
Mechanochemically Assisted Synthesis of Cu–Ag Microflakes

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Synthesis of Copper Particles
2.3. Synthesis of Cu and Cu–Ag Bimetllic Microflakes Using Mechanochemical Treatment
2.4. Sample Characterization
3. Results and Discussion
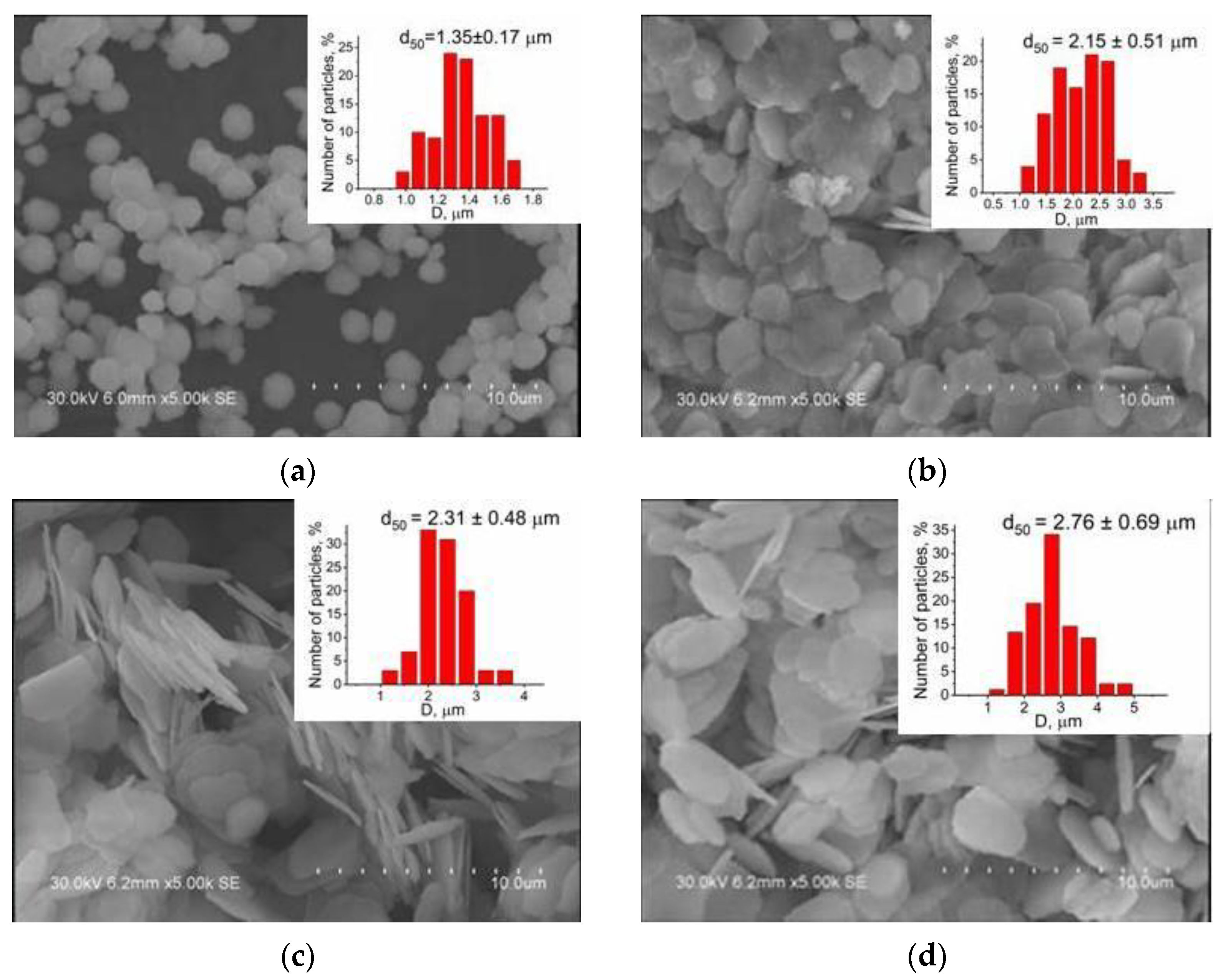
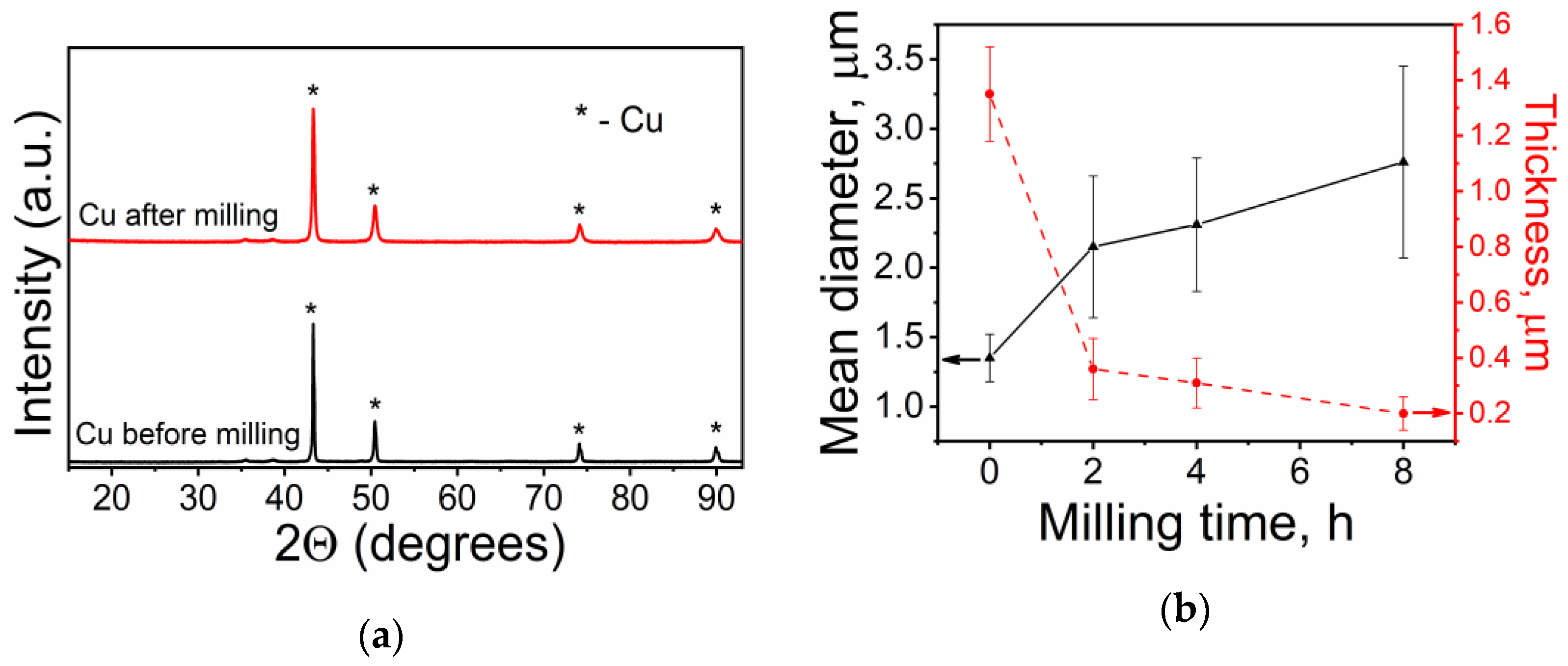
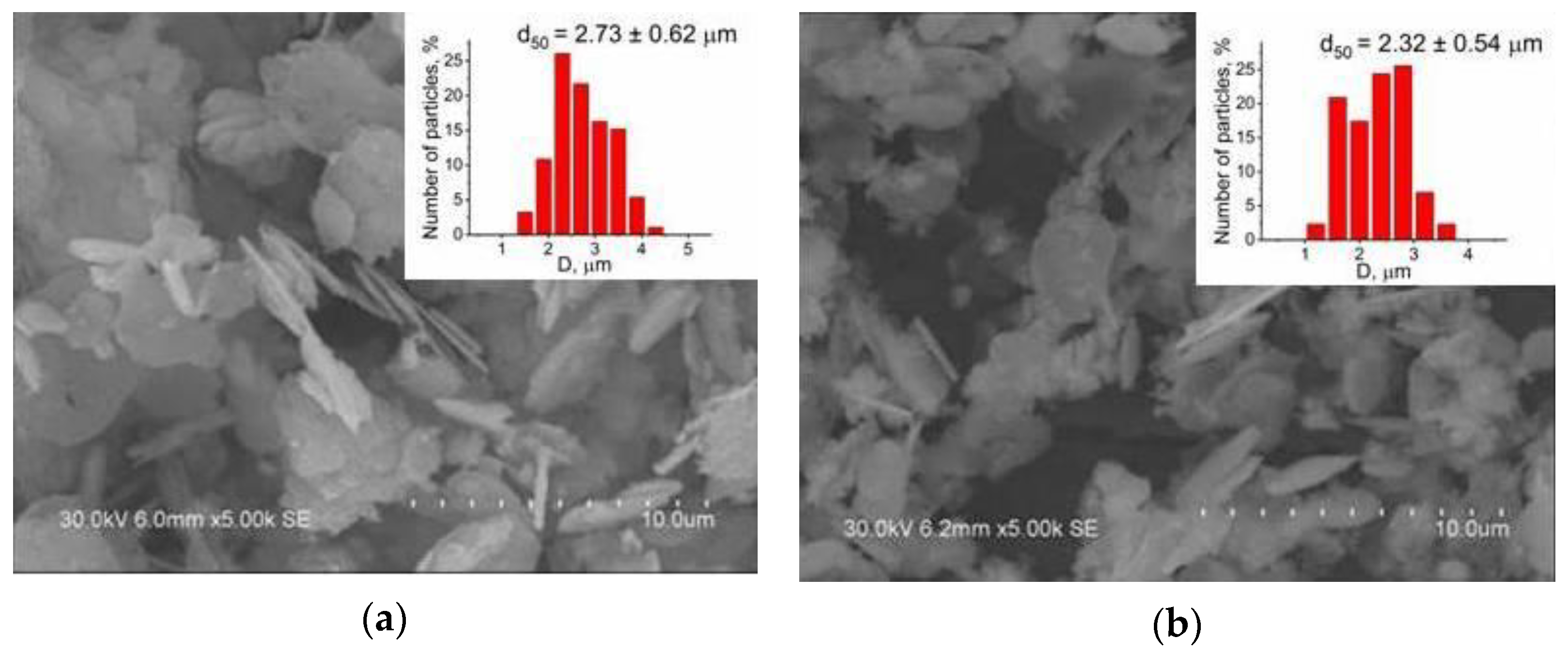
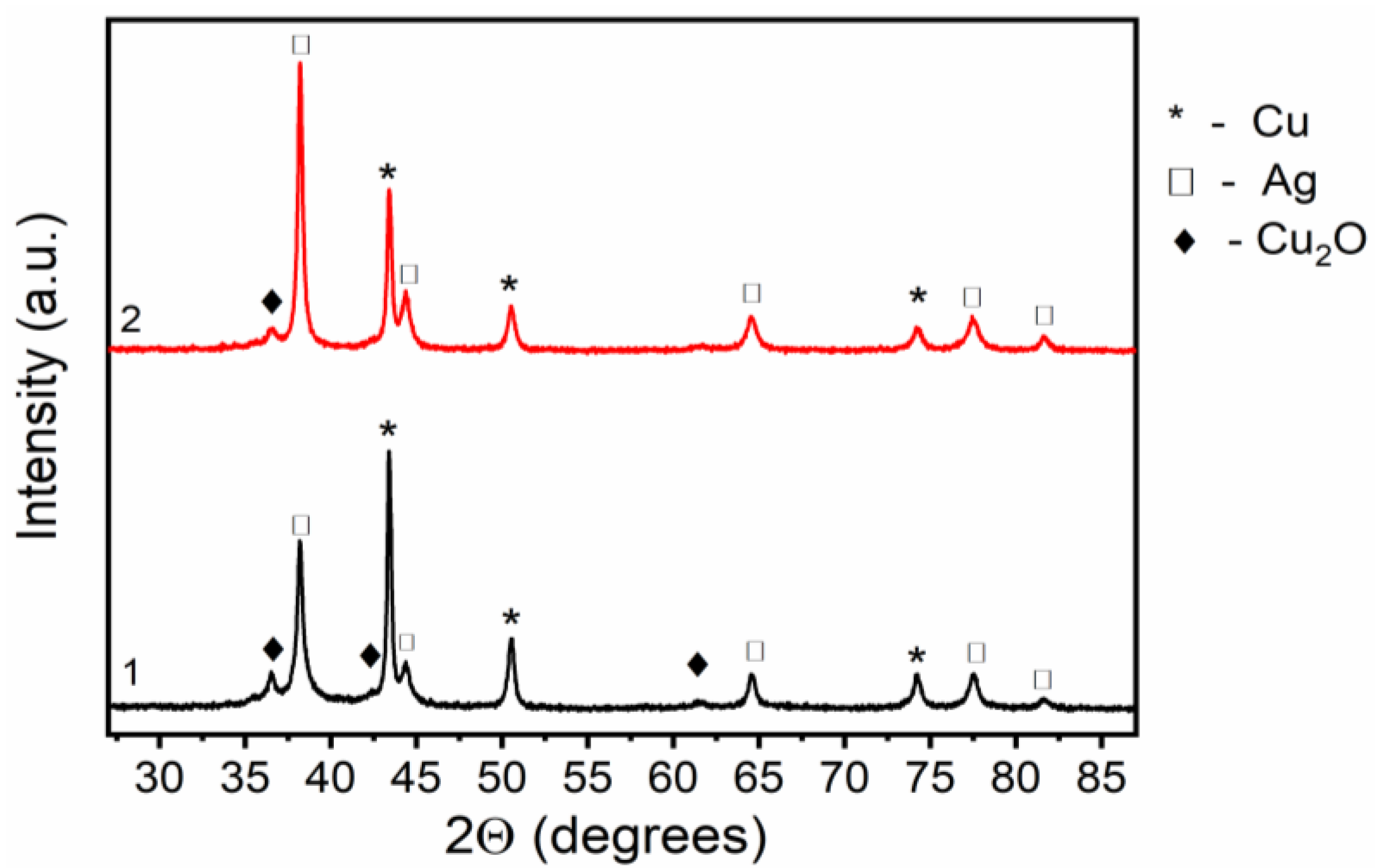
3.1. Effect of Milling Time and Ball-To-Powder Volume Ratio on Copper Powder Characteristics
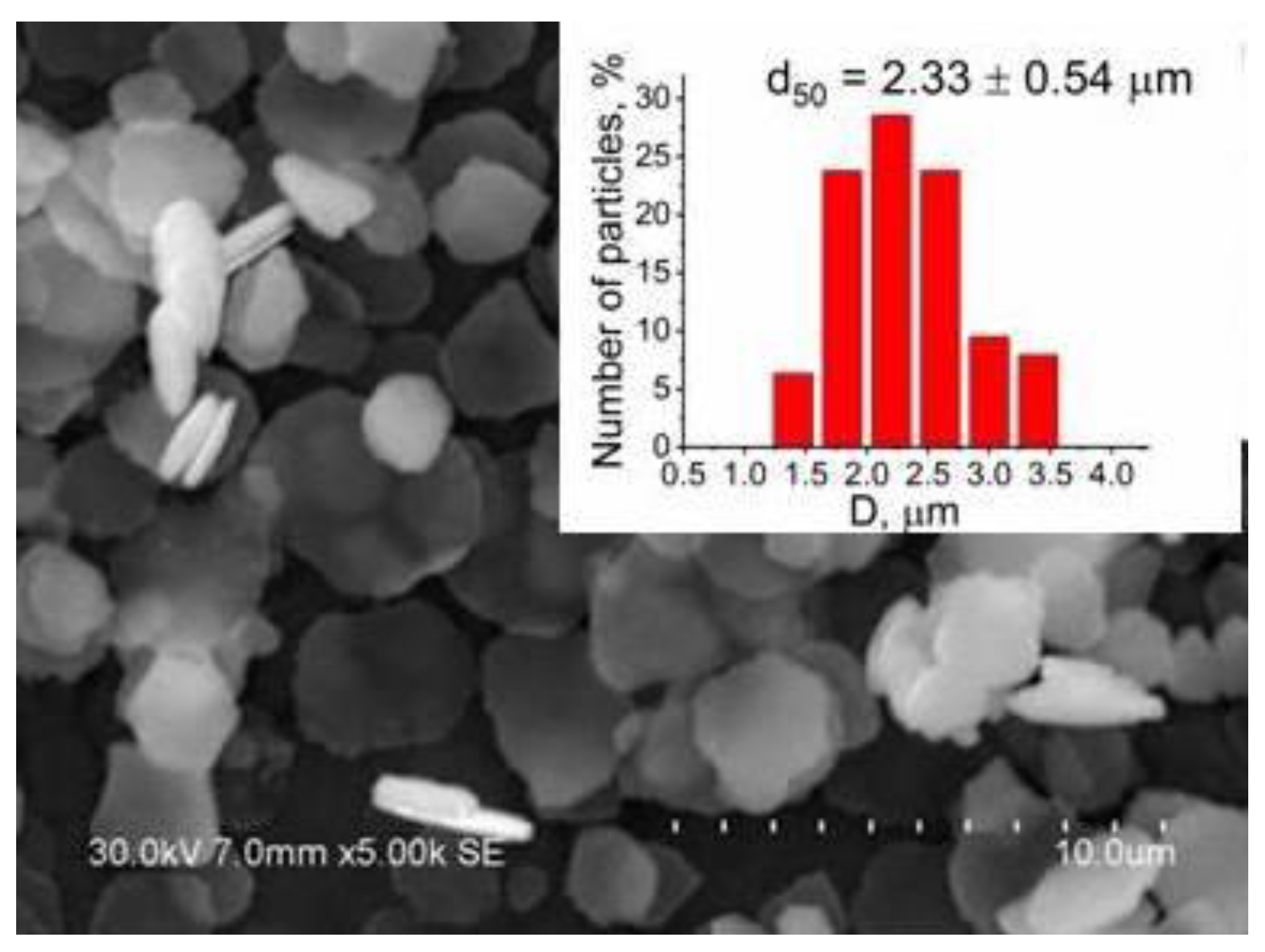
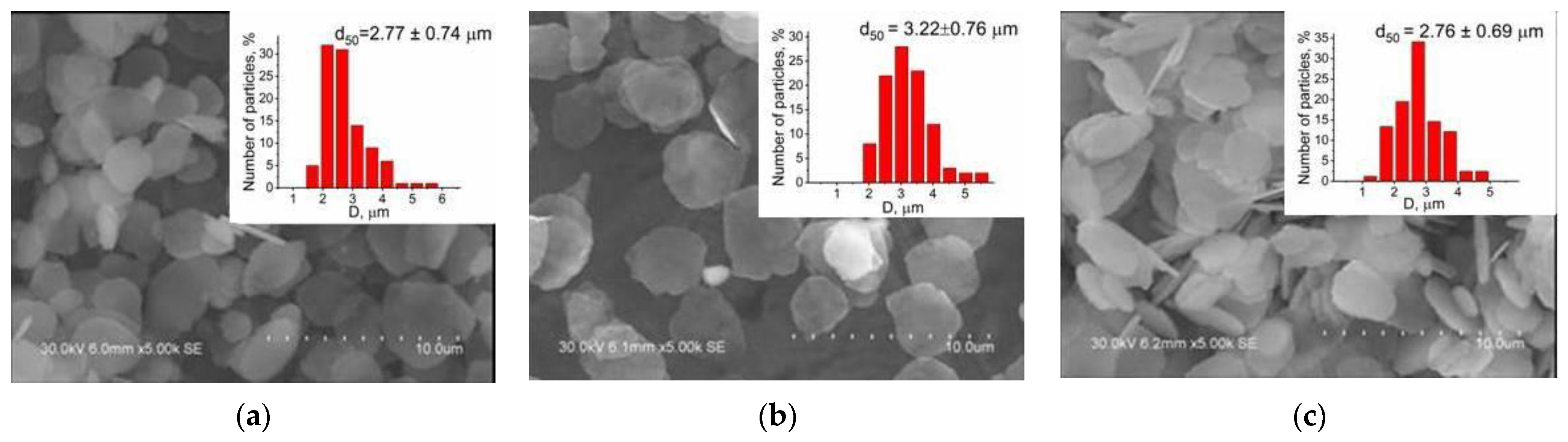
3.2. Effect of Bead Size and Milling Media
