
Fisher–Tropsch Synthesis for Conversion of Methane into Liquid Hydrocarbons through Gas-to-Liquids (GTL) Process: A Review
 ,
,  , and
, and
Abstract
:1. Introduction
- It is highly exothermic and generates steam and electricity using its excess heat.
- It minimizes the risks of global and domestic markets due to the diversity of NG processes. NG can be converted through GTL instead of liquefaction into LNG.
- It offers a great option to use oilfield-associated gas and offshore gas fields.
- The potential increase in the supply of diesel fuel demand to about 37 million (MM) barrels per day by 2035 compared to about 25 MM barrels per day in 2011 [2].
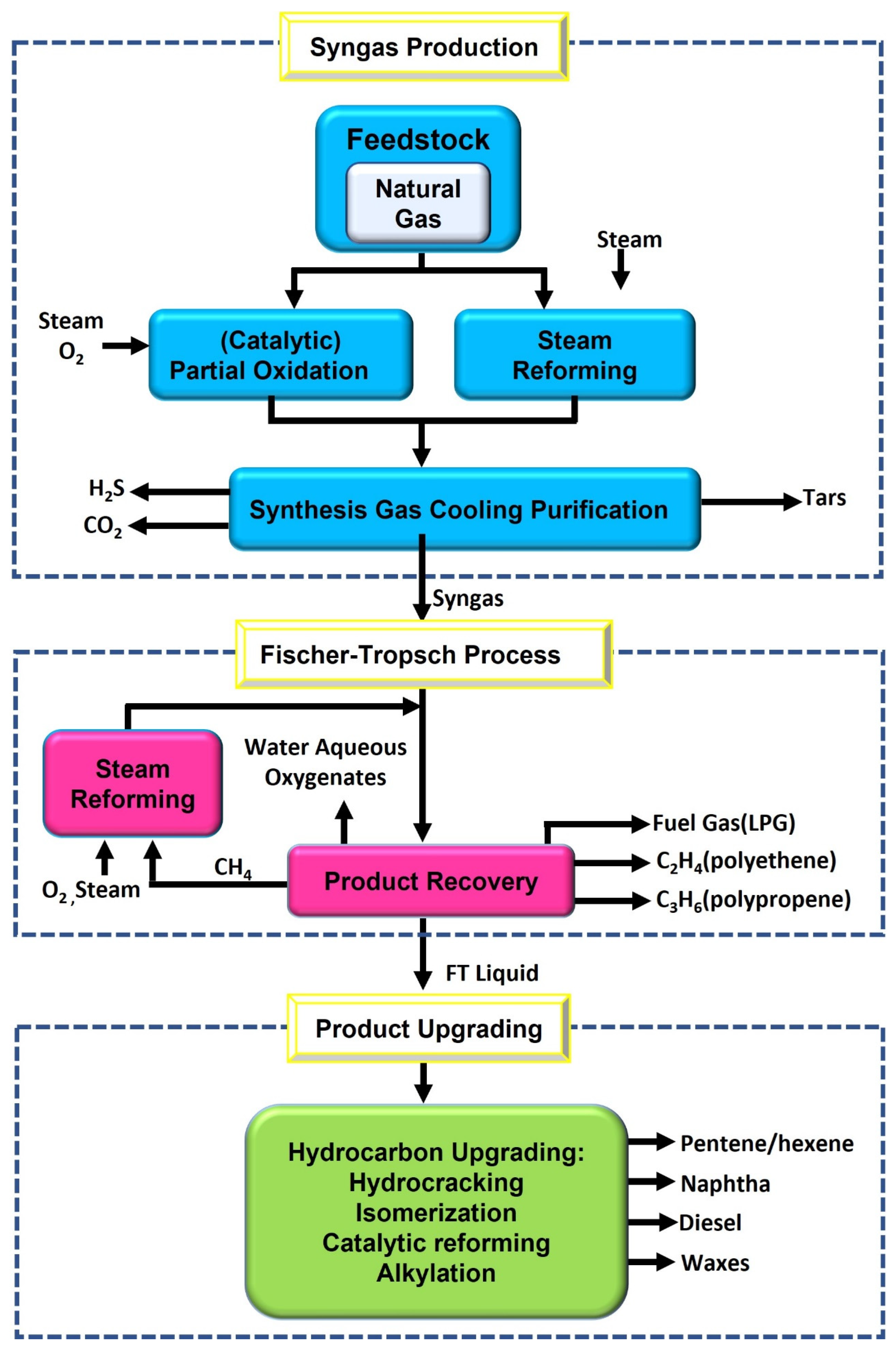
