2.1. Powder Production and Subsequent Processing
For the production of the required metal powder from 316L steel, the AU3000 gas atomiser (Indutherm Erwärmungsanlagen GmbH, Walzbachtal, Germany) was used in combination with ceramic crucibles of a capacity of 3.4 L for atomisation. Before melting the raw metal, a vacuum is created inside the unit. Inert gas is then introduced to prevent oxidation of the metal when it is inductively heated to the molten state. In addition, the particle size and particle size distribution can be adjusted by varying the atomising gas pressure, atomising gas temperature and melt flow [
14].
The material used for the atomisation experiments was 316L steel. The chemical composition of 316L steel (in wt.%) is presented in
Table 1. As 316L steel has chromium (Cr) content of up to 17%, argon was used as protective gas. Before the metal is placed in the crucible, its surface is cleaned with isopropanol to remove any surface impurities. The crucible is made of an aluminium-oxide-based ceramic material. This crucible material allows both good thermal resistance at high temperatures (up to 1850 °C) and simultaneously does not react with the molten steel. Once the metal is heated to a liquid state and the set superheat temperature is reached, the atomisation step can be performed.
Before each melting step during atomisation, the crucible containing the raw material was evacuated 3 times up to a pressure of 50 mbar, and after each evacuation cycle, filled with protective gas (argon grade of 4.6). This allowed the removal of ambient air from the melting unit and thus prevented the oxidation of the metal during the heating stage. To prevent cracking during melting, the crucible is canned inside the melting unit using a crucible backfill mass. Furthermore, the heating of the melt is performed at a rate of 25 K/min to avoid thermal shock during the heating stage. With the help of the measures mentioned above, the crucible can withstand 3 to 5 melting processes.
To obtain metallic powder particles with a size of fewer than 200 μm, a two-stage fluid atomisation method was applied. The molten metal stream is crushed by the shearing of the high-velocity gas stream. Depending on the atomiser nozzle design, two modes of operation can be used, free-fall atomisation (FFA) and close-coupled atomisation (CCA) [
15,
16]. The relevant data of the FFA and CCA powder atomisation routes are summarised in
Table 2.
For the FFA route (
Table 2), the molten metal reaches the atomisation zone after a free fall of 50 to 100 mm. Due to the impingement of a second inert gas stream, the molten metal is sheared into smaller droplets. The primary gas nozzle is located at the exit of the melt. The primary inert gas and the melt move in parallel and in the same direction. In this way, the primary inert gas directs the melt to the atomisation zone while suppressing the circulation effect created by the second inert gas flow. FFA is suitable for metals with high melt viscosity due to its circulation-inhibiting effect [
15,
16]. For atomising via FFA, the temperature of the 316L steel melt before atomisation was 1595 °C. The diameter of the crucible outlet was 2.5 mm. The pressure and temperature of the atomisation gas were set to 20 bar and 370 °C, resulting in gas flow during the atomisation of 160 Nm
3/h.
For CCA (
Table 2), the inert gas flow nozzle is closer to the melt outlet. This makes it possible to create a strong inert gas circulation at the outlet. The circulating inert gas flow pre-compresses the melt to form the melt film and entrains it in front of the inert gas flow nozzle. At the nozzle, the melt film is broken into fine droplets by the strong impact and shear forces of the inert gas. The atomisation area of the CCA is closer to the nozzle than that of the FFA and has more concentrated energy to break up the melt, so it can produce a finer powder. However, there is an increased risk of nozzle clogging, as the surface that is cooled by the high-pressure inert gas stream tends to solidify the melt. To avoid this, the melt is superheated by 100 to 300 °C. At the beginning of atomisation, the melt flows out before the inert gas preheats the surrounding surfaces. The use of the CCA route allows better handling of melts with a high temperature and a high surface tension [
15,
16,
17]. CCA-atomisation was performed with both “cold” and preheated atomisation gas. In the case of atomisation with hot gas, the gas was heated up to the required temperature using a specific pipe system with heating elements integrated into the atomisation unit. The temperature of the atomisation gas is controlled via thermocouples. The temperature of the 316L steel melt, as well as the diameter of the crucible outlet before both CCA-atomisation amounted to 1695 °C and 2.5 mm. The pressure and the temperature of atomisation gas during atomisation with cold gas were set to 26 bar and 20 °C, resulting in a gas flow during the atomisation of 575 Nm
3/h. The pressure and the temperature of the atomisation gas during atomisation with the preheated gas were set to 26 bar and 370 °C, respectively, resulting in a gas flow during the atomisation of 405 Nm
3/h.
Independent of the atomisation modus (CCA or FFA), a total of two collection containers are used where the large powder particles and residues are collected in the container directly below the atomisation nozzle, while another container below the cyclone, which separates the mixture of atomisation gas and (typically) fine particles, collects the rest of the powder. At the end of the atomisation process, the powder is removed from the containers after a short cooling.
