1. Introduction
In the dairy sector, a pneumatic conveying system is typically used for transporting dairy powders between the fluidized bed (if the powder is agglomerated) or directly from the spray dryer to the storage silo or bag-filling stages of the manufacturing process. There are two types of conveying systems for industrial pneumatic conveying systems: lean phase and dense phase. In these systems, food-rated stainless steel pipes are typically selected as the conveying lines for sanitation and corrosion resistance reasons. Powder particles undergo multiple impacts on the pipe wall (especially at the bends) during pneumatic transportation [
1], which would cause the breakage of powder after conveying. Particle breakage of dairy powder tends to disimprove the product’s instant properties, including wettability, flowability, and rehydration characteristics [
2,
3], which are essential for a high-quality product for the consumer. Moreover, powder breakage produces changes both in the surface composition and particle morphology of dairy powders. These changes reduce the rehydration properties of dairy powders [
4,
5,
6].
There are many papers that are devoted to powder breakage in pneumatic conveying systems [
7,
8,
9,
10,
11,
12,
13]. However, only a few works have been done in the area of pneumatic breakage of dairy powders in the last 10 years. Hanley et al. [
14,
15] investigated the effects of conveying conditions and conveying mode (dense or dilute phase) on the attrition of infant formula in a lab-scale modular pneumatic conveying rig with a diameter of 25 mm. They found that mode of conveying, conveying air velocity and the number of passes all had a statistically significant effect on bulk density. For volume mean diameter (D[4,3]) and wettability, the mode of conveying was the only significant factor, while none of the factors had a statistically-significant influence on particle density. Burkina et al. [
16] focused research on the conveying of instant whole milk powder (IWMP) at two industrial plants with different transport systems; a pneumatic system and a bucket elevator. They evaluated the importance of breakdown on the final product properties given different conveying methods and suggested that optimizing the conveying system is not the only way to compensate for breakdown, and the focus should equally be on producing powder of the right agglomerate size and bulk density before transport to compensate for the inevitable particle breakage. Han et al. [
17,
18,
19,
20,
21] have systematically investigated the breakage of infant milk formula (IFM) and whey protein-lactose (WPL) powders through three different processing methods and their influence on powder properties. Moreover, they identified that the characteristics of particles and the applied stress from processing conditions on the particles are two main factors that can be manipulated to reduce breakage. Breakage also accelerates water adsorption rates and time-dependent crystallization and increases the final water content of IMF. With a focus on the influence of particle breakage during pneumatic conveying on the bulk handling and rehydration of three kinds of dairy powders, Hazlett et al. [
6] found that powder breakage decreases the porosity and particle size of dairy powders and increases their surface area and density. In our previous work [
5], we explored how the conveying conditions, pipe bend radius, and initial particle size affect the level of attrition and the bulk properties of whey protein isolate (WPI) powders during pneumatic transportation.
The dairy industry conveys a huge range of powder through pneumatic lines. In general, fine dairy powders (average diameter smaller than 500 microns) have unique properties due to the complex components, especially the fat content, lactose, and protein content [
22]. This makes the conveying behavior of dairy powder considerably different from ordinary food powders which normally have a relatively bigger size. Especially problematic is fat filled milk powder (FFMP), which, if it breaks, releases fat that causes odours and leads to sticky blocked pipes. Therefore, in this work we conducted experimental research on the pneumatic conveying of fat filled milk powder in a laboratory-scale dilute conveying system with positive pressure and probe the effects of conveying operating conditions (conveying air speed and solid feeding rate) on the breakage of FFMP. Particle shape and surface analysis are employed, and four quality characteristics are measured before and after conveying to quantify their influences on the change in powder properties: particle size distribution, bulk density, wettability, and solubility.