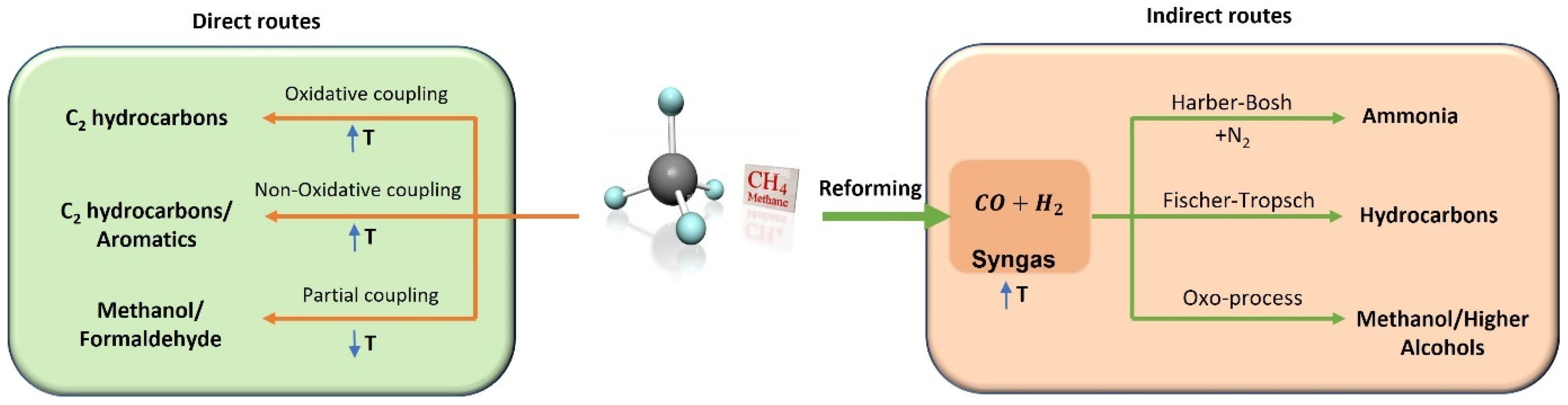
2. GTL Processes Steps
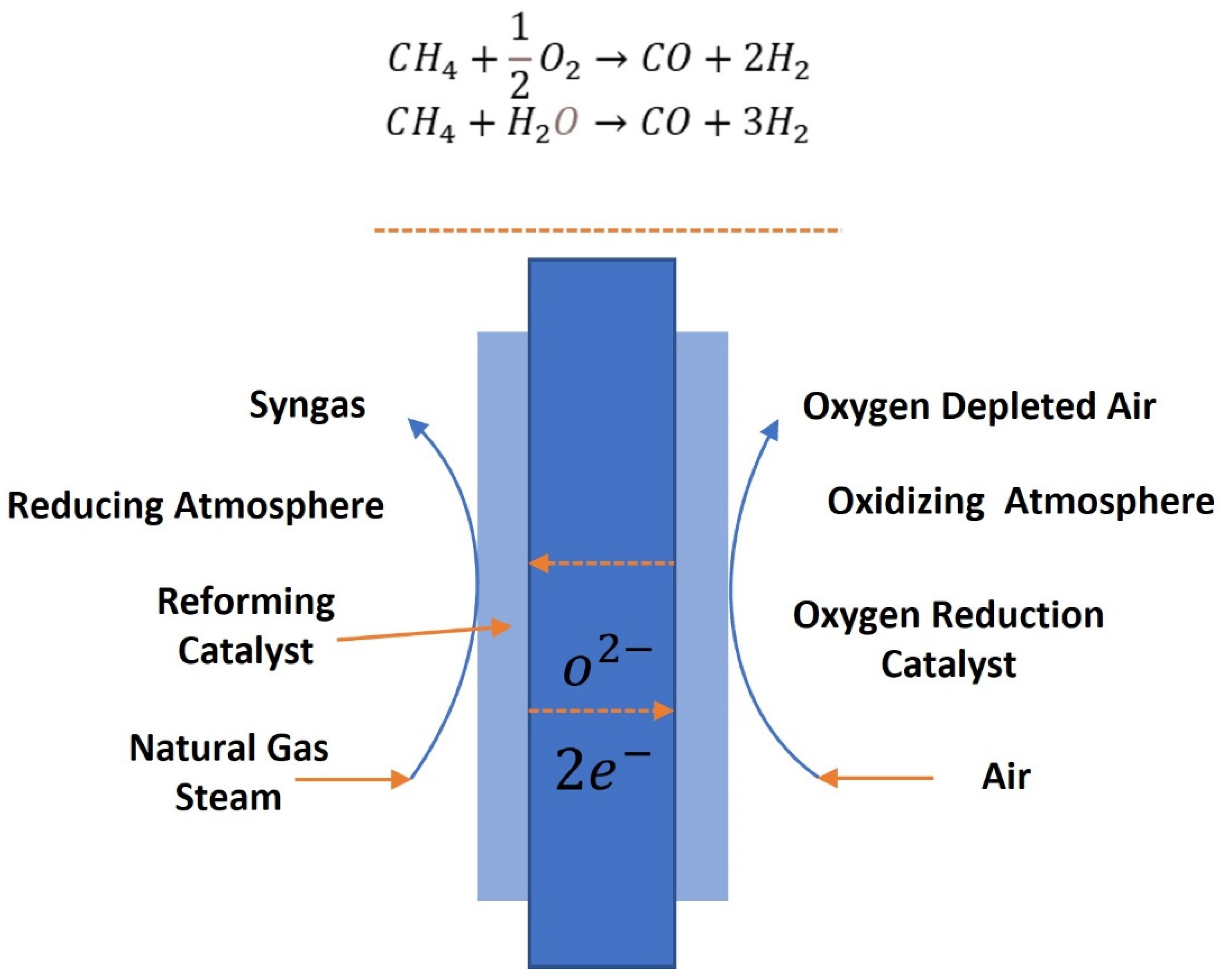
2.1. Synthesis Gas Production
2.2. Fischer–Tropsch Synthesis and Technologies
3. Catalysts of FTS
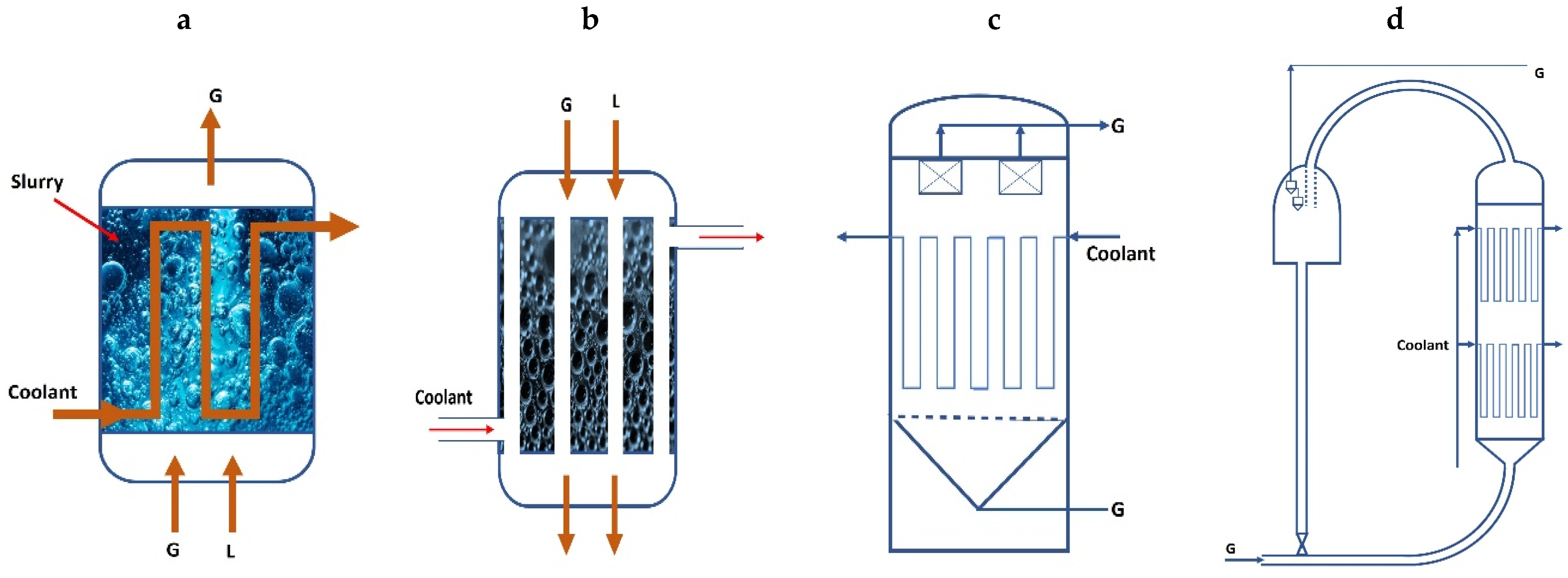
4. Fischer–Tropsch Reactors
- Fluidized bed and circulating fluidized bed reactor (Figure 4d,c, respectively): This type of reactor was reported to suffer from reduced catalyst lifetime due to carbon formation caused by high operating temperatures. In addition, such reactors are bulky and complex; thus, scale-up and control of such reactors are difficult. This type of technology can be found in a complex in south Africa by Sasolburg [93,95].