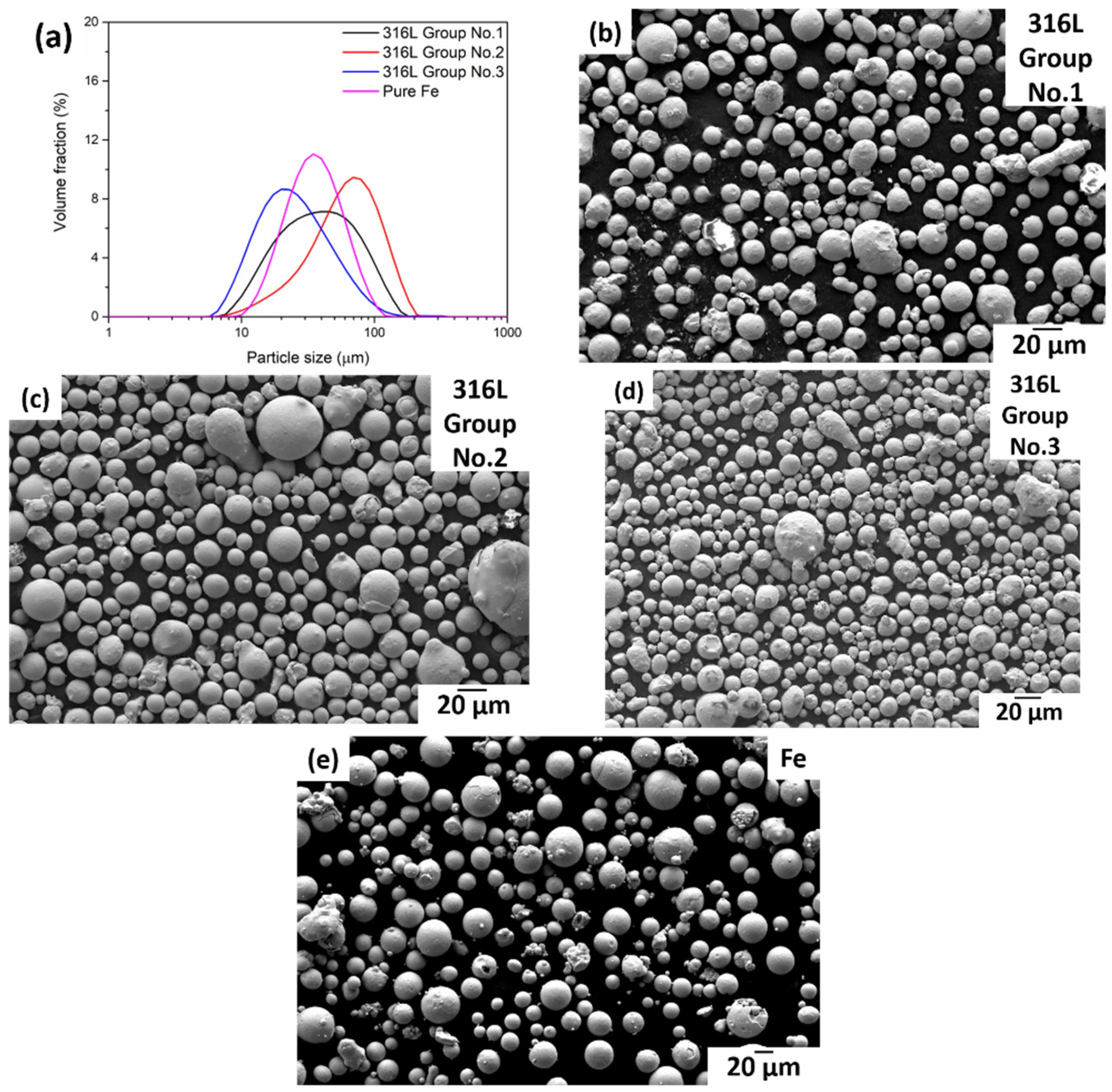
Sieving of the powder particles is undertaken in the next step. The powder particles are sieved with a 100 μm sieve using an AS450 sieving machine from Retsch GmbH to filter out larger powder particles and slags, which are not suitable/too large for the subsequent laser-beam melting. After the powder is sieved, it is further classified using the air classifier AC1000G from Indutherm Erwärmungsanlagen GmbH. During this process, the powder is transported through the vibrating chute at a uniform speed. Afterwards, the powder mixed with inert gas passes the first powder container, and large particles fall into this container, whereas fine particles are streamed with the inert gas to the specific cyclone, where they are separated from the inert gas with a rotating wheel and fall in the second container. Depending on the pressure and flow rate of the inert gas, as well as the rotating velocity of the wheel, the desirable threshold of the mean particle size, which should be separated from the whole powder batch, can be easily adjusted.
Pure iron (Fe) powder was delivered by M4P Materials Solutions GmbH.
