
Direct Synthesis of Silicon Compounds—From the Beginning to Green Chemistry Revolution



1
Faculty of Chemistry, Adam Mickiewicz University in Poznań, 8 Uniwersytetu Poznańskiego, 61-614 Poznań, Poland
2
Centre for Advanced Technologies, Adam Mickiewicz University in Poznań, 10 Uniwersytetu Poznańskiego, 61-614 Poznań, Poland
*
Author to whom correspondence should be addressed.
AppliedChem 2023, 3(1), 89-109; https://doi.org/10.3390/appliedchem3010007
Submission received: 18 January 2023
/
Revised: 5 February 2023
/
Accepted: 8 February 2023
/
Published: 13 February 2023
Abstract
:This paper discusses the historical beginnings and the current state of knowledge of the synthesis of organosilicon compounds and chlorine derivatives of silicon. The key importance of these compounds for modern industry, including the semiconductor industry (photovoltaic cells, microprocessors, memory chips and many other electronic elements) is highlighted. Significant environmental threats related to the production of these compounds and the research challenges aimed at their elimination are discussed. The complexity of the catalytic mechanism of direct reaction of silicon with CH3Cl and alcohols is presented in an accessible way. In the last part of the work, the directions of the development of direct synthesis technology in line with the principles of green chemistry are indicated.
1. Introduction
Silicon is the second most abundant element (about 26.9% by mass) in the Earth’s crust, mainly in the form of oxide, which is the source for obtaining metallurgical elemental silicon in the reduction process. Low-grade silicon with a purity of 15–90% and metallurgical silicon (MG) with a purity of 99% (2N) are mainly used in the aluminum, steel, and chemical industries. Silicon (6N) has a purity of 99.9999% and is applied mainly as solar-grade, while Si 99.9999999% (9N), electronic-grade, is widely used in photovoltaics and microelectronic industries [1]. Semiconductor silicon is widely used for electronic elements such as diodes, rectifiers, transistors, and integrated circuits. In recent years, new materials (e.g., graphene, perovskite) have been identified as potential alternatives to replace silicon in electronics and photovoltaics. However, there have been no reports indicating the possibility of replacing Si in these industries in the near future, for practical and economic reasons, such as the availability of raw materials, etc. Devices manufactured based on silicon are used to detect photons of nuclear, visible and infrared radiation. Due to the spike in demand for semiconductor silicon (mainly to produce photovoltaic cells), the beginning of the 21st century saw a significant increase in prices and a surge in silicon production.
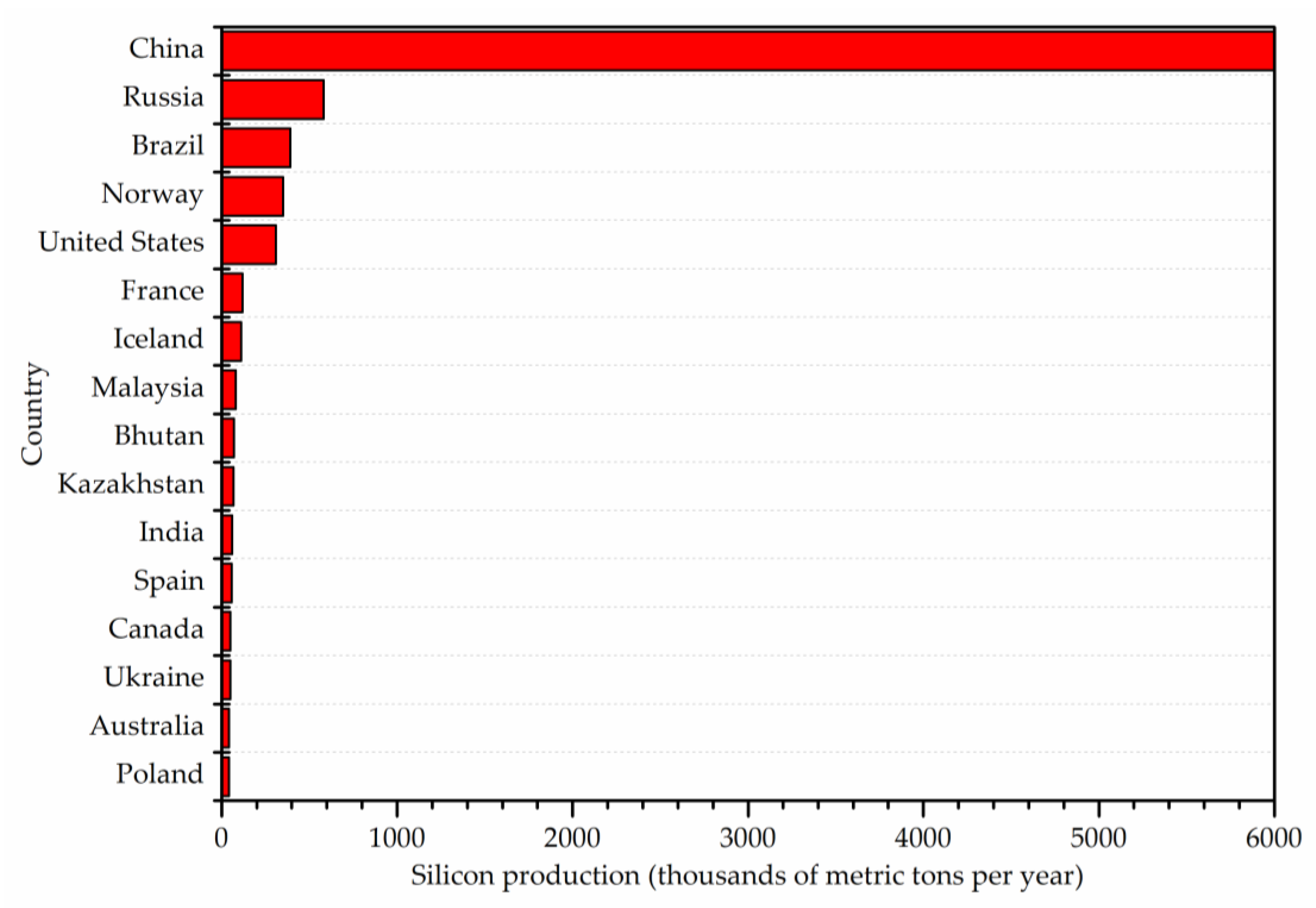
Based on the latest available reports (2022), China is the largest producer of silicon, and its production volume was estimated at 6 million metric tons in 2021. The second largest silicon producer in the world is Russia, which produced 580,000 metric tons in the same year, which is one order of magnitude less. The total global production of silicon in 2021 was approximately 8.5 million metric tons. Countries by silicon production in 2021 are presented in Figure 1.
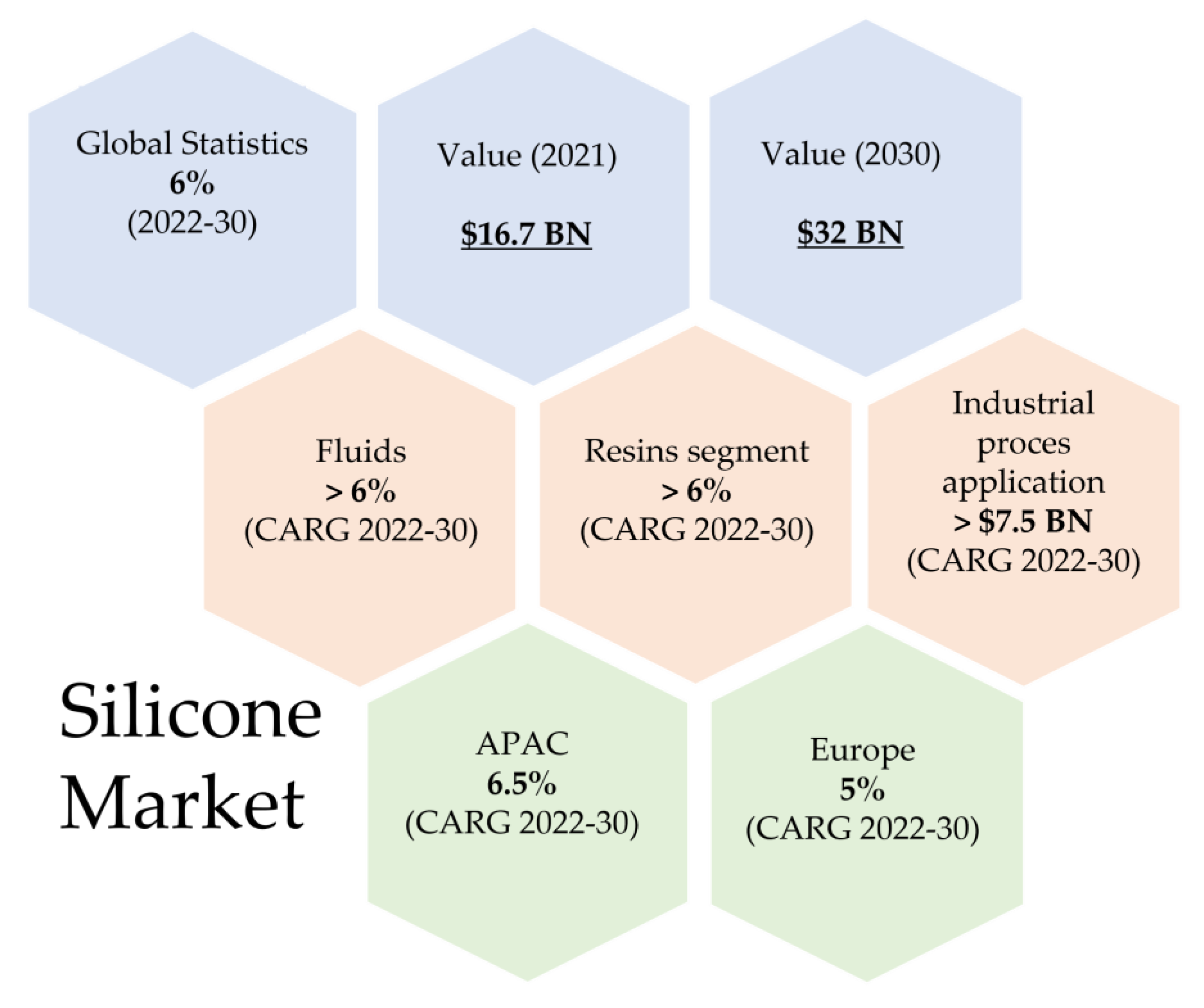
Silicon is used in silicon wafers for production of microprocessors and other very large-scale integration circuits, including memory chips, which are currently used in everyday products such as mobile phones/smartphones, desktop computers, notebooks, industrial products, and other electronic products. The greatest overall demand comes from the use and production of mobile phones/smartphones. In 2018, the demand for silicon wafers for mobile phones and smartphones was 21.9 billion square centimeters. Desktops, notebooks, and server PCs followed at 11.3 billion square centimeters [2]. The ‘World–Silicon–Market Analysis, Forecast, Size, Trends and Insights’ report from April 2022 [3], showed that the global silicon market in 2021 increased by about USD 10 billion (total revenues of producers and importers) compared to 2020, which is by over 4.1%. The average annual growth of the market in the period from 2007–2021 is 2.8%. The countries with the largest silicon consumption in the world include China, Japan, and Germany. In 2021, the silicone market exceeded USD 16.7 billion. Market analysis indicates that by 2030 it may increase by 6.0% [4]. According to market analyses CARG (“Compound Annual Growth Rate”) (2022–2030) is >6% for fluids and >6% for resins segment. In 2030, the silicon market value for industrial process application will be >$7.5 billion (Figure 2).
The most important producers of semiconductor-grade (SG) silicon are: Hemlock Semiconductor Corporation, Wacker Chemie, Renewable Energy Corporation Silicon, Tokuyama Corporation, Daqo New Energy [5]. The largest silicon wafer manufacturers are GlobalWafers Singapore Pte. Ltd., Okmetic Oy, Shanghai Simgui Technology Co. Ltd., Shin-Etsu Chemical Co., Silicon Materials Inc., Siltronic AG, SK Siltron Co., Ltd., Sumco Corporation, Tokuyama Corporation, Virginia Semiconductor, Inc., Wafer Works Corporation [6]. The global silicon wafer market size reached US$ 11.6 billion in 2022. The top 10 polysilicon manufacturers for 2021 include: Tongwei (China), GCL (China), Daqo New Energy (China), Wacker (Germany/United States), Xinte Energy (China), Xingjiang East Hope New Energy (China), OCI (South Korea/Malaysia), Asia Silicon (China), Hemlock (United States), TianREC–joint venture of Shaanxi Non-Ferrous Tianhong New Energy and REC Silicon (China) [7]. The presented data and analyses indicate that the silicon market, due to its wide application, is characterized by high demand and supply with a continuous upward trend.
