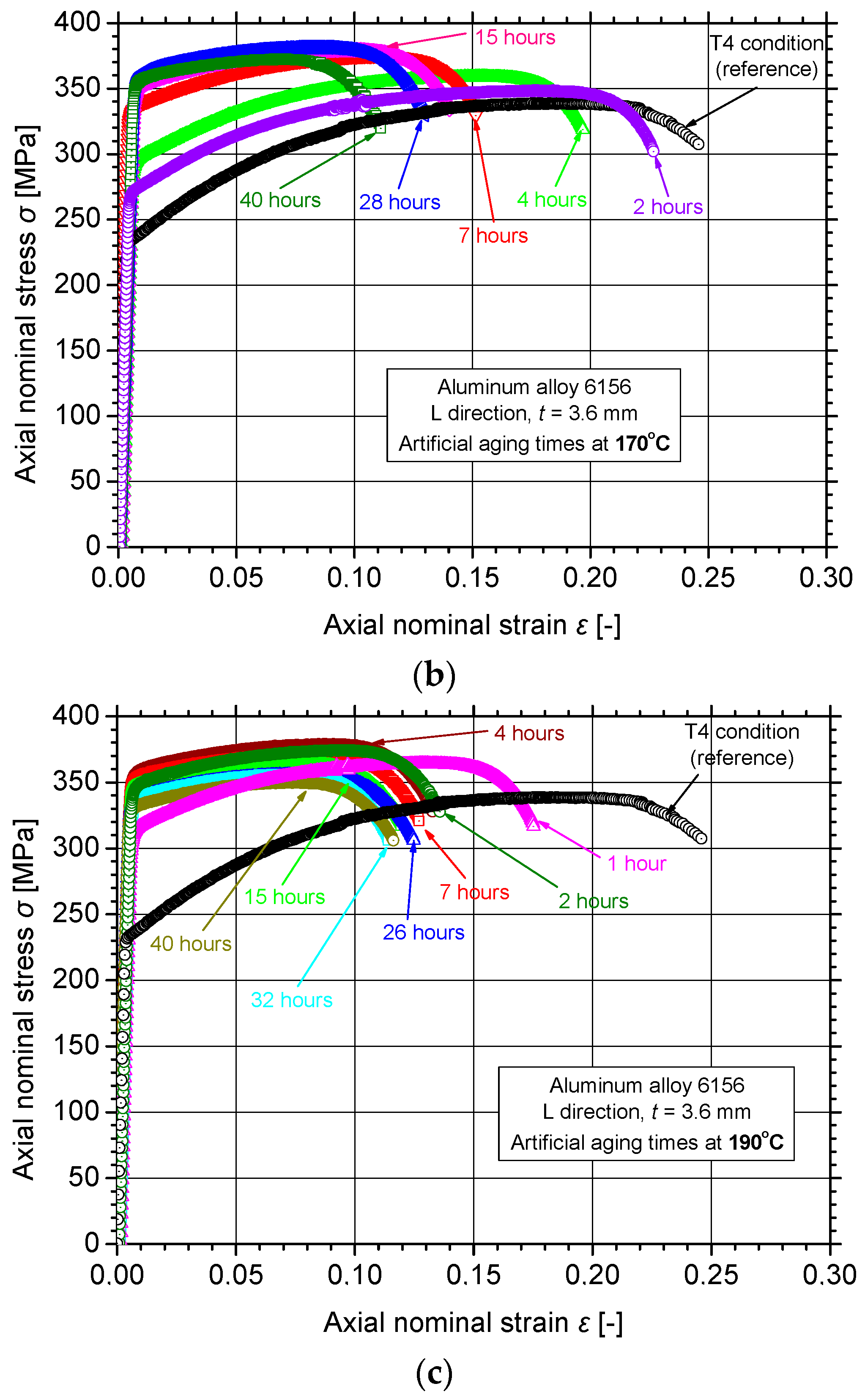
3.2.2. Mechanical Properties
4. Discussion
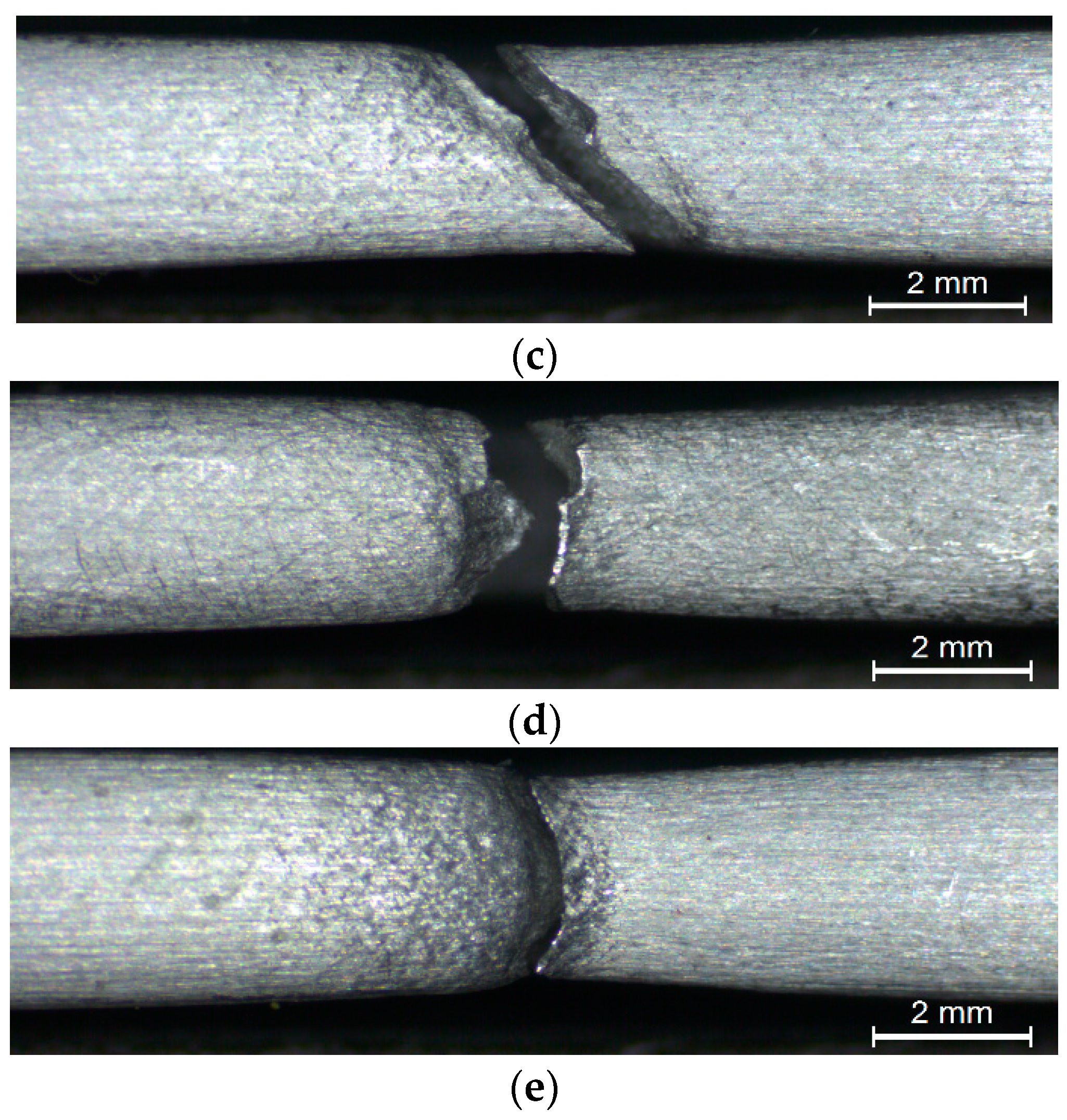
5. Fractography
6. Conclusions
- (1)
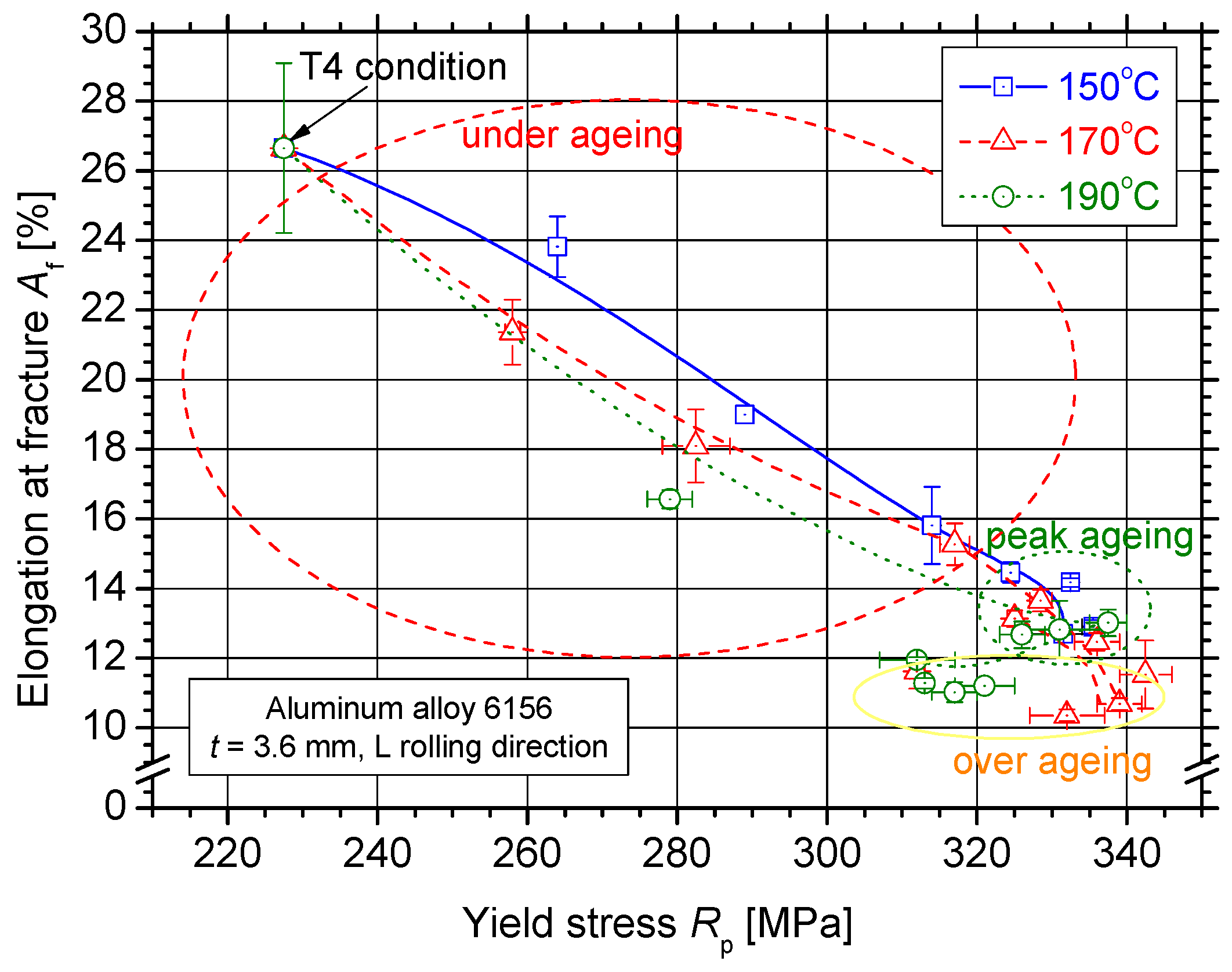
- The microstructural investigation of AA6156 revealed that three types of particles can be observed in the T4 condition: coarse particles, dispersoids and strengthening precipitates that are assumed to be GP zones at the nanoscale. The volume fraction of GP zones was calculated to be around 1.1%. Elongation at fracture of AA6156 at the T4 condition exceeds 26%, which is essential for damage tolerance applications.
- (2)
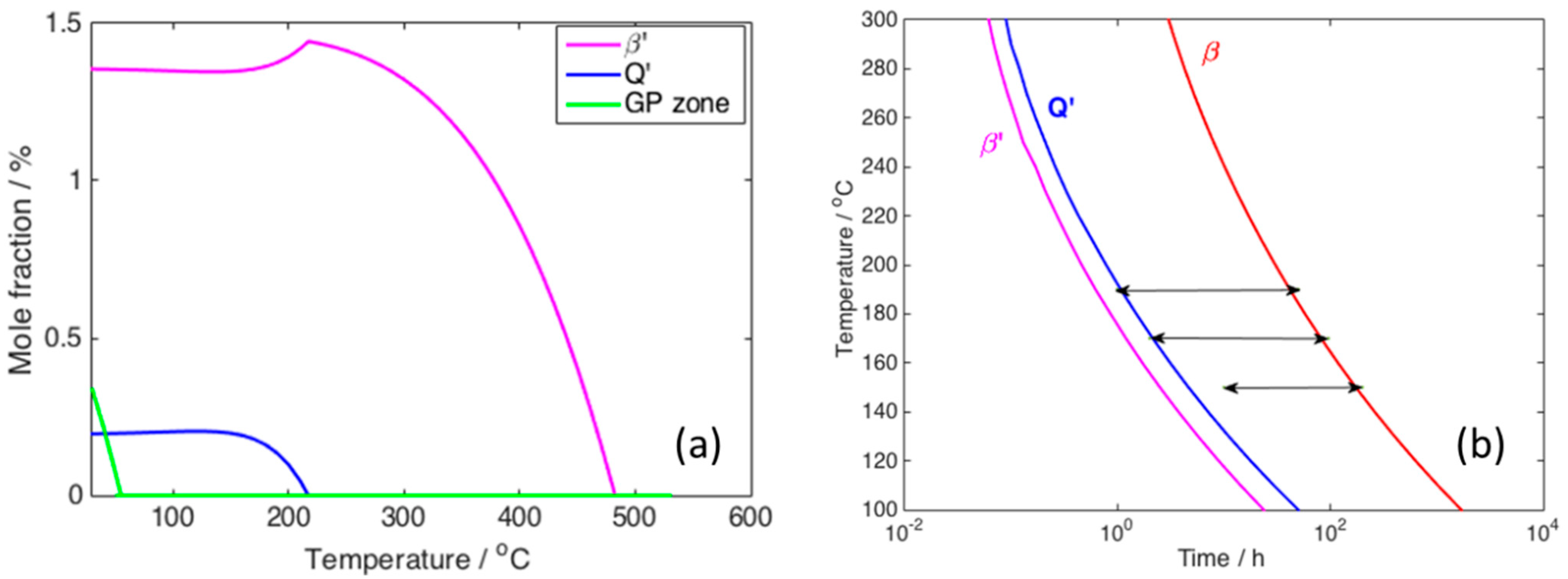
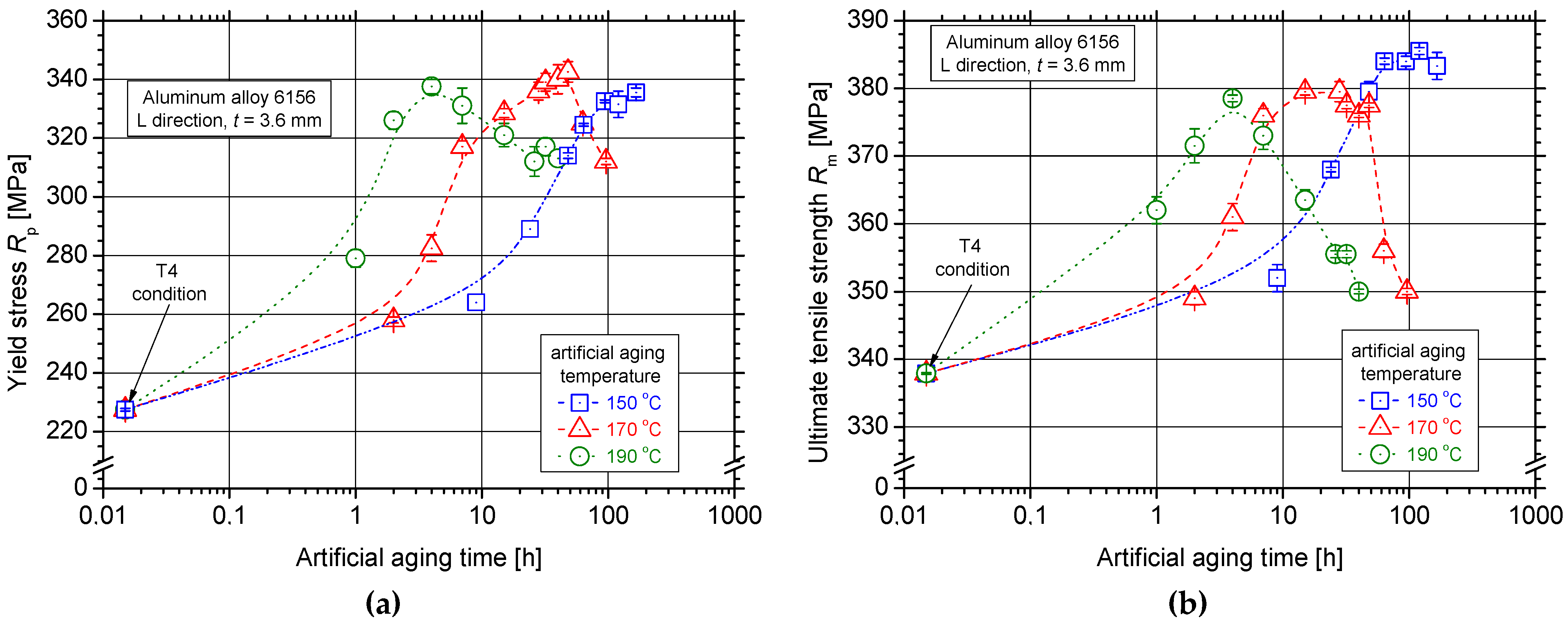
- Precipitates in the UA and PA condition in the grain interior are too small to image in the FEG-SEM but are calculated to consist of a mix β′′/β′phases and Q′ phases, with an approximately 6:1 volume fraction ratio. In the PA condition, precipitation leads to a strength increase of 110 MPa, resulting in a yield stress of 340 MPa.
- (3)
- OA leads to precipitates, both within the grains and on the grain boundaries. The precipitates within the grains are predicted to be a mixture of Q′, β′ and β. Precipitates on the grain boundary remain very small (<20 nm in size even after OA).