- Fixed bed tube and the multi-tubular reactor (Figure 4b): The latter is the most favorable type of this arrangement. The mode of operation, in this case, is once through, where medium pressure is used, and tubes containing the catalyst are placed in the shell side of the reactor (cooling medium-mostly water-side). This type of reactor was originally developed in Germany after World War II [92,96]. Multi-tubular fixed-bed reactors have the advantages of simple operation, ease of product separation from the catalysts, and a wider range of operating temperatures. The disadvantages of this arrangement are [94]: i- high capital investment; ii- mechanical difficulties in scale-up; iii- catalysts replacement is not possible during operation; and iv- high gas compression costs due to high-pressure drops (0.3–0.7 MPa).
- Slurry bubble column (Figure 4a): In this type of reactor, syngas is sparged through a slurry of recycled liquid product and catalyst particles. Scale-up of this type is accompanied by longer piloting times and hydrodynamics changes [92,97]. LTFT processes normally rely on slurry reactors because such processes promote the production of liquid wax that can be used as the suspension medium. Despite the advantage of excellent heat transfer to surrounding liquid medium of this type, the cost and difficulty in separating the catalyst from the reaction medium limit the application of slurry reactors on a commercial basis [92].
- Fixed-bed reactors can be cooled internally;
- Fixed-bed reactors can be cooled by liquid or gas recycle;
- Staged fixed-bed reactors can be cooled directly by a distributed feed of fresh synthesis gas.

5. Separation and Product Improvement
6. Fischer–Tropsch Industrial Processes
7. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| ASU | Air separation unit |
| ATR | Autothermal reforming |
| BASF | Baden Aniline and Soda Factory |
| BIOS | British Intelligence Objectives Subcommittee |
| CO2 | Carbon dioxide |
| CDR | Carbon dioxide reforming of methane |
| CH4 | Methane |
| CN | Cetane number |
| CO | Carbon monoxide |
| CPO | Catalytic partial oxidation of methane |
| DRM | Dry reforming of methane processes |
| FT | Fischer–Tropsch |
| FTS | Fischer–Tropsch synthesis |
| GTL | Gas-to-liquid technology |
| H2 | Hydrogen |
| HTFT | High temperature Fischer–Tropsch |
| LNG | Liquefied natural gas |
| LPG | Liquefied Petroleum Gas |
| LTFT | Low temperature Fischer–Tropsch |
| NG | Natural gas |
| POX | Partial oxidation process |
| SAS | Sasol’s advanced Synthol |
| SMDS | Shell middle distillate synthesis |
| SMR | Steam reforming |
| SR | Steam reforming |
| SSPD | Sasol slurry phase distillate |
| WGS | Water gas shift reaction |
References
- Ryi, S.-K.; Lee, S.-W.; Park, J.-W.; Oh, D.-K.; Park, J.-S.; Kim, S.S. Combined steam and CO2 reforming of methane using catalytic nickel membrane for gas to liquid (GTL) process. Catal. Today 2014, 236, 49–56. [Google Scholar] [CrossRef]
- Wood, D.A.; Nwaoha, C.; Towler, B.F. Gas-to-liquids (GTL): A review of an industry offering several routes for monetizing natural gas. J. Nat. Gas Sci. Eng. 2012, 9, 196–208. [Google Scholar] [CrossRef]
- Sousa-Aguiar, E.F.; Noronha, F.B.; Faro, J.A. The main catalytic challenges in GTL (gas-to-liquids) processes. Catal. Sci. Technol. 2011, 1, 698–713. [Google Scholar] [CrossRef]
- Kumar, J.C.R.; Majid, M.A. Renewable energy for sustainable development in India: Current status, future prospects, challenges, employment, and investment opportunities. Energy Sustain. Soc. 2020, 10, 2. [Google Scholar] [CrossRef]
- Sorrell, S. Reducing energy demand: A review of issues, challenges and approaches. Renew. Sustain. Energy Rev. 2015, 47, 74–82. [Google Scholar] [CrossRef] [Green Version]
- Bao, B.; El-Halwagi, M.M.; Elbashir, N.O. Simulation, integration, and economic analysis of gas-to-liquid processes. Fuel Process. Technol. 2010, 91, 703–713. [Google Scholar] [CrossRef] [Green Version]
- Dybkjær, I.; Aasberg-Petersen, K. Synthesis gas technology large-scale applications. Can. J. Chem. Eng. 2016, 94, 607–612. [Google Scholar] [CrossRef]
- Goellner, J.F.; Shah, V.; Turner, M.J.; Kuehn, N.J.; Littlefield, G.C.; Marriott, J. Analysis of Natural Gas-to Liquid Transportation Fuels via Fischer-Tropsch, Report DOE/NETL-2013/1597; United States Department of Energy (DOE), National Energy Technology Laboratory (NETL): Pittsburgh, PA, USA, 2013.