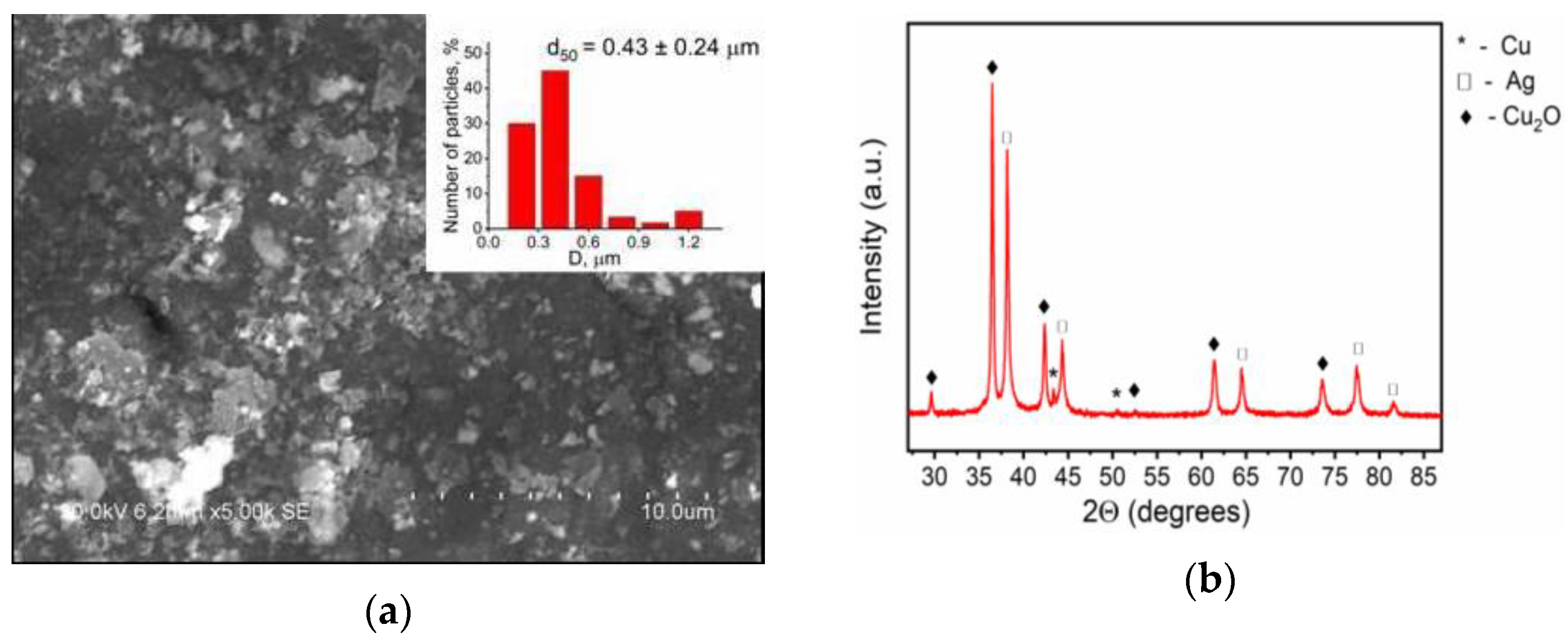
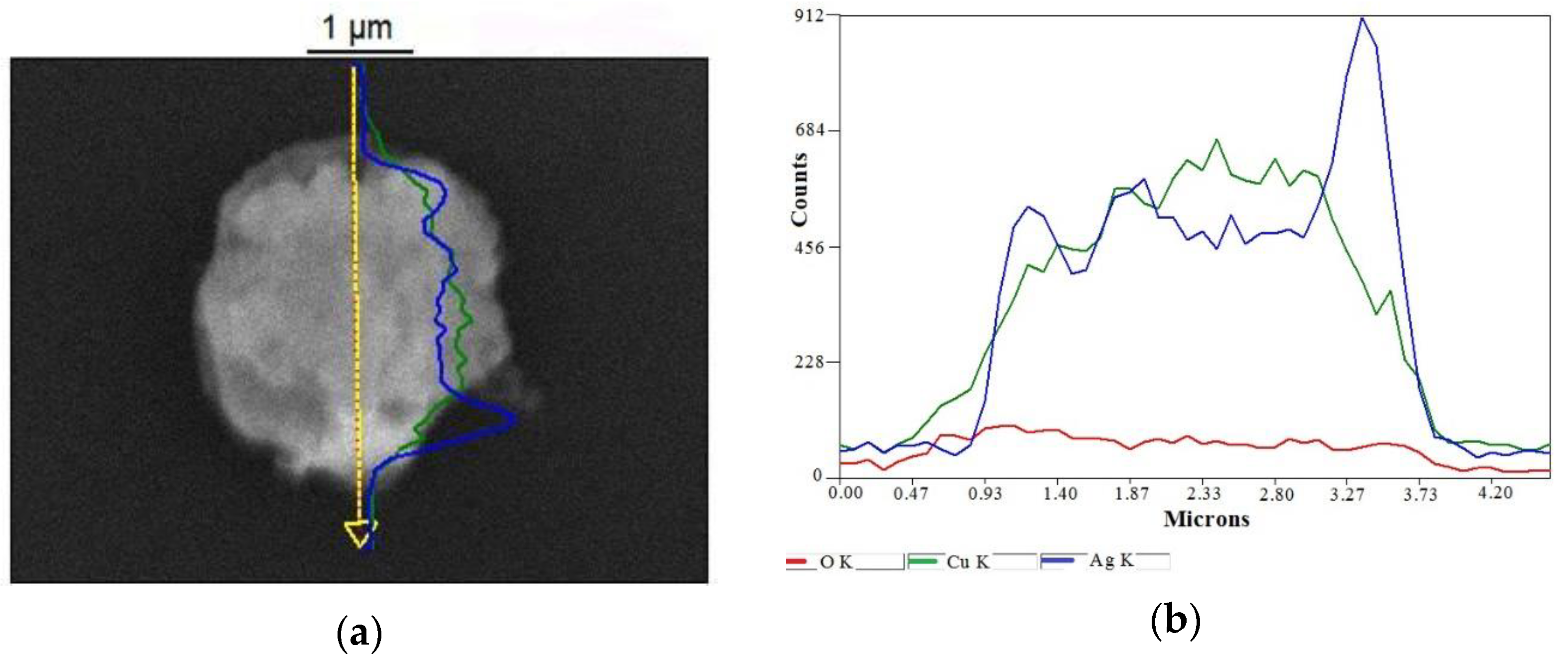
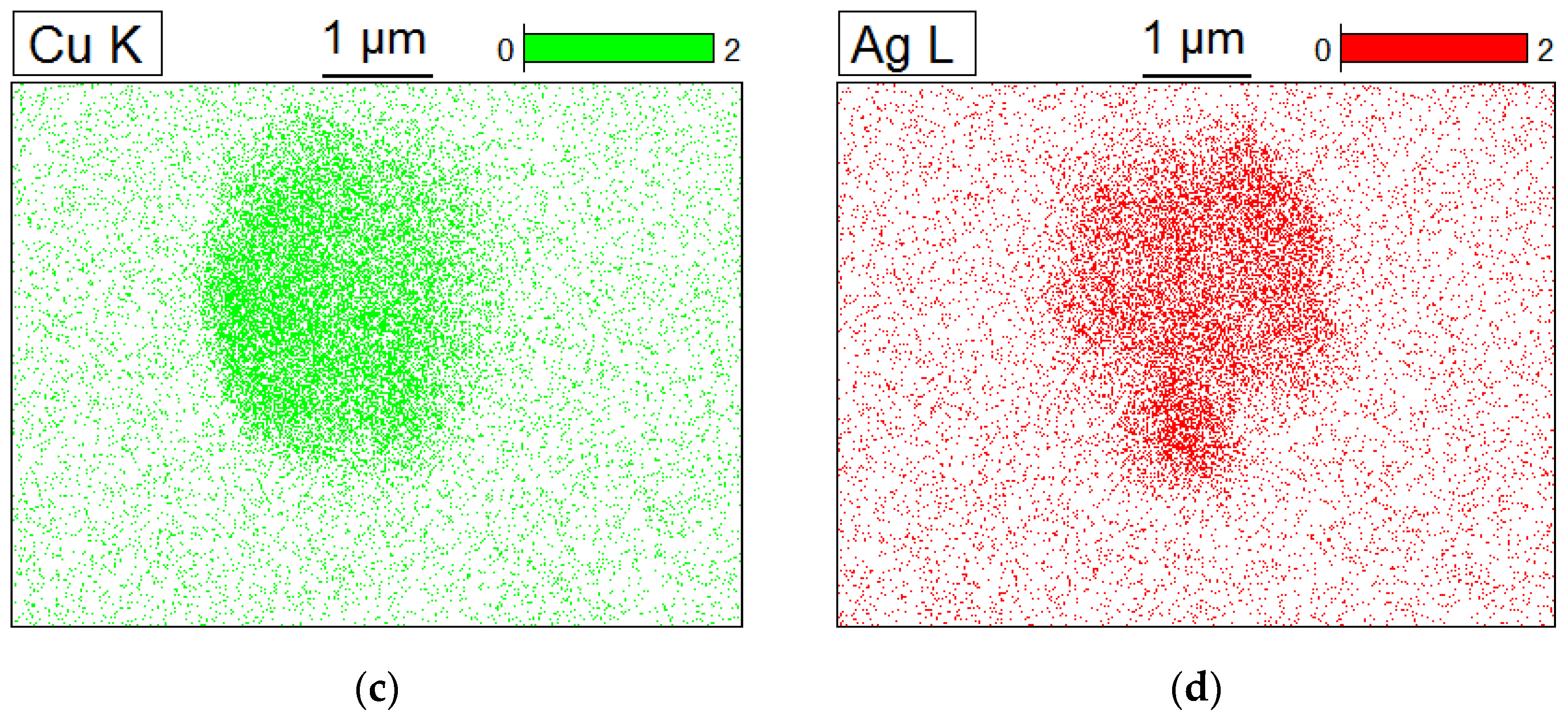
3.3. Preparation and Characterization of Cu−Ag Bimetallic Flakes
3.4. Effect of Dispersant
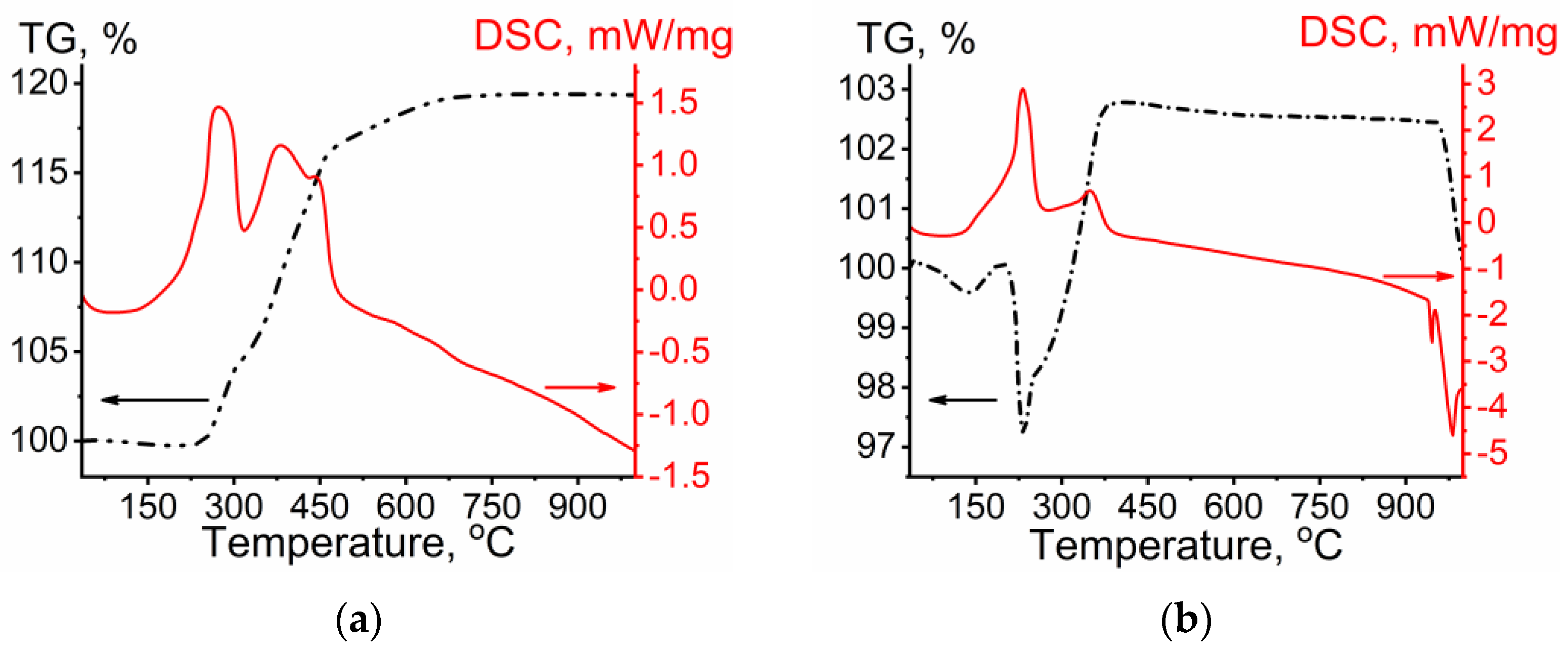
3.5. Thermal Behavior of Cu and Cu−Ag Flakes
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rosen, Y.; Marrach, R.; Gutkin, V.; Magdassi, S. Thin copper flakes for conductive inks prepared by decomposition of copper formate and ultrafine wet milling. Adv. Mater. Technol. 2019, 4, 1800426. [Google Scholar] [CrossRef]
- Tam, S.K.; Fung, K.Y.; Ng, K.M. Copper pastes using bimodal particles for flexible printed electronics. J. Mater. Sci. 2016, 51, 1914–1922. [Google Scholar] [CrossRef]