2. Materials and Methods
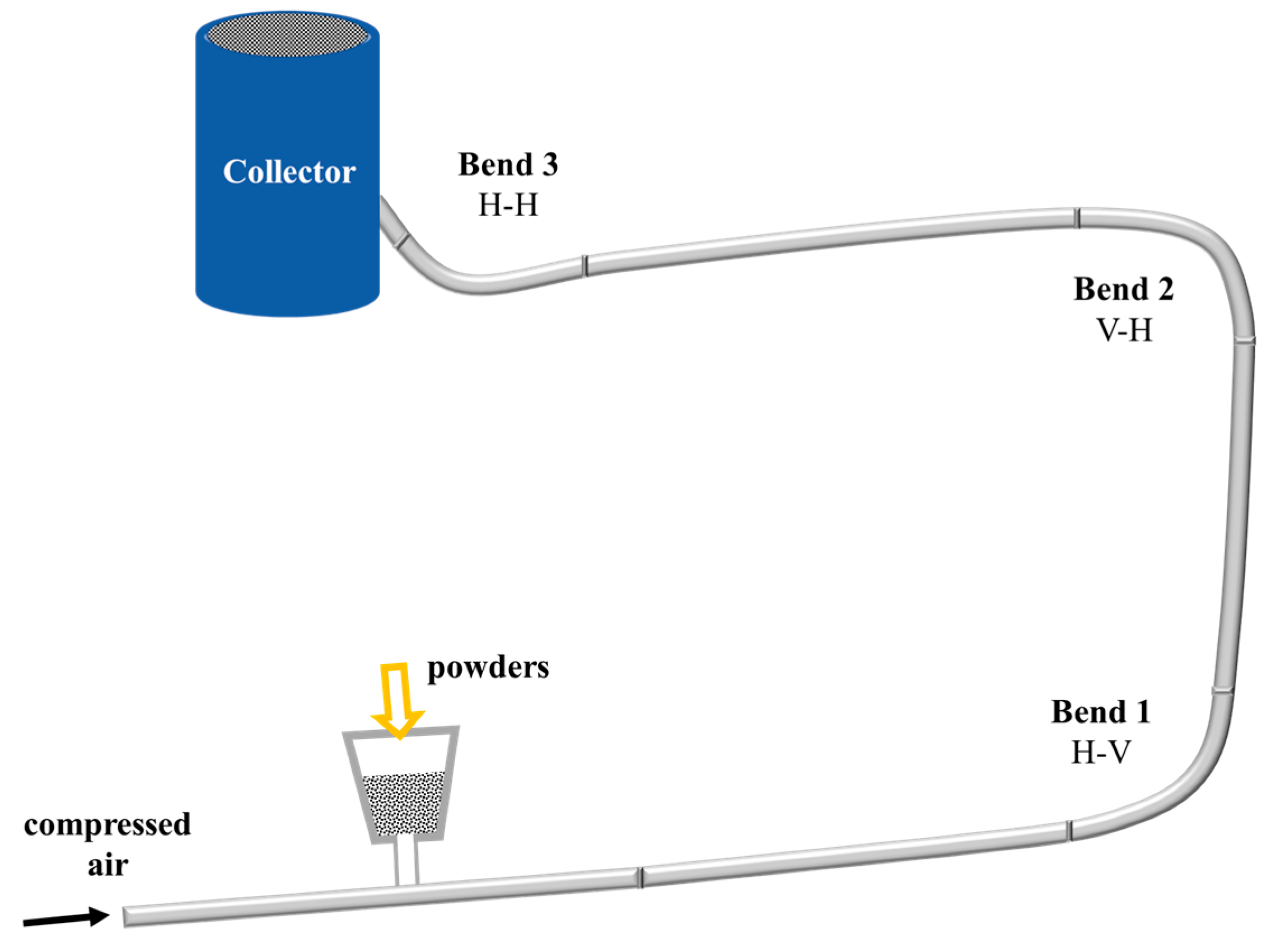
A lab-scale pneumatic conveying rig (dilute phase, positive pressure), with 50 mm diameter food grade 316 L stainless steel pipes (1.5 m high and 5 m conveying distance with three 90° bends, two in the vertical plane and one in the horizontal plane), was built as the test system, as shown in
Figure 1. A long horizontal pipe is connected with a vertical pipe using an upward bend, and another bend turns the direction of pipelines from vertical into horizontal again. The last bend connects two horizontal pipes. All three bends have the same radius, 300 mm. An electric vibratory feeder (DR 100 Retsch, Haan, Germany) is used to load powder particles continuously with a changeable feeding rate. The system also contains a pitot tube for measuring supplied air velocity and a pressure meter (Digitron Pressure Meter 2022P, 2 bar operating range, 4 bar over range) for determining the pressure drop during conveying.
Fat filled milk powders (FFMP, 20% Protein, and 26% Fat) with an average size smaller than 500 µm and supplied by an Irish dairy company were used as the test material. Dry compressed air was provided for conveying and its pressure could be regulated to provide air velocities of up to 40 m/s. For every trial, a 500 g batch of FFMP at a given feeding rate was fed into the funnel and blown through the pipe at a given conveying velocity. Five values of conveying air speed (10 m/s, 15 m/s, 20 m/s, 30 m/s, and 38 m/s) and four solid feeding rates (3 g/s, 5 g/s, 10 g/s, and 20 g/s) were used in this study. The air velocity range is set by the need to avoid line blockages (lower limit) and test system capability (upper limit). Correspondingly, the solid loading ratio (the mass flow ratio of solid to conveying air) was in the range which is consistent with the range of solid loading conditions used by some dairy companies. Particle shape and surface, particle size distribution (PSD), and tapped bulk density, wettability, and solubility of PPMP were measured before and after conveying.