- Zhang, Y.; Sahir, A.H.; Tan, E.C.D.; Talmadge, M.S.; Davis, R.; Biddy, M.J.; Tao, L. Economic and environmental potentials for natural gas to enhance biomass-to-liquid fuels technologies. Green Chem. 2018, 20, 5358–5373. [Google Scholar] [CrossRef] [Green Version]
- Elbashir, N.O.; Eljack, F.T. A Method to Design an Advanced Gas-to-Liquid Technology Reactor for Fischer-Tropsch Synthesis. In Proceedings of the 2nd Annual Gas Processing Symposium, Doha, Qatar, 11–14 January 2010; Benyahia, F., Eljack, F.T., Eds.; Elsevier: Amsterdam, The Netherlands, 2010; Volume 2, pp. 369–377. [Google Scholar]
- Lee, H.-J.; Choi, J.-H.; Garforth, A.; Hwang, S. Conceptual Design of a Fischer–Tropsch Reactor in a Gas-to-Liquid Process. Ind. Eng. Chem. Res. 2015, 54, 6749–6760. [Google Scholar] [CrossRef]
- Lee, H.-J. Optimization of Fischer-Tropsch Plant; The University of Manchester (United Kingdom): Manchester, UK, 2011. [Google Scholar]
- Wilhelm, D.; Simbeck, D.; Karp, A.; Dickenson, R. Syngas production for gas-to-liquids applications: Technologies, issues and outlook. Fuel Process. Technol. 2001, 71, 139–148. [Google Scholar] [CrossRef]
- Suehiro, Y.; Ihara, M.; Katakura, K.; Nakamura, A.; Sakamoto, A.; Kawazuishi, K.; Kajiyama, R.; Fujimoto, K.; Ohnishi, Y.; Okado, H.; et al. New GTL Process—Best Candidate for Reduction of CO2 in Natural Gas Utilization. In Proceedings of the SPE Asia Pacific Oil and Gas Conference and Exhibition, Perth, Australia, 18–20 October 2004. [Google Scholar]
- Ntuk, U.U.; Bassey, E.N.; Etuk, B.R. A novel syngas production process design for gas-to-liquid (gtl) technology. J. Niger. Soc. Chem. Eng. 2012, 27, 1–8. [Google Scholar]
- Nourbakhsh, H.; Khani, Y.; Zamaniyan, A.; Bahadoran, F. Hydrogen and syngas production through dynamic chemical looping reforming-decomposition of methane. Int. J. Hydrog. Energy 2022, 47, 9835–9852. [Google Scholar] [CrossRef]
- Rezaei, E.; Dzuryk, S. Techno-economic comparison of reverse water gas shift reaction to steam and dry methane reforming reactions for syngas production. Chem. Eng. Res. Des. 2019, 144, 354–369. [Google Scholar] [CrossRef]
- Tso, W.W.; Niziolek, A.M.; Onel, O.; Demirhan, C.D.; Floudas, C.A.; Pistikopoulos, E.N. Enhancing natural gas-to-liquids (GTL) processes through chemical looping for syngas production: Process synthesis and global optimization. Comput. Chem. Eng. 2018, 113, 222–239. [Google Scholar] [CrossRef]
- Iandoli, C.L.; Kjelstrup, S. Exergy Analysis of a GTL Process Based on Low-Temperature Slurry F−T Reactor Technology with a Cobalt Catalyst. Energy Fuels 2007, 21, 2317–2324. [Google Scholar] [CrossRef]
- Yagi, F.; Kanai, R.; Wakamatsu, S.; Kajiyama, R.; Suehiro, Y.; Shimura, M. Development of synthesis gas production catalyst and process. Catal. Today 2005, 104, 2–6. [Google Scholar] [CrossRef]
- Rostrup-Nielsen, J. 40 years in catalysis. Catal. Today 2006, 111, 4–11. [Google Scholar]
- Romm, J.J. The Hype about Hydrogen: Fact and Fiction in the Race to Save the Climate; Island Press: Washington, DC, USA, 2004. [Google Scholar]
- Schwab, E.; Milanov, A.; Schunk, S.A.; Behrens, A.; Schödel, N. Dry reforming and reverse water gas shift: Alternatives for syngas production? Chem. Ing. Tech. 2015, 87, 347–353. [Google Scholar] [CrossRef]
- Thyssen, V.V.; Vilela, V.B.; de Florio, D.Z.; Ferlauto, A.S.; Fonseca, F.C. Direct Conversion of Methane to C2 Hydrocarbons in Solid-State Membrane Reactors at High Temperatures. Chem. Rev. 2022, 122, 3966–3995. [Google Scholar] [CrossRef]
- Aouad, S.; Labaki, M.; Ojala, S.; Seelam, P.K.; Turpeinen, E.; Gennequin, C.; Estephane, J.; Abi-Aad, E. A Review on the Dry Reforming Processes for Hydrogen Production: Catalytic Materials and Technologies. Catal. Mater. Hydrog. Prod. Electro Oxid. React. Front. Ceram. Sci 2018, 2, 60–128. [Google Scholar] [CrossRef]
- Rostrup-Nielsen, J.R.; Sehested, J.; Nørskov, J.K. Hydrogen and synthesis gas by steam- and CO2 reforming. In Advances in Catalysis; Academic Press: Cambridge, MA, USA, 2002; Volume 47, pp. 65–139. [Google Scholar]
- Fakeeha, A.; Ibrahim, A.A.; Aljuraywi, H.; Alqahtani, Y.; Alkhodair, A.; Alswaidan, S.; Abasaeed, A.E.; Kasim, S.O.; Mahmud, S.; Al-Fatesh, A.S. Hydrogen Production by Partial Oxidation Reforming of Methane over Ni Catalysts Supported on High and Low Surface Area Alumina and Zirconia. Processes 2020, 8, 499. [Google Scholar] [CrossRef]
- Eliseev, O.L. Gas-to-liquid technologies. Russ. J. Gen. Chem. 2009, 79, 2509–2519. [Google Scholar] [CrossRef]
- Osman, A.I.; Mehta, N.; Elgarahy, A.M.; Hefny, M.; Al-Hinai, A.; Al-Muhtaseb, A.a.H.; Rooney, D.W. Hydrogen production, storage, utilisation and environmental impacts: A review. Environ. Chem. Lett. 2022, 20, 153–188. [Google Scholar] [CrossRef]
- Jess, A.; Popp, R.; Hedden, K. Fischer–Tropsch-synthesis with nitrogen-rich syngas: Fundamentals and reactor design aspects. Appl. Catal. A Gen. 1999, 186, 321–342. [Google Scholar] [CrossRef]
- Van Steen, E.; Claeys, M. Fischer-Tropsch catalysts for the biomass-to-liquid (BTL)-process. Chem. Eng. Technol. Ind. Chem. -Plant Equip. -Process Eng. -Biotechnol. 2008, 31, 655–666. [Google Scholar] [CrossRef]