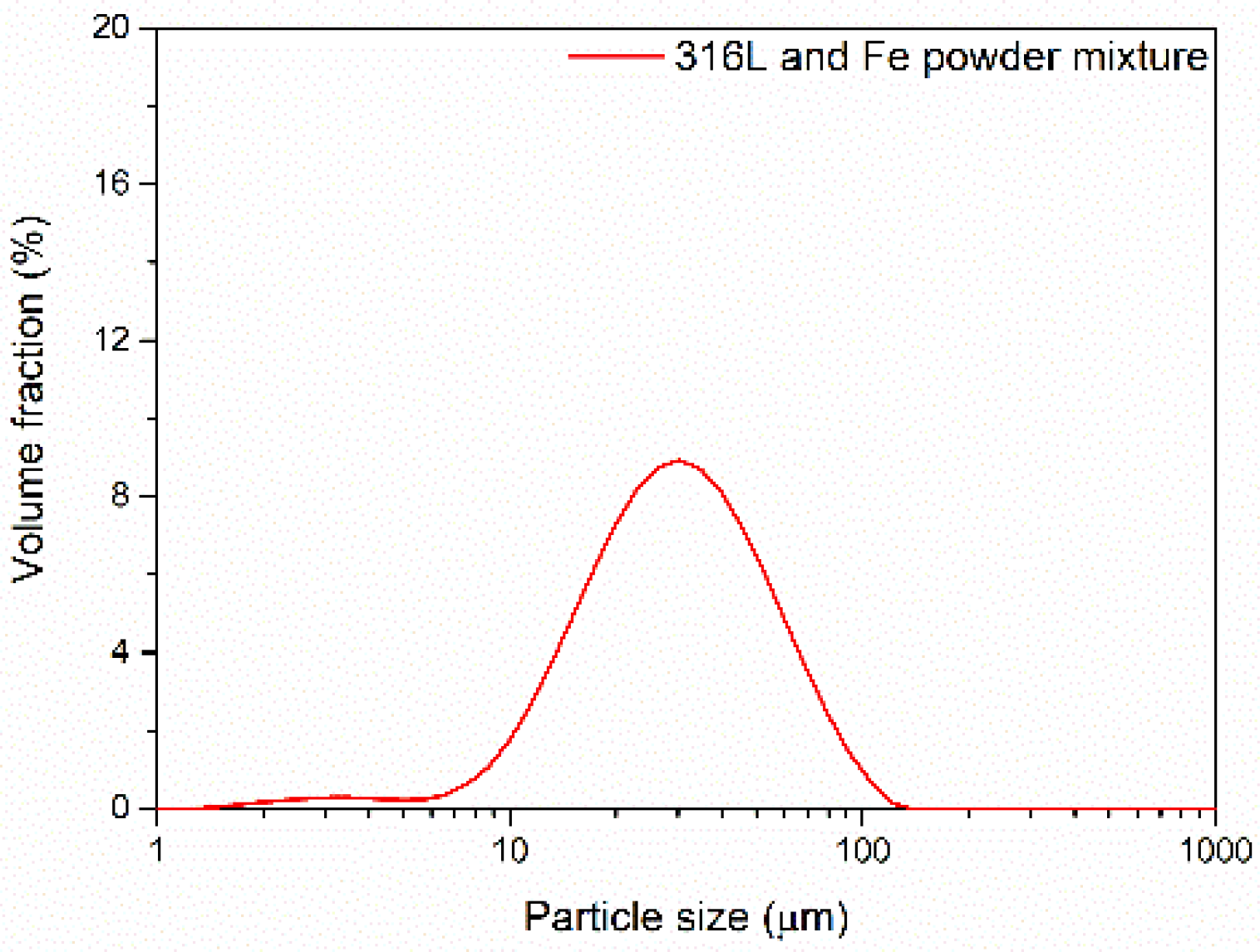
Before the consolidation of the powders, equal quantities of pure Fe powder and the produced 316L steel powder were first selected for mixing (6.45 kg each). The hybrid (mixed) powders were mixed in a drum wheel mixer for one hour to distribute them evenly. The evenly mixed powder was thoroughly dried in a vacuum dryer.