- Tan, K.S.; Cheong, K.Y. Advances of Ag, Cu, and Ag–Cu alloy nanoparticles synthesized via chemical reduction route. J. Nanopart. Res. 2013, 15, 1537–1566. [Google Scholar] [CrossRef]
- Nishikawa, H.; Mikami, S.; Miyake, K.; Aoki, A.; Takemoto, T. Effects of silver coating covered with copper filler on electrical resistivity of electrically conductive adhesives. Mater. Trans. 2010, 51, 1785–1789. [Google Scholar] [CrossRef]
- Kim, N.R.; Shin, K.; Jung, I.; Shim, M.; Lee, H.M. Ag−Cu Bimetallic nanoparticles with enhanced resistance to oxidation: A combined experimental and theoretical study. J. Phys. Chem. C 2014, 118, 26324–26331. [Google Scholar] [CrossRef]
- Titkov, A.I.; Logutenko, O.A.; Vorobyov, A.M.; Gerasimov, E.Y.; Shundrina, I.K.; Bulina, N.V.; Lyakhov, N.Z. Synthesis of ~10 nm size Cu/Ag core-shell nanoparticles stabilized by an ethoxylated carboxylic acid for conductive ink. Colloids Surf. A Physicochem. Eng. Asp. 2019, 577, 500–508. [Google Scholar] [CrossRef]
- Zhu, X.; Liu, Y.; Long, J.; Liu, X. Electrochemical migration behavior of Ag-plated Cu-filled electrically conductive adhesives. Rare Metals 2012, 31, 64–70. [Google Scholar] [CrossRef]
- Güler, O.; Varol, T.; Alver, Ü.; Çanakçı, A. The effect of flake-like morphology on the coating properties of silver coated copper particles fabricated by electroless plating. J. Alloys Compd. 2019, 782, 679–688. [Google Scholar] [CrossRef]