- (4)
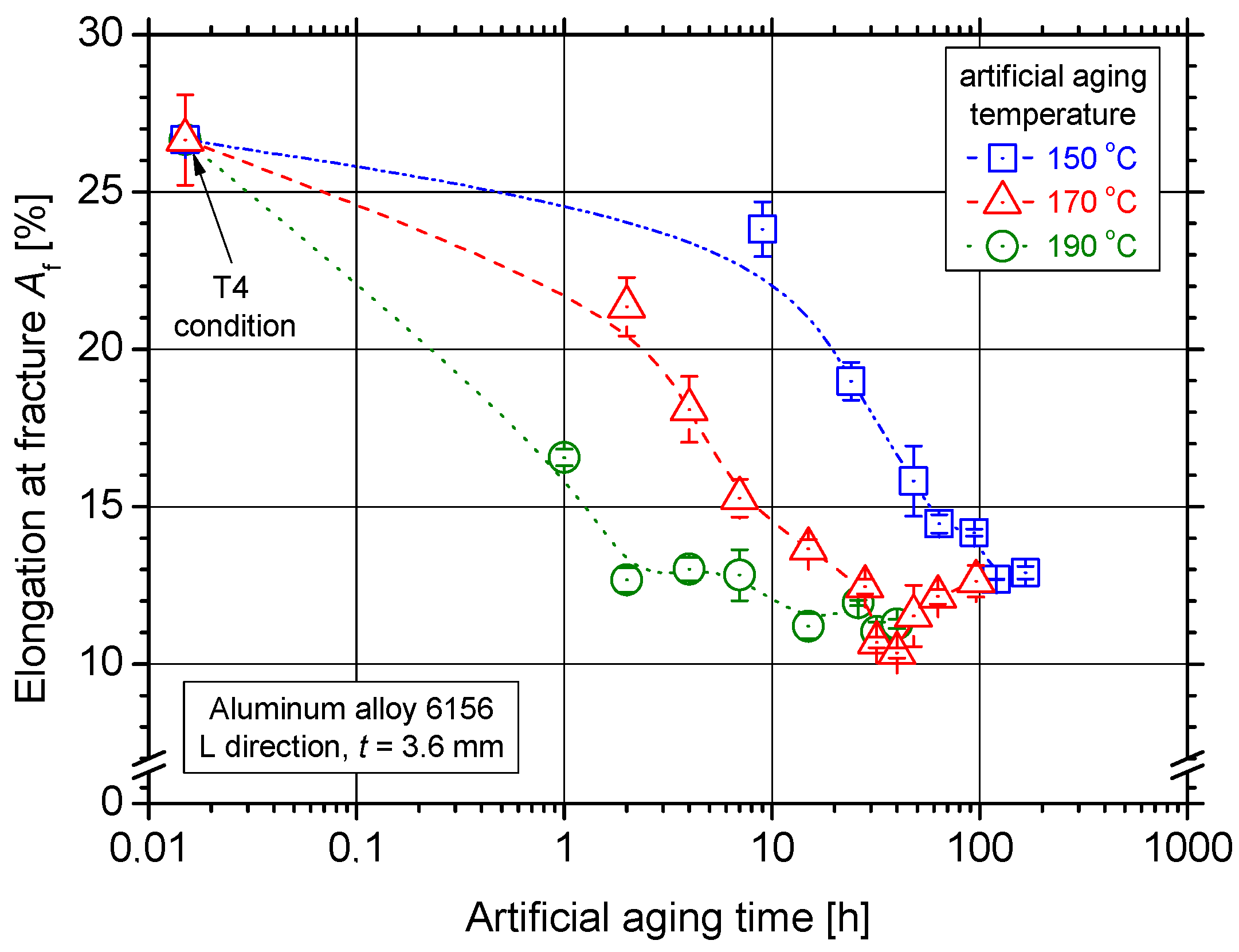
- Isothermal artificial aging increases yield stress and decreases elongation at fracture up until PA condition. A linear correlation between the increase in yield stress and decrease in elongation at fracture was established for the different aging temperatures.
- (5)
- For all investigated aging conditions, tensile elongation at fracture was not less than 10 to 13%, which is essential for high damage tolerance applications.
- (6)
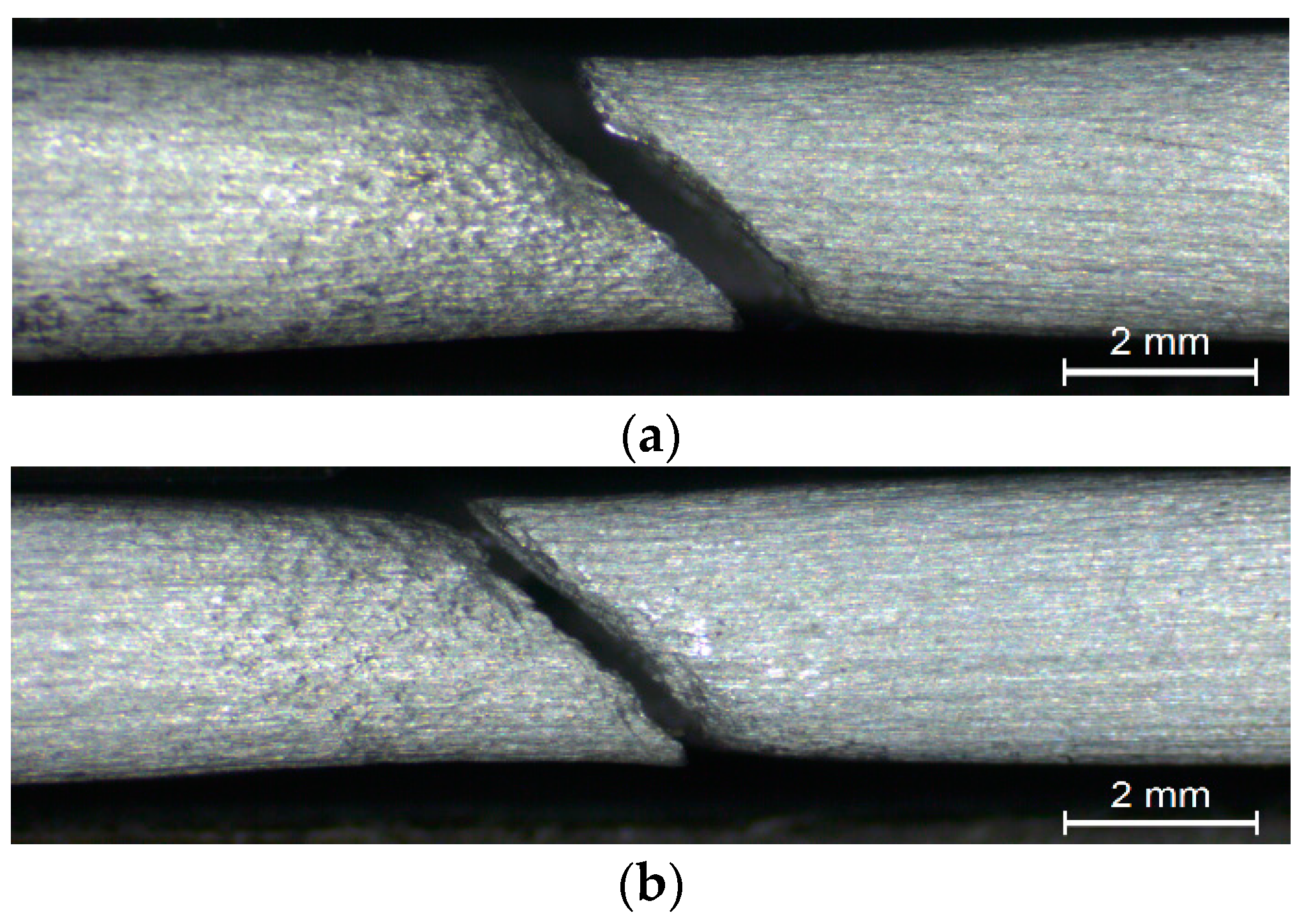
- The tensile fracture mechanism is identical from the initial temper (T4) till the PA condition, where slant fracture occurred; this corresponds to ductile fracture mechanism and shear. At the OA condition, only the typical void-coalescence fracture mechanism occurred (without 45° angle with the normal to the fracture plane) and it was attributed to the formation of cracks related to the coarse precipitates.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Dif, R.; Bès, B.; Ehrstrôm, J.C.; Sigli, C.; Mayet, H.; Lassince, P.; Ribes, H. Understanding and modelling the mechanical and corrosion properties of 6056 for aerospace applications. Mater. Sci. Forum 2000, 331–337, 1613–1618. [Google Scholar] [CrossRef]
- Asserin-Lebert, A.; Besson, J.; Gourgues, A.F. Fracture of 6056 aluminum sheet materials: Effect of specimen thickness and hardening behavior on strain localization and toughness. Mater. Sci. Eng. A 2005, 395, 186–194. [Google Scholar] [CrossRef]
- Delmas, F.; Casanove, M.J.; Lours, P.; Couret, A.; Coujou, A. Quantitative TEM study of the precipitation microstructure in aluminium alloy Al(MgSiCu) 6056 T6. Mater. Sci. Eng. A 2004, 373, 80–89. [Google Scholar] [CrossRef] [Green Version]
- Delmas, F.; Vivas, M.; Lours, P.; Casanove, M.J.; Couret, A.; Coujou, A. Straining mechanisms in aluminium alloy 6056. In-situ investigation by transmission electron microscopy. Mater. Sci. Eng. A 2003, 340, 286–291. [Google Scholar] [CrossRef] [Green Version]
- Gaber, A.; Gaffar, M.A.; Mostafa, M.S.; Abo Zeid, E.F. Precipitation of Al-1.12 Mg2Si-0.35 Si and Al-1.07 Mg2Si-0.33 Cu alloys. J. Alloys Comp. 2007, 429, 167–175. [Google Scholar] [CrossRef]
- Schwerdt, D.; Pyttel, B.; Berger, C.; Oechsner, M.; Kunz, U. Microstructure investigations on two different aluminum wrought alloys after very high cycle fatigue. Int. J. Fatigue 2014, 60, 28–33. [Google Scholar] [CrossRef]
- Lequeu, P.; Lassince, P.; Warner, T. Aluminum alloy development for the Airbus A380 Part 2. Adv. Mater. Process. 2007, 165, 41–44. [Google Scholar]