- Onoriode, P.A.; Faruk Ibrahim, Y.; Baba, Y.J. Sustainability Effect of Water Gas Shift Reaction (Syngas) in Catalytic Upgrading of Heavy Crude Oil and Bitumen. In Sustainable Alternative Syngas Fuel; Chaouki, G., Abrar, I., Eds.; IntechOpen: Rijeka, Croatia, 2019; Chapter 3. [Google Scholar]
- Arutyunov, V.; Krylov, O. Oxidative Methane Reforming. Usp. Khim. 2005, 74, 1216. [Google Scholar] [CrossRef]
- Chen, W.-H. CO2 conversion for syngas production in methane catalytic partial oxidation. J. CO2 Util. 2014, 5, 1–9. [Google Scholar] [CrossRef]
- Roseno, K.; Brito Alves, R.; Giudici, R.; Schmal, M. Syngas Production Using Natural Gas from the Environmental Point of View. In Biofuels-State of Development; IntechOpen: London, UK, 2018. [Google Scholar] [CrossRef]
- Christensen, T.; Primdahl, I. Improve syngas production using autothermal reforming. Hydrocarb. Process. 1994, 73. [Google Scholar]
- Eilers, J.; Posthuma, S.A.; Sie, S.T. The shell middle distillate synthesis process (SMDS). Catal. Lett. 1990, 7, 253–269. [Google Scholar] [CrossRef]
- Basini, L.; Piovesan, L. Reduction on synthesis gas costs by decrease of steam/carbon and oxygen/carbon ratios in the feedstock. Ind. Eng. Chem. Res. 1998, 37, 258–266. [Google Scholar] [CrossRef]
- Perry, R.H.; Green, D.W.; Maloney, J.O. Perry’s Chemical Engineers’ Handbook; McGraw-Hill Education: New York, NY, USA, 2007. [Google Scholar]
- Cybulski, A.; Edvinsson, R.K.; Irandoust, S.; Andersson, B.A.B. Liquid-phase methanol synthesis: Modelling of a monolithic reactor. Chem. Eng. Sci. 1993, 48, 3463–3478. [Google Scholar] [CrossRef]
- Wilhelm, D.J. Fuel processing technology. Fuel Process. Technol. 2001, 71, 139. [Google Scholar] [CrossRef]
- Basini, L. Catalysis today. Catal. Today 2005, 106, 34. [Google Scholar] [CrossRef]
- Aasberg-Petersen, K. Fuel processing technology. Fuel Process. Technol. 2003, 83, 253. [Google Scholar] [CrossRef]
- Christian Enger, B.; Lødeng, R.; Holmen, A. A review of catalytic partial oxidation of methane to synthesis gas with emphasis on reaction mechanisms over transition metal catalysts. Appl. Catal. 2008, 346, 1–27. [Google Scholar] [CrossRef]
- Dyer, P. Ion transport membrane technology for oxygen separation and syngas production. Solid State Ion. 2000, 134, 21–33. [Google Scholar] [CrossRef]
- Sazali, N.; Salleh, W.N.W.; Ismail, A.F.; Ismail, N.H.; Aziz, F.; Yusof, N.; Hasbullah, H. Effect of stabilization temperature during pyrolysis process of P84 co-polyimide-based tubular carbon membrane for H2/N2 and He/N2 separations. IOP Conf. Ser. Mater. Sci. Eng. 2018, 342, 012027. [Google Scholar] [CrossRef]
- Nurwahda, A.F.; Norazlianie, S.; Safwan, S.; Akhmal, N.N.H.; Dzarfan, O.M.H. Oxygen separation process using ceramic-based membrane: A review. J. Adv. Res. Fluid Mech. Therm. Sci. 2019, 62, 1–9. [Google Scholar]
- Liuzzi, D.; Fernandez, E.; Perez, S.; Ipiñazar, E.; Arteche, A.; Fierro, J.L.G.; Viviente, J.L.; Tanaka, D.A.P.; Rojas, S. Advances in membranes and membrane reactors for the Fischer-Tropsch synthesis process for biofuel production. Rev. Chem. Eng. 2022, 38, 55–76. [Google Scholar] [CrossRef]
- Robbins, F.A.; Zhu, H.; Jackson, G.S. Transient modeling of combined catalytic combustion/CH4 steam reforming. Catal. Today 2003, 83, 141–156. [Google Scholar] [CrossRef]
- Fleisch, T.; Sills, R.; Briscoe, M.; Freide, J. GTL-FT in the emerging gas economy. Pet. Econ. -Engl. Ed. 2003, 70, 39–41. [Google Scholar]
- Mac Kinnon, M.A.; Brouwer, J.; Samuelsen, S. The role of natural gas and its infrastructure in mitigating greenhouse gas emissions, improving regional air quality, and renewable resource integration. Prog. Energy Combust. Sci. 2018, 64, 62–92. [Google Scholar] [CrossRef]
- Mahmoudi, H.; Mahmoudi, M.; Doustdar, O.; Jahangiri, H.; Tsolakis, A.; Gu, S.; LechWyszynski, M. A review of Fischer Tropsch synthesis process, mechanism, surface chemistry and catalyst formulation. Biofuels Eng. 2017, 2, 11–31. [Google Scholar] [CrossRef]
- Basha, O.M.; Sehabiague, L.; Abdel-Wahab, A.; Morsi, B.I. Fischer–Tropsch synthesis in slurry bubble column reactors: Experimental investigations and modeling–a review. Int. J. Chem. React. Eng. 2015, 13, 201–288. [Google Scholar]
- de Klerk, A. Fischer–Tropsch Process. Kirk-Othmer Encycl. Chem. Technol. 2013, 12, 1–20. [Google Scholar] [CrossRef]
- Tijmensen, M.J.A.; Faaij, A.P.C.; Hamelinck, C.N.; van Hardeveld, M.R.M. Exploration of the possibilities for production of Fischer Tropsch liquids and power via biomass gasification. Biomass Bioenergy 2002, 23, 129–152. [Google Scholar] [CrossRef]
- Klerk, A.d. Fischer–Tropsch fuels refinery design. Energy Environ. Sci. 2011, 4, 1177–1205. [Google Scholar] [CrossRef]
- Sikarwar, V.S.; Zhao, M.; Fennell, P.S.; Shah, N.; Anthony, E.J. Progress in biofuel production from gasification. Prog. Energy Combust. Sci. 2017, 61, 189–248. [Google Scholar] [CrossRef]