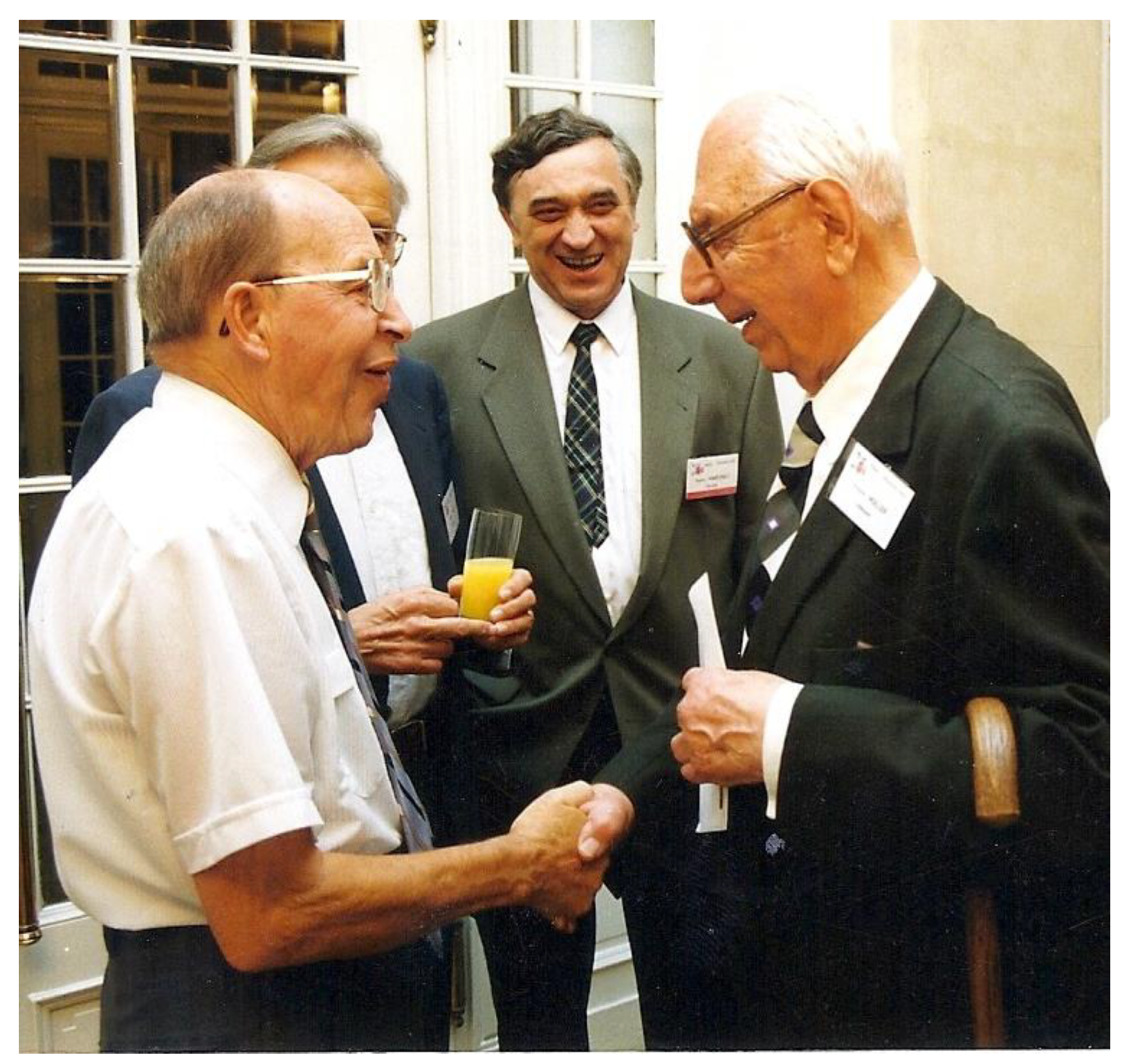
The development of industrial organosilicon chemistry, and thus the development of silicon chemistry, is partly related to the discovery of the direct process of organosilanes synthesis in the 1940s, which allowed the production of organosilanes and silicone polymers on a large scale, and resulted in the development of new technologies to produce organosilicon monomers and polymers. The direct synthesis process, also known as the Müller–Rochow process, is one of the best-known industrial processes for obtaining organosilicon compounds, and has been the basis of the silicone industry [8,9]. The first report of direct synthesis was in 1941, when Eugene Rochow filed a patent application [10]. However, because of World War II, it was not released until 1945. At the same time, Richard Müller, independently from Rochow, discovered the same direct reaction of elemental silicon and alkyl chlorides, applying for a patent in 1942 [11], which is why the direct synthesis is commonly called the Müller–Rochow process [12]. In the photo (Figure 3), a cordial welcome of the two authors of the fundamental reaction of contemporary organosilicon chemistry is captured: Eugene Rochow (left) and Richard Müller (right) at the International Symposium on Silicon Chemistry in Poznan (Poland), 1993. Between them, in the back, is a co-author of this paper (B.M.).
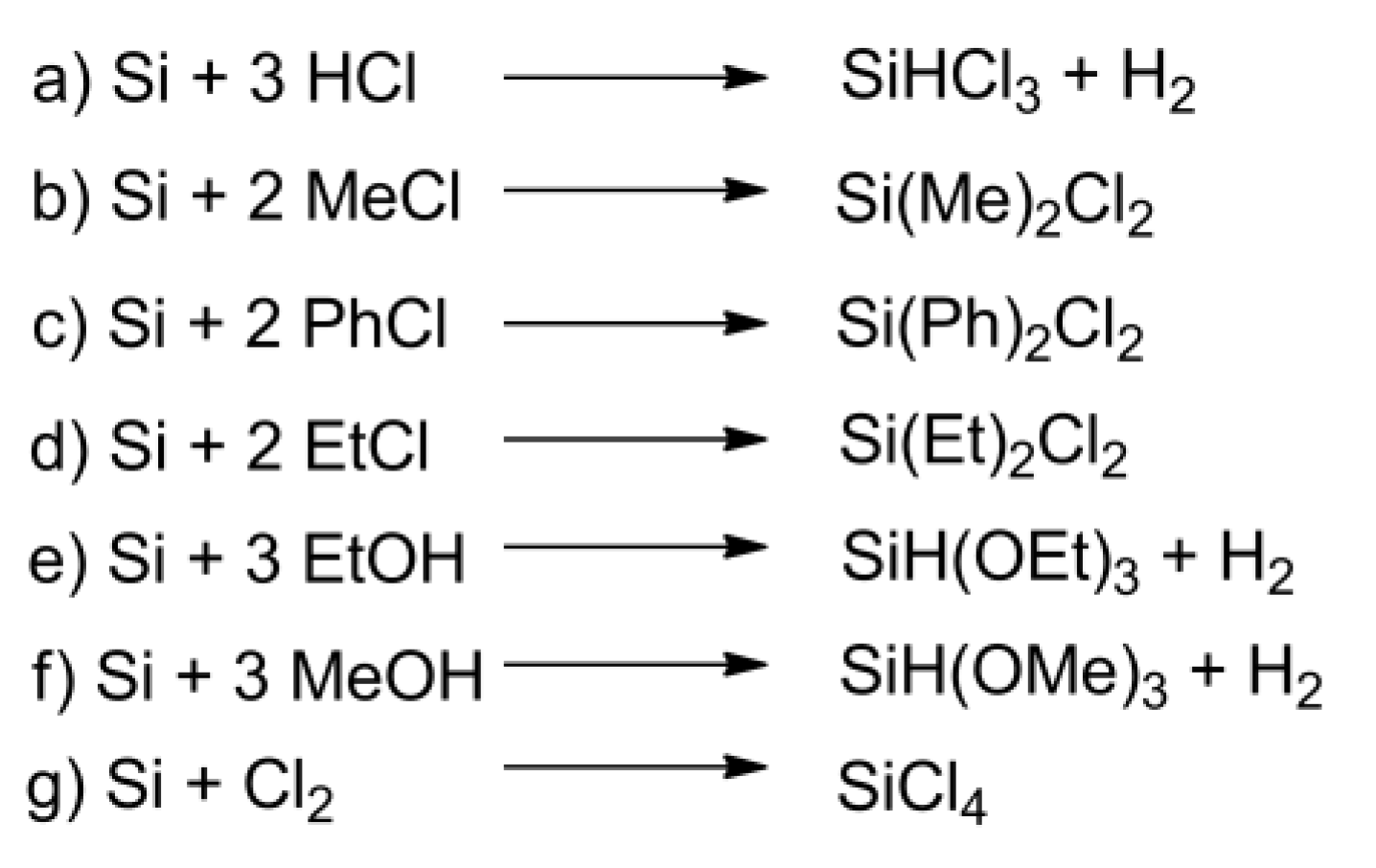
Until the 1940s, the synthesis of organosilanes and other organosilicon derivatives was a multi-stage and complicated procedure, which is why Müller–Rochow’s discovery was a breakthrough in the development of silicon chemistry [13]. Before this discovery organosilicon compounds were prepared by reacting organometallic compounds with silicon halides or orthosilicic acid esters [14]. The process included the preparation of an organometallic compound (conducting a series of syntheses, because often a subsequent reagent was obtained from the previously obtained one), preparation of silicon halide or its additional esterification, and then carrying out the synthesis in solvents or in excess reagents. Müller–Rochow’s discovery had a significant impact on the development of organosilicon compounds. The direct process allowed the introduction of an effective and cost-effective synthesis of organosilanes and silicone polymers on industrial scale, which resulted in further development of technology to produce organosilicon monomers and polymers with special properties and led to organosilicon compounds applications in almost every area of life. It is estimated that about 90% of the monomers to produce silicones are obtained by the Müller–Rochow process [12]. Direct synthesis process described in literature is a reaction between silicon and hydrogen chloride (Figure 4a), methyl chloride (Figure 4b), ethyl chloride (Figure 4d) and higher alkyl halides, organic halides whose molecules contain more than one halogen atom, aryl halides (Figure 4c), ethyl alcohol (Figure 4g) (less often) and methyl alcohol (Figure 4f) and other organic compounds [15]. Direct chlorination of metallurgical grade silicone to produce silicone tetrachloride is also known (Figure 4g) [16]. The synthesis of alkoxysilanes and their derivatives, as well as the production of semiconductor silicon, is based on the Müller–Rochow process.
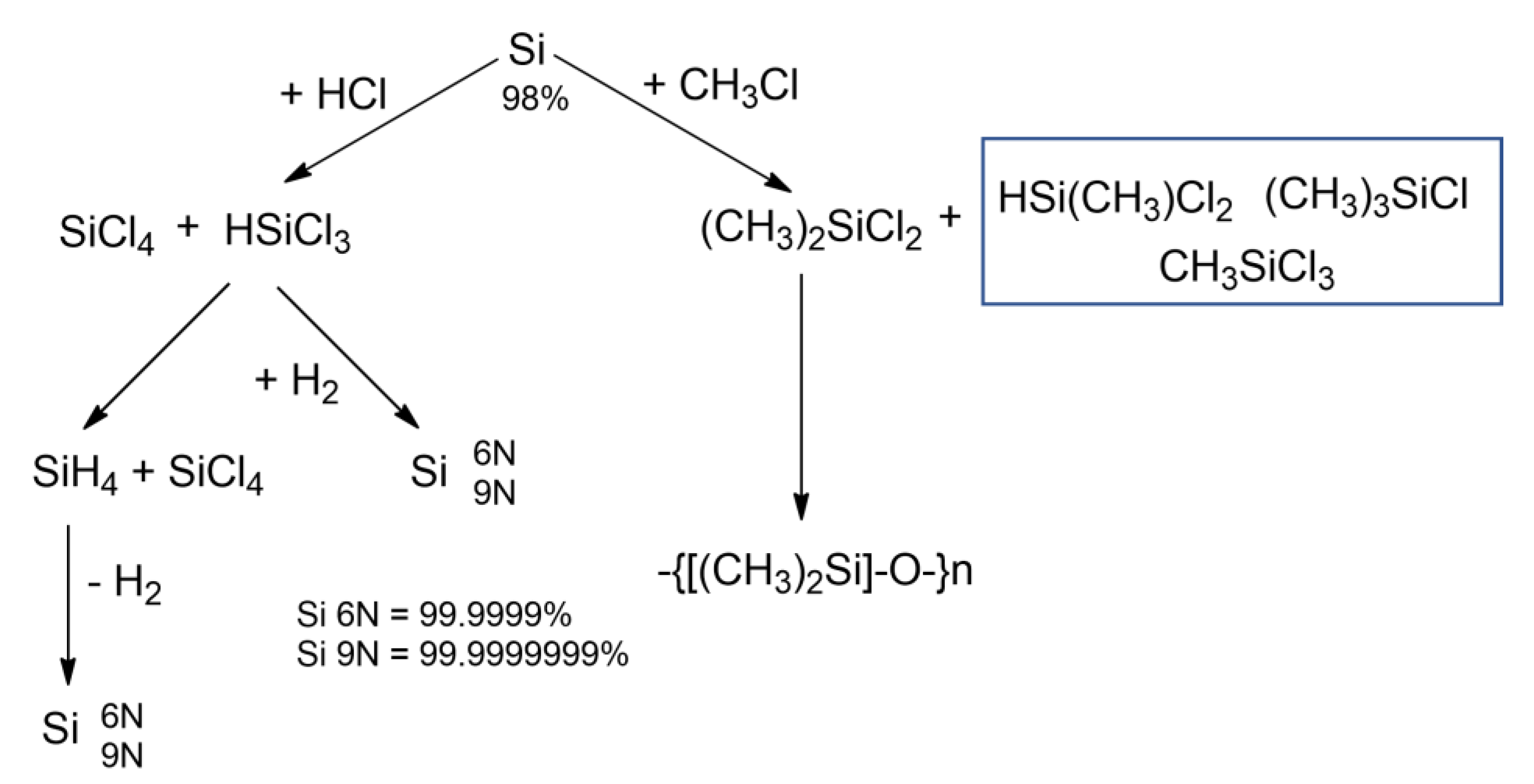
Methylchlorosilanes obtained by the direct reaction, are substrates to produce polydimethylsiloxanes, other organochlorine monomers or silicon derivatives [17]. A major use for trichlorosilane was the production of polycrystalline ultra-pure silicone (through the 1960’s and 70’s) [18]. Figure 5 shows possible products obtained in the direct process. The first route leads to the preparation of organofunctional chlorosilanes and alkoxysilanes (in the hydrosilylation reaction), or further it can be used in manufacturing of semiconductor-grade silicon. The second pathway shows the synthetic possibilities of obtaining organofunctional polysiloxanes [19]. Silicon reactions with hydrogen chloride and organic chlorides are widely described in literature and used in industry, however, in line with the trend of green chemistry and sustainable development, direct reactions of chlorine-free synthesis with alcohols are currently one of the most significant challenges.
Manufacturing of polymers/silicones from chlorosilanes causes excessive production of harmful byproducts such as hydrogen chloride [20]. The use of chlorosilanes does not meet the requirements of the principles of green chemistry, which is why scientific research is focused on the search for new monomers that could be an alternative to chlorosilanes. One such possibility is the use of alkoxysilanes. There are numerous scientific reports on the syntheses of alkoxysilanes, which are based on esterification of appropriate chlorosilanes with alcohols or esters. These reactions also employ harmful substances; therefore, scientists are looking for new methods of environmentally friendly synthesis. It has been shown that direct synthesis is a promising method for obtaining alkoxysilanes. A method of direct synthesis of alkoxysilanes was also published by Rochow in 1948 [21,22]. Rochow et al. obtained tetramethoxysilane by the reaction between Si and MeOH in the presence of Cu at 280 °C in a fixed-bed reactor [23]. Alkoxysilanes, which are currently large-volume products of chemical industry, are commonly used to produce a wide range of organosilicon materials [24]. Currently, methyl and ethyl chlorides, hydrogen chloride and chlorobenzene are used industrially for the direct synthesis of organofunctional silanes. The quest for an alternative, chlorine-free route for the synthesis of organosilicon derivatives in a direct silicon reaction is one of the most cognitively interesting issues of modern heterogeneous catalysis. The importance of chlorine-free methods in direct synthesis for the semiconductor industry, which currently uses chlorine processes to obtain highest purity silicon, is hard to overrate.
This paper presents both the market analysis of silicon and its derivatives, the use of alkoxysilanes, the analysis of data from the Scopus database, and focuses on the direct synthesis reaction. This review is a summary of the existing methods, substrates, catalysts, and promoters. The discussed issues demonstrate the complexity of the reaction mechanism. The article shows significant changes in synthetic pathways that contribute to sustainable development and are in line with the principles of “green chemistry”.
2. Scopus Database Analysis
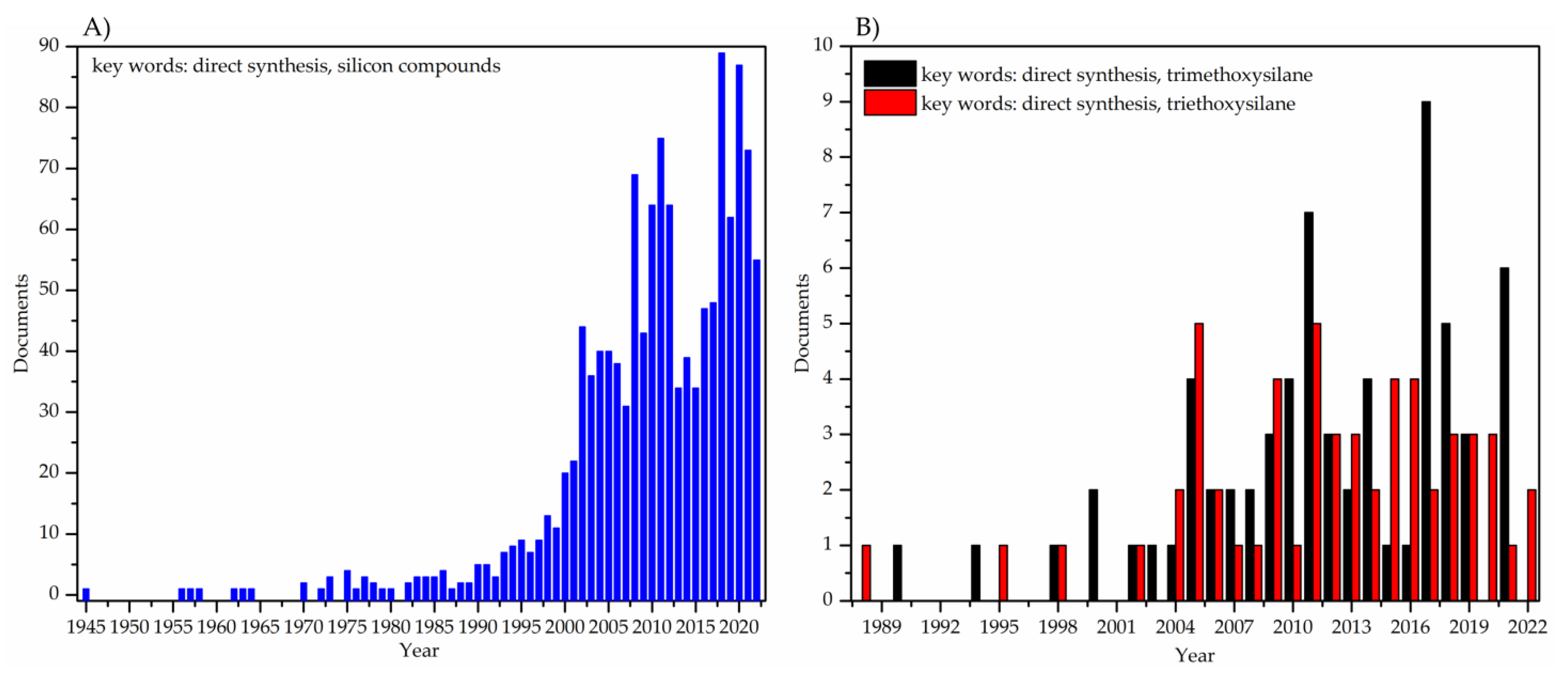
Based on the Scopus database, an analysis of the available literature data was carried out to cover the following issues: direct synthesis, silicon compounds, methoxysilanes, ethoxysilanes. Figure 6 presents the number of documents related to the above phrases by year. The number of scientific publications for TITLE-ABS-KEY: direct synthesis, silicon compounds in the years 1945–2022 is 1276 (based on the Scopus database). The first available publication was by E.G. Rochow “The Direct Synthesis of Organosilicon Compounds” and refers to his discovery of the direct reaction between silicon and alkyl chlorides. In the years 1945–1999, only 122 papers on direct synthesis and organosilicon compounds were published. From 2000 to 2012, a steep increase in the interest in this subject was observed (586 scientific articles). In the following years there was another boost to interest in direct synthesis, which resulted in a growing number of publications. Based on the keywords TITLE-ABS-KEY (direct synthesis, triethoxysilane), only 55 scientific publications were found, and for (direct synthesis, trimethoxysilane) the total number of articles was 66. The increase in the number of publications on the direct synthesis after 2003 is related to the continuous development of the silicone market, as outlined in Introduction.
3. Solar Grade Silicon Manufacturing and Application of Alkoxysilanes
The issues of climate change, energy security and the environment pollution have stimulated a significant development of renewable energy sources. One of the fastest growing sources of renewable energy is solar photovoltaics, thanks to its availability, unlimited resources, and no direct impact on the environment of the process of conversion of light to electricity. At present, commercial solar cells are divided into two large groups: (1) crystalline Si solar cells (Si: monocrystalline, multi-crystalline or polycrystalline) representing about 80–90% of the market; (2) thin-film solar cells (amorphous Si, CdTe, CuInGaSe2 (CIGS) or CuInSe2 (CIS), GaAs/Ge, organic materials and organohalide perovskites) representing 10–20% of the market [25]. Metallurgical silicon is a raw material to produce polysilicon by carbothermic reduction of quartz at 2000 °C. Liquid silicon is refined in a vat, poured into a mold, then crushed. Silicon of 8–99% purity is obtained in a process that consumes about 10 kWh/kg. Annual world production is in the range of 1.5 million tons per year, of which only a small part (≤10%) is destined for the semiconductor and photovoltaic industries. Further purification by the Siemens process or similar processes is required for the use of silicon in semiconductors and photovoltaics (Figure 4) [26]. Due to the development of solar energy production systems, which is associated with polysilicon, ways are being sought for safer, chlorine-free technologies, characterized by lower energy consumption and less waste.
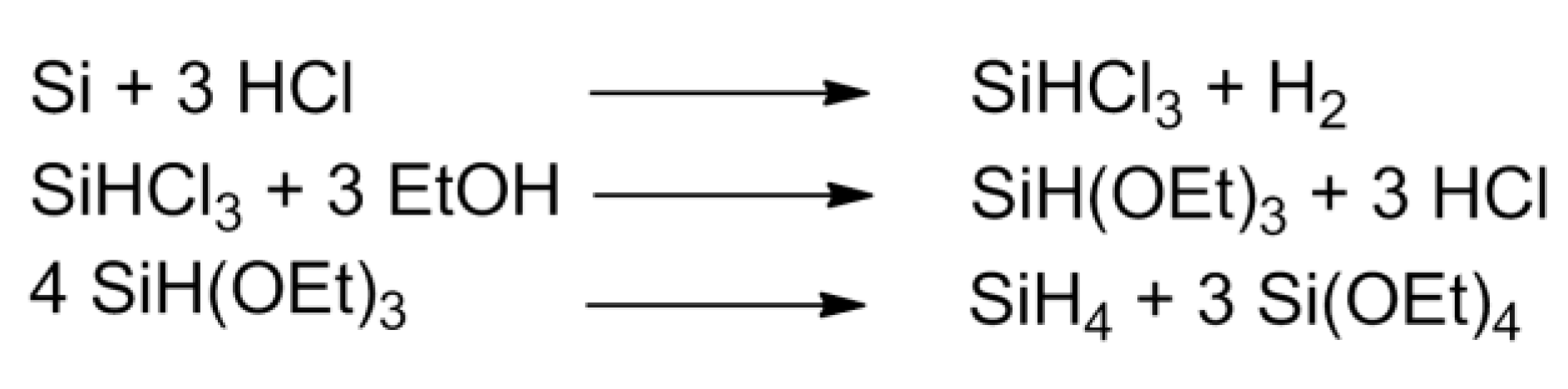
Since the 1980s, the main method in the former USSR for the production of high purity SiH4 and then solar grade polysilicone was disproportionation of SiH(OEt)3 (Figure 7). The first stage was reaction between Si and HCl. Second step involved the etherification of trichlorosilane in the presence of dehydrated ethanol. In the third stage, SiH(OEt)3 was disproportionated to SiH4 and Si(OEt)4. This synthesis was used at the “Kremni polymer” plant in Zaporojie city (Ukraine) and the production volume of SiH4 was 12.6 tons per year [27].
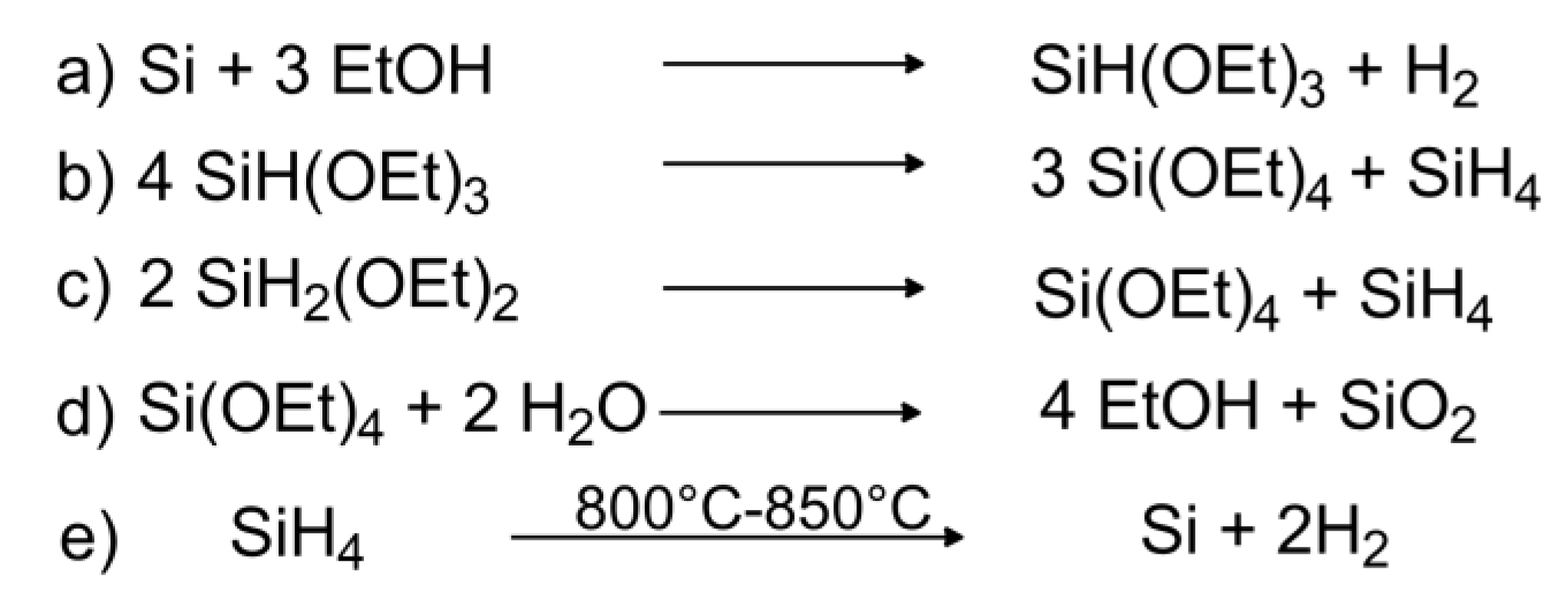
The main drawbacks of this method are high consumption of ethanol, large amounts of waste, high energy consumption, as well as the use of non-ecological compounds containing chlorine. The researchers D.S. Strebkov, V.V. Zadde et al. [28,29] described a new chlorine-free method for obtaining solar grade polysilicon feedstock (SGSF) from alkoxysilane. The “Kremni polymer” technology has been partially used in the method described by the authors mentioned above. The first stage involves the reaction between the powdered metallurgical silicon and dehydrated ethyl alcohol (Figure 8a). At this stage there is no use of chlorosilanes, which is in line with the green chemistry principles. The authors of the above-mentioned work have shown that the purity of the powdered metallurgical silicon obtained by this method may be of 98%. The reaction is carried out in a high-boiling siloxane liquid in the presence of Cu catalyst at atmospheric pressure and at temperature equal to or higher than 280 °C. The products of the reaction are triethoxysilane and hydrogen. Under low pressure, unreacted alcohol is removed, which prevents the conversion of triethoxysilane to tetraethoxysilane. In the optimal conditions, 85–90% of SiH(OC2H5)3 is obtained, and the rest is diethoxysilane. In the second step, triethoxysilane is disproportionated to monosilane and tetraethoxysilane (Figure 8b), and a small amount of diethoxysilane produced is converted to silane (Figure 8c). In the third step, tetraethoxysilane is hydrolyzed, resulting in high purity SiO2 and ethanol (Figure 8d), which can be reused in the first reaction step. To produce SGPF, monosilane is pyrolyzed at 800–850 °C (Figure 8e); the process may be carried out in a rod reactor or in a reactor with a “boiling” layer of seed silicon particles. In the second case, the pyrolysis process requires a minimum energy of 10 kWh/kg [28]. In the whole process, chlorine is not involved, which is consistent with “green chemistry” requirements [28]. Additionally, hydrogen obtained as a by-product of reaction (a) and (e) in Figure 8 could potentially be processed and used further on.
Other Applications of Alkoxysilanes
The presence of reactive Si-H bonds in alkoxysilanes with two or three alkoxy group makes them useful in the preparation of a wide range of high-purity silicon compounds, modified silicone sealants, anti-fogging agents, water repellents, silane coupling agents and coating materials [30]. Available literature data indicate the use of alkylalkoxysilanes for stone preservation as early as 1947 (British patent application by Thomson–Houston) [patent no. GB-629138-A [31]. Patents (German and American) from the 1970s include tetraethoxysilane and tetraethoxysilane/methyltriethoxysilane-based stone consolidants [32,33]. To this day, alkoxysilanes make consolidating agents for stones, e.g., cultural monuments. Due to the chemical properties and the ability to bind to certain types of stone, alkoxysilanes make the surface of stones hydrophobic and thus extend the lifespan of the materials. Xu et al. [34] described in their review from 2019, the application possibilities of alkoxysilanes as consolidants for stones. Donath et al. [35] used alkoxysilanes (tetraethoxysilane, methyltriethoxysilane and propyltriethoxysilane) subjected to sol-gel processes. Alkoxysilanes have been widely used as precursors for the sol–gel synthesis of silica-based materials [36]. Tetraalkoxysilanes are important materials used in the production of various ceramics, zeolites, and pure synthetic silicas through the sol-gel process [37]. Monodisperse colloidal silica spheres (with radii in the range of 10–500 nm) can be produced from tetraethoxysilane by hydrolysis and condensation [38]. The above-presented examples illustrate the wide application of alkoxysilanes.
4. State of the Art–Direct Synthesis of Alkoxysilanes
4.1. Mechanism and Catalyst
The direct synthesis reaction was discovered independently in the 1940s by Richard Müller and Eugene G. Rochow, while later Kenrick Lewis (Momentive Performance Materials) and Harry Morten Rong (Elkem ASA) contributed greatly to the understanding of the mechanism and to the development of direct synthesis. Dr. Kenrick Lewis received the 2015 Distinguished Scientist Award from the Westchester Chemical Society for his significant contributions to the understanding of the synthesis and performance of silicones. Harry Morten Rong’s doctoral thesis described the use of silicon for the direct process of obtaining methylchlorosilanes [39]. The direct synthesis reaction is a complex and very specific process of heterogeneous catalysis. Because its reaction substrate is a solid, and so is the active phase of the catalyst, it is not quite possible to isolate the catalyst from silicon substrate as a separate phase, in fact they are intertwined. Several factors contribute to the complexity of the process and the difficulty in recognizing its nature, including: the three-phase “gas-solid-solid” reaction; the catalyst, to be exact its active phase, occurs in the system in phase equilibria of the alloys present on the surface and in the bulk of silicon; the reaction progresses on the micrometric scale, while the active site has a nanometric scale; presence of impurities in the solid Si powder that affect the direct reaction; extensive decomposition of the product (formation of significant amounts of by-products). The mechanisms of the direct process, both the formation of the surface metallic copper layer and the subsequent implications of this phenomenon in the context of the so called silylene mechanism, have been extensively described in literature. Many authors have been concerned with the role of promoters and the effects of various forms of copper (its purity, crystallinity, type of copper compound).
The complexity of the direct process renders the reaction mechanisms not fully understood and explained as yet, despite many years of research work, scientific publications and patent applications on that topic [40]. The simple mechanism of direct synthesis of tri- and tetramethoxysilane is presented in Figure 9. It is generally accepted that the catalyst must create active sites for the reaction to take place. Literature data indicate that copper catalysts in the first stage interact with silicon to form various copper silicides (called copper alloys) Cu-Si (in particular Cu3Si), which are considered to be the actual active components [41]. However, Cu3Si and other silicides are not direct catalysts, but they are responsible for mediating the transport of silicon from the inside of the grains to their surface, as well as for the stabilization and formation of the surface copper layer. Silylene, i.e., a transient and reactive entity, is accountable for the formation of active copper as a surface layer of silicide. Okamoto et al. [42], in 1993, described the formation of methoxysilanes in the reaction of silicon with methanol in the presence of a copper (I) catalyst (CuCl). The key stage is the formation of silylene active centers, that are generated as a result of the interaction of silicon with copper (catalyst). A copper-rich region of silicon is formed at the silicon surface. Silicon migration into this region yields silylene species (silicon atom with free electron pair) [42]. Methanol reacts with silylene (I) to form a saturated surface entity. Subsequent insertion of three methanol molecules, cleavage of two CuSi bonds and release of hydrogen result in the formation of trimethoxysilane that is desorbed from the surface active site. The intermediate silylene is regenerated by the diffusion of silicon atoms into the thin copper layer on the surface. Some of the copper layer coagulates to metallic copper, and the solidification deactivates the catalyst. Tetramethoxysilane as a by-product is formed by the reaction of methanol with trimethoxysilane still undesorbed from the surface of metallic copper.
In another paper [43], the authors determined the temperature effect in the pre-treatment of the silicon-copper chloride mixture and the influence of the reaction conditions on the direct synthesis reaction selectivity towards HSi(OMe)3. As mentioned, tetramethoxysilane is a by-product of the reaction. High temperatures (>603 K) of the Si-CuCl mixture pre-treatment led to low selectivity of trimethoxysilane (60–70%). A decrease in temperature (<553 K) increases the formation of HSi(OMe)3 and its selectivity exceeds 98%. At high temperatures, a Cu3Si phase is formed, however, XRD analysis indicates the formation of metallic copper as well, which implies that on the surface, the Cu3Si phase may be partly converted back to Cu. At lower temperatures, formation of neither Cu3Si phase nor metallic copper (or insignificant amounts) was observed. Copper (Cu) catalyzes the transformation of HSi(OMe)3 towards Si(OMe)4, therefore, at lower temperatures the selectivity towards trimethoxysilane is high [43]. Nicolay Yu. Adonin et al. [43] described the process of active centers formation during the activation of the so called “contact mass” (a reactive Si-Cu alloy with catalytic additives), which are formed during a two-stage pre-treatment in the flow of hydrogen and argon. The authors revealed that both topochemical and heterogeneous chemical reactions as well as diffusion and sorption-desorption processes are involved in the active sites formation [43].
Literature most often presents two mechanisms of active site formation in the synthesis of chlorosilanes and alkoxysilanes, which assume that copper-silicon and copper metal phases occur because of the interaction of CuCl with silicon. The first mechanism is that active copper and active silicon are formed and react with each other, resulting in Cu3Si (Figure 10) [44]. In the assumed mechanism, the SiCl4 volatile phase is also formed.
The second assumption is that the Cu3Si phase is formed directly from silicon and CuCl and then transformed into metallic copper by subsequent interactions with CuCl [45]. Analyses of Weber et al. [45] indicated that Cu is a final product as a result of several phase transformations and reactions (Figure 11). According to these authors, Cu3Si, Cu15Si4 and Cu5Si are intermediates that react with CuCl.
Nicolay Yu. Adonin et al. [43] have shown that the interactions between CuCl and Si are more complex. For direct synthesis to occur, there must be a physical contact between them. It has been proved that the reaction starts when the CuCl and silicon molecules come into contact, followed by redistribution of chlorine on the Si surface. The reaction lasts until copper nanoparticles are formed, and they are partially stabilized with chlorine adsorbed at their surface. Another issue discussed by the above authors is the role of hydrogen as a component in the direct synthesis. Hydrogen is a stabilizer of the copper nanoparticles, however, an argon flow after the hydrogen treatment is necessary. Hydrogen probably cleans out the oxygen from the silicon surface, that may be present as an adsorbed gas or may be chemically bonded to Si as a silica. Using EXAFS, the authors found that hydrogen adsorption causes copper segregation and the formation of chlorine-coated metallic copper nanoparticles, so hydrogen must be removed with argon. The study shows that in order to create active centers, metallic copper and a clean silicon surface with appropriate atom concentrations are needed. Acker et al. [46] studied the reactivity of the CuCl-Si system in relation to the activation of silicon in the direct synthesis. The reaction between CuCl and Si is a model reaction of contact mass activation in a direct process. The authors conducted calorimetric studies of two CuCl charges, one was obtained from the elements at high temperature and the other by reduction in aqueous solution. The CuCl obtained by the latter method was characterized by higher reactivity, which resulted in lower reaction start temperatures, as well as 100% conversion of CuCl with respect to the former one. The reaction of silicon and copper (I) chloride in the initial stage of the process was found to take place in the solid state, therefore, it occurred only when these two entities were in a direct physical contact. The gas phase, which is also formed, i.e., SiCl4, according to the researchers, does not play any role in the initial stage. Acker’s team proposed a model of the reaction initiation stage [46], which was based on various interactions between CuCl and Si. The CuCl (I) is one of the “conductors” of copper ions (interstitial diffusion of copper cations) and exhibits a high degree of Frenkel-type disorder. The Cu+ at low temperatures allows enrichment in chlorine at the CuCl/Si interface, resulting in formation of a space charge layer at that interface. The forming isolated Si-Cl bonds inject electrons into the silicon conductivity band. Electrons can be transferred from Si via the interface to CuCl, resulting in metallic copper at the interface, which diffuses into Si to form solid solutions and stoichiometric phases. Another possibility is that the Cu+ ions supported by the electric field penetrate the charge layer towards the silicon. Silicide nuclei or Si nuclei in Cu are formed on the silicon surface and become the reaction center due to weaker Cu–Si bonds and the electron buffer capacity of the silicides. The authors compared it to a corrosion model in electrochemistry. The reaction is affected by both interferences that hinder ion mobility or charge transfer, i.e., CuCl covered with Cu(OH)Cl, and those that may favorably affect its course (direct reaction promotors) [46]. Another work of J. Acker’s team reviewed the thermodynamic studies of the direct synthesis of copper-catalyzed methylchlorosilanes [47]. The authors specified three main kinetically determined pathways: (1) the formation of carbon, hydrocarbons, hydrogen and hydrogen chloride as a result of cleavage of the C–H bond in methyl chloride, (2) the formation of hydrogen-containing methylchlorosilanes that occurs only in the presence of hydrogen or hydrogen chloride, (3) competition between thermodynamically favored chlorosilanes and kinetically favored methylchlorosilanes [47].
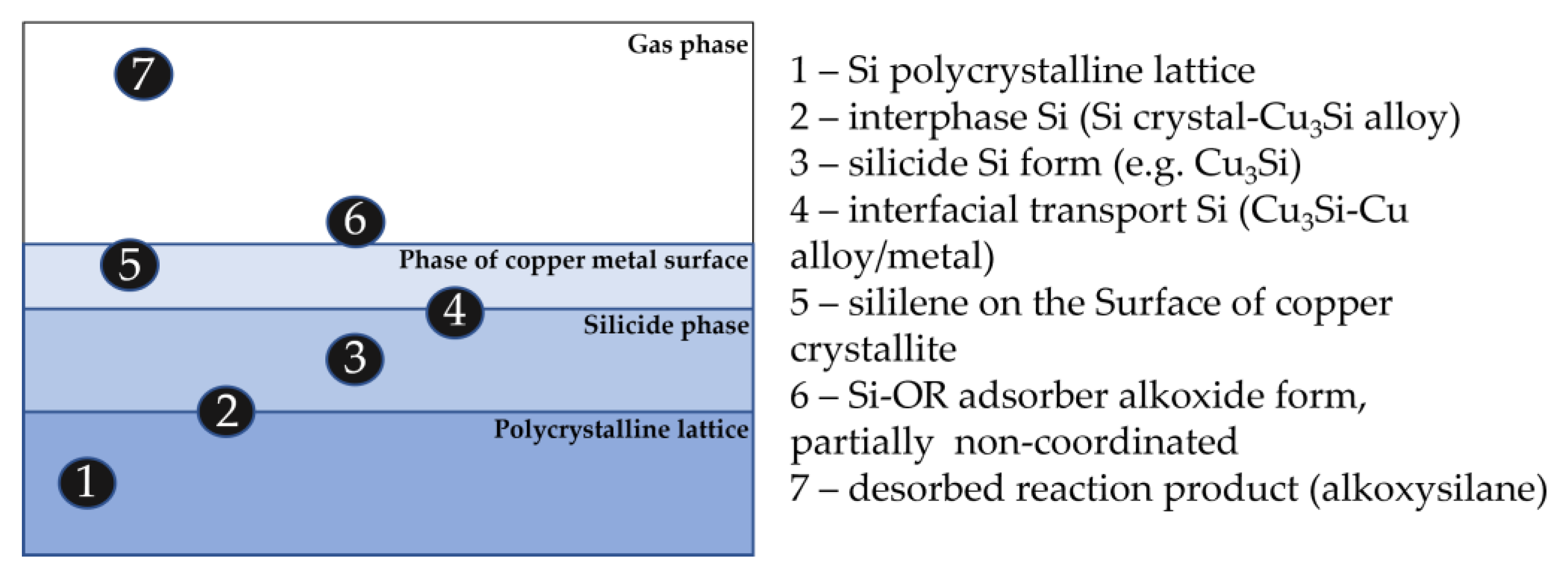
Figure 12 shows a generalized cross-section of the hypothetical structure of the active phase with four characteristic bands highlighted. The polycrystalline silicon grain region is 500 nm–20 μm thick, the next one is the alloy interphase consisting of a copper silicide of hundreds of nanometers thick and with the concentration gradient of silicon atoms (in relation to copper ones) decreasing towards the upper contact surface. At the top there is a metallic copper phase at which reactive silylene species occur, and the last (gas phase) is gas diffusion phase. Silicon can occur in at least seven chemical forms in the system, ranging from the silicon diffusing from the bulk (1–polycrystalline silicon lattice) through interfacial forms of silicon-copper alloys (3) to molecular forms present in the gas phase (7). All the above-described stages of direct synthesis taking place at and inside of the silicon grain refer to the synthesis of both, chlorosilanes and alkoxysilanes.
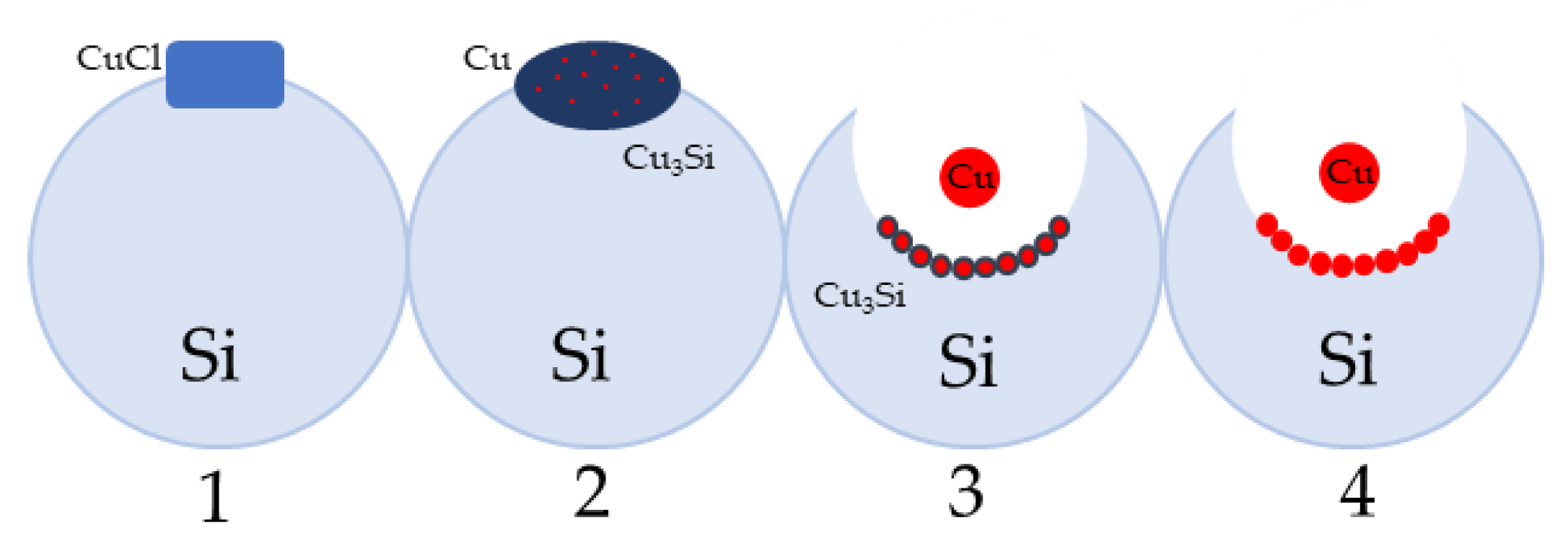
Figure 13 shows a schematic progress of alkoxysilanes synthesis in the presence of a copper catalyst. The reaction was divided into four main steps, i.e.,
- (1)
- catalytically active copper precursor dispersion (CuCl (I) was used as an example),
- (2)
- an induction period when a catalytically active phase is formed,
- (3)
- direct synthesis catalytic reaction,
- (4)
- deactivation stage.
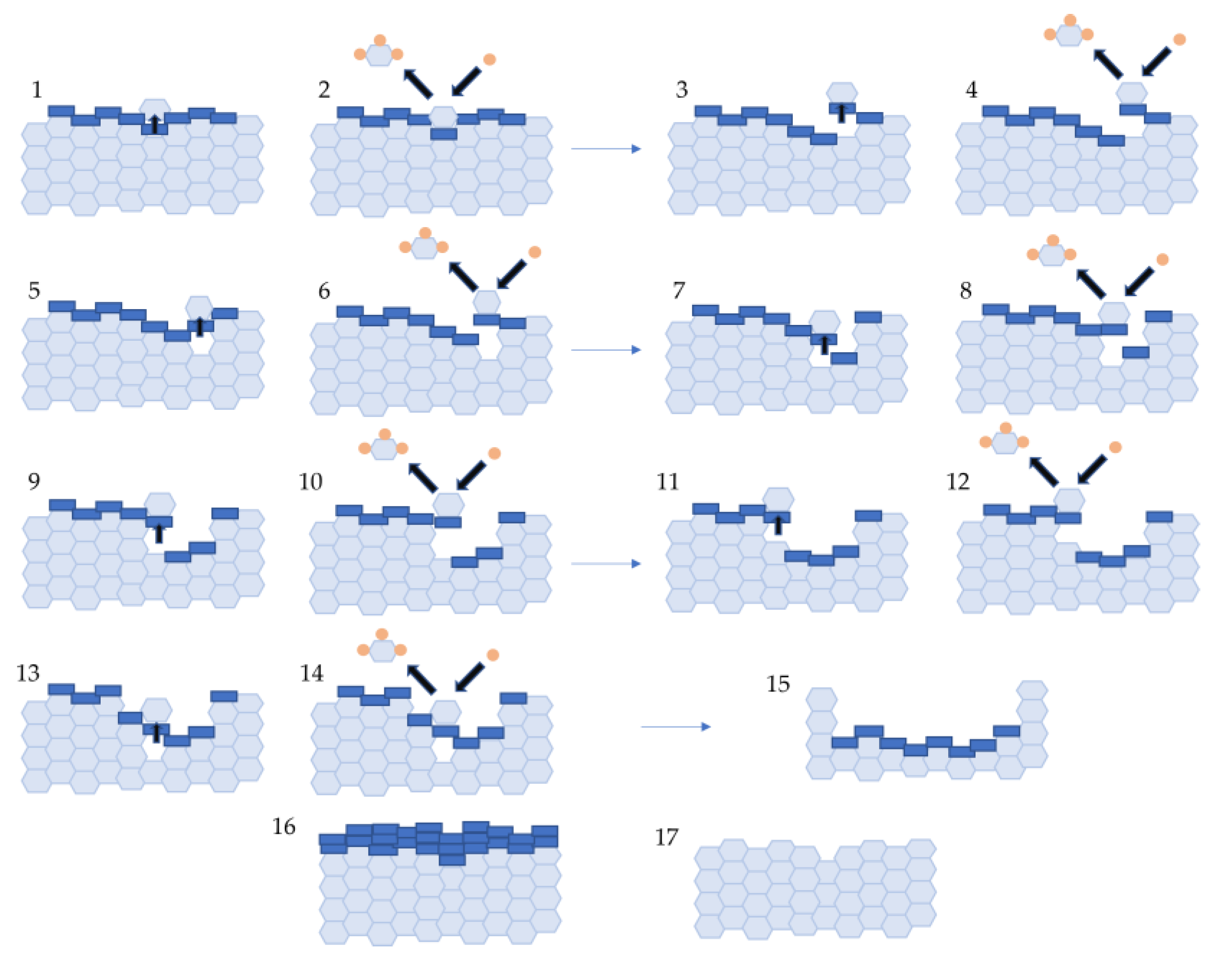
In the second step, the catalytically active phase is being formed [39], containing highly dispersed copper, copper silicide and chlorine ions. In the third stage, the silylene (surface form of silicon) reacts with alcohol. During this stage, the surface layer is being depleted of silicon, that allows the successive transport of Si atoms to the surface via its alloy phases, often with a complicated structural composition (Cu3Si, Cu5Si) and with admixtures of other elements regarded as the process promoters. The main reaction stage is associated with the formation of characteristic pits in the silicon grains. The last, fourth stage, shows deactivation of the catalytic system, which is characterized by the transformation of dispersed forms of copper into surface crystallites forming a layer blocking the diffusion processes of silicon from the bulk of the silicon grain to its surface. Figure 14 schematically shows the stages of formation of characteristic pits related to the depletion of the substrate (silicon) during the reaction on the polycrystalline grain.
The catalysts of direct synthesis are mainly copper-based (e.g., Cu, CuCl, Cu2O, CuO, Cu-Cu2O-CuO) [49,50,51,52,53]. The efficiency of catalysts is affected by their particle size, method of synthesis, degree of fragmentation, crystallinity, and type of copper compound. Wang et al. [54] presented in their work a new one-step method for the synthesis of a cupric chloride catalyst from CuSO4·5H2O with NaCl at different temperatures (45 °C, 50 °C and 60 °C). The XRD and SEM results suggest that the prepared powder is highly crystalline and has a pure 2D flake structure. The highest selectivity towards HSi(OMe)3 was observed for the catalyst content of 5 wt.%. From the results these authors concluded that CuCl decomposes into copper ions and chlorine ions in the first stage, then silicon and copper ions combine to form a Cu-Si alloy [54]. Su et al. [55] studied the direct synthesis with high selectivity towards triethoxysilane and tetraethoxysilane in the presence of CuCl and Cu (0) catalysts in a fixed bed reactor. After pretreatment of the CuCl/Si mixture under N2 flow, the metallic Cu (0) phase appeared at 260–500 °C, and the Cu3Si phase at 280–500 °C. The pretreatment of CuCl/Si at 240–300 °C resulted in the formation of a higher amount of triethoxysilane (with 80% selectivity) than tetraethoxysilane. On the other hand, a pretreatment at even higher temperature resulted in increased selectivity towards tetraethoxysilane (to above 92%). According to the authors, Cu-Si-Cl was probably the active site involved in triethoxysilane formation, while the Cu (0) metal crystallite was the active site involved in tetraethoxysilane formation. These authors also studied the influence of particle size on catalytic activity: CuCl powder showed higher catalytic activity towards triethoxysilane formation compared to that of the commercially available one of larger particle sizes [55]. Wang et al. [56] studied the synergic effect in a two-component CuCl/metallic copper catalyst in the direct synthesis of methylchlorosilane in a stirred bed reactor. A two-component catalyst increased the catalytic efficiency of the reaction. Another advantage was a high selectivity towards dimethylchlorosilane (above 88% at 320 °C, at atmospheric pressure) [56]. Zou et al. [57] prepared novel leaflike Cu–O–Sn nanosheets as highly efficient catalysts for dimethyldichlorosilane synthesis.
4.2. Promotors
Direct synthesis is catalyzed mainly by copper compounds; however, numerous literature reports indicate a significant influence of promoters on the process. The most known promoters added to copper catalysts are zinc, tin, phosphorus, and aluminum [58] (Table 1). Their addition in ppm amounts can increase the rate of the reaction, and can also contribute to higher selectivity towards dichlorodimethylsilane, the most desirable reaction product. Let us keep in mind that raw (metallurgical) silicon is contaminated with many other elements, e.g., Fe, Ca, Mg, Zn, Al, Ti, Cr, Ni, Mn, Ba, Cu, Zr, V, Ag, B, Co, P, S (in a wide range of concentrations, from ppm up to several weight percent for iron). This can affect, both positively as well as negatively, the direct process. The presence of the contaminants may lead to lowering the reaction temperature, increasing conversion, or may affect the process selectivity [59,60,61]. According to recent literature, the most important additives (metals) referred to as promoters of direct synthesis, both in the preparation of chlorosilanes and alkoxysilanes, include zinc, tin, phosphorus, and aluminum [12,62]. Literature and patent databases contain numerous reports on the use of various direct synthesis promoters, but there is no clear explanation of the impact, mechanism, nature of such additives. Besides, they appear in some reports in mutually exclusive and contradictory roles [63]. The varieties of direct synthesis process catalysts and reaction conditions along with a diversity of promoters do not facilitate explanation of their effect and operation mechanisms. Most authors describe a selected narrow aspect of the effect of a single promoter on the reaction course with respect to thermodynamics, kinetics, electronic structures of the catalytic system, the effects of the catalyst-promoter systems themselves and so on, while there only a few papers whose authors are concerned with the synergy effect between the promoters. According to the literature review, it is generally assumed that the addition of zinc (0.1–1.5 wt.%) increases the selectivity towards DMDCS and slightly increases the reaction rate. Moreover, zinc-tin co-promotion significantly increases the reaction rate and directs the reaction selectivity towards DMDCS (up to 95%). Judging from the low ratio of MTCS to DMDCS, one of the probable explanations of this fact is that zinc is acting as a methylating agent [64]. It is also assumed that zinc improves the selectivity, but does not influence the reaction rate, and tin addition (in the absence of zinc) improves both these parameters [65].
Gasper-Galvin et al. [63] described the influence of zinc, tin and aluminum (1 wt.% or less based on the copper-silicon contact mass amount) promoters in the direct synthesis of methylchlorosilanes. The study shows that the overall reaction rate decreases in the following order: SiCuZnSn > aged SiCu > SiCuAlSn ≅ SiCuZn > SiCuA1 > fresh SiCu ≅ SiCuSn, while the selectivity towards dimethyldichlorosilane (DMDCS) decreased as follows: SiCuZnSn > SiCuAlSn > SiCuZn ≅ aged SiCu > SiCuSn ≅ SiCuAl > fresh SiCu. “Fresh SiCu” is a contact mass aged for ten days or less before use for reaction kinetics studies, while “aged SiCu” was stored for four months. Aged SiCu showed a 3.5-times faster reaction rate, as well as a higher selectivity towards DMDCS (almost twice) compared to fresh SiCu. The addition of tin only or aluminum only as a promoter did not have a positive effect on the reaction rate and/or selectivity or had no other effect on the process. Again, as mentioned above, the authors suggest that zinc can promote the direct reaction by acting as a methylating agent, while tin in combination with zinc and aluminum reduces the melting point and surface tension of metal alloys at the contact surface, resulting in increased distribution of the copper/promoter mixture on the surface, thus increasing the reactive surface [63]. Gordon et al. [58] described in 2009 the effect of single promoters (i.e., P, Sn, Zn) on the direct synthesis of methylchlorosilanes. Based on the Si conversion factor and selectivity towards dimethyldichlorosilane (DMDCS), the highest reactivity was attained by Sn-promoted contact mass. Using the FT-IR-ATR technique, it was determined that this catalyst shows high surface concentration of CH3, however, this concentration is lower compared to that of the phosphorus-promoted catalyst. The addition of P leads to an increase in the Si conversion rate compared to that of the undoped and Zn-promoted contact masses, but the addition of phosphorus leads to the dissociation of the surface CH3 groups, creating CHx (where x = 1.2) species. On the other hand, the selectivity towards DCMS is the highest from among the studied systems. The authors [65] inferred from the FT-IR-ATR results that methyl that was observed in the spectra of Sn-contact mass came from the methoxy groups that form on the residual oxide associated with silicon component (Si-OCH3). The concentration of CH3 on the Zn-promoted catalyst was similar that on the unpromoted contact mass, and, at the same time, much lower than that on the Sn and P promoted catalysts, but on the other hand, the Zn-promoted catalyst showed high selectivity towards DMDCS. After 6 h of the reaction, the highest selectivity (72%) towards DMDCS was obtained for the Sn-promoted system. Reaction selectivity of the contact mass with the addition of Zn, P and unpromoted, was 53%, 17% and 31%, respectively [65]. Another research group has described the influence of Zn and Sn promoters on the Si conversion to methylchlorosilanes. Wang et al. [66] showed the effect of promoters added before and during the reaction. Addition of Zn before the reaction caused an increase in Cu3Si alloy formation, whereas its addition while the reaction was in progress had little effect. The presence of Zn in the optimized concentration can increase the selectivity towards DMDC formation and decrease the formation of MTC by-product. Excessive amount of Zn can result in reaction deactivation. Sn as a promoter reduces the amount of Cu3Si in the catalytic system because Sn accelerates Cu3Si use [66]. Jing Xu et al. [67] have synthesized CuO/SiO2 catalysts with the addition of Zn, Sn and/or P promoters using the ball milling method and studied their catalytic effect in the Rochow process. The selectivity of promoted catalysts towards dimethyldichlorosilane decreased in the following order: CuO-ZnO-P-Sn/SiO2 > CuO-ZnO-Sn/SiO2 > CuO-ZnO-P/SiO2 > CuO-ZnO/SiO2 > CuO/SiO2. Selectivity and conversion of direct silicon reaction in the presence of catalysts with two or more promoters were higher (especially CuO-ZnO-P-Sn/SiO2) compared those obtained in the other catalytic systems. According to the authors, it is a result of lower electronegativity of the promoters because they can facilitate the electrons transfer to Cu, and thus, the formation of an electron-rich CuO surface. The DFT calculations show that promoters can increase the dissociative chemisorption of MeCl, thereby, producing more reactive surface groups. Increased amount of oxygen adsorbed on the surface, strong electronic interactions between CuO and promoters, and increased dissociative chemisorption of MeCl contribute to the formation of more active Cu3Si phases, thus, improving the performance of the catalysts [67]. Zeng et al. [68] have also used zinc, tin, and phosphorus as promoters in the Müller–Rochow reaction. They obtained CuO/ZrO2 catalysts co-promoted by ZnO, Sn and CuP, by dry ball milling. The addition of co-promoters increases the amount of oxygen adsorbed on the surface, which results in easier formation of the Cu3Si active phase, increasing the selectivity towards the formation of dimethyldichlorosilane and conversion of silicon. The CuO/ZrO2 catalyst with the addition of ZnO, Sn and CuP showed the best properties due to the highest surface adsorption capacity of oxygen and the strongest reducing properties [68]. Li et al. [69] introduced a method of addition of ZnO, Sn and P to CuO/CeO2 catalysts by ball mixing. The CuO-ZnO-P-Sn/CeO2 system has a better catalytic effect than a commercial catalyst due to the high content of Cu+. The introduction of these promoters significantly increases the amount of Cu+ content in the following sequence CuO/CeO2 < CuO-ZnO/CeO2 < CuO-ZnO-P/CeO2 < CuO-ZnO-Sn/CeO2 < CuO-ZnO-P-Sn/CeO2, thus accelerating the formation active CuxSi phase [69].
Lei et al. [70] analyzed the influence of promoters on the direct synthesis with ethanol in a gas-solid stirred fluidized bed in the presence of CuCl produced by the wet method. The promoters of the process were hydrogen fluoride and ethyl chloride. The reaction selectivity towards triethoxysilane without HF increases with the reaction rate and drops sharply after reaching the maximum rate. On the other hand, the addition of HF caused high selectivity throughout the reaction, and the result was a higher yield of triethoxysilane. The authors assumed that fluorine supplied from HF reacts with metallic Cu to form CuF2, which further reacts with Si to regenerate the active Si–Cu amorphous intermetallics. Double promoters, i.e., C2H5Cl/HF have also been tested. The addition of ethyl chloride inhibited the formation of by-products [70].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Promoters in direct synthesis based on literature report.
| Catalyst | Promotors | Reactor | Effect on the Process | Refs. |
|---|---|---|---|---|
| CuCl | Zn, Sn, Al | continuous, fixed-bed reactor system |
| [58] |
| Cu3Si bulk alloy | Zn | batch recirculation reactor |
| [71] |
| Cu3Si bulk alloy | Zn, Sn | batch reactor attached to an ultrahigh vacuum chamber |
| [72] |
| CuCl | Zn, Sn | continuous, fixed-bed reactor system |
| [73] |
| CuCl | Zn, Sn | fixed-bed reactor system |
| [74] |
| CuCl | Zn, Sn, Al | fixed bed reactor system |
| [63] |
| CuCl | P, Sn, Zn, | fixed reactor bed system |
| [65] |
| CuCl | Zn, Sn | stirred bed |
| [66] |
| CuO/SiO2 | ZnO, Sn, P | fixed-bed flow reactor system |
| [67] |
| CuO/ZrO2 | ZnO, Sn, CuP | fixed-bed flow reactor system |
| [68] |
| CuO/CeO2 | ZnO, Sn, P | fixed-bed flow reactor system |
| [69] |
| CuCl | HF, C2H5Cl | gas–solid stirred fluidized bed |
| [70] |
| CuCl | Zn, P, Sn | fixed-bed reactor |
| [75] |
| CuO | Sn, Zn | fixed-bed reactor |
| [76] |
4.3. Methods
Methods of obtaining alkoxysilanes both in reactions between chlorosilanes with alcohols and in direct reactions between silicon and alcohols, are well known. In 1989, Nishida et al. [77] patented a “Process for producing alkoxysilanes” (US4851558A), which described the preparation of alkoxysilanes by reaction of chlorosilanes (containing at least one Si-H bond, e.g., monochlorosilane, dichlorosilane, trichlorosilane, methyldichlorosilane and dimethylchlorosilane) with alcohols such as methanol, ethanol, n-propanol, isopropanol, n-butanol, isobutanol, etc. The reaction is most efficient for methanol and ethanol [77]. However, these solutions still have a by-products issue and other problems, so new methods were still sought. Cho et al. [30], in a patent “Process for preparing alkoxysilanes” (US5103034A, 1992), described a process of obtaining alkoxysilanes in a reaction between silicon and alcohol in the presence of a copper catalyst and acetal and orthocarboxylic acid ester [30]. Suzuki et al. [78], in 1994, described preparation of alkoxysilanes by direct synthesis gas-solid reaction. The first stage of the process involved preparation of silicon including its treatment with the HF acid solution. It was followed by mixing the activated silicon with the CuCl catalyst, in a vial, upon vigorous vibration. The reactions were carried out in a fixed bed flow reactor. The mixture in a quartz tube infrared furnace was preheated under helium at 220–450 °C for 1h, and then methanol was added dropwise to the system at 189–259 °C. The effect of preheating temperature on the selectivity towards methoxysilane was investigated. At 450 °C, a sharp decrease in selectivity was observed with the reaction time, while at 240 °C the selectivity was >98% throughout the whole reaction time. Similarly, at 450 °C, 70% of silicon conversion was observed, while at 240 °C it was almost complete. The XRD analysis indicates the formation of Cu3Si phase during preheating at a higher temperature, while according to the XRD tests carried out at 240 °C, no Cu3Si phases are formed. However, the authors concluded that the Cu3Si phase formation at the silicon surface occurred even when heated at only 220 °C, as indicated by the observed pits formation and the content of active phase may be insufficient for its identification. As silicon conversion progressed as a result thereof, the increasing number of surface pits indicated the possible involvement of methanol in active sites formation. The higher initial rate of silicon consumption at 240 °C is related to a large number of reaction centers, while complete silicon conversion is accomplished because almost all its surface becomes reactive. Similar results were obtained in the silicon-ethanol reaction [78]. Chigondo et al. [79] described the preparation of trialkoxysilanes by direct reaction in a flow tube reactor. It involved the direct synthesis reaction between silicon and alcohols (ethanol, methanol, n-propanol, n-butanol) in the presence of various forms of copper catalysts (CuCl, Cu(OH)2, CuO and CuSO4). Again, preheating the catalyst at a high temperature (>500 °C) resulted in a slower reaction rate than at much lower temperatures (<350 °C). The CuCl showed the highest catalytic activity. The optimum reaction temperature range and alcohol flow rate were (230–240 °C) and 0.1 mL/min, respectively. As the length of alcohol molecule chain increases, silicon conversion and selectivity decrease. The highest reaction selectivity towards trialkoxysilanes (97%) and highest silicon conversion (64%) were obtained for ethanol. The method described by the above-mentioned authors does not include the usual step of rinsing silicon with concentrated hydrofluoric acid before the reaction, which is safer for industrial use, because the HF washing step is corrosive and can pose a threat to the environment and people on a large scale [79]. In Aziz M. Muzafarov’s group, Maxim N. Temnikov et al. [24] investigated various methods of alkoxysilanes synthesis in direct process. The process involved a reaction between silicon (purity >98%, impurities Fe < 0.7%, Al < 0.7%, Ca < 0.6%) and different organic compounds (mainly alcohols). It was carried out in four types of reactors: (1) flask-like liquid-phase; (2) tube-like gas/solid-phase; (3) flask-like gas/solid-phase upon strong UV irradiation; (4) an autoclave. Prior to the reaction, silicon powder was activated by removing the SiO2 layer from the surface with HF, and then it was mixed with copper(I) chloride powder and heated at 270–350 °C for 1 h under argon flow. The produced contact mass and organic high-boiling solvents (if present in the system) were placed in a flask reactor or a quartz tube reactor, to which methanol or other liquid organic substrate was added by means of a high-pressure pump or dropping funnel. Various liquid substrate addition rates and reaction temperatures were examined. The main reaction products were tri- and tetraalkoxysilanes. As a result of optimization, HSi(OAlk)3 and Si(OAlk)4 showing very high selectivity (>90%) were obtained [24]. Another recent work presented a direct synthesis of tetraalkoxysilanes using MG-Si and alcohols [80]. The process was carried out in a high-pressure mechanochemical reactor. The effect of temperature (100–250 °C), the amount of catalyst (0–20 wt.%) and its type (CuF2, CuCl, CuBr, CuI, CuO and Cu2O), as well as the type of alcohol (MeOH, EtOH, n-BuOH) on the reaction was studied. Optimized conditions, i.e., time = 2 h, temperature = 200 °C, 20% w/w of CuCl, allowed a conversion of 90% silicon with a selectivity of 94% to tetraalkoxysilane. The CuCl showed the highest catalytic activity, followed by copper bromide, iodide and difluoride. At a temperature of 100 °C, which according to the authors is the lowest temperature so far in the direct synthesis of alkoxysilanes, it was possible to obtain tetraalkoxysilane with a selectivity of 98% and a silicon conversion of 77%. The CuCl (20 wt.%) was the most effective of the studied Cu catalysts [80]. Joon Soo Han et al. [81] studied the slurry phase reaction of silicon and methanol in the presence of copper chloride as an activator in DBT (dibenzyltoluene) at different temperatures (200–320 °C). In the optimized conditions (i.e., 0.5 wt.% CuCl, and 240 °C) trimethoxysilane was the main product and tetramethoxysilane formed as a by-product. Methoxysilanes were obtained with a selectivity of 81% and with 85% conversion of silicon [81]. Przekop et al. [82] patented a method of obtaining a reactive Si/Cu contact mass to the direct synthesis of alkoxysilanes. The authors developed a method that consists in adding a modifier to the mixture of silicon/copper(I) chloride, silicon/copper(II) chloride, silicon/copper(II) oxide, silicon/copper(II) hydroxide or silicon/copper chloride dihydrate or their mixtures, and then subjecting the whole mixture to a temperature in the range of 180 to 400 °C for 20 to 220 min, in a stream of inert gas. The next stage is the introduction of alcohol after reaching a temperature in the range of 170 °C to 270 °C. This new method made it possible to shorten the thermal reaction time of the formation of the contact mass, reduce the activation energy of the formation of the contact mass, and shorten the process of direct synthesis [82]. In 2018, in Aziz M. Muzafarov’s group, Maxim N. Temnikov et al. [20] described a new mechanochemical one-step method of the direct synthesis of alkoxysilanes by silicon activation followed by reaction with an alcohol. The tests were carried out in a vibrating reactor designed by the authors. It consisted of a working chamber and grinding bodies made of brass. This alloy of copper and zinc is a classical catalytic system in the direct reaction of silicon and alcohols. Commercially available silicon (1–2 mm grains) had not been subjected to prior HF treatment, therefore, it should be assumed that the surface contained a thin layer of oxide. Experimental results, however, show almost complete conversion of silicon in reaction both with methanol and ethanol. The authors indicated an increase in the silicon surface area during grinding, which resulted in the formation of a well-developed reaction surface uncontaminated with SiO2. The described method allows obtaining tetraethoxy- and tetramethoxysilanes with high yields with almost complete conversion of silicon. With reduced intensity of vibrations, triethoxysilane was produced with 23% selectivity, which proves the possibilities of this method for the synthesis of monomers containing Si–H bond [20]. Another work by M. N. Temnikov et al. [83] (Aziz M. Muzafarov’s group) presented the mechanochemical synthesis of triethoxysilane from silicon-copper contact mass and ethyl alcohol in the vibrating reactor of their own construction. It was shown that the process of direct alkoxysilane synthesis is influenced by several parameters (contact mass ratio to the mass of grinding elements, sizes of grinding elements and their ratios, power density). Optimization of the parameters allowed obtaining HSi(OEt)3 with a selectivity of 50% and a silicon conversion of 90%, without the use of any promoters. One of the variables that significantly influenced the course of direct synthesis is the dispersion size of grinding elements. The tests showed that the use of 1000 spheres with d = 5 mm, instead of two larger spheres with d = 40 mm, increased the selectivity towards HSi(OEt)3 from 36% to 54%, and also increased the conversion of silicon. The authors of the above-mentioned paper explained this by the probable increase in the number of contact points where mechanoactivation takes place. Vibration acceleration also turned out to be an important parameter, as it was possible to achieve almost complete conversion of Si without changing selectivity, while shortening the reaction time by 4 hours. An increase in acceleration causes a greater number of collisions between components involved in direct synthesis per unit of time [83]. Chistovalov et al. [84] (Aziz M. Muzafarov’s group) have presented mechanochemical one-stage, chlorine-free method of direct synthesis of alkoxysilanes. The process consists of the reaction between untreated silicon with a dispersion of up to 5 mm with an aliphatic alcohol (C1 to C4) in the presence of a copper catalyst at a temperature of 200–300 °C in a vibrating fluidized bed of milling bodies in a wide vibration acceleration range. Production of vibration reactors and grinding bodies made of copper or a copper alloy (e.g., brass) allows omission of the stage of catalytic mixture preparation. On the one hand, grinding leads to crumbling and mechanical activation of silicon grains, removal of the surface SiO2 oxide layer, intensive mixing. On the other hand, as the walls of reactors and grinding bodies are made of copper or its alloy, nanoscale copper-containing particles are formed and may diffuse into silicon, creating active centers. Adding alcohol to the reactor results in obtaining alkoxysilanes by the chlorine-free method. By changing parameters such as the energy intensity, geometric parameters and material of the reactor and grinding media, mass of milling bodies, alcohol addition rate, Si/Cu ratio [g/g], and time, the authors obtained HSi(OAlk)3/Si(OAlk)4 in different ratios [84]. Yui Miura et al. [85] described the synthesis of alkoxysilanes by mechanochemical ball milling. This reaction involves chlorine-free synthesis without HF at a low temperature (40 °C). Alcohol (methanol, ethanol), Si powder, and metal powder (Cu, Ag, Fe, Cr, Ni, Mn, and Ti) were placed in the planetary ball mill. The authors obtained TEOS with a yield of 50% and a purity of 99.9%. The yield of alkoxysilane production depends on the pre-treatment of the Si and Cu mixture. The efficiency increases with the speed of rotation of the ball mill. High-energy milling is an effective way to increase the yield of TEOS synthesis. This is probably due to the effective formation of Cu3Si in some places where there is a higher temperature due to higher rotational speed. The presented new strategy to produce both alkoxysilanes (and H2) is in consistent with the ecological and sustainable development trend [85].
5. Conclusions
The silicon market is characterized by continuous growth in response to the fast development of industry. The presented analyzes and reports show that the forecasts for the coming years indicate an upward trend. The silicon market is related to organosilicon compounds (silanes, polysiloxanes, silsesquioxanes, etc.). Alkoxysilanes are alternative monomers to produce silicones, which are less toxic than chlorosilanes and more in line with the “green chemistry”. The presented review indicates synthetic possibilities in the field of direct synthesis, which is a reaction known for a long time. The article presents the complexity of this reaction, the methods used in the direct synthesis process, the assumed mechanisms, the influence of catalysts and promoters, as well as changes in the reaction over the years. Despite many scientific reports, publications and patents, there is no clearly defined reaction path and mechanism, which is why direct synthesis is still a scientific challenge to scientists around the world, in particular, for those working on environmentally friendly chlorine-free methods.
Author Contributions
Conceptualization, R.E.P.; methodology, R.E.P. and D.P., validation, R.P and D.P.; formal analysis, R.E.P. and D.P.; investigation, D.P. and R.E.P.; resources, R.E.P. and D.P.; data curation, R.E.P. and D.P.; writing—original draft preparation, D.P. and R.E.P.; writing—review and editing, R.E.P. and D.P.; visualization, R.E.P.; supervision, R.E.P. and B.M.; project administration, D.P. and R.E.P. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data used for the study was provided from Scopus database analysis and from Espacenet (patent database).
Acknowledgments
This research was partially supported by the National Centre for Research and Development under the LIDER IV project (LIDER/045/631/L-4/12/NCBR/2013).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Li, X.; Wehrspohn, R.B. Nanometallurgical Silicon for Energy Application. Joule 2019, 3, 1172–1175. [Google Scholar] [CrossRef]
- Garside, M. Report: Major Countries in Silicon Production Worldwide in 2021; Statista.com.: Hamburg, Germany, 2022. [Google Scholar]
- Report: Silicon Market Report: Size, Manufacturers, Trade and Forecast to 2030; IndexBox: Walnut, CA, USA, April 2022.
- Pulidindi, K.; Patel, H. Silicone Market Report; Report ID: GMI297; Global Market Insights: Selbyville, DE, USA, 2022. [Google Scholar]
- Report: Electronic Grade Silicon Market (2022–2032); Fact.MR: Rockville, MD, USA, August 2022.
- Report: Top Manufacturers in the Silicon Wafer Industry; IMARC Group: New York, NY, USA, March 2022.
- Pickerel, K. China’s Share of World’s Polysilicon Production Grows from 30% to 80% in Just One Decade; Solar Power World (SPW): Cleveland, OH, USA, 2022. [Google Scholar]
- Brook, M.A.; Skov, A.L. Silicone Polymers—Celebrating 80 Years of the Direct Process. Macromol. Rapid Commun. 2021, 42, e2100048. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, Q. Surface course in Rochow reaction: First-principle study. Appl. Surf. Sci. 2019, 471, 462–468. [Google Scholar] [CrossRef]
- Rochow, E. Preparation of Organosilicon Halides. U.S. Patent 2,380,995, 26 September 1941. [Google Scholar]
- Müller, R. Verfahren zur Herstellung von Kohlenstoff-Silicium-Halogenverbindungen. DE Patent 5348, 6 June 1942. [Google Scholar]
- Zhang, Y.; Li, J.; Liu, H.; Ji, Y.; Zhong, Z.; Su, F. Recent Advances in Rochow-Müller Process Research: Driving to Molecular Catalysis and to A More Sustainable Silicone Industry. ChemCatChem 2019, 11, 2757–2779. [Google Scholar] [CrossRef]
- Downing, J.H.; Kaiser, R.H.; Wells, J.E. Production of silicon for the methyl chloride direct synthesis. In Catalyzed Direct Reactions of Silicon; Lewis, K.W., Rethwisch, D.G., Eds.; Elsevier: Amsterdam, The Netherlands, 1993. [Google Scholar]
- Rochow, E.G. The Direct Synthesis of Organosilicon Compounds. J. Am. Chem. Soc. 1945, 67, 963–965. [Google Scholar] [CrossRef]
- Baźnt, V.; Joklík, J.; Rathouský, J. Direct Synthesis of Organohalogenosilanes. Angew. Chem. Int. Ed. Engl. 1968, 7, 112–120. [Google Scholar] [CrossRef]
- Wallevik, O. Method and Equipment for Direct Chlorination of Metallurgical Grade Silicon. WO Patent 2008/136681 A1, 2 May 2008. [Google Scholar]
- Seyferth, D. Dimethyldichlorosilane and the Direct Synthesis of Methylchlorosilanes. The Key to the Silicones Industry. Organometallics 2001, 20, 4978–4992. [Google Scholar] [CrossRef]
- Breneman, W.C. Direct synthesis of chlorosilanes and silane. In Catalyzed Direct Reactions of Silicon; Lewis, K.W., Rethwisch, D.G., Eds.; Elsevier: Amsterdam, The Netherlands, 1993. [Google Scholar]
- Przekop, R.; Marciniec, B. Direct synthesis of silicon compounds. Part 1. Present status and perspectives. Przemysl Chem. 2018, 97, 1703–1709. [Google Scholar]
- Temnikov, M.N.; Anisimov, A.A.; Zhemchugov, P.V.; Kholodkov, D.N.; Goloveshkin, A.S.; Naumkin, A.V.; Chistovalov, S.M.; Katsoulis, D.; Muzafarov, A.M. Mechanochemistry—A new powerful green approach to the direct synthesis of alkoxysilanes. Green Chem. 2018, 20, 1962–1969. [Google Scholar] [CrossRef]
- Rochow, E.G. Methyl Silicate from Silicon and Methanol. J. Am. Chem. Soc. 1948, 70, 2170–2171. [Google Scholar] [CrossRef]
- Rochow, E.G. Preparation of Tetramethyl Silicate. U.S. Patent 2,473,260, 14 June 1949. [Google Scholar]
- Suzuki, E. Mechanism of active-site formation in copper-catalyzed synthesis of trimethoxysilane by the reaction of silicon with methanol. J. Catal. 1990, 125, 390–400. [Google Scholar] [CrossRef]
- Temnikov, M.N.; Zhiltsov, A.S.; Kotov, V.M.; Krylova, I.V.; Egorov, M.P.; Muzafarov, A.M. Comparison of Effectiveness of Various Approaches to Direct Synthesis of Alkoxysilanes. Silicon 2014, 7, 69–78. [Google Scholar] [CrossRef]
- Serikkanov, A.; Shongalova, A.; Zholdybayev, K.; Tokmoldin, N.; Turmagambetov, T.; Pavlov, A.; Mukashev, B. Integration of Kazakhstan Technologies for Silicon and Monosilane Production with the Suitable World Practices for the Production of Solar Cells and Panels. Processes 2022, 10, 1303. [Google Scholar] [CrossRef]
- del Coso Sánchez, G. Chemical Decomposition of Silanes for the Production of Solad Grade Silicon. Ph.D. Thesis, Universidad Politecnica de Madrid-ETSIT, Madrid, Spain, 2010. [Google Scholar]
- Zadde, V.V.; Pinov, A.B.; Strebkov, D.S.; Belov, E.P.; Efimov, N.K.; Lebedev, E.N.; Korobkov, E.I.; Blake, D.; Touryan, K. New method of solar grade silicon production. In Proceedings of the 12th Workshop on Crystalline Silicon Solar Cell Materials and Processes, Breckenridge, CO, USA, 11–14 August 2002. [Google Scholar]
- Strebkov, D.S.; Pinov, A.; Zadde, V.V.; Lebedev, E.N.; Belov, E.P.; Efimov, N.K.; Kleshevnikova, S.I. Chlorine Free Technology for Solar-Grade Silicon Manufacturing. In Proceedings of the 14th Workshop on Crystalline Silicon Solar Cells and Modules, Golden, CO, USA, 8–11 August 2004. [Google Scholar]
- Tsuo, Y.S.; Belov, E.P.; Gerlivanov, V.G.; Zadde, V.V.; Kleschevnikova, S.I.; Korneev, N.N.; Lebedev, E.N.; Pinov, A.B.; Ryabenko, E.A.; Strebkov, D.S.; et al. Method of high purity silane preparation. U.S. Patent 6103942, 1 January 2000. [Google Scholar]
- Cho, T.; Ohta, Y.; Yagi, O.; Oyama, R. Process for Preparing Alkoxysilanes. U.S. Patent 5,103,034, 19 March 1991. [Google Scholar]
- Thomson-Houston Company. Improvements in and Relating to Methods of Preparing Alkyl-Orthosilicates. U.K. Patent Application 16234/47, 19 June 1947.
- Wheeler, G. Alkoxysilanes and the Consolidation of Stone; Research in Conservation; Getty Conservation Institute: Los Angeles, CA, USA, 2005. [Google Scholar]
- Bosch, E.; Roth, M.; Gogolok, K. Binder Composition for Inorganic Compounds. German Patent Application 2,318,494, 12 April 1973. [Google Scholar]
- Xu, F.; Zeng, W.; Li, D. Recent advance in alkoxysilane-based consolidants for stone. Prog. Org. Coat. 2019, 127, 45–54. [Google Scholar] [CrossRef]
- Donath, S.; Militz, H.; Mai, C. Wood modification with alkoxysilanes. Wood Sci. Technol. 2004, 38, 555–566. [Google Scholar] [CrossRef]
- Shimojima, A.; Kuroda, K. Controlled synthesis of nanostructured silica-based materials from designed alkoxysilanes. J. Solgel. Sci. Technol. 2007, 46, 307–311. [Google Scholar] [CrossRef]
- Putro, W.S.; Fukaya, K.; Choi, J.-C.; Choi, S.J.; Horikoshi, T.; Sato, K.; Fukaya, N. Direct Transformation of Silica from Natural Resources to Form Tetramethoxysilane. Bull. Chem. Soc. Jpn. 2020, 93, 958–962. [Google Scholar] [CrossRef]
- Van Blaaderen, A.; Kentgens, A.P.M. Particle morphology and chemical microstructure of colloidal silica spheres made from alkoxysilanes. J. Non-Cryst. Solids 1992, 149, 161–178. [Google Scholar] [CrossRef]
- Rong, H.M. Silicon for the direct process to methylchlorosilanes. Ph.D. Thesis, Universitetet I Trondheim Norges Tekniske Hogskole, Trondheim, Norway, 1992. [Google Scholar]
- Mahmoodina, M.; Bleken, F.L.; Svenum, I.-H.; Røe, T.; Blaser, E.; Gouttebroze, S.; Venvik, H.J. Role of copper in the formation of carbon during direct synthesis of Methylchlorosilanes. In Proceedings of the Silicon for the Chemical and Solar Industry XVI, Trondheim, Norway, 14–16 June 2022. [Google Scholar]
- Lewis, K. Momentive Performance Materials, Discovery of Methylchlorosilylene (CH3SiCl:) As a Key Intermediate in the Direct Synthesis of Dimethyldichlorosilane (CH3)2SiCl2; Universidad de Guanajuato: Guanajuato, Mexico, 2021; pp. 17–24. [Google Scholar]
- Okamoto, M.; Suzuki, E.; Ono, Y. Reaction Pathway of Formation of Methoxysilanes in the Reaction of Silicon with Methanol Catalyzed by Copper(I) Chloride. J. Catal. 1994, 145, 537–543. [Google Scholar] [CrossRef]
- Adonin, N.Y.; Prikhod’ko, S.A.; Shabalin, A.Y.; Prosvirin, I.P.; Zaikovskii, V.I.; Kochubey, D.I.; Storozhenko, P.A. The “direct” synthesis of trialkoxysilanes: New data for understanding the processes of the copper-containing active sites formation during the activation of the initial silicon based contact mass. J. Catal. 2016, 338, 143–153. [Google Scholar] [CrossRef]
- Tamhankar, S.S.; Gokarn, A.N.; Doraiswamy, L.K. Studies in solid-solid reactions. Chem. Eng. Sci. 1981, 36, 1365–1372. [Google Scholar] [CrossRef]
- Weber, G.; Viale, D.; Souha, H.; Gillot, B.; Barret, P. Kinetic data and mechanistic model for the reaction between Si and CuCl. Solid State Ion. 1989, 32–33, 250–257. [Google Scholar] [CrossRef]
- Acker, J.; Köther, S.; Lewis, K.M.; Bohmhammel, K. The reactivity in the system CuCl-Si related to the activation of silicon in the Direct Synthesis. Silicon Chem. 2003, 2, 195–206. [Google Scholar] [CrossRef]
- Acker, J.; Bohmhammel, K. Thermodynamic assessment of the copper catalyzed direct synthesis of methylchlorosilanes. J. Organomet. Chem. 2008, 693, 2483–2493. [Google Scholar] [CrossRef]
- Przekop, R. Direct synthesis of silicon compounds. Part 2. Towards a chlorine-free method. Przemysl Chem. 2018, 97, 1722–1728. [Google Scholar]
- Chen, X.; Jia, L.; Wang, Y.; Song, L.; Zhu, Y.; Liu, W.; Zhong, Z.; Su, F. Solvothermal synthesis of copper (I) chloride microcrystals with different morphologies as copper-based catalysts for dimethyldichlorosilane synthesis. J. Colloid. Interface. Sci. 2013, 404, 16–23. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.; Che, H.; Wang, Y.; Gao, J.; She, X.; Sun, J.; Zhong, Z.; Su, F. Flower-like CuO microspheres with enhanced catalytic performance for dimethyldichlorosilane synthesis. RSC Adv. 2012, 2, 2254–2256. [Google Scholar] [CrossRef]
- Zhang, Z.; Che, H.; Wang, Y.; Gao, J.; Zhao, L.; She, X.; Sun, J.; Gunawan, P.; Zhong, Z.; Su, F. Facile synthesis of mesoporous Cu2O microspheres with improved catalytic property for dimethyldichlorosilane synthesis. Ind. Eng. Chem. Res. 2012, 51, 1264–1274. [Google Scholar] [CrossRef]
- Zhang, Z.; Che, H.; Wang, Y.; Song, L.; Zhong, Z.; Su, F. Preparation of hierarchical dandelion-like CuO microspheres with enhanced catalytic performance for dimethyldichlorosilane synthesis. Catal. Sci. Technol. 2012, 2, 1953–1960. [Google Scholar] [CrossRef]
- Kanner, B.; Lewis, K.M. Commercial Production of silanes by the direct. In Catalyzed Direct Reactions of Silicon; Lewis, K.W., Rethwisch, D.G., Eds.; Elsevier: Amsterdam, The Netherlands, 1993. [Google Scholar]
- Wang, G.J.; Zhang, F.X.; Liu, G.Y.; Liu, X.N. Preparation and Characterization of Cuprous Chloride Catalyst for Direct Synthesis of Triethoxysilane. Adv. Mater. Res. 2012, 455–456, 80–86. [Google Scholar] [CrossRef]
- Su, G.; Wang, A.; Zhang, M.; Yin, H.; Wang, G. Selective Synthesis of Triethoxysilane and Tetraethoxysilane through Direct Reaction between Ethanol and Silicon Catalyzed by CuCl and Metallic Cu0 Nanoparticles in Fixed-bed Reactor. Silicon 2020, 14, 573–580. [Google Scholar] [CrossRef]
- Wang, C.; Wang, G.; Wang, J. A Bi-component Cu Catalyst for the Direct Synthesis of Methylchlorosilane from Silicon and Methyl Chloride. Chin. J. Chem. Eng. 2014, 22, 299–304. [Google Scholar] [CrossRef]
- Zou, S.; Ji, Y.; Li, J.; Zhang, Y.; Jin, Z.; Jia, L.; Guo, X.; Zhong, Z.; Su, F. Novel leaflike Cu–O–Sn nanosheets as highly efficient catalysts for the Rochow reaction. J. Catal. 2016, 337, 1–13. [Google Scholar] [CrossRef]
- Gasper-Galvin, L.D.; Rethwisch, D.G.; Sevenich, D.M.; Friedrich, H.B. Effects of promoters on the catalytic synthesis of methylchlorosilanes. In Catalyzed Direct Reactions of Silicon; Lewis, K.W., Rethwisch, D.G., Eds.; Elsevier: Amsterdam, The Netherlands, 1993. [Google Scholar]
- Schibli, E.; Milnes, A.G. Deep impurities in silicon. Mater. Sci. Eng. 1967, 2, 173–180. [Google Scholar] [CrossRef]
- Xi, F.; Li, S.; Ma, W.; Ding, Z.; Lei, Y.; Chen, Z.; Wu, J. Removal of impurities from metallurgical grade silicon with metal assisted chemical leaching. Hydrometallurgy 2018, 178, 250–255. [Google Scholar] [CrossRef]
- Meteleva-Fischer, Y.V.; Yang, Y.; Boom, R.; Kraaijveld, B.; Kuntzel, H. Microstructure of metallurgical grade silicon and its acid leaching behaviour by alloying with calcium. Miner. Process. Extr. Metall. 2013, 122, 229–237. [Google Scholar] [CrossRef]
- Zhang, P.; Zhang, D.; Dong, J.; Chen, G.; Li, J. Direct Synthesis of Methylchlorosilanes: Catalysts, Mechanisms, Reaction Conditions, and Reactor Designs. Org. Process Res. Dev. 2022, