
Investigation of the Influence of the Mixing Process on the Powder Characteristics for Cyclic Reuse in Selective Laser Sintering

Abstract
:1. Introduction
1.1. Process Technology of Selective Laser Sintering and Material Properties
1.2. Approaches of Fraction-Based Mixing for Recycling Powders in SLS
- Time-saving mixing;
- Gentle mixing of the powder;
- Dust-proof design of the mixer;
- Low-effort removal of the powder and cleaning of the mixer;
- Design of the mixer for varying powder volumes.
1.3. Aim of the Article
2. Materials and Methods
2.1. Sinter Material
2.2. Mixing Technology
2.3. Classification of Powder Density
2.4. Particle Analysis
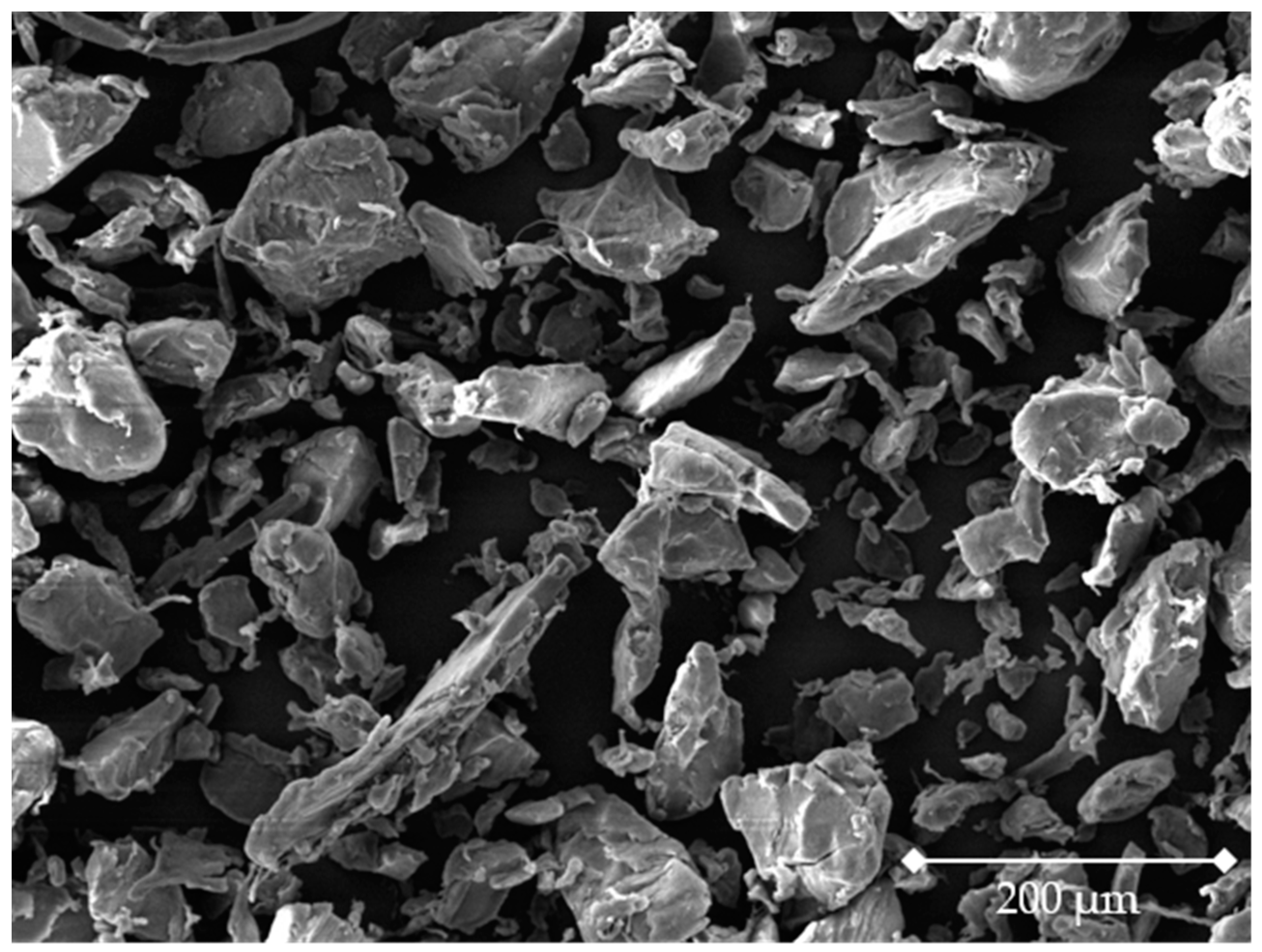
2.5. Scanning Electron Microscope
3. Results and Discussion
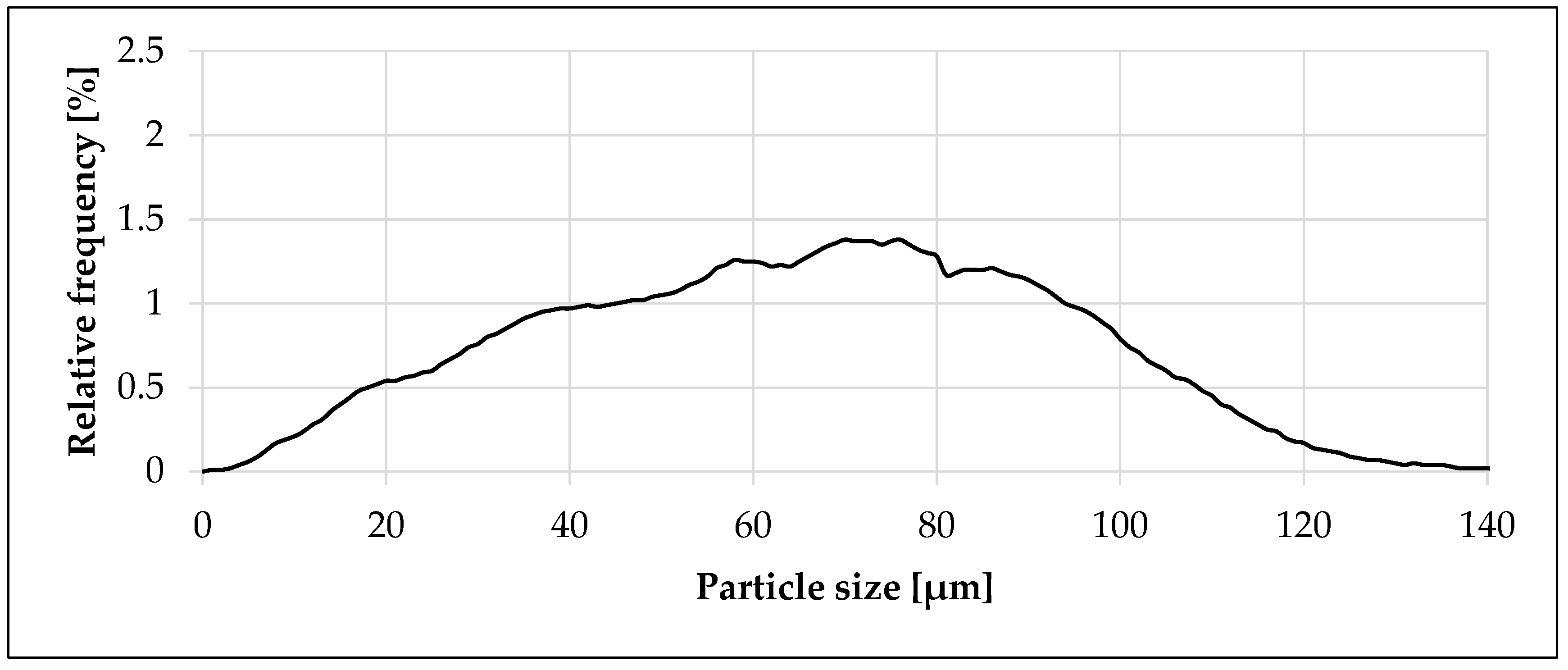
3.1. Characteristics of the Used Sinter Material
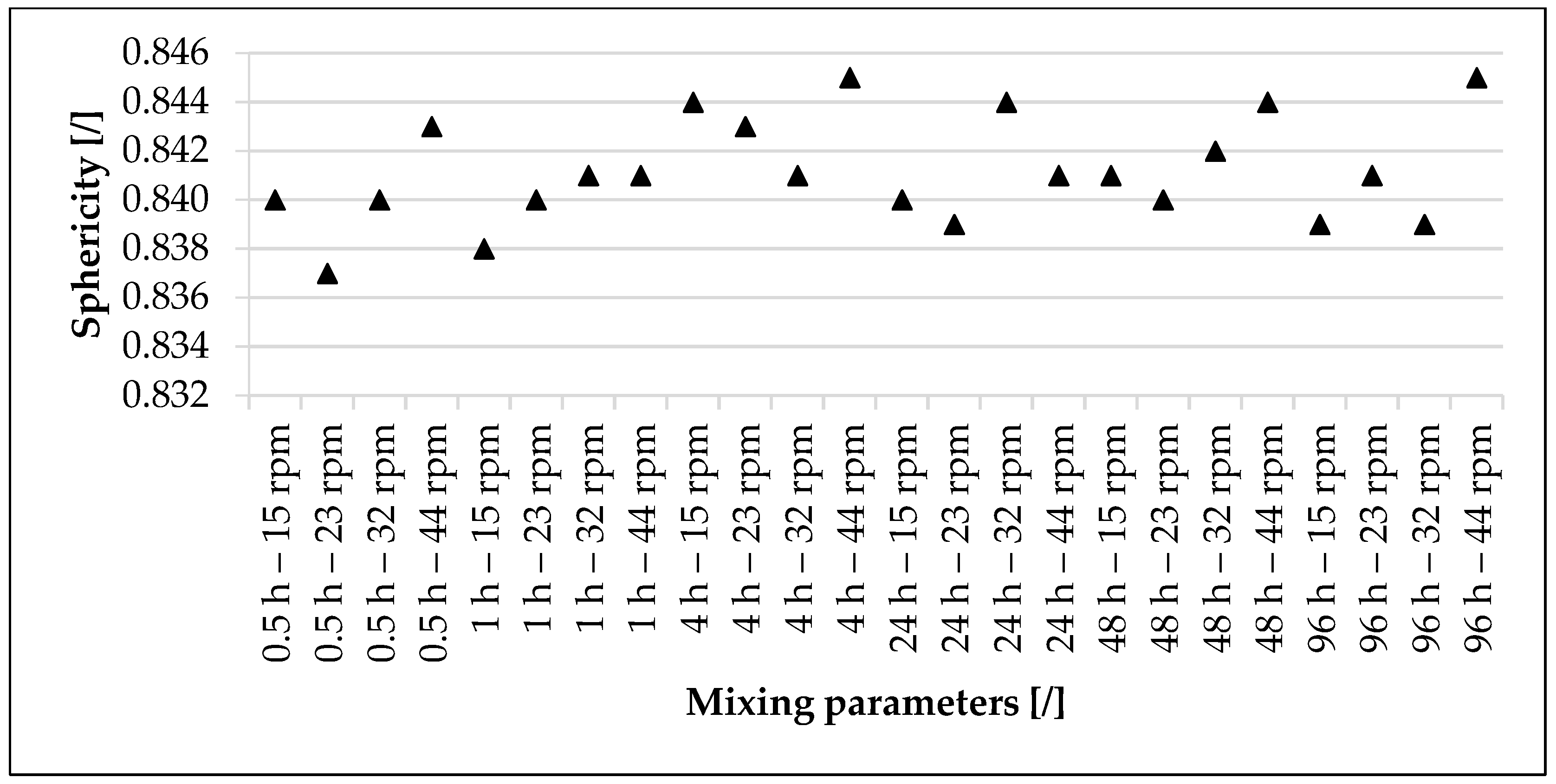
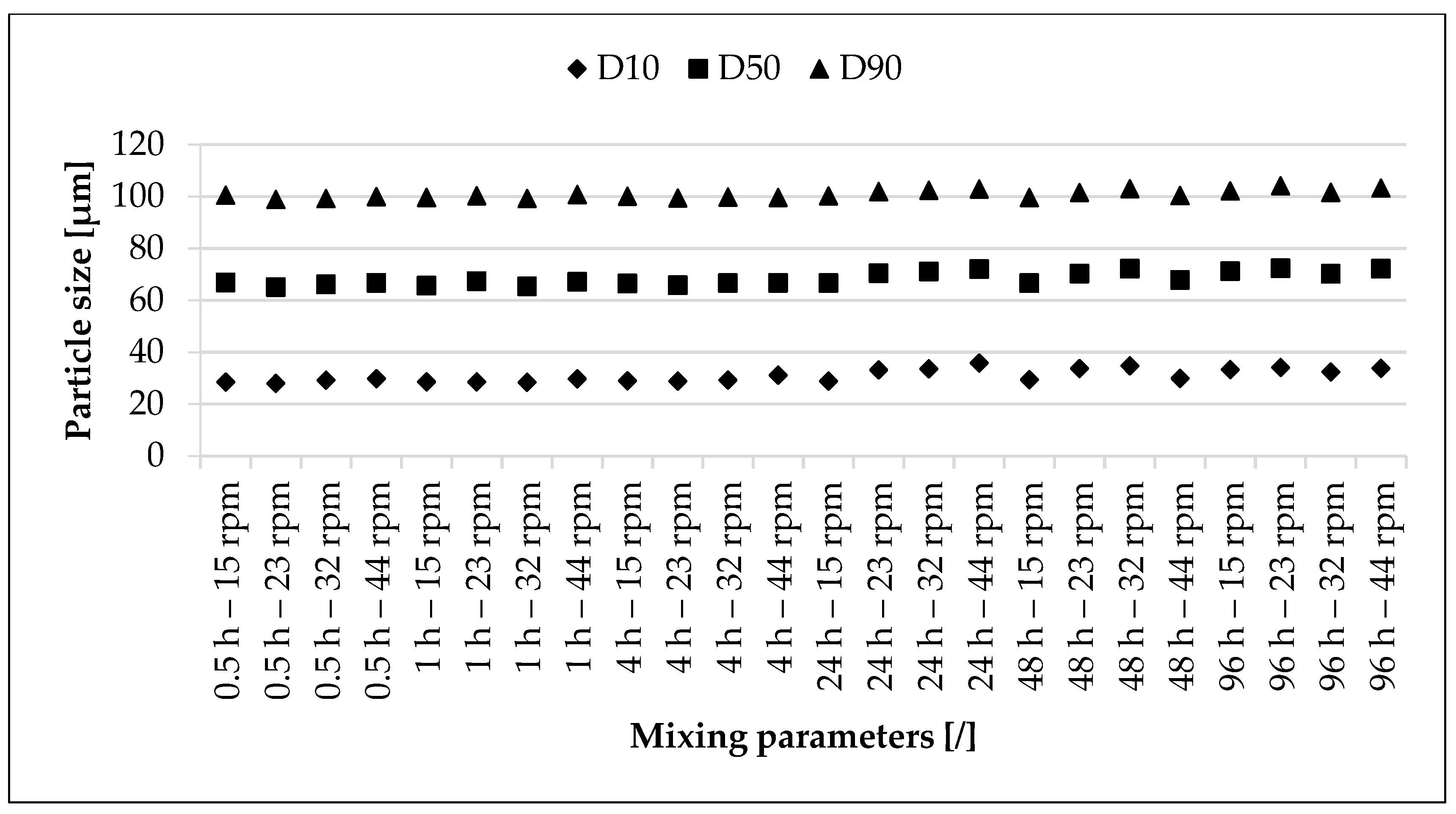
3.2. Influence on Particle Shape and Particle Size Distribution
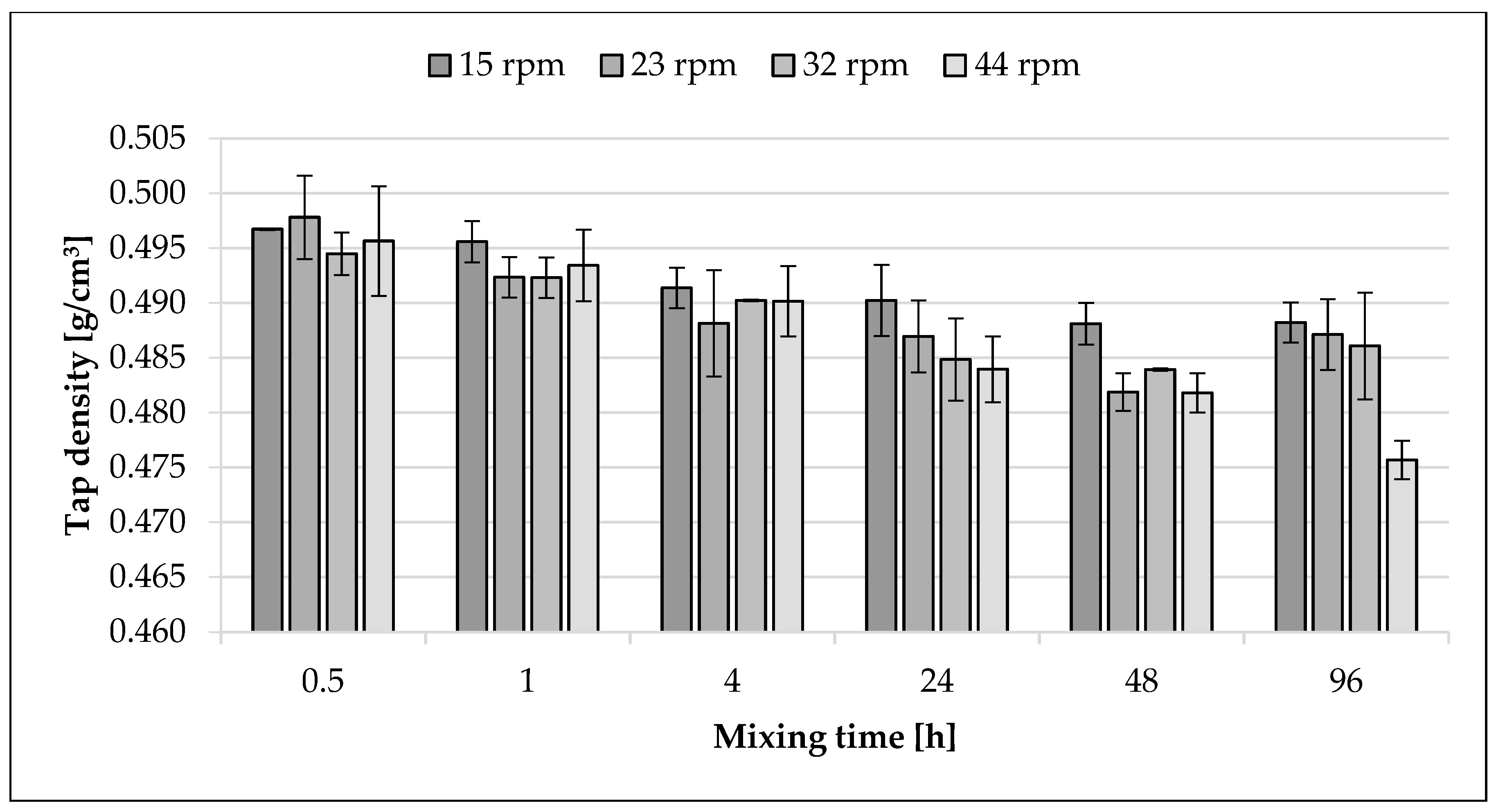
3.3. Influence on the Powder Density
3.4. Discussion
3.5. Identification of Suitable Mixing Parameters
4. Conclusions and Outlook
- A tumbling mixer for gentle mixing of a selected polyamide 12 sintering material was identified;
- The sphericity and aspect ratio increased with rising mixing energy by up to 1%. The mixing intensity had the stronger influence on the form factors than the mixing duration. Low mixing energies did not lead to any measurable change in the form factors;
- The particle size increased with rising mixing energy due to the formation of agglomerates, while the fine particle fraction decreased. In particular, mixing durations of 48 h and upwards resulted in an increased particle size of up to 4%. Low mixing durations did not measurably influence the particle size;
- The powder density decreased primarily with increasing mixing time. Here, the bulk density was more strongly influenced than the tap density. Starting from a mixing duration of 4 h and a mixing intensity of 44 rpm, there was a change in the powder density that lies outside the standard deviation of the reference material. For mixing durations of more than 48 h, the mixing intensity also had an influence. The powder density was influenced by growing particle agglomerates and deformations;
- A maximum mixing time of 1 h and a maximum mixing intensity of 15 rpm are considered to be suitable for the mixing of polyamide 12 sintering material. The mixing parameters caused a decrease of the bulk and tap density of maximum 1.5% and an increase of the particle size characteristics of maximum 2%. The form factors were influenced by less than 1%;
- The mixing time of 1 h and the mixing intensity of 15 rpm ensured that the powders were mixed homogeneously and gently.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Seppala, J.E.; Kotula, A.P.; Snyder, C.R. Polymer-Based Additive Manufacturing: Recent Developments; American Chemical Society: Washington, DC, USA, 2019; ISBN 9780841234260. [Google Scholar]
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping and Direct Digital Manufacturing, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2015; ISBN 978-1-4939-2112-6. [Google Scholar]
- Celik, E. Additive Manufacturing; De Gruyter: Berlin, Germany, 2020; ISBN 9781501518782. [Google Scholar]
- Choren, J.; Gervasi, V.; Herman, T.; Kamara, S.; Mitchell, J. SLS powder life study. In Proceedings of the 2001 Solid Freeform Fabrication Symposium, Austin, TX, USA, 6–8 August 2001; pp. 39–45. [Google Scholar]
- Dahlmann, R.; Haberstroh, E.; Menges, G. Menges Werkstoffkunde Kunststoffe, Vollständig Neu Bearbeitete Auflage, 7th ed.; Hanser: Munich, Germany, 2022; ISBN 978-3-446-45801-7. [Google Scholar]
- DIN 50035:2012-09; Begriffe auf dem Gebiet der Alterung von Materialien—Polymere Werkstoffe. Beuth Verlag GmbH: Berlin, Germany, 2012.
- Dotchev, K.; Yusoff, W. Recycling of polyamide 12 based powders in the laser sintering process. Rapid Prototyp. J. 2009, 15, 192–203. [Google Scholar] [CrossRef]
- Drummer, D.; Harder, R.G.; Witt, G.; Wegner, A.; Wudy, K.; Drexler, M. Long-term Properties of Laser Sintered Parts of Polyamide 12—Influence of Storage Time and Temperature on the Aging Behavior. Int. J. Recent Contrib. Eng. Sci. IT 2015, 3, 20. [Google Scholar] [CrossRef]
- Kuehnlein, F.; Drummer, D.; Rietzel, D.; Seefried, A. Degradation behavior and material properties of PA 12 plastic powders processed by powder based additive manufacturing technologies. In Annals of DAAAM for 2010 & Proceedings of the 21st International DAAAM Symposium; DAAAM International Vienna: Vienna, Austria, 2010; Volume 21, pp. 1–2. [Google Scholar]
- Huber, W. Industrie 4.0 Kompakt—Wie Technologien unsere Wirtschaft und unsere Unternehmen Verändern: Transformation und Veränderung des Gesamten Unternehmens; Springer: Berlin/Heidelberg, Germany, 2018; ISBN 978-3-658-20798-4. [Google Scholar]
- Schmid, M. Selektives Lasersintern (SLS) mit Kunststoffen: Technologie, Prozesse und Werkstoffe; Hanser: München, Germany, 2015; ISBN 978-3-446-44562-8. [Google Scholar]
- Schmid, M.; Amado, A.; Wegener, K. Polymer powders for selective laser sintering (SLS). In Proceedings of the PPS-30: The 30th International Conference of the Polymer Processing Society—Conference Papers, Cleveland, OH, USA, 6–12 June 2014; AIP Publishing LLC: Melville, NY, USA, 2015; p. 160009. [Google Scholar]
- Schmid, M.; Wegener, K. Additive Manufacturing: Polymers Applicable for Laser Sintering (LS). Procedia Eng. 2016, 149, 457–464. [Google Scholar] [CrossRef] [Green Version]
- Schulze, D. Pulver und Schüttgüter; Springer: Berlin/Heidelberg, Germany, 2019; ISBN 978-3-662-58775-1. [Google Scholar]
- Schatt, W.; Kieback, B.; Wieters, K.-P. (Eds.) Pulvermetallurgie: Technologien und Werkstoffe, Bearbeitete und Erweiterte Auflage, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2007; ISBN 978-3-540-23652-8. [Google Scholar]
- Masuda, H.; Higashitani, K.; Yoshida, H. Powder Technology: Fundamentals of Particles, Powder Beds, and Particle; CRC Press: Boca Raton, FL, USA, 2019; ISBN 9780367389802. [Google Scholar]
- Mys, N.; Verberckmoes, A.; Cardon, L. Expanding the material palette for Selective Laser Sintering: Two production techniques for spherical powders. In PMI 2018: 8th Bi-Annual International Conference on Polymers and Moulds Innovations; Pontes, A., Ed.; Institute of Polymers and Composites, University of Minho: Guimaraes, Portugal, 2018; p. 7. ISBN 9789892088099. [Google Scholar]
- Hirschberg, C.; Sun, C.C.; Risbo, J.; Rantanen, J. Effects of Water on Powder Flowability of Diverse Powders Assessed by Complimentary Techniques. J. Pharm. Sci. 2019, 108, 2613–2620. [Google Scholar] [CrossRef] [PubMed]
- Faqih, A.M.N.; Mehrotra, A.; Hammond, S.V.; Muzzio, F.J. Effect of moisture and magnesium stearate concentration on flow properties of cohesive granular materials. Int. J. Pharm. 2007, 336, 338–345. [Google Scholar] [CrossRef] [PubMed]
- VDI 3405-Blatt 1: Additive Fertigungsverfahren-Rapid Manufacturing-Laser-Sintern von Kunststoffbauteilen-Güteüberwachung; Beuth Verlag GmbH: Berlin, Germany, 2012.
- Heugel, M.; Shellabear, M.; Pawliczek, S.; Maier, H. Method and System for Recycling Remaining Powder of an Equipment for Generatively Manufacturing Three-Dimensional Objects. U.S. Patent Application No.12/657,426, 5 August 2010. [Google Scholar]
- Breuninger, J.; Becker, R.; Wolf, A.; Rommel, S.; Verl, A. Generative Fertigung mit Kunststoffen: Konzeption und Konstruktion für Selektives Lasersintern; Springer: Berlin/Heidelberg, Germany, 2013; ISBN 978-3-642-24324-0. [Google Scholar]
- Gebhardt, A. Additive Fertigungsverfahren: Additive Manufacturing und 3D-Drucken für Prototyping-Tooling-Produktion, neu Bearbeitete und Erweiterte Auflage, 5th ed.; Hanser: München, Germany, 2016; ISBN 978-3-446-44401-0. [Google Scholar]
- Josupeit, S.; Lohn, J.; Hermann, E.; Gessler, M.; Tenbrink, S.; Schmid, H.-J. Material Properties of Laser Sintered Polyamide 12 as Function of Build Cycles Using Low Refresh Rates. In Proceedings of the 26th Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 10–12 August 2015; pp. 540–549. [Google Scholar]
- Wegner, A.; Mielicki, C.; Grimm, T.; Gronhoff, B.; Witt, G.; Wortberg, J. Determination of Robust Material Qualities and Processing Conditions for Laser Sintering of Polyamide 12. Polym. Eng. Sci. 2014, 54, 1540–1554. [Google Scholar] [CrossRef]
- Wegner, A.; Witt, G. Betrachtung zur Pulvernutzungsdauer beim Laser-Sintern und Einfluss der Prozessführung auf die Entstehung von Ausschussbauteilen. In RTejournal-Forum für Rapid Technologie; Aachen University of Applied Sciences: Aachen, Germany, 2012. [Google Scholar]
- Pham, D.; Dotchev, K.; Yusoff, W. Deterioration of polyamide powder properties in the laser sintering process. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2008, 222, 2163–2176. [Google Scholar] [CrossRef]
- Rüsenberg, S.; Weiffen, R.; Knoop, F.C.; Schmid, H.-J.; de Gessler, M.; Pfisterer, H. Controlling the Quality of Laser Sintered Parts Along the Process Chain. In Proceedings of the 2012 23rd International Solid Freeform Fabrication Symposium (SFF 2012), Austin, TX, USA, 6–8 August 2012; pp. 1024–1044. [Google Scholar]
- Kühnlein, F.; Drummer, D.; Wudy, K.; Drexler, M. Alterungsmechanismen der Kunststoffpulvern bei der Verarbeitung und deren Einfluss auf prozessrelevante Materialeigenschaften. Ind. Des Sonderforschungsbereichs 2012, 814, 49–66. [Google Scholar]
- Drummer, D.; Kühnlein, F.; Rietzel, D.; Hülder, G. Untersuchung der Materialalterung bei pulverbasierten Schichtbauverfahren. In RTejournal-Forum für Rapid Technologie; Aachen University of Applied Sciences: Aachen, Germany, 2010. [Google Scholar]
- Gornet, T. Materials and process control for rapid manufacture. In Rapid Manufacturing: An Industrial Revolution for the Digital Age; John Wiley & Sons: Chichester, UK, 2006; pp. 125–146. [Google Scholar]
- Gornet, T.J.; Davis, K.R.; Starr, T.L.; Mulloy, K.M. Characterization of Selective Laser Sintering™ Materials to Determine Process Stability. In Proceedings of the 2002 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 5–7 August 2002; pp. 546–553. [Google Scholar]
- Drummer, D.; Wudy, K.; Drexler, M. Influence of energy input on degradation behavior of plastic components manufactured by selective laser melting. Phys. Procedia 2014, 56, 176–183. [Google Scholar] [CrossRef] [Green Version]
- Pham, D.; Dotchev, K.; Yusoff, W. Improvement of part surface finishing in laser sintering by experimental design optimisation (DOE). In Proceedings of the Third Virtual International Conference on Innovative Production Machines and Systems (IPROMS 2007), 2–13 July 2007. [Google Scholar]
- Bauman, I.; Ćurić, D.; Boban, M. Mixing of solids in different mixing devices. Sadhana 2008, 33, 721–731. [Google Scholar] [CrossRef] [Green Version]
- Mwania, F.M.; Maringa, M.; van der Walt, K. Mixing and Reuse of Polymer Laser Sintering Powders to Ensure Homogeneity—A Review. Int. J. Eng. Res. Technol. 2020, 13, 3335. [Google Scholar] [CrossRef]
- Deveswaran, R.; Bharath, S.; Basavaraj, B.V.; Abraham, S.; Furtado, S.; Madhavan, V. Concepts and techniques of pharmaceutical powder mixing process: A current update. Res. J. Pharm. Technol. 2009, 2, 245–249. [Google Scholar]
- Stieß, M. Mechanische Verfahrenstechnik-Partikeltechnologie 1; Springer: Berlin/Heidelberg, Germany, 2009; ISBN 978-3-540-32551-2. [Google Scholar]
- Sommer, K. Mechanismen des Pulvermischens. Chem. Ing. Tech. 1977, 49, 305–311. [Google Scholar] [CrossRef]
- Weinekötter, R.; Gericke, H. Mischen von Feststoffen: Prinzipien, Verfahren, Mischer; Springer: Berlin/Heidelberg, Germany, 1995; ISBN 978-3-540-58567-1. [Google Scholar]
- Bhoite, K.; Kakandikar, G.M.; Nandedkar, V.M. Schatz Mechanism with 3D-Motion Mixer—A Review. Mater. Today Proc. 2015, 2, 1700–1706. [Google Scholar] [CrossRef]
- Weber, S. Untersuchungen zum Einfluss der Mischintensität auf die Potenz nanostrukturierter Fließregulierungsmittel. Ph.D. Thesis, Julius-Maximilians-Universität Würzburg, Würzburg, Germany, 2009. [Google Scholar]
- Blümel, C. Charakterisierung der Trockenen Beschichtung zur Herstellung von maßgeschneiderten Kompositpartikeln; Universität Erlangen-Nürnberg: Erlangen, Germany, 2015; ISBN 978-3-8439-2120-6. [Google Scholar]
- Fahr, A.; Voigt, R. Voigt Pharmazeutische Technologie: Für Studium und Beruf, 12th ed.; Deutscher Apotheker-Verlag: Stuttgart, Germany, 2015; ISBN 978-3-7692-6194-3. [Google Scholar]
- Hogg, R. Mixing and Segregation in Powders: Evaluation, Mechanisms and Processes. KONA 2009, 27, 3–17. [Google Scholar] [CrossRef] [Green Version]
- Poux, M.; Fayolle, P.; Bertrand, J.; Bridoux, D.; Bousquet, J. Powder mixing: Some practical rules applied to agitated systems. Powder Technol. 1991, 68, 213–234. [Google Scholar] [CrossRef]
- Mayer-Laigle, C.; Gatumel, C.; Berthiaux, H. Mixing dynamics for easy flowing powders in a lab scale Turbula ® mixer. Chem. Eng. Res. Des. 2015, 95, 248–261. [Google Scholar] [CrossRef] [Green Version]
- Ferraris, C.F. Concrete Mixing Methods and Concrete Mixers: State of the Art. J. Res. Natl. Inst. Stand. Technol. 2001, 106, 391–399. [Google Scholar] [CrossRef]
- Shad, A.; Stache, R.; Rütjes, A. Effects of fumed silica flow aids on flowability and packing of metal powders used in Binder-Jetting additive manufacturing process. Mater. Des. 2021, 212, 110253. [Google Scholar] [CrossRef]
- Musha, H.; Chandratilleke, G.R.; Chan, S.L.I.; Bridgwater, J.; Yu, A.B. Effects of size and density differences on mixing of binary mixtures of particles. In Powders and Grains 2013, Proceedings of the 7th International Conference on Micromechanics of Granular Media, Sydney, Australia, 8–12 July 2013; American Institute of Physics: College Park, MD, USA; pp. 739–742.
- Fiedler, L.; Androsch, R.; Mileva, D.; Radusch, H.J.; Wutzler, A.; Gerken, J. Experimentelle Simulation der physikalischen Alterung von Lasersinterpulvern. Z. Kunstst. 2010, 6, 19–32. [Google Scholar]
- Wudy, K.; Drummer, D.; Kühnlein, F.; Drexler, M. Influence of degradation behavior of polyamide 12 powders in laser sintering process on produced parts. In PPS-29, Proceedings of the The 29th International Conference of the Polymer Processing Society-Conference Papers, Nuremberg, Germany, 15–19 July 2013; American Institute of Physics: College Park, MD, USA, 2014; pp. 691–695. [Google Scholar]
- Dadbakhsh, S.; Verbelen, L.; Verkinderen, O.; Strobbe, D.; van Puyvelde, P.; Kruth, J.-P. Effect of PA12 powder reuse on coalescence behaviour and microstructure of SLS parts. Eur. Polym. J. 2017, 92, 250–262. [Google Scholar] [CrossRef]
- Amado, A.; Schmid, M.; Levy, G.; Wegener, K. Advances in SLS powder characterization. In Proceedings of the 22nd Annual International Solid Freeform Fabrication Symposium-An Additive Manufacturing Conference, SFF 2011, Austin, TX, USA, 8–10 August 2011. [Google Scholar]
- Goodridge, R.D.; Tuck, C.J.; Hague, R. Laser sintering of polyamides and other polymers. Prog. Mater. Sci. 2012, 57, 229–267. [Google Scholar] [CrossRef]
- Jonat, S.; Hasenzahl, S.; Drechsler, M.; Albers, P.; Wagner, K.; Schmidt, P. Investigation of compacted hydrophilic and hydrophobic colloidal silicon dioxides as glidants for pharmaceutical excipients. Powder Technol. 2004, 141, 31–43. [Google Scholar] [CrossRef]
- Carr, J.F.; Walker, D.M. An annular shear cell for granular materials. Powder Technol. 1968, 1, 369–373. [Google Scholar] [CrossRef]
- Carr, R.L., Jr. Evaluating flow properties of solids. Chem. Eng. 1965, 18, 163–168. [Google Scholar]
- Spierings, A.B.; Voegtlin, M.; Bauer, T.; Wegener, K. Powder flowability characterisation methodology for powder-bed-based metal additive manufacturing. Prog. Addit. Manuf. 2016, 1, 9–20. [Google Scholar] [CrossRef] [Green Version]
- Mullarney, M.P.; Beach, L.E.; Davé, R.N.; Langdon, B.A.; Polizzi, M.; Blackwood, D.O. Applying dry powder coatings to pharmaceutical powders using a comil for improving powder flow and bulk density. Powder Technol. 2011, 212, 397–402. [Google Scholar] [CrossRef]
- Abdullah, E.C.; Geldart, D. The use of bulk density measurements as flowability indicators. Powder Technol. 1999, 102, 151–165. [Google Scholar] [CrossRef]
- Zhou, Q.; Qu, L.; Larson, I.; Stewart, P.J.; Morton, D.A. Effect of mechanical dry particle coating on the improvement of powder flowability for lactose monohydrate: A model cohesive pharmaceutical powder. Powder Technol. 2011, 207, 414–421. [Google Scholar] [CrossRef]
- DIN EN ISO 60:2000-01; Kunststoffe_-Bestimmung der scheinbaren Dichte von Formmassen, die durch einen genormten Trichter abfließen können (Schüttdichte) (ISO_60:1977). Deutsche Fassung EN_ISO_60:1999; Beuth Verlag GmbH: Berlin, Germany, 2000.
- DIN EN ISO 787-11:1995-10; Allgemeine Prüfverfahren für Pigmente und Füllstoffe_- Teil_11: Bestimmung des Stampfvolumens und der Stampfdichte (ISO_787-11:1981). Deutsche Fassung EN_ISO_787-11:1995; Beuth Verlag GmbH: Berlin, Germany, 1995.
- ISO 13322-2:2021-12; Particle Size Analysis-Image Analysis Methods-Part 2: Dynamic Image Analysis Methods. International Organization of Standardization: Vernier, Geneva, Switzerland, 2021.
- Wadell, H. Volume, Shape, and Roundness of Quartz Particles. J. Geol. 1935, 43, 250–280. [Google Scholar] [CrossRef]
- Frick, A.; Stern, C. Einführung in die Kunststoffprüfung: Prüfmethoden und Anwendungen; Hanser: München, Germany, 2017; ISBN 978-3-446-44351-8. [Google Scholar]
- Seul, T. Ansätze zur Werkstoffoptimierung beim Laserintern durch Charakterisierung und Modifizierung grenzflächenenergetischer Phänomene: Approach for optimizing material for lasersintering by means of characterisation and modification interfacial-energy-phenomenon. Ph.D. Thesis, RWTH Aachen, Aachen, Germany, 2004. [Google Scholar]
- Rietzel, D. Werkstoffverhalten und Prozessanalyse beim Laser-Sintern von Thermoplasten. Ph.D. Thesis, Friedrich-Alexander-Universität Erlangen-Nürnberg, Erlangen-Nürnberg, Germany, 2011. [Google Scholar]
- Forsyth, A.; Hutton, S.; Rhodes, M. Effect of cohesive interparticle force on the flow characteristics of granular material. Powder Technol. 2002, 126, 150–154. [Google Scholar] [CrossRef]
- Hesse, N.; Dechet, M.A.; Bonilla, J.S.G.; Lübbert, C.; Roth, S.; Bück, A.; Schmidt, J.; Peukert, W. Analysis of tribo-charging during powder spreading in Selective Laser Sintering: Assessment of polyamide 12 powder ageing effects on charging behavior. Polymers 2019, 11, 609. [Google Scholar] [CrossRef] [PubMed]
- Schmidt, J.; Dechet, M.A.; Gómez Bonilla, J.S.; Hesse, N.; Bück, A.; Peukert, W. Characterization of polymer powders for selective laser sintering. In Proceedings of the 2019 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 12–14 August 2019; pp. 779–789. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Attribute | Average | Standard Deviation |
|---|---|---|
| Bulk density | 0.3906 g/cm3 | 0.0030 g/cm3 |
| Tap density | 0.5033 g/cm3 | 0.0033 g/cm3 |
| D10 | 28.20 µm | - |
| D50 | 66.30 µm | - |
| D90 | 100.00 µm | - |
| Sphericity | 0.838 | - |
| Aspect ratio | 0.710 | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Eggers, T.; Rackl, H.; von Lacroix, F. Investigation of the Influence of the Mixing Process on the Powder Characteristics for Cyclic Reuse in Selective Laser Sintering. Powders 2023, 2, 32-46. https://doi.org/10.3390/powders2010003
Eggers T, Rackl H, von Lacroix F. Investigation of the Influence of the Mixing Process on the Powder Characteristics for Cyclic Reuse in Selective Laser Sintering. Powders. 2023; 2(1):32-46. https://doi.org/10.3390/powders2010003
Chicago/Turabian StyleEggers, Tom, Hendrik Rackl, and Frank von Lacroix. 2023. "Investigation of the Influence of the Mixing Process on the Powder Characteristics for Cyclic Reuse in Selective Laser Sintering" Powders 2, no. 1: 32-46. https://doi.org/10.3390/powders2010003