- Lin, L.; Zheng, Z.; Li, J. Effect of aging treatments on the mechanical properties and corrosion behavior of 6156 aluminum alloy. Rare Metal Mater. Eng. 2012, 41, 1004–1009. [Google Scholar]
- Zhang, H.F.; Zheng, Z.Q.; Zhong, S.; Luo, X.F.; Zhong, J. Effects of two step aging treatment on microstructure and properties of 6156 aluminum alloy. Chin. J. Nonferrous Met. 2012, 22, 1025–1032. [Google Scholar]
- Jin, K.; Deng, Y.L.; Zhou, L.; Wan, L.; Zhang, X.M. Investigation on artificial aging and creep aging of 6156 aluminum alloy. J. Aeronaut. Mater. 2011, 31, 18–22. [Google Scholar]
- Zhang, H.; Zheng, Z.; Lin, Y.; Luo, X.; Zhong, J. Effects of Ag addition on the microstructure and thermal stability of 6156 alloy. J. Mater. Sci. 2012, 47, 4101–4109. [Google Scholar] [CrossRef]
- She, L.; Zheng, Z.; Zhong, S.; Wu, Q.; Li, H. High cycle fatigue performance of 6156-T62 aluminum alloy. Rare Metal Mater. Eng. 2012, 41, 1201–1205. [Google Scholar]
- Morgeneyer, T.F.; Starink, M.J.; Wang, S.C.; Sinclair, I. Quench sensitivity of toughness in an Al alloy: Direct observation and analysis of failure initiation at the precipitate-free zone. Acta Mater. 2008, 56, 2872–2884. [Google Scholar] [CrossRef] [Green Version]
- Thomas, G. The ageing characteristics of aluminum alloys Electron transmission studies of Al-Mg-Si alloys. J. Inst. Met. 1961, 90, 57–63. [Google Scholar]
- Tanaka, M.; Warner, T. T6 and T78 tempers of AA6065 alloy: A quantitative TEM study. Mater. Sci. Forum 2000, 331–337, 983–988. [Google Scholar] [CrossRef]
- Miao, W.F.; Laughlin, D.E. Effects of Cu content and preaging on precipitation characteristics in aluminum alloy 6022. Metall. Mater. Trans. A 2000, 31, 361–371. [Google Scholar] [CrossRef]
- Esmaeili, S.; Wang, X.; Lloyd, D.J.; Poole, W.J. On the precipitation-hardening behavior of the Al-Mg-Si-Cu alloy AA6111. Metall. Mater. Trans. A 2003, 34, 751–763. [Google Scholar]
- Edwards, G.A.; Stiller, K.; Dunlop, G.L.; Couper, M.J. The precipitation sequence in Al-Mg-Si alloys. Acta Mater. 1998, 46, 3893–3904. [Google Scholar] [CrossRef]
- Wahi, P.; von Heimendahl, M. On the occurrence of the metastable phase β″ in an Al-Si-Mg alloy. Phys. Status Solidi A 1974, 24, 607–612. [Google Scholar] [CrossRef]
- Liu, C.H.; Lai, Y.X.; Chen, J.H.; Tao, G.H.; Liu, L.M.; Ma, P.P.; Wu, C.L. Natural-aging-induced reversal of the precipitation pathways in an Al–Mg–Si alloy. Scr. Mater. 2016, 115, 150–154. [Google Scholar] [CrossRef]