The hybrid (mixed) powders were placed in plastic cans with a volume of 10 L and mixed in a Drum Hoop Mixer JEL RRM (versatile free fall mixer) from J. Engelsmann AG to distribute them evenly. The rotation speed of the mixer was constant and amounted to 32 rpm. The total mixing duration was set to 60 min. The evenly mixed powder was thoroughly dried in a vacuum dryer.
2.6. Microstructure and Porosity Analysis
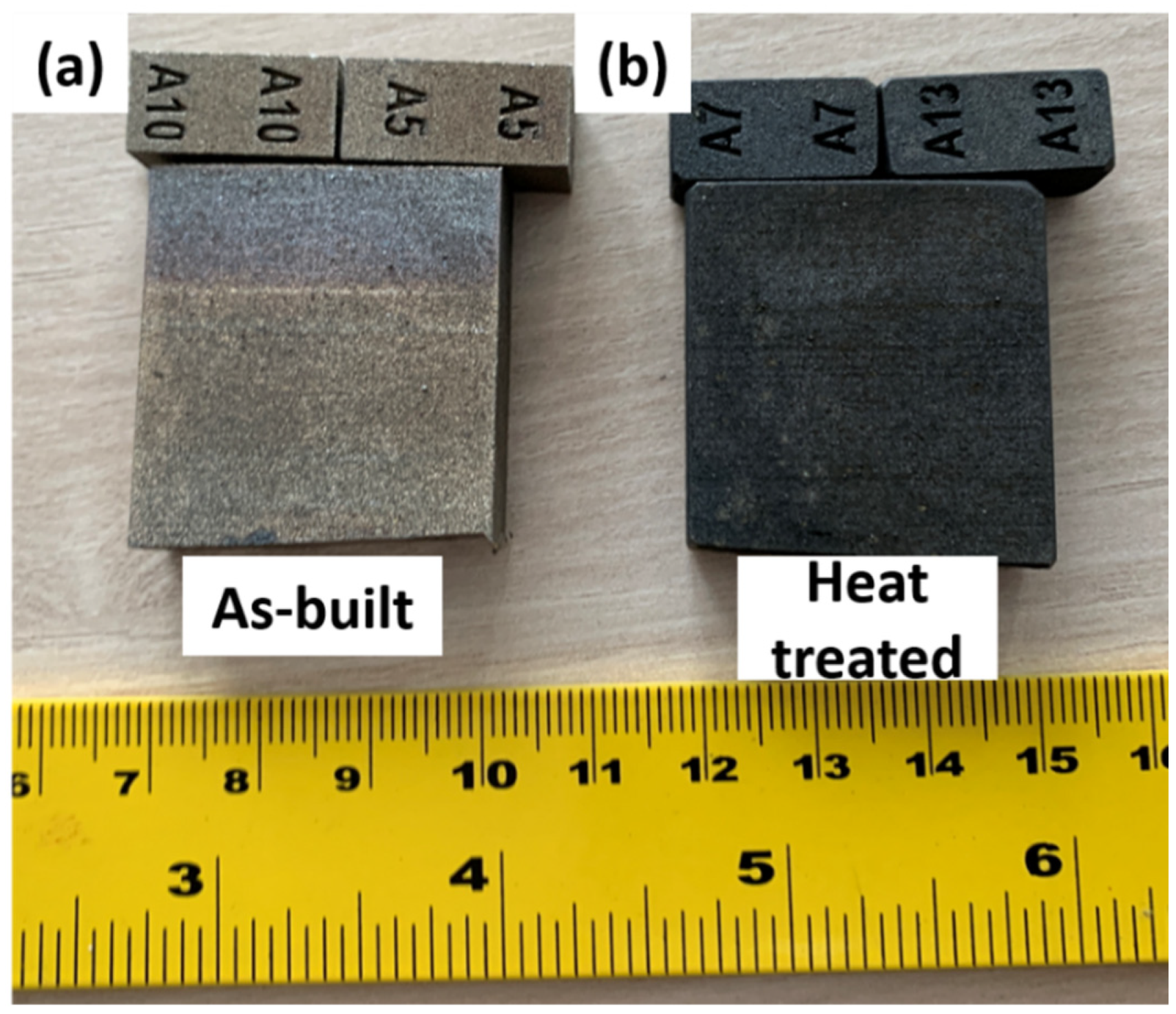