2.1. Mophorlogy
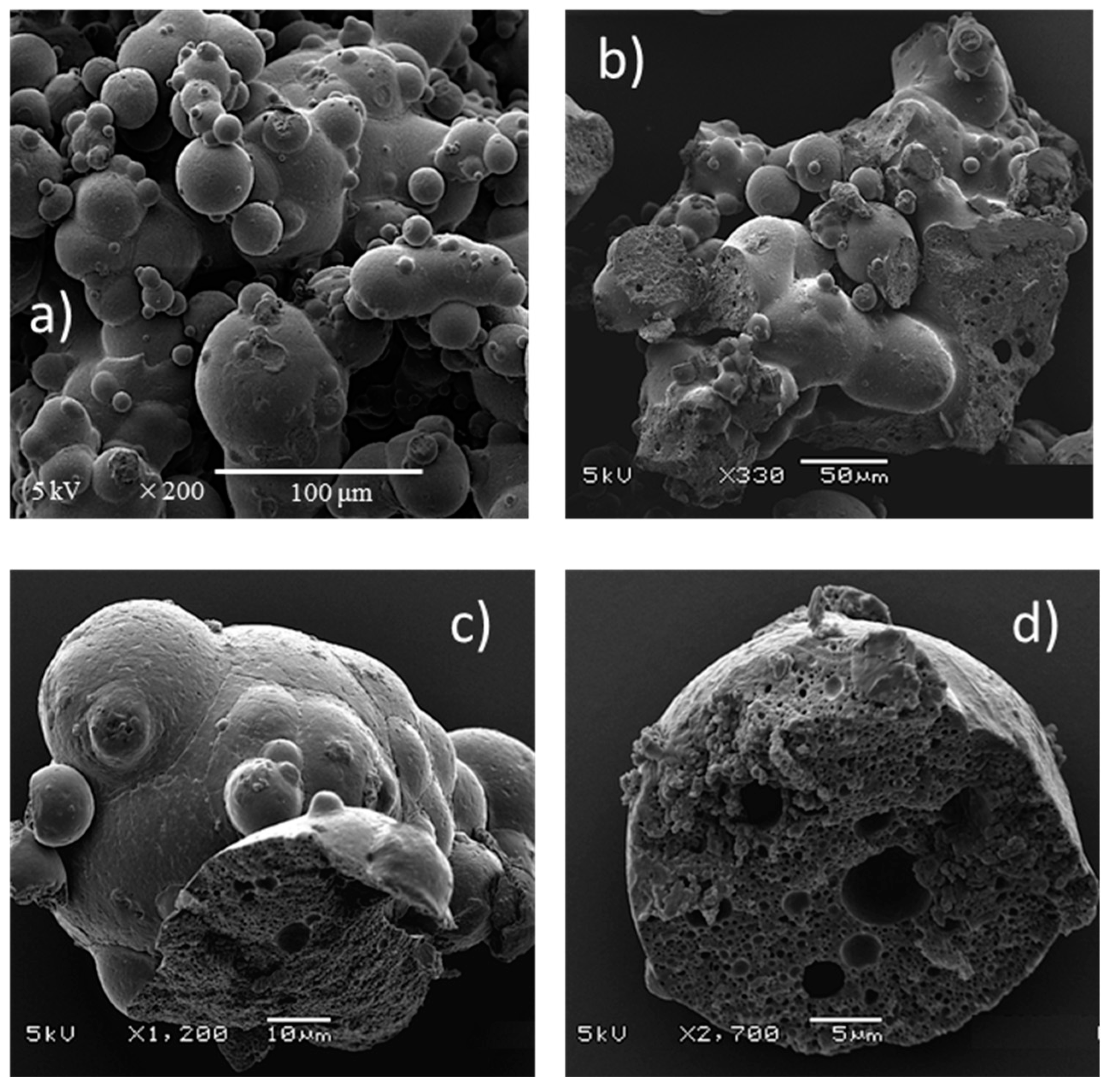
Additionally, some representative FFMP samples were visualized using a scanning electron microscope (JSM-5510, Jeol Ltd., Tokyo, Japan). Samples for scanning electron microscopy (SEM) analysis were mounted on double-sided carbon tape, attached to SEM stubs, and then sputter-coated with chromium. The accelerating voltage used for the SEM was constant at 5 kV, while the magnification was varied from 200× to 3000×.
2.2. Wettability
The GEA approach [
23] is employed to measure the wettability of FFMP before and after conveying with different conveying conditions. A 250 mL glass beaker with a diameter of 7 cm was filled with 100 mL ultrapure water. The water had a temperature of approximately 25 °C. A powder sample (10 g) was weighed into a metal funnel sitting on a metal plate. The plate was placed on top of the beaker so that the powder-filled funnel was resting above the center of the glass beaker. A timer was started when the metal plate was removed from under the funnel so that the powder fell onto the water. The time needed for all the powder to submerge under the water surface was recorded. Accordingly, wettability is defined as the time in seconds required for all the particles of the powder sample to become wetted (to sink below the water surface or assume a ‘typical’ wet appearance).
2.3. Particle Size Distribution
Particle size distribution of the powder samples before and after conveying was measured by a mechanical tapping sieve shaker (ISO 3310-1 Laboratory test sieve, Endcotts, London, UK) with a 10-particle size mesh (53 µm to 1000 µm). A 100 g sample was weighed using the weighing balance and poured into the top sieve. After being vibrated with the same strength and time, a different aggregate of particle sizes was collected on each sieve and weighed. The particle size distribution was measured twice for each trial to increase accuracy. Particle size distributions were calculated based on results from sieve analysis. The volume mean diameter (D[4,3]) was used as the measure to compare particle size results.
2.4. Tapped Bulk Density
The bulk density of powder samples was measured using a Stampfvolumeter STAV 2003 (J. Engelsmann AG, Ludwigshafen, Germany). For each measurement, 200 mL of powder was poured into the graduated cylinder and tapped 1250 times to the extreme powder bulk density. Bulk density was measured twice for each trial to increase accuracy, and the mean result was used for analysis.