- Alfano, M.; Cavazza, C. The biologically mediated water–gas shift reaction: Structure, function and biosynthesis of monofunctional [NiFe]-carbon monoxide dehydrogenases. Sustain. Energy Fuels 2018, 2, 1653–1670. [Google Scholar] [CrossRef]
- Van Der Laan, G.P.; Beenackers, A. Kinetics and selectivity of the Fischer–Tropsch synthesis: A literature review. Catal. Rev. 1999, 41, 255–318. [Google Scholar] [CrossRef]
- Gholami, Z.; Tišler, Z.; Rubáš, V. Recent advances in Fischer-Tropsch synthesis using cobalt-based catalysts: A review on supports, promoters, and reactors. Catal. Rev. 2021, 63, 512–595. [Google Scholar] [CrossRef]
- Adesina, A.A. Hydrocarbon synthesis via Fischer-Tropsch reaction: Travails and triumphs. Appl. Catal. A Gen. 1996, 138, 345–367. [Google Scholar] [CrossRef]
- Lapidus, A. Scientific principles of synthesis of liquid hydrocarbons from CO and H2 in the presence of cobalt catalysts. Bull. Acad. Sci. USSR Div. Chem. Sci. 1991, 40, 2335–2349. [Google Scholar] [CrossRef]
- Konarova, M.; Aslam, W.; Perkins, G. Chapter 3—Fischer-Tropsch synthesis to hydrocarbon biofuels: Present status and challenges involved. In Hydrocarbon Biorefinery; Maity, S.K., Gayen, K., Bhowmick, T.K., Eds.; Elsevier: Amsterdam, The Netherlands, 2022; pp. 77–96. [Google Scholar] [CrossRef]
- Jager, B. Development of fischer tropsch reactors. In Proceedings of the AIChE Spring Meeting, New Orleans, LA, USA, 1 April 2003; pp. 1–9. [Google Scholar]
- De Klerk, A. Gas-to-liquids conversion. In Proceedings of the Natural Gas Conversion Technologies Workshop of ARPA-E, US Department of Energy, Houston, TX, USA, 13 January 2012. [Google Scholar]
- Nafees, A.; Al-Hashimi, S. Fischer-Tropsch Gas to Liquid Technology (GTL). In Proceedings of the Second International Energy 2030 Conference, Chemical Engineering Program, The Petroleum Institute, Abu Dhabi, United Arab Emirates, 4–5 November 2008; pp. 88–90. [Google Scholar]
- Jager, B.; Espinoza, R. Advances in low temperature Fischer-Tropsch synthesis. Catal. Today 1995, 23, 17–28. [Google Scholar] [CrossRef]
- Jager, B.; Kelfkens, R.; Steynberg, A. A slurry bed reactor for low temperature Fischer-Tropsch. In Studies in Surface Science and Catalysis; Elsevier: Amsterdam, The Netherlands, 1994; Volume 81, pp. 419–425. [Google Scholar]
- Asberg-Petersen, K.; Dybkjær, I.; Ovesen, C.V.; Schjødt, N.C.; Sehested, J.; Thomsen, S.G. Natural gas to synthesis gas—Catalysts and catalytic processes. J. Nat. Gas Sci. Eng. 2011, 3, 423–459. [Google Scholar] [CrossRef]
- Espinoza, R.; Steynberg, A.; Jager, B.; Vosloo, A. Low temperature Fischer–Tropsch synthesis from a Sasol perspective. Appl. Catal. A Gen. 1999, 186, 13–26. [Google Scholar] [CrossRef]
- Kraum, M.; Baerns, M. Fischer–Tropsch synthesis: The influence of various cobalt compounds applied in the preparation of supported cobalt catalysts on their performance. Appl. Catal. A Gen. 1999, 186, 189–200. [Google Scholar] [CrossRef]
- Geerlings, J.J.C.; Wilson, J.H.; Kramer, G.J.; Kuipers, H.P.C.E.; Hoek, A.; Huisman, H.M. Fischer–Tropsch technology—From active site to commercial process. Appl. Catal. A Gen. 1999, 186, 27–40. [Google Scholar] [CrossRef]
- Davis, B.H. Fischer− Tropsch synthesis: Comparison of performances of iron and cobalt catalysts. Ind. Eng. Chem. Res. 2007, 46, 8938–8945. [Google Scholar] [CrossRef]
- Hao, X.; Dong, G.; Yang, Y.; Xu, Y.; Li, Y. Coal to liquid (CTL): Commercialization prospects in China. Chem. Eng. Technol. Ind. Chem. -Plant Equip. -Process Eng. -Biotechnol. 2007, 30, 1157–1165. [Google Scholar] [CrossRef]
- Zhang, Q.; Deng, W.; Wang, Y. Recent advances in understanding the key catalyst factors for Fischer-Tropsch synthesis. J. Energy Chem. 2013, 22, 27–38. [Google Scholar] [CrossRef]
- De Smit, E.; Weckhuysen, B.M. The renaissance of iron-based Fischer–Tropsch synthesis: On the multifaceted catalyst deactivation behaviour. Chem. Soc. Rev. 2008, 37, 2758–2781. [Google Scholar] [CrossRef] [PubMed]
- Jahangiri, H.; Bennett, J.; Mahjoubi, P.; Wilson, K.; Gu, S. A review of advanced catalyst development for Fischer–Tropsch synthesis of hydrocarbons from biomass derived syn-gas. Catal. Sci. Technol. 2014, 4, 2210–2229. [Google Scholar] [CrossRef] [Green Version]
- Li, S.; Krishnamoorthy, S.; Li, A.; Meitzner, G.D.; Iglesia, E. Promoted iron-based catalysts for the Fischer–Tropsch synthesis: Design, synthesis, site densities, and catalytic properties. J. Catal. 2002, 206, 202–217. [Google Scholar] [CrossRef]
- Dry, M.E. Fischer-Tropsch synthesis over iron catalysts. Catal. Lett. 1990, 7, 241–251. [Google Scholar] [CrossRef]
- Zhang, Y.; Liang, Z.; Zhang, G.; Liu, J.; Wang, Y.; Zhao, Y.; Li, G.; Lv, Y. Highly active and stable cobalt catalysts with a tungsten carbide-activated carbon support for dry reforming of methane: Effect of the different promoters. Catal. Sci. Technol. 2022, 12, 4871–4883. [Google Scholar] [CrossRef]
- Zhang, Y.; Zu, Y.; He, D.; Liang, J.; Zhu, L.; Mei, Y.; Luo, Y. The tailored role of “defect” sites on γ-alumina: A key to yield an efficient methane dry reforming catalyst with superior nickel utilization. Appl. Catal. B Environ. 2022, 315, 121539. [Google Scholar] [CrossRef]