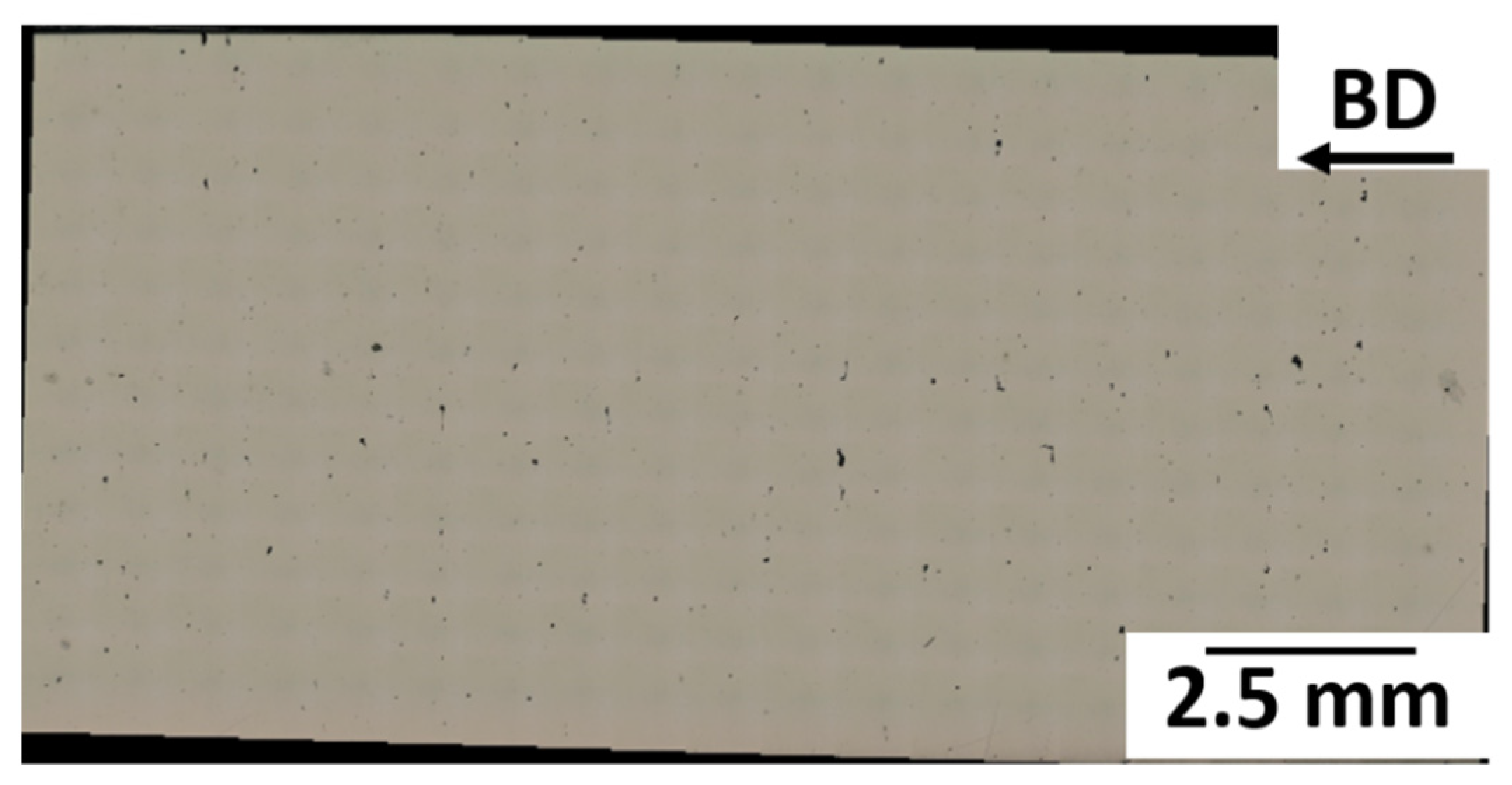
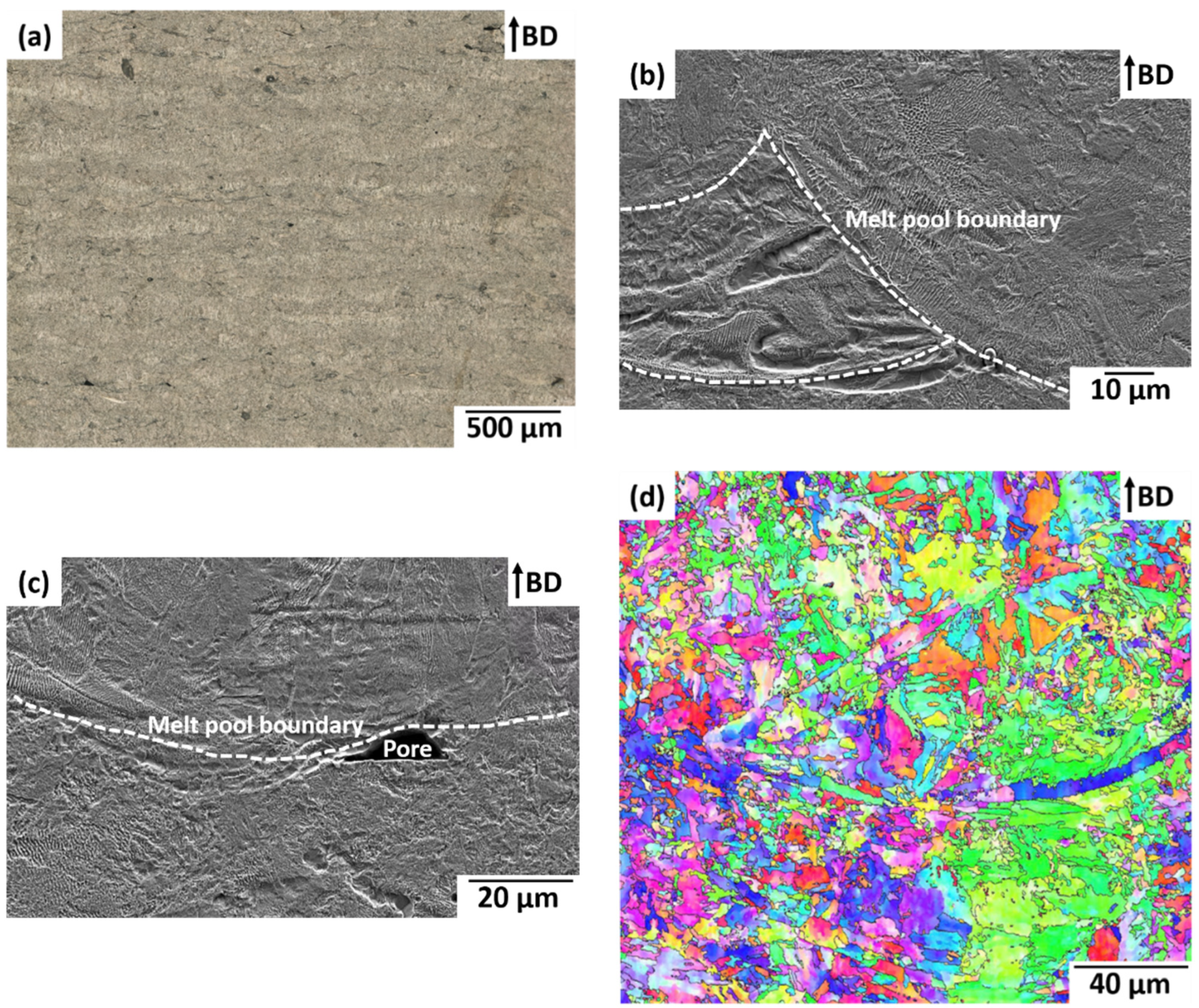
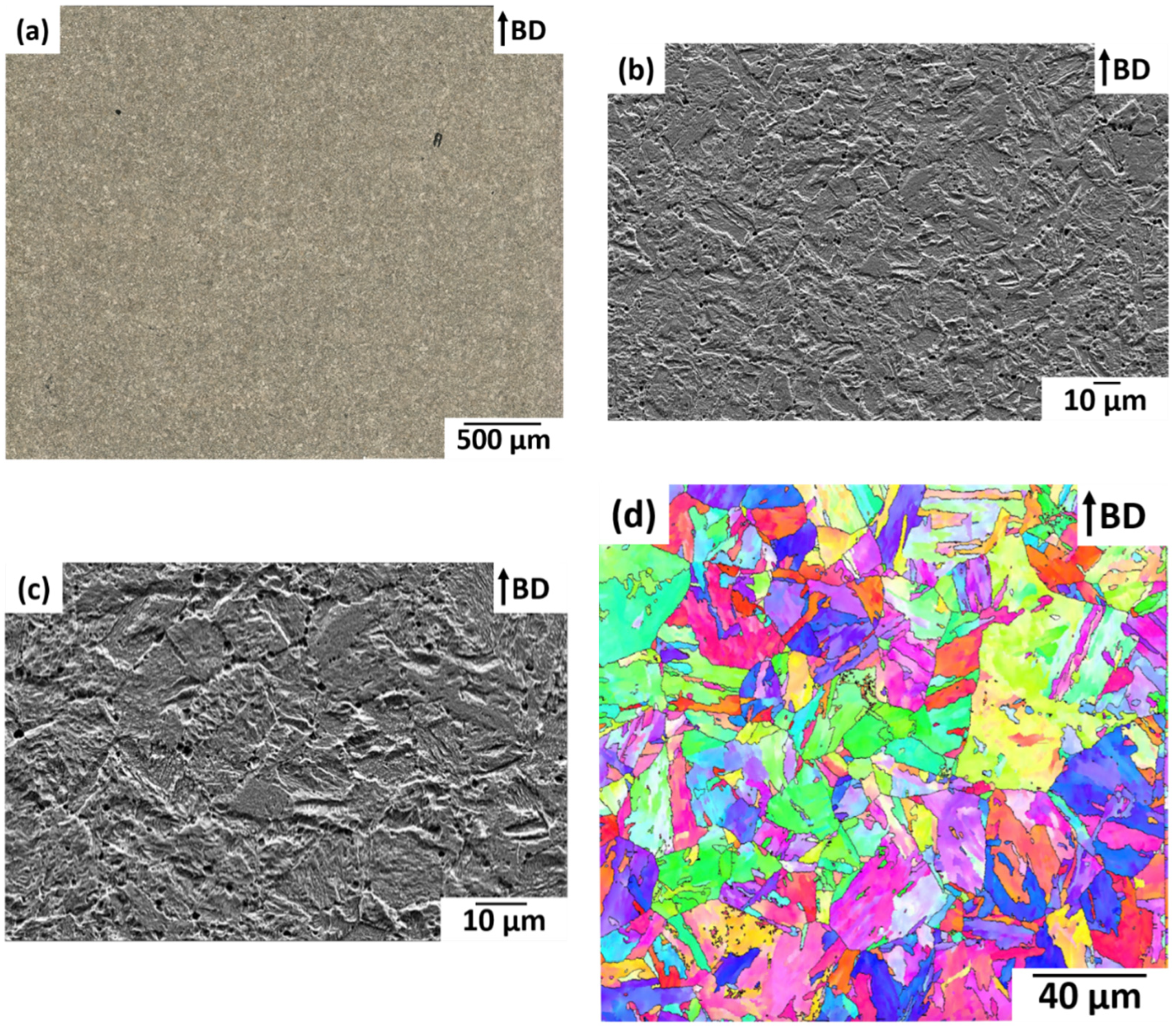
Before examining the microstructure of the as-built and heat-treated samples, the sample surface was polished with abrasive paper. Subsequently, the sample surface was polished with 3 and 1 µm abrasive paste. The polished samples were analysed with a Keyence VHX5000 confocal optical microscope. The polished surface is perpendicular to the build direction. The area of the fine pores on this polished surface was determined by the image contrast, and subsequently, the porosity and relative density were calculated.
To analyse the microstructure of the ground and polished samples, the samples were immersed into the V2A-etchant (mixed solution of hydrochloric acid, nitric acid and distilled water) for 1 min.