- Shang, R.; Gong, X.; Li, Y.; Teng, J. Flake Cu-5Ag alloy powder with enhanced oxidation resistance via aging. Adv. Powder Technol. 2023, 34, 103921. [Google Scholar] [CrossRef]
- Cheng, H.; Wang, C.; Qin, D.; Xia, Y. Galvanic replacement synthesis of metal nanostructures: Bridging the gap between chemical and electrochemical approaches. Accounts Chem. Res. 2023, 56, 900–909. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Zhu, P.; Li, G.; Cui, Z.; Cui, C.; Zhang, K.; Gao, J.; Chen, X.; Zhang, G.; Sun, R.; et al. PVP-mediated galvanic replacement synthesis of smart elliptic Cu-Ag nanoflakes for electrically conductive pastes. ACS Appl. Mater. Interfaces 2019, 11, 8382–8390. [Google Scholar] [CrossRef] [PubMed]
- Wickramaarachchi, K.; Sundaram, M.M.; Henry, D.J.; Gao, X. Alginate biopolymer effect on the electrodeposition of manganese dioxide on electrodes for supercapacitors. ACS Appl. Energy Mater. 2021, 4, 7040–7051. [Google Scholar] [CrossRef]
- Wickramaarachchi, K.; Sundaram, M.M.; Henry, D. Surfactant-mediated electrodeposition of a pseudocapacitive manganese dioxide a twofer. J. Energy Storage 2022, 55, 105403. [Google Scholar] [CrossRef]
- Canakci, A.; Erdemir, F.; Varol, T.; Dalmi, R.; Ozkaya, S. Effects of a new pre-milling coating process on the formation and properties of an Fe-Al intermetallic coating. Powder Technol. 2014, 268, 110–117. [Google Scholar] [CrossRef]
- Rietveld, H.M. A profile refinement method for nuclear and magnetic structures. J. Appl. Cryst. 1969, 2, 65–71. [Google Scholar] [CrossRef]
- Chen, X.; Teng, J.; Xu, Z.; Li, Y. Effect of ball-to-powder weight ratio on microstructure evolution of nanocrystalline Mg-Zn powders prepared by ball milling. Indian J. Eng. Mater. Sci. 2019, 26, 126–134. [Google Scholar]
- Leitner, J.; Sedmidubsky, D.; Lojka, M.; Jankovsky, O. The effect of nanosizing on the oxidation of partially oxidized copper nanoparticles. Materials 2020, 13, 2878. [Google Scholar] [CrossRef] [PubMed]










Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vorobyev, A.M.; Logutenko, O.A.; Borisenko, T.A.; Titkov, A.I. Mechanochemically Assisted Synthesis of Cu–Ag Microflakes. Powders 2023, 2, 421-431. https://doi.org/10.3390/powders2020025
Vorobyev AM, Logutenko OA, Borisenko TA, Titkov AI. Mechanochemically Assisted Synthesis of Cu–Ag Microflakes. Powders. 2023; 2(2):421-431. https://doi.org/10.3390/powders2020025
Chicago/Turabian StyleVorobyev, Alexander M., Olga A. Logutenko, Tatyana A. Borisenko, and Alexander I. Titkov. 2023. "Mechanochemically Assisted Synthesis of Cu–Ag Microflakes" Powders 2, no. 2: 421-431. https://doi.org/10.3390/powders2020025