- Chakrabarti, D.J.; Laughlin, D.E. Phase relations and precipitation in Al-Mg-Si alloys with Cu additions. Prog. Mater. Sci. 2004, 49, 389–410. [Google Scholar] [CrossRef]
- Alexopoulos, N.D.; Tiryakioǧlu, M. Relationship between fracture toughness and tensile properties of A357 cast aluminum alloy. Metall. Mater. Trans. A 2009, 40, 702–716. [Google Scholar] [CrossRef]
- Davis, J.R. ASM Specialty Handbook: Aluminum and Aluminum Alloys; ASM International: Metals Park, OH, USA, 1993. [Google Scholar]
- Alexopoulos, N.D.; Velonaki, Z.; Stergiou, C.I.; Kourkoulis, S.K. Effect of ageing on precipitation kinetics, tensile and work hardening behavior of Al-Cu-Mg 2024 alloy. Mater. Sci. Eng. A 2017, 700, 457–467. [Google Scholar] [CrossRef]
- Alexopoulos, N.D.; Migklis, E.; Stylianos, A.; Myriounis, D.P. Fatigue behavior of the aeronautical Al–Li 2198 aluminum alloy under constant amplitude loading. Int. J. Fatigue 2013, 56, 95–105. [Google Scholar] [CrossRef]
- Liu, H.; Shang, D.G.; Liu, J.Z.; Guo, Z.K. Fatigue life prediction based on crack closure for 6156 Al-alloy laser welded joints under variable amplitude loading. Int. J. Fatigue 2015, 72, 11–18. [Google Scholar] [CrossRef]
- Ren, J.K.; Chen, Z.G.; Chen, J.Q.; Feng, S.; Peng, J. Effect of novel thermomechanical treatment on microstructure and properties of 6156 alloy. Mater. Sci. Forum 2017, 877, 275–280. [Google Scholar] [CrossRef]
- Li, X.; Chen, J.; Liu, C.; Feng, J.; Wang, S. Effects of T6 and T78 tempers on the microstructures and properties of Al-Mg-Si-Cu alloys. Acta Metall. Sin. 2013, 49, 243–250. [Google Scholar] [CrossRef]
- Viscusi, A.; Leitão, C.; Rodrigues, D.M.; Scherillo, F.; Squillace, A.; Carrino, L. Laser beam welded joints of dissimilar heat treatable aluminium alloys. J. Mater. Process. Technol. 2016, 236, 48–55. [Google Scholar] [CrossRef]
- Yassar, R.S.; Field, D.P.; Weiland, H. The effect of predeformation on the β″ and β′ precipitates and the role of Q′ phase in an Al–Mg–Si alloy: AA6022. Scr. Mater. 2005, 53, 299–303. [Google Scholar] [CrossRef]
- Ali, A.M.; Gaber, A.F.; Matsuda, K.; Ikeno, S. The structure and kinetics of the nanoscale precipitation processes in Al-1.0 wt pct Mg2Si-0.4 wt pct Mg-0.5 wt pct Ag alloy. Metall. Mater. Trans. A 2013, 44, 5234–5240. [Google Scholar] [CrossRef]
- Yin, D.; Xiao, Q.; Chen, Y.; Liu, H.; Yi, D.; Wang, B.; Pana, S. Effect of natural ageing and pre-straining on the hardening behavior and microstructural response during artificial ageing of an Al-Mg-Si-Cu alloy. Mater. Des. 2016, 95, 329–339. [Google Scholar] [CrossRef]
