
Efficient Performance of the Methane-Carbon Dioxide Reform Process in a Fluidized Bed Reactor

Abstract
:1. Introduction
2. Experimental
2.1. Catalyst Preparation
2.2. Processing Evaluation
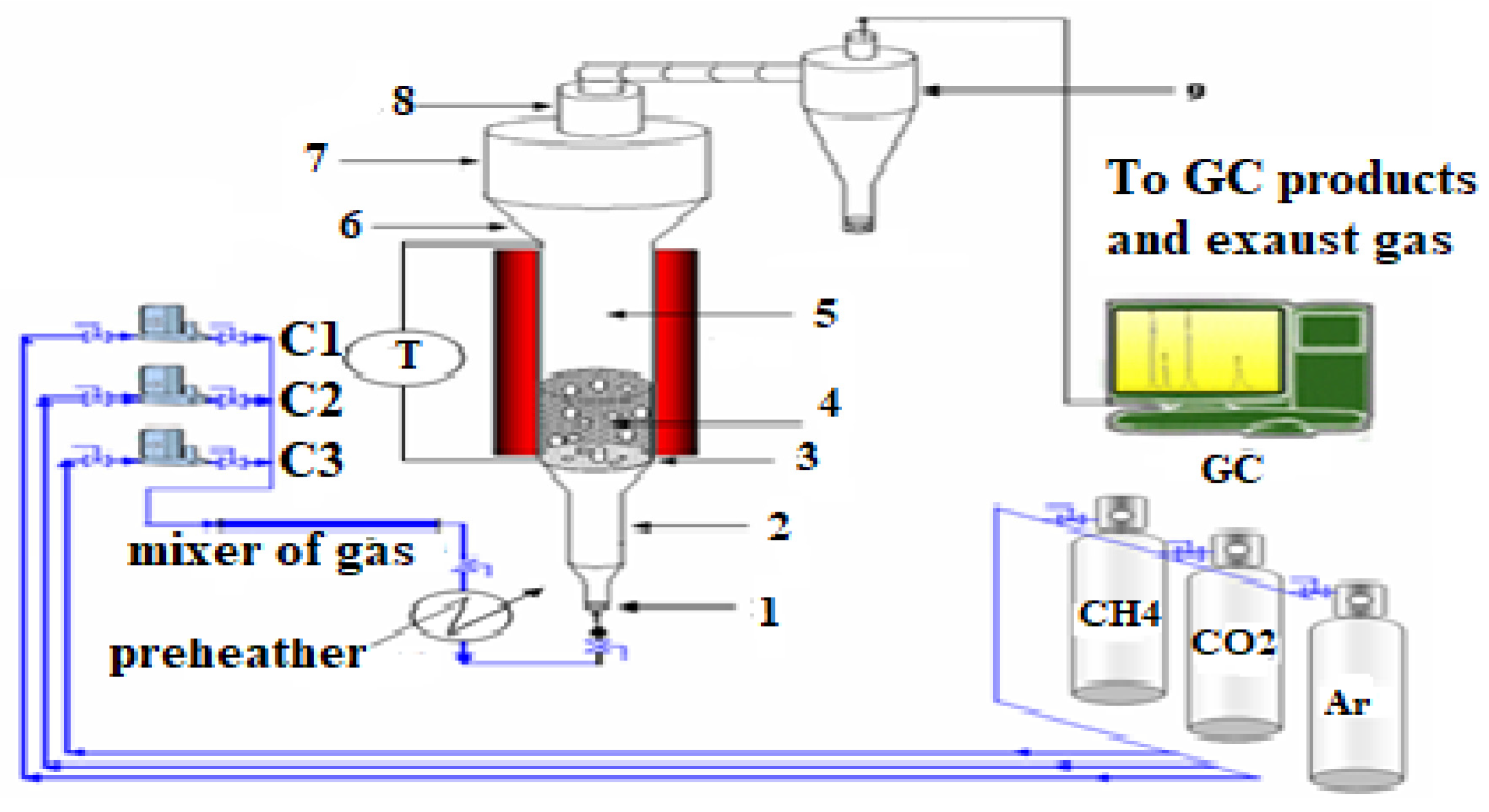
2.3. Description and Characteristics of the Fluidized Bed Unit
3. Mathematical Modeling
- -
- For the bubble phase:
- -
- For the emulsion phase:where are the concentrations of the components at each phase, and consumption and production reaction terms ) are included as negative and positive, respectively. The corresponding boundary conditions are:
4. Results and Discussion
4.1. Catalyst Formulation
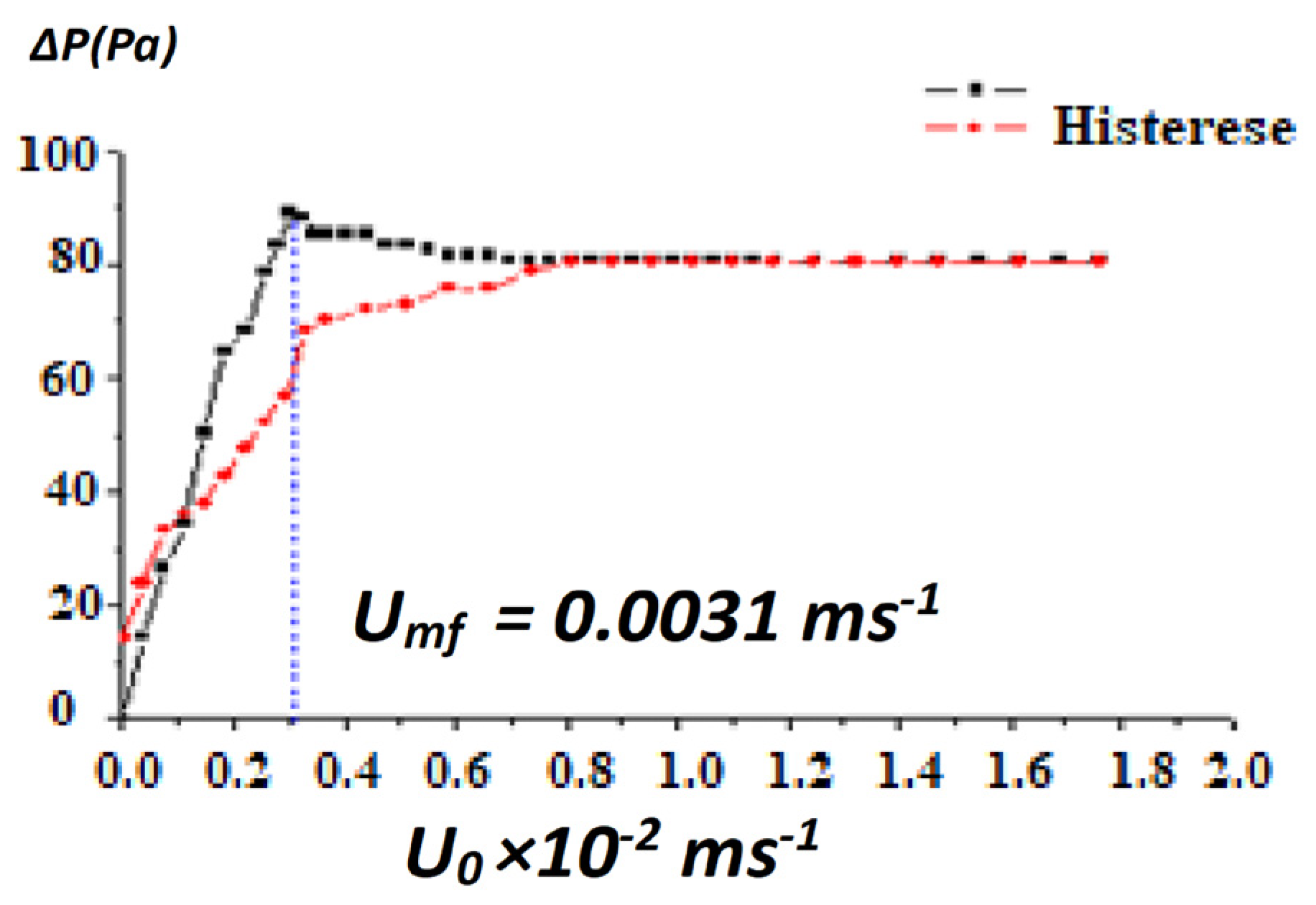
4.2. Preliminary Physical Evaluations
4.3. Process Evaluation

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reaction Step | Reaction Rate |
|---|---|
| (I) , k1/methane cracking | |
| (II) , k2/rWGS (III) , k3/Boudouard reverse |
Kad = 8.23 × 10−5 m3 mol−1, Keq2 = 0.62
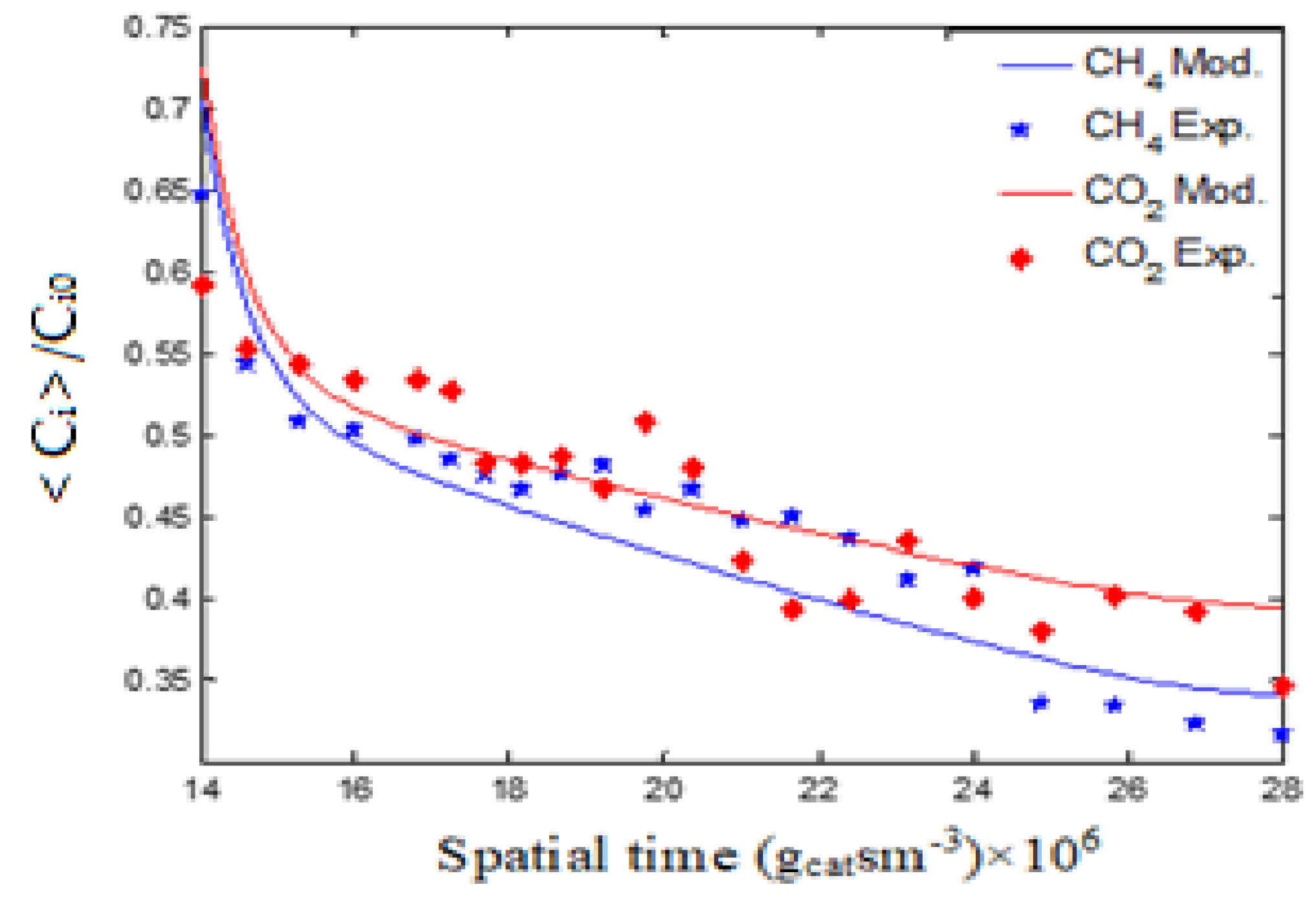
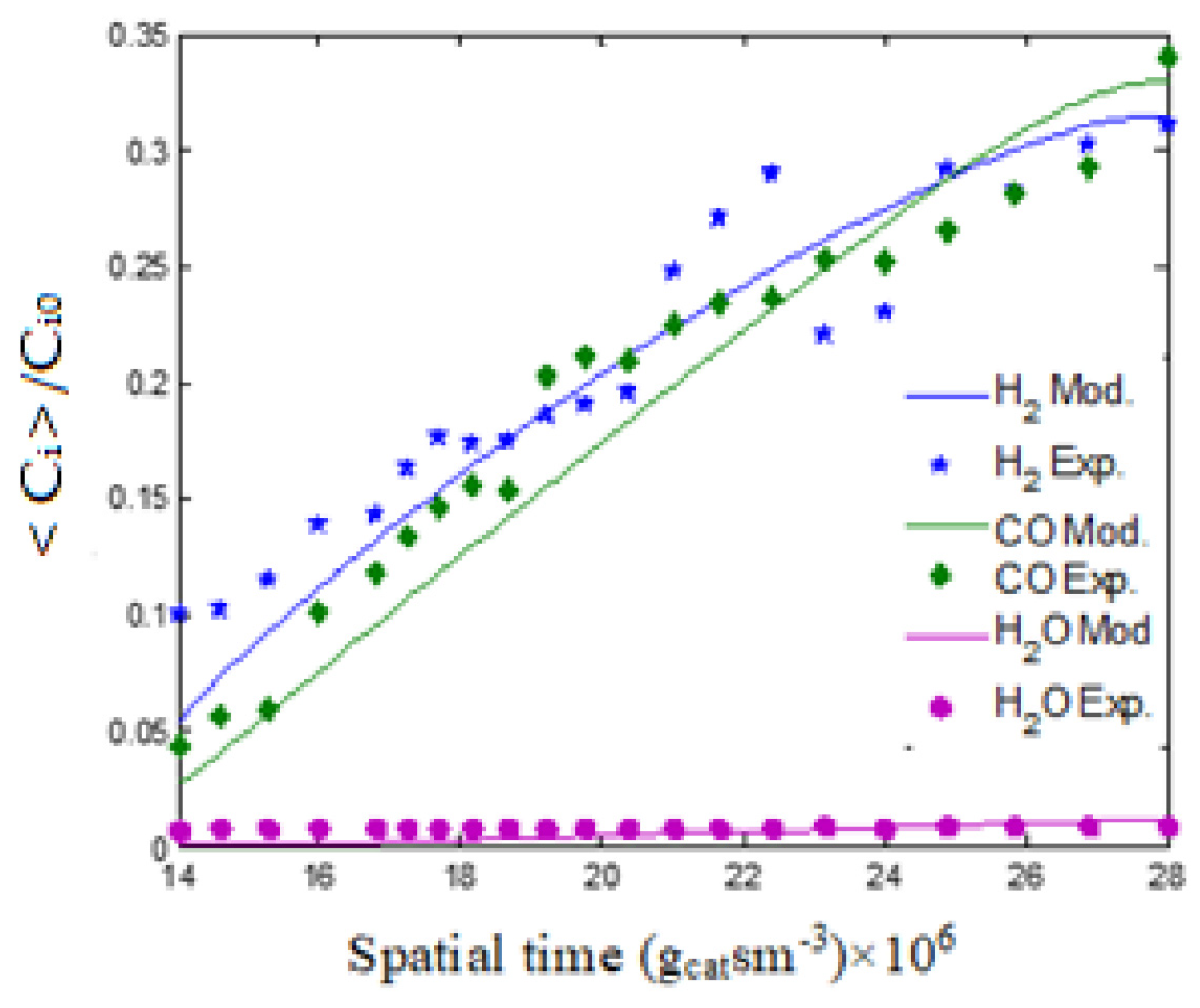
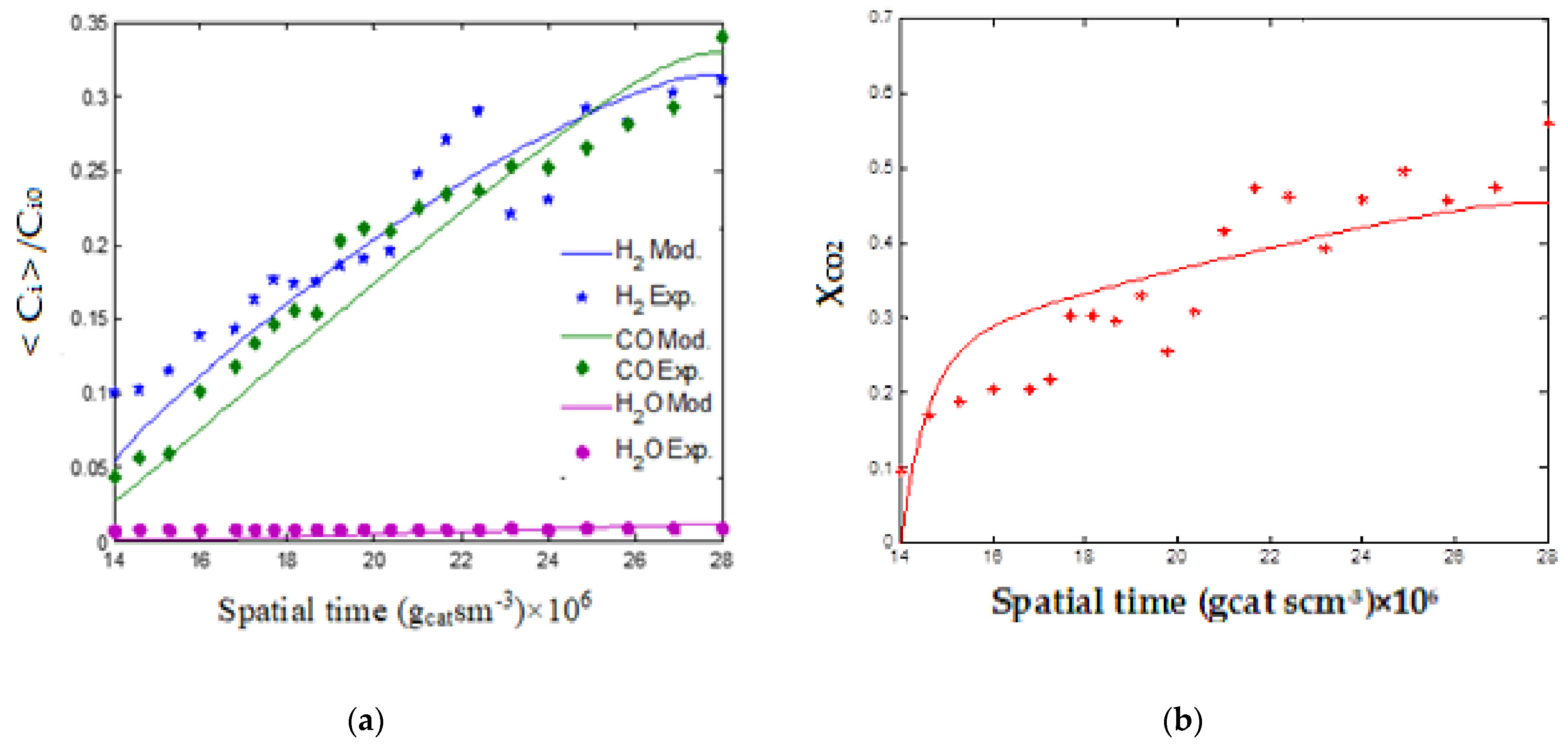
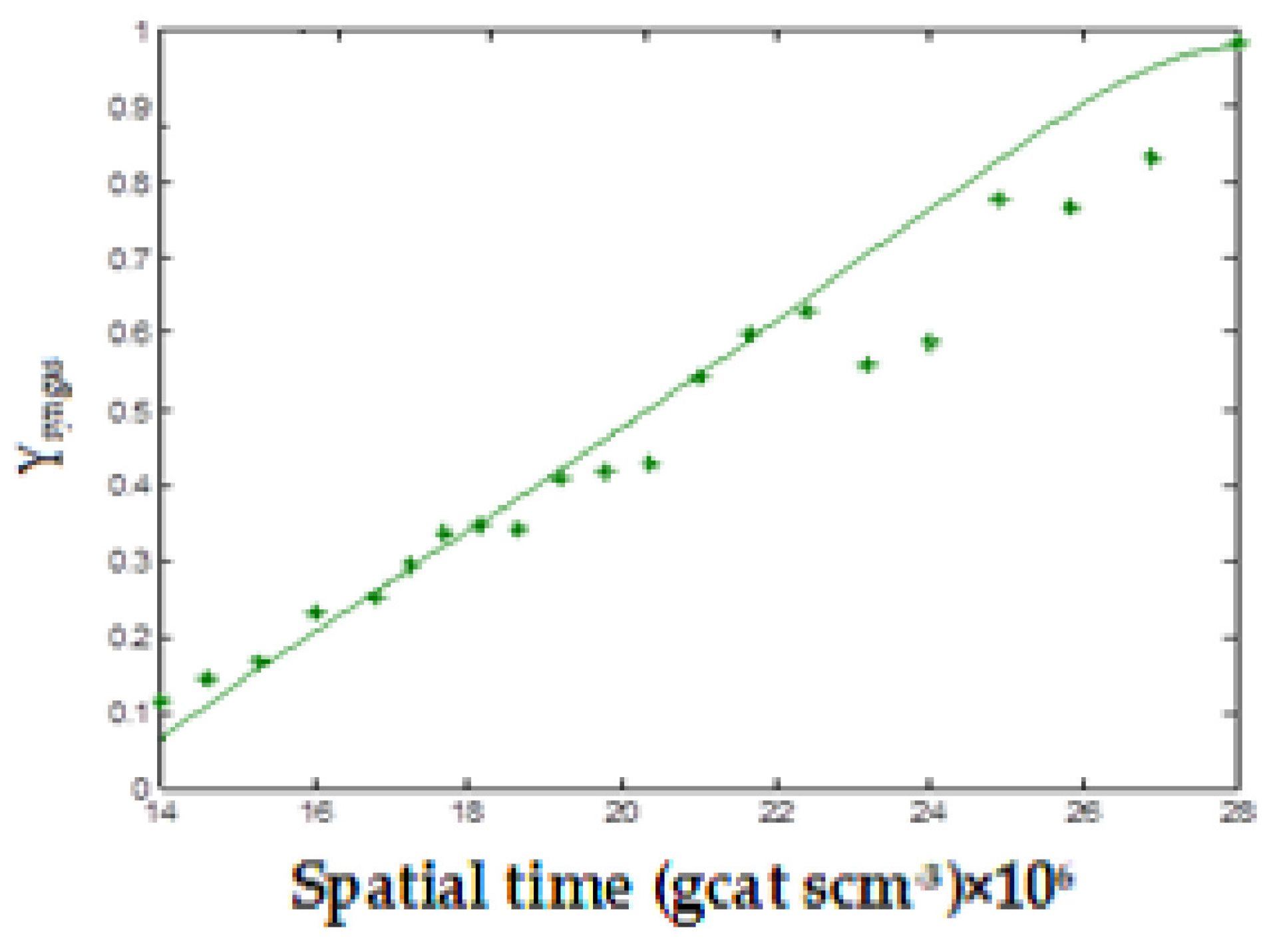
4.4. Experimental Evaluation and Validation
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Bradford, M.C.J.; Vannice, M.A. CO2Reforming of CH4. Catal. Rev. 1999, 41, 1–42. [Google Scholar] [CrossRef]
- Knoelchemann, A.; Sales, D.C.S.; Silva, M.A.M.; Abreu, C.A.M. Performance of Alternative Methane Reforms Based on Experimental Kinetic Evaluation and Simulation in a Fixed Bed Reactor. Processes 2021, 9, 1479. [Google Scholar] [CrossRef]
- de Queiroz, G.A.; de Menezes Barbosa, C.M.B.; Pimentel, C.A.; de Abreu, C.A.M. Performance of the water gas shift process with a ruthenium catalyst for hydrogen production in a membrane reactor. React. Kinet. Mech. Catal. 2017, 1, 102–114. [Google Scholar] [CrossRef]
- Silva, J.D.; de Abreu, C.A.M. Modelling and simulation in conventional fixed-bed and fixed-bed membrane reactors for the steam reforming of methane. Int. J. Hydrog. Energy 2016, 4I, 1660–1674. [Google Scholar] [CrossRef]
- Zambrano, D.; Soler, J.; Herguido, J.; Menéndez, M. Conventional and improved fluidized bed reactors for dry reforming of methane: Mathematical models. Chem. Eng. J. 2020, 393, 124775. [Google Scholar] [CrossRef]
- Jones, G.; Jakobsen, J.G.; Shim, S.S.; Kleis, J.; Andersson, M.; Rossmeisl, J.; Abild-Pedersen, F.; Bligaard, T.; Helveg, S.; Hinnemann, B. First principles calculations and experimental insight into methane steam reforming over transition metal catalysts. J. Catal. 2008, 259, 147–160. [Google Scholar] [CrossRef]
- Rostrupnielsen, J.R.; Hansen, J.H.B. CO2-Reforming of Methane over Transition Metals. J. Catal. 1993, 144, 38–49. [Google Scholar] [CrossRef]
- Deemter, J.J.; Laan, E.T. Momentum and energy balances for dispersed two-phase flow. Flow, Turbul. Combust. 1961, 10, 102–108. [Google Scholar] [CrossRef]
- Steynberg, A.; Dry, M. Fischer-Tropsch Technology: Studies in Surface Science and Catalysis; Elsevier: New York, NY, USA, 2004; Volume 152. [Google Scholar]
- Ugarte, P.; Duran, P.; Lasobras, J.; Soler, J.; Menendez, M.; Herguido, J. Dry reforming of biogas in fluidized bed: Process intensification. Int. J. Hydrog. Energy 2017, 42, 13589–13597. [Google Scholar] [CrossRef] [Green Version]
- Tomishige, K.; Matsuo, Y.; Yoshinaga, Y.; Sekine, Y.; Asadullah, M.; Fujimoto, K. Comparative study between fluidized bed and fixed bed reactors in methane reforming combined with methane combustion for the internal heat supply under pressurized condition. Appl. Catal. A Gen. 2002, 223, 225–238. [Google Scholar] [CrossRef]
- Kunii, D.; Levenspiel, O. Fluidization Engineering; John Wiley & Sons: New York, NY, USA, 1991. [Google Scholar]
- Kunii, D.; Levenspiel, O. Fluidized reactors models. 1. For bubbling beds of fine, intermediate and larges paticles. 2. For the lean phase: Freboard and fast fluidization. Ind. Eng. Chem. Res. 1990, 29, 1226–1234. [Google Scholar] [CrossRef]
- Abreu, C.A.M.; Santos, D.A.; Pacífico, J.A.; Filho, N.M.L. Kinetic Evaluation of Methane−Carbon Dioxide Reforming Process Based on the Reaction Steps. Ind. Eng. Chem. Res. 2008, 47, 4617–4622. [Google Scholar] [CrossRef]
- Villermaux, J. Génie de la Reaction Chimique: Conception et Fonctionement des Reactors; Technique et Documentation—Lavoisier: Paris, France, 1982. [Google Scholar]
- Medrano, J.; Gallucci, F.; Boccia, F.; Alfano, N.; Annaland, M.V.S. Determination of the bubble-to-emulsion phase mass transfer coefficient in gas-solid fluidized beds using a non-invasive infra-red technique. Chem. Eng. J. 2017, 325, 404–414. [Google Scholar] [CrossRef]






Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pacífico, J.A.; Lima Filho, N.M.; de Abreu, C.A.M. Efficient Performance of the Methane-Carbon Dioxide Reform Process in a Fluidized Bed Reactor. Methane 2023, 2, 56-64. https://doi.org/10.3390/methane2010004
Pacífico JA, Lima Filho NM, de Abreu CAM. Efficient Performance of the Methane-Carbon Dioxide Reform Process in a Fluidized Bed Reactor. Methane. 2023; 2(1):56-64. https://doi.org/10.3390/methane2010004
Chicago/Turabian StylePacífico, José A., Nelson M. Lima Filho, and Cesar A. Moraes de Abreu. 2023. "Efficient Performance of the Methane-Carbon Dioxide Reform Process in a Fluidized Bed Reactor" Methane 2, no. 1: 56-64. https://doi.org/10.3390/methane2010004