2.5. Solubility
The test to assess solubility involved adding 20 g of powder samples to 200 mL of water at 25 °C with high-speed mixing for 90 s. The reconstituted mixture is left standing for 15 min and then under centrifugation at 900 r/m for 5 min. The amount of sediment at the bottom of the tube is measured in mL and is termed the solubility index.
3. Results and Discussions
One of the main keys to avoiding powder breakage is to understand the effect of particle velocity which is of course closely related to air velocity. With the increase of conveying air speed from 10 to 30 m/s, the flow patterns in sight glass were recorded, as shown in
Figure 2. A fully suspended flow was generated using large volumes of air at high velocities (such as 30 m/s), and particles were located at all points in the pipe cross-section and evenly distributed during conveying. The particles were concentrated on the bottom with a decrease of velocity, corresponding to a degenerate homogeneous flow, and even some dropped out of dispersion and remained along the pipeline bottom (such as at 10 m/s air velocity). Accordingly, the particle concentration at the bottom is higher in the case conveying at 10 m/s than that with a conveying speed of 20 m/s. It was also found that after conveying some FFMP powder tended to attach to the surface of the collector due to its cohesiveness.
Figure 3a–d show micrographs of two FFMP (20% protein) samples taken at different magnifications.
Figure 3a shows the FFMP sample before conveying where there is no visible damage to the overall structure or the component particles. By contrast,
Figure 3a–c shows extensive and clear damage, which was induced by multiple impacts (at a conveying velocity of 38 m/s). Additionally, the complete breakage of a single particle is shown in
Figure 3d.
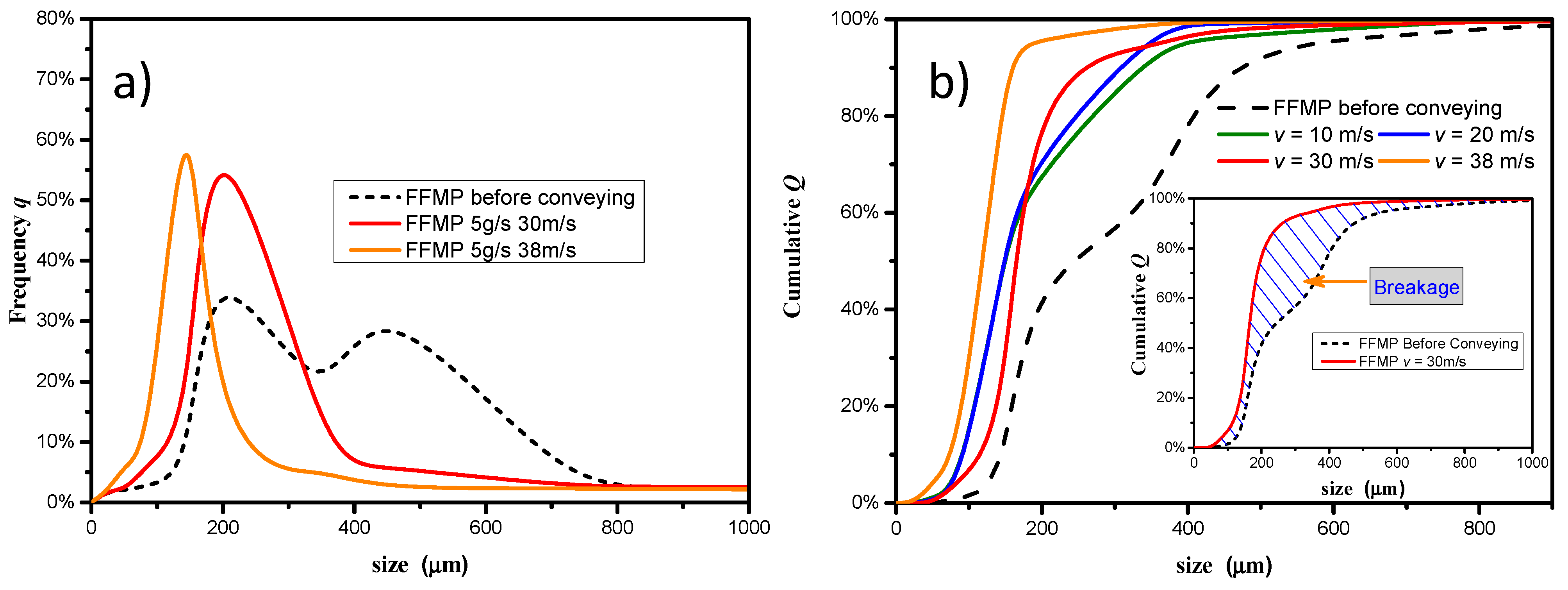
The change in particle size distribution before and after conveying for different air speeds at a fixed solids loading rate of 5 g/s is shown in
Figure 4a,b. The former presents the data in probability density form and the latter in cumulative distribution form (where the vertical axis shows the percentage of the particles which are finer than the corresponding particle diameter on the horizontal axis). The dashed line shows the particle size distribution of powder samples before conveying. The total amount of breakage that occurs is indicated by the shaded area between the cumulative distribution before conveying and after conveying (illustrated in
Figure 4b). Even at the lowest air speed of 10 m/s, breakage is considerable, and rises as air speed increases. It indicates that air velocity has a significant effect on powder attrition during conveying. The energy expended in a collision is a direct function of the velocity beforehand. Consequently, particle degradation or breakage increases with increasing particle impact velocity. This relates directly to the deceleration forces experienced by the particles when impacting pipeline bends, misalignments, etc. Therefore, the degree of degradation is strongly dependent on conveying air speed used. Moreover, in correlation with the breakage behavior of the particles, the width of the particle size distributions (PSD) in
Figure 4a is quite narrow, especially at 38 m/s. This shift of the PSD to smaller particle sizes indicates breakage of the powder, also evident in
Figure 3 (at 38 m/s). However, the change from the initial PSD to the PSD of conveying at 30 m/s seems to be associated with a separation process (separation of the large particles in the pipes) rather than a fracture process. Only the second peak disappears, and the first peak is almost unchanged from the position. The change in percentage in the cumulative curve (
Figure 4b) up to 40% may be due to abrasion behavior rather than fracture behavior.