- Murayama, M.; Hono, K. Pre-precipitate clusters and precipitation processes in Al-Mg-Si alloys. Acta Mater. 1999, 47, 1537–1548. [Google Scholar] [CrossRef]
- Andersen, S.J.; Zandbergen, H.W.; Jansen, J.; Traeholt, C.; Tundal, U.; Reiso, O. The crystal structure of the β″ phase in Al–Mg–Si alloys. Acta Mater. 1998, 46, 3283–3298. [Google Scholar] [CrossRef]
- Svenningsen, G.; Larsen, M.H.; Walmsley, J.C.; Nordlien, J.H.; Nisancioglu, K. Effect of artificial aging on intergranular corrosion of extruded AlMgSi alloy with small Cu content. Corros. Sci. 2006, 48, 1528–1543. [Google Scholar] [CrossRef]
- Ding, L.; Jia, Z.; Weng, Y.; Liu, Y.; Wu, S.; Liu, Q. The morphology and orientation relationship variations of Q′ phase in Al-Mg-Si-Cu alloy. Mater. Charact. 2016, 118, 279–283. [Google Scholar] [CrossRef]
- Martin, J.W. Precipitation Hardening, 2nd ed.; Butterworth-Heinemann: Oxford, UK, 1998. [Google Scholar]
- Polmear, I. Light Alloys: Metallurgy of the Light Alloys, 3rd ed.; Metallurgy and Materials Science, Arnold, Great Britain: London, UK, 1995. [Google Scholar]













| Temperature | 0 h (T4) | 1 h | 2 h | 4 h | 7 h | 9 h | 15 h | 24 h | 32 h | 48 h | 63 h | 98 h | 120 h | 166 h | No of sp. |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 150 °C | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 21 | |||||||
| 170 °C | 5 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 27 | ||||
| 190 °C | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 24 | ||||||
| Total: | 77 | ||||||||||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alexopoulos, N.D.; Robson, J.D.; Stefanou, G.; Stergiou, V.; Karanika, A.; Kourkoulis, S.K. Microstructural and Mechanical Characterization of the Aging Response of Wrought 6156 (Al-Mg-Si) Aluminum Alloy. Alloys 2022, 1, 180-195. https://doi.org/10.3390/alloys1020011
Alexopoulos ND, Robson JD, Stefanou G, Stergiou V, Karanika A, Kourkoulis SK. Microstructural and Mechanical Characterization of the Aging Response of Wrought 6156 (Al-Mg-Si) Aluminum Alloy. Alloys. 2022; 1(2):180-195. https://doi.org/10.3390/alloys1020011
Chicago/Turabian StyleAlexopoulos, Nikolaos D., Joseph D. Robson, George Stefanou, Vasileios Stergiou, Alexandra Karanika, and Stavros K. Kourkoulis. 2022. "Microstructural and Mechanical Characterization of the Aging Response of Wrought 6156 (Al-Mg-Si) Aluminum Alloy" Alloys 1, no. 2: 180-195. https://doi.org/10.3390/alloys1020011