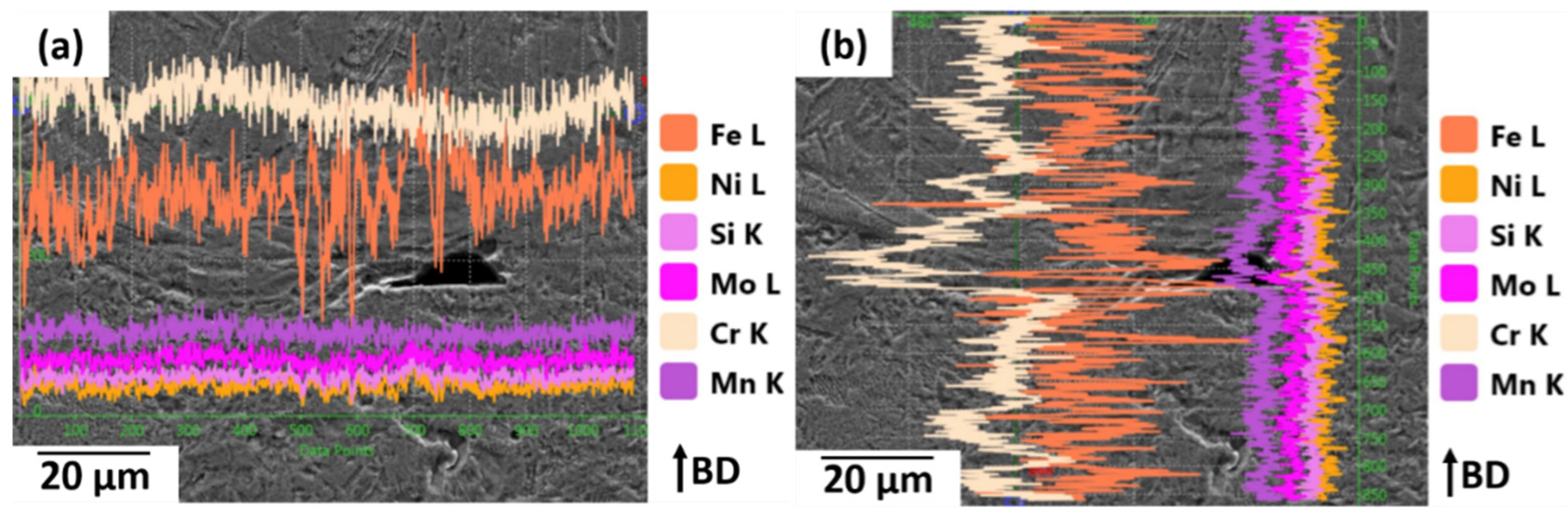
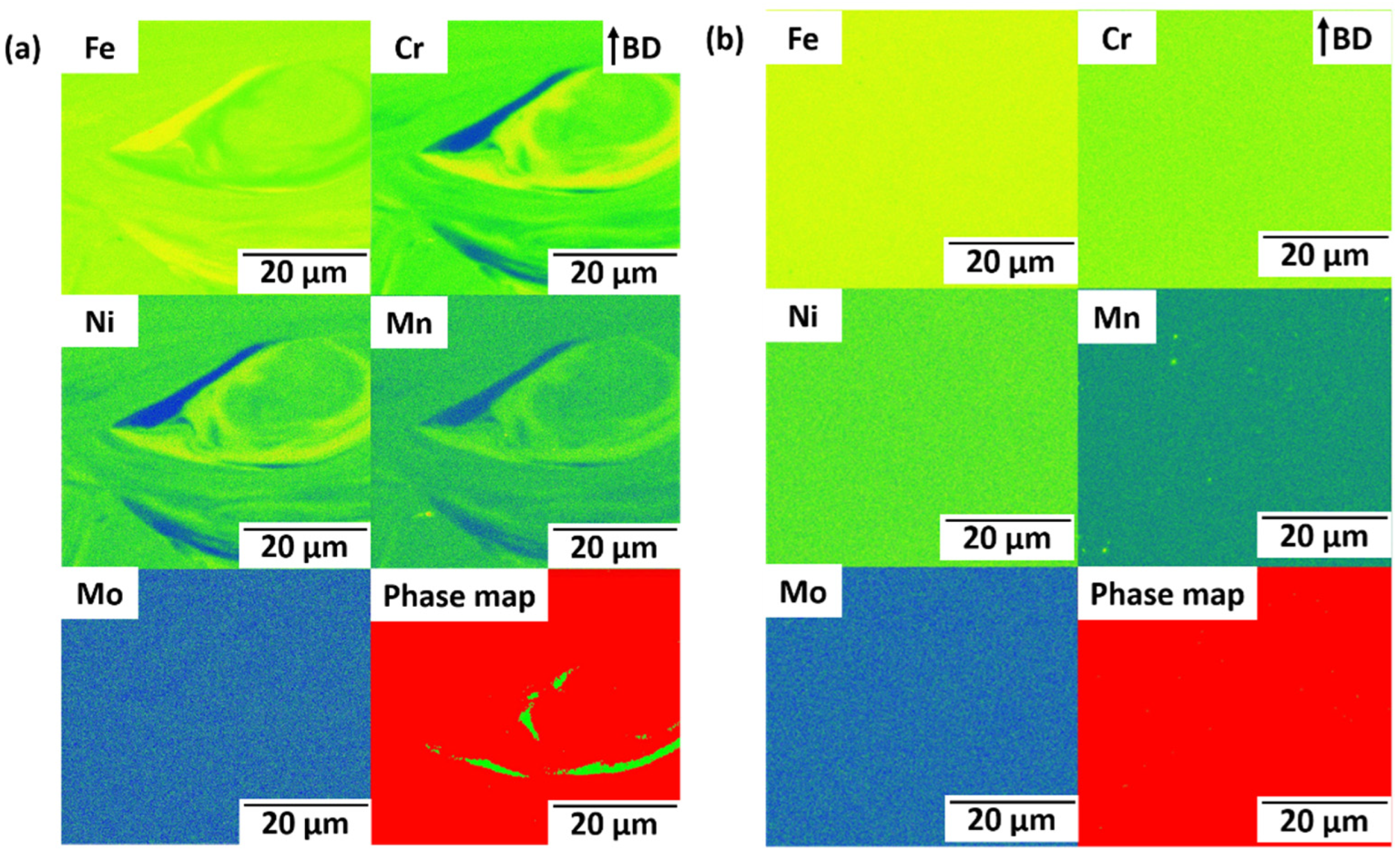
Microstructural investigations were performed using a scanning electron microscope (SEM) Ultra Plus from Zeiss operating at 10 kV accelerating voltage. The corresponding energy dispersive spectroscopy (EDS) line scans were performed with an accelerating voltage of 20 kV at a distance of 8.5 mm. Electron backscattering diffraction (EBSD) of the as-built and heat-treated sample was performed using a step size of 0.1 μm with an accelerating voltage of 20 kV.
In addition to each EBSD scan, an EDS mapping was performed to investigate local differences in the chemical composition. Both EDS- and EBSD-detectors used in this study are from EDAX.
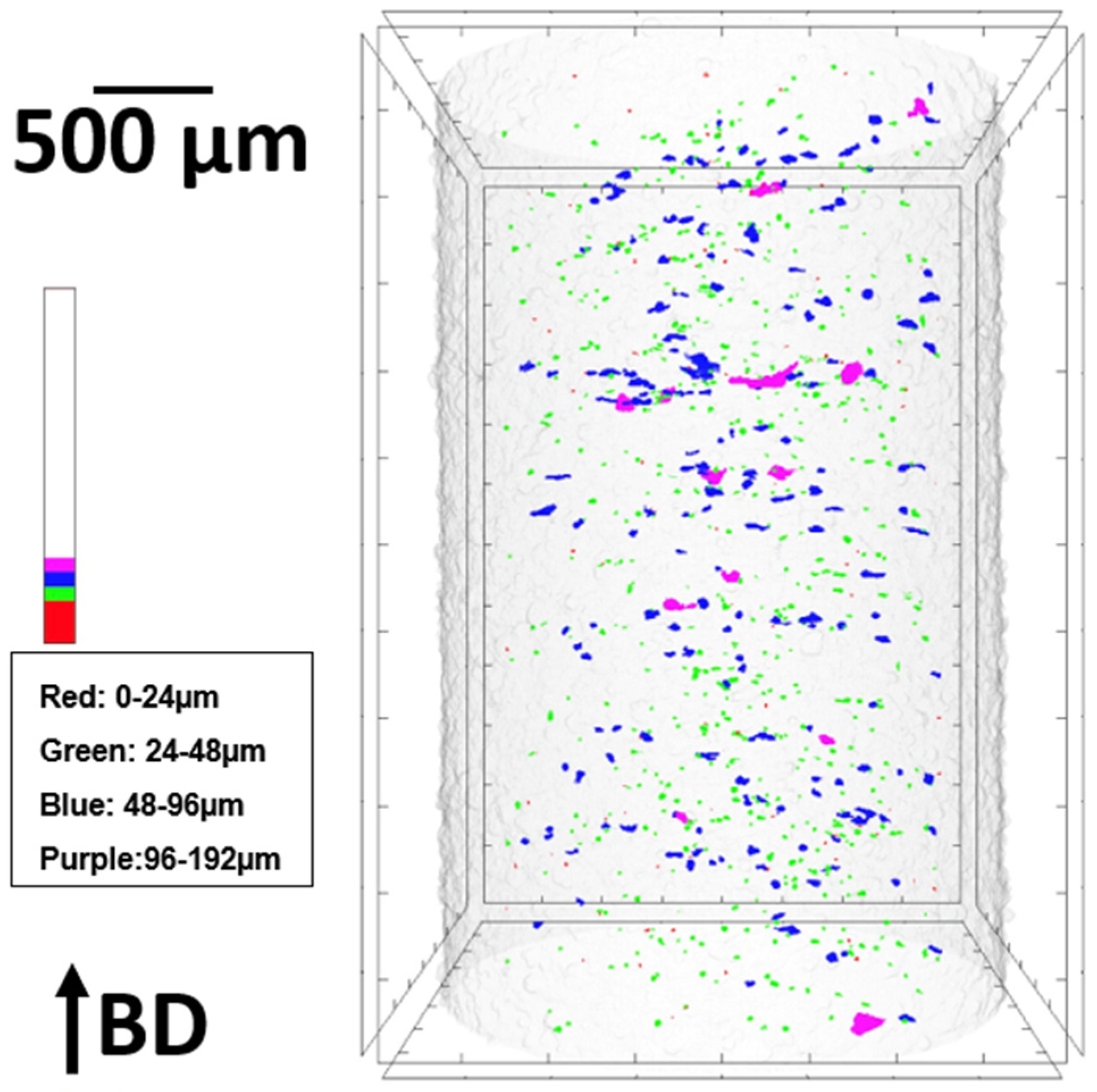
The volumetric porosity was analysed on cylindrical specimens with a diameter of 4 mm using the micro-CT desktop scanner SkyScan 1275 from Bruker (µ-CT) with a source power of 10 W and a 1.0 mm copper filter. The samples were examined with a rotation step of 0.4° and a voxel size of 7 µm. The reconstruction of the sample projections to transverse cross-sections was completed with the software NRecon. Afterwards, the software DataViewer was used to define the volume of interest and align it properly with a coordinate system. Subsequently, the cross-sections of the volume of interest were processed in the software CTAn to distinguish defects from the solid material and finally assembled into a volume and captured with the software CTVox.

 ,
, 












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}