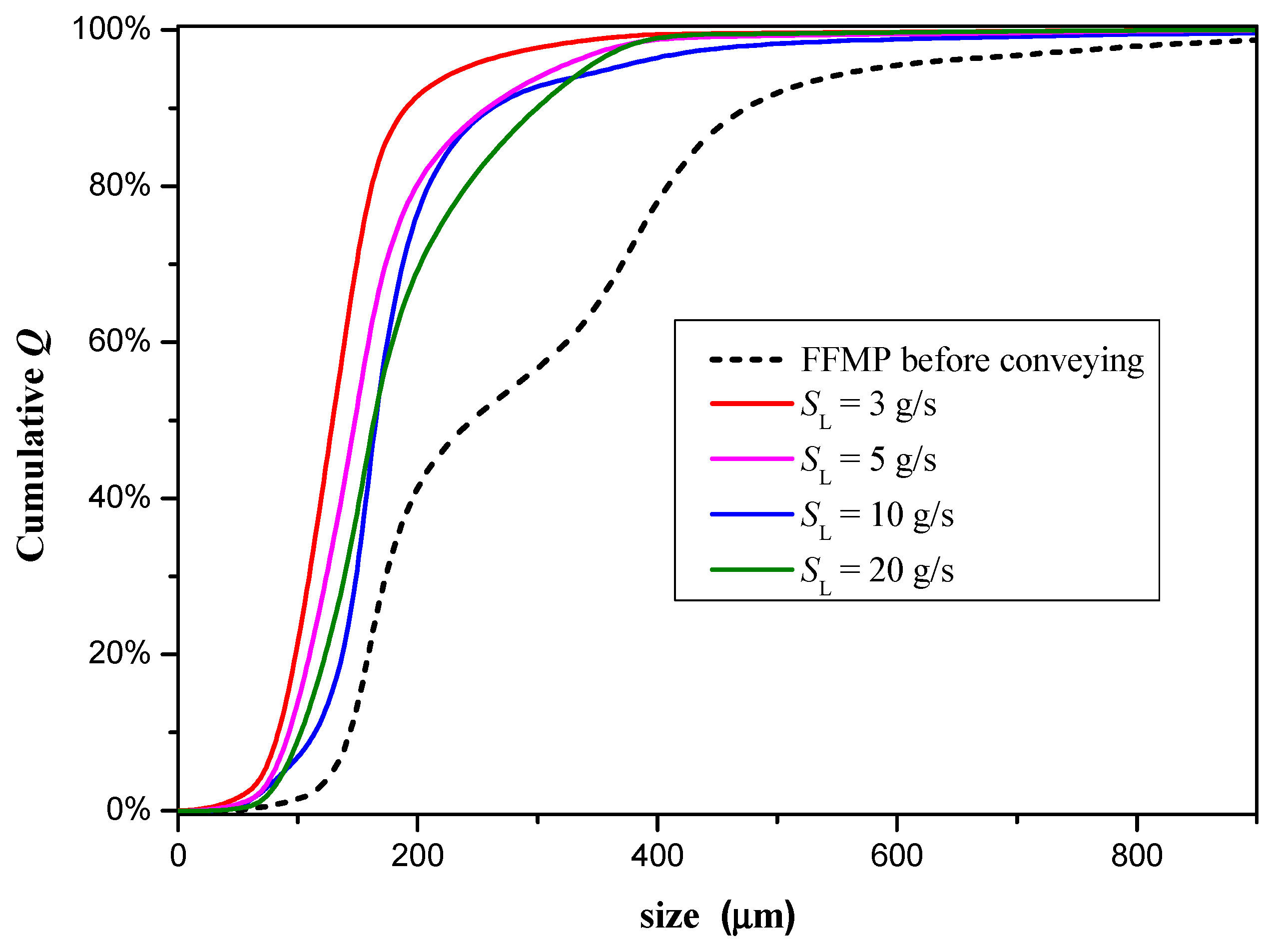
Figure 5 shows the effect of solid loading rate on powder breakage at the fixed conveying air speed of 30 m/s. From the particle size distribution of FFMP with different solid feeding rates (from 3 to 20 g/s), it can be seen that increasing the solid loading rate can minimize the breakage of FFMP to a certain degree, but the positive effect is not significant. Breakage of FFMP is still considerable after conveying even with the largest feeding rate 20 g/s (corresponding to a solid loading ratio equal to 1.02).