- Schulz, H. Short history and present trends of Fischer–Tropsch synthesis. Appl. Catal. A Gen. 1999, 186, 3–12. [Google Scholar] [CrossRef]
- Keim, W. Catalysis in C1 Chemistry; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2012; Volume 4. [Google Scholar]
- Shinichi, O. 11th World Clean Air and Environment Congress. J. Jpn. Soc. Atmos. Environ./Taiki Kankyo Gakkaishi 1999, 34, A15–A20. [Google Scholar]
- Van Berge, P.; Everson, R. Cobalt as an alternative Fischer-Tropsch catalyst to iron for the production of middle distillates. In Studies in Surface Science and Catalysis; Elsevier: Amsterdam, The Netherlands, 1997; Volume 107, pp. 207–212. [Google Scholar]
- Steijns, M.; Froment, G.F. Hydroisomerization and hydrocracking. 3. Kinetic analysis of rate data for n-decane and n-dodecane. Ind. Eng. Chem. Prod. Res. Dev. 1981, 20, 660–668. [Google Scholar] [CrossRef]
- Gholami, Z.; Gholami, F.; Tišler, Z.; Hubáček, J.; Tomas, M.; Bačiak, M.; Vakili, M. Production of Light Olefins via Fischer-Tropsch Process Using Iron-Based Catalysts: A Review. Catalysts 2022, 12, 174. [Google Scholar] [CrossRef]
- Steynberg, A. Introduction to fischer-tropsch technology. In Studies in Surface Science and Catalysis; Elsevier: Amsterdam, The Netherlands, 2004; Volume 152, pp. 1–63. [Google Scholar]
- Nasriddinov, K.; Min, J.-E.; Park, H.-G.; Han, S.J.; Chen, J.; Jun, K.-W.; Kim, S.K. Effect of Co, Cu, and Zn on FeAlK catalysts in CO2 hydrogenation to C5+ hydrocarbons. Catal. Sci. Technol. 2022, 12, 906–915. [Google Scholar] [CrossRef]
- Teimouri, Z.; Abatzoglou, N.; Dalai, A.K. Kinetics and Selectivity Study of Fischer–Tropsch Synthesis to C5+ Hydrocarbons: A Review. Catalysts 2021, 11, 330. [Google Scholar] [CrossRef]
- Ertl, G.; Knözinger, H.; Weitkamp, J. Handbook of Heterogeneous Catalysis; VCH Weinheim: Weinheim, Germany, 1997; Volume 2. [Google Scholar]
- Guettel, R.; Kunz, U.; Turek, T. Reactors for Fischer-Tropsch Synthesis. Chem. Eng. Technol. Ind. Chem. -Plant Equip. -Process Eng. -Biotechnol. 2008, 31, 746–754. [Google Scholar] [CrossRef]
- Davis, B.H. Fischer–Tropsch synthesis: Overview of reactor development and future potentialities. Top. Catal. 2005, 32, 143–168. [Google Scholar] [CrossRef]
- Mena Subiranas, A. Combining Fischer-Tropsch Synthesis (FTS) and Hydrocarbon Reactions in One Reactor. Ph.D. Dissertation, Karlsruher Institut für Technologie (KIT), Karlsruhe, Germany, 2008. [Google Scholar]
- Pondini, M.; Ebert, M. Process Synthesis and Design of Low Temperature Fischer-Tropsch Crude Production from Biomass Derived Syngas. Master’s Thesis, Chemical University of Technology, Göteborg, Sweden, 2013. [Google Scholar]
- Shen, J.; Ho, W.H.; Zhang, Y.; Liu, X.; Yao, Y.; Hildebrandt, D.; Abd El-Gawad, H.H.; Ali, H.M. Design of a Fischer-Tropsch multi-tube reactor fitted in a container: A novel design approach for small scale applications. J. Clean. Prod. 2022, 362, 132477. [Google Scholar] [CrossRef]
- Dry, M.E. The fischer–tropsch process: 1950–2000. Catal. Today 2002, 71, 227–241. [Google Scholar] [CrossRef]
- Maretto, C.; Krishna, R. Modelling of a bubble column slurry reactor for Fischer–Tropsch synthesis. Catal. Today 1999, 52, 279–289. [Google Scholar] [CrossRef]
- De Deugd, R.M.; Kapteijn, F.; Moulijn, J.A. Trends in Fischer–Tropsch Reactor Technology—Opportunities for Structured Reactors. Top. Catal. 2003, 26, 29–39. [Google Scholar] [CrossRef]
- Hsu, C.S.; Robinson, P.R. Natural Gas and Petroleum Products. In Petroleum Science and Technology; Springer: Berlin/Heidelberg, Germany, 2019; pp. 301–342. [Google Scholar]
- Dry, M.E. Fischer–Tropsch reactions and the environment. Appl. Catal. A Gen. 1999, 189, 185–190. [Google Scholar] [CrossRef]
- De Klerk, A. Fischer–Tropsch refining: Technology selection to match molecules. Green Chem. 2008, 10, 1249–1279. [Google Scholar] [CrossRef]
- Fox III, J.M. The different catalytic routes for methane valorization: An assessment of processes for liquid fuels. Catal. Rev. —Sci. Eng. 1993, 35, 169–212. [Google Scholar] [CrossRef]
- Sie, S. Process development and scale up: IV. Case history of the development of a Fischer-Tropsch synthesis process. Rev. Chem. Eng. 1998, 14, 109–157. [Google Scholar] [CrossRef]
- Gregor, J. Fischer-Tropsch products as liquid fuels or chemicals. Catal. Lett. 1990, 7, 317–331. [Google Scholar] [CrossRef]
- Lesch, J. The German Chemical Industry in the Twentieth Century; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2000; Volume 18. [Google Scholar]
- Storch, H.H. The Fischer-Tropsch and Related Processes for Synthesis of Hydrocarbons by Hydrogenation of Carbon Monoxide. In Advances in Catalysis; Frankenburg, W.G., Komarewsky, V.I., Rideal, E.K., Eds.; Academic Press: Cambridge, MA, USA, 1948; Volume 1, pp. 115–156. [Google Scholar]
- Singleton, A.H. Advances make gas-to-liquids process competitive for remote locations. Oil Gas J. 1997, 95, Available. Available online: http://worldcat.org/issn/00301388 (accessed on 1 September 2022).




{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feedstock | Process | Components (vol%) | Reference | |||
|---|---|---|---|---|---|---|
| H2 | CO | CO2 | Others | |||
| Natural gas, steam | SR | 73.8 | 15.5 | 6.6 | 4.1 | [40] |
| Natural gas, steam, CO2 | CO2-SR | 52.3 | 26.1 | 8.5 | 13.1 | [38] |
| Natural gas, O2, | ATR | 60.2 | 30.2 | 7.5 | 2.0 | [38] |
| Steam, CO2 | ||||||
| Coal/heavy oil, steam | Casification | 67.8 | 28.7 | 2.9 | 0.6 | [40] |
| Coal/heavy oil, O2 | Texaco gasifier | 35.1 | 51.8 | 10.6 | 2.5 | [40] |
| Coal/heavy oil, O2 | Shell/Koppers gasifier | 30.1 | 66.1 | 2.5 | 1.3 | [40] |
| Coal/heavy oil, O2 | Lurgi gasifier | 39.1 | 18.9 | 29.7 | 12.3 | [39] |
| Fischer–Tropsch Synthesis Reactions | Ratio | |
|---|---|---|
| Main reactions | ||
| 3 | |
| (2n+1)/n | |
| 2n/n | |
| - | |
| Side reactions | ||
| 2n/n | |
| - | |
| Catalyst modifications | ||
| ||
|
| I. Engineering Factors | II. Catalyst Factors |
|---|---|
| (i) Reactor design | (i) Identity of active metal (Ru, Co, or Fe) |
| (ii) Chemical state of active phase (metal, oxide, or carbide) | |
| (ii) Operation conditions | (iii) Support (identity, pore structure, physicochemical properties) |
| (iv) Promoter (typically including noble metals, oxides of Mn, Zr, or rare earth metals, and alkali metal ions) | |
| (v) Size of the active phase | |
| (vi) Microenvironment of the active phase |
| Active Metal | Price | FT Activity | WGS Activity | Hydrogenation Activity |
|---|---|---|---|---|
| Ni | Expensive | Low | Low | Very high |
| Co | Expensive | High | Low | High |
| Fe | Cheap | Low | Very high | Low |
| Ru | Expensive | Very high | Low | High |
| Reactor Type | Technology | Company | Catalyst | Raw Material | Year Started | Capacity (bpd) |
|---|---|---|---|---|---|---|
| Slurry | MTSFTP | Synfuels China Mongolia | Fe | Coal | 2009 | 160,000 |
| Fixed-bed | Shell SMDS | Shell, Bintulu, Malaysia | Co-SiO2 | Natural gas | 1993 | 14,700 |
| Fixed-bed | Shell SMDS | Pearl GTL, Qatar | Co-SiO2 | Natural gas | 2011 | 140,000 |
| Slurry | Sasol Slurry bed | Sasol, Sasolburg | Fe | Coal | 1994 | 2500 |
| Slurry | Sasol Slurry bed | Oryx GTL, Qatar | Co-Al2O3 | Natural gas | 2006 | 34,000 |
| Slurry | Sasol Slurry bed | Escravos GTL, Nigeria | Co-Al2O3 | Coal | 2014 | 34,000 |
| Circulating fluidized | Sasol Synthol | PetroSA, Mossel Bay, RSA | Fe (fused) | Natural gas | 1992 | 36,000 |
| Fixed fluidized | Sasol Advanced Synthol | Sasol, Secunda, RSA | Fe (fused) | Coal | 1995 | 165,000 |
| Product | Property | SMDS Product | Hydrocracked Arge FT-Wax | Specification |
|---|---|---|---|---|
| Diesel | Cetane number | 70 | >74 | Min. 40 |
| Cloud point, °C | −10 | −7 | −20 to +20 | |
| Kerosene | Smoke point, mm | >100 | >50 | Min. 19–25 |
| Freezing point, °C | −47 | −43 | Max. −47 to −40 |
| Company | Synthesis Gas Preparation | FT Reactor | Capacity (bbl/Day) | Catalyst |
|---|---|---|---|---|
| Energy Int. | PO with O2 | Slurry | - | Co |
| Exxon | CPO(O2) | 200 | Co | |
| Rentech | PO with O2, SR, ATR | Slurry | 235 | Fe |
| Sasol | PO with O2, SR, | Slurry | 2500 | Fe, Co |
| coal gasification | Fluidized | 110,000 | ||
| Shell | PO with O2 | Fixed | 12,500 | Co |
| Syntroleum | ATR with air | Fixed | 2 | Co |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alsudani, F.T.; Saeed, A.N.; Ali, N.S.; Majdi, H.S.; Salih, H.G.; Albayati, T.M.; Saady, N.M.C.; Shakor, Z.M. Fisher–Tropsch Synthesis for Conversion of Methane into Liquid Hydrocarbons through Gas-to-Liquids (GTL) Process: A Review. Methane 2023, 2, 24-43. https://doi.org/10.3390/methane2010002
Alsudani FT, Saeed AN, Ali NS, Majdi HS, Salih HG, Albayati TM, Saady NMC, Shakor ZM. Fisher–Tropsch Synthesis for Conversion of Methane into Liquid Hydrocarbons through Gas-to-Liquids (GTL) Process: A Review. Methane. 2023; 2(1):24-43. https://doi.org/10.3390/methane2010002
Chicago/Turabian StyleAlsudani, Farah T., Abdullah N. Saeed, Nisreen S. Ali, Hasan Sh. Majdi, Hussein G. Salih, Talib M. Albayati, Noori M. Cata Saady, and Zaidoon M. Shakor. 2023. "Fisher–Tropsch Synthesis for Conversion of Methane into Liquid Hydrocarbons through Gas-to-Liquids (GTL) Process: A Review" Methane 2, no. 1: 24-43. https://doi.org/10.3390/methane2010002