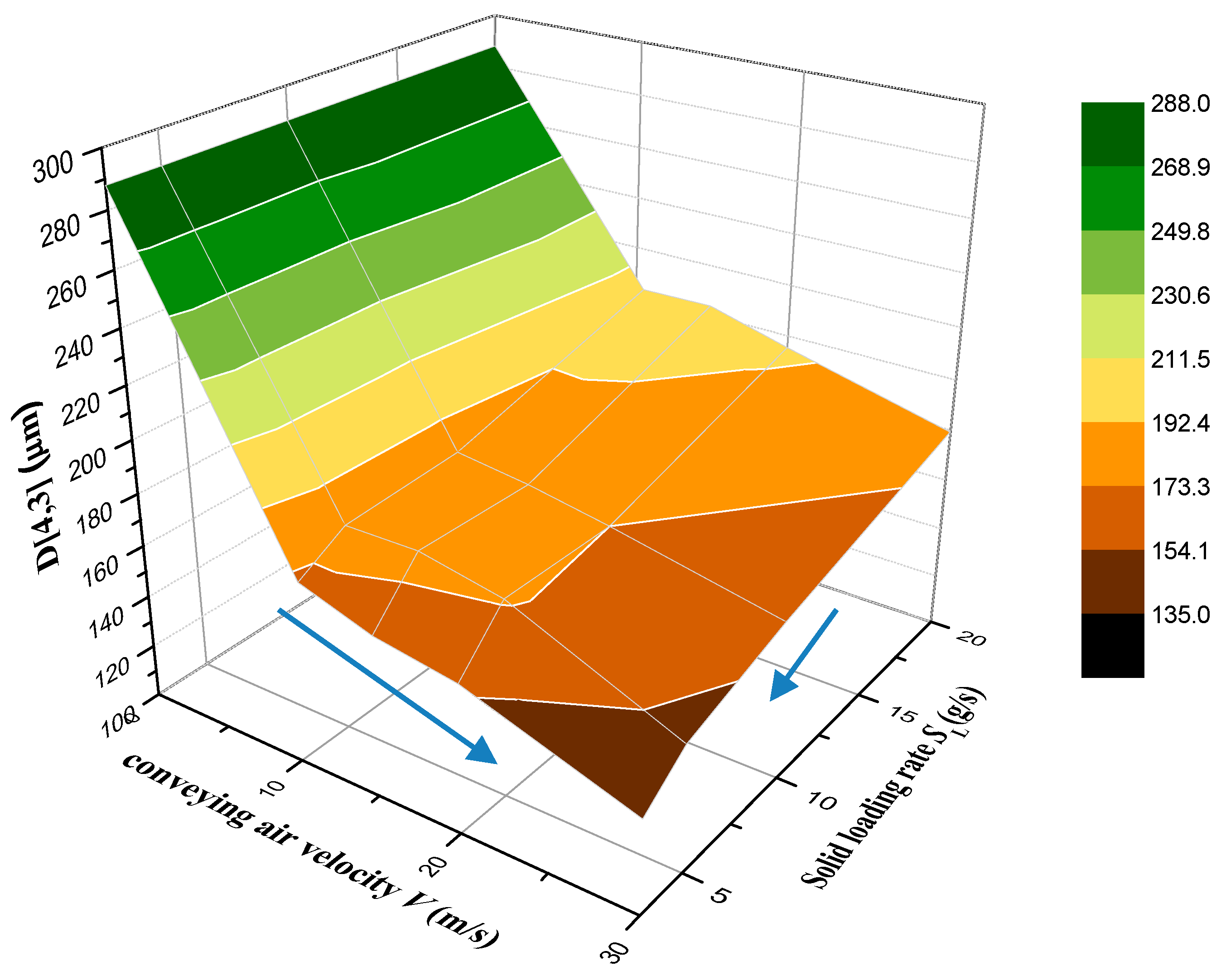
The combined effects of conveying air speed and solids loading ratio on powder breakage are illustrated in
Figure 6, showing a carpet plot where mean volume diameter D[4,3] is depicted as a function of conveying air velocity and solids loading ratio. With an increase in air velocity and reduction in solid feeding rate, D[4,3] becomes smaller (more breakage occurs). Powder breakage has a much stronger dependence on conveying air velocity rather than solid feeding rate. Specifically, with an increase of air velocity from 10 to 38 m/s, D[4,3] experiences a sharp decrease at the beginning, which then levels off somewhat before drastically reducing at the highest air speed (dark zone in
Figure 6). The damage rate of FFMP is up to 50% at the highest conveying velocity (38 m/s) and lowest solid feeding rate (3 g/s). On the contrary, much less breakage occurs in the area (yellow zone in
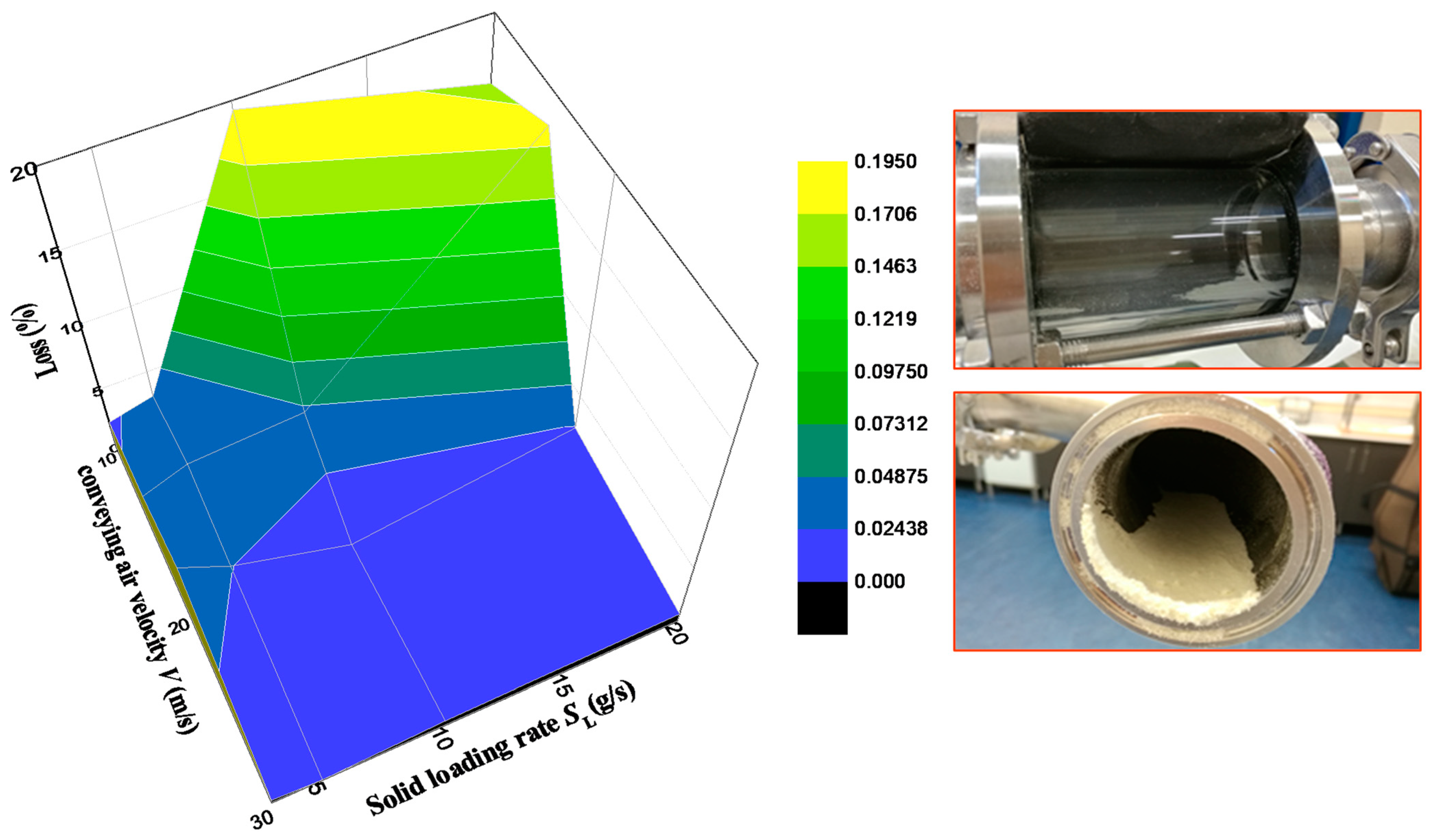
Figure 6) having a small velocity and large feeding rate. However, a drawback of operating in this zone is that pipeline blockage is much more likely (
Figure 7) as a result of the low conveying air velocity and large solid feeding rate. At the same time (yellow zone in
Figure 6), powder loss due to breakage can still be considerable, even up to 20%.
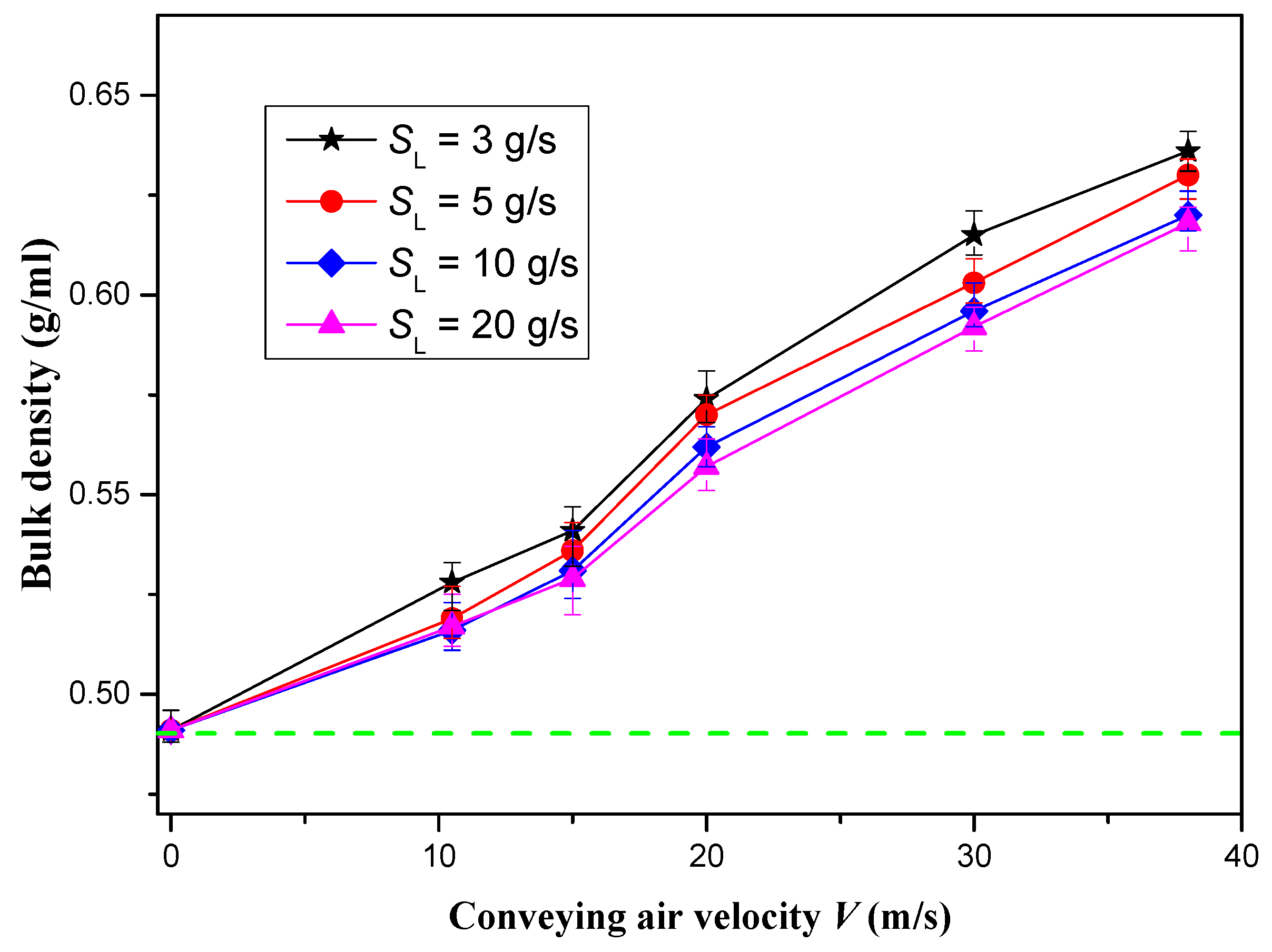
Figure 8 shows the effects of operating conditions on the powder’s bulk density. Tapped bulk density of FFMP increases with higher conveying air velocity as a consequence of greater breakage. It also was found that in general bulk density increased with a lower solid feeding rate. However, the bulk density of FFMP is more sensitive to the variation of conveying air speed rather than that of solid feeding rate. There is a considerable increase in tapped bulk density (almost 20%) of FFMP after conveying at 30 m/s, no matter what the solid feeding rate is. At a lower conveying velocity (10 and 15 m/s), variation of solid feeding rate can have a relatively small influence on bulk density. However, even with high velocity (20 and 30 m/s), the maximum change in bulk density is only around 2%, with the variation of feeding rate from 3 to 20 g/s. The changes to bulk density during conveying are directly attributable to breakage i.e., smaller particles have a larger bulk density.
The wettability comparison between FFMP powders before conveying and transporting by using different conveying conditions is presented in
Figure 9, where the wettability is quantified by measuring the time in seconds required for all the particles of the powder sample to be fully penetrated into the water underneath. There is a slight increase in penetrating time as the solid feeding rate increases from 2.5 to 20 g/s (see
Figure 9a) with a fixed air speed of 30 m/s. However, the penetrating time is dramatically increased by increasing the conveying air speed from 10 to 30 m/s (see
Figure 9b). Compared to solid feeding rate, conveying air velocity has a relatively stronger influence on powder wettability, in accordance with the change in particle size. Good wettability was favoured by the presence of large particles, which have a higher mass and may overcome the surface tension of the water more easily than smaller particles. In addition, the fat filled milk powder contains a fat core. The increasing breakage may also result in an increase in hydrophobicity which may affect the measured time, giving rise to a decrease in wettability.
Regarding solubility, it was also found that after testing, there is no obvious sediment at the bottom of the testing tubes for all the FFMP samples before conveying and after conveying at different conveying air velocities and solid feeding rates. After mixing and centrifugation treatment, all of the powder samples in water at 25 °C are fully soluble. It was thought that the lower mean particle size resulting from breakage would worsen solubility, but the conveying conditions used here have no significant influence on the solubility of FFMP probably reflecting the inherent characteristics of the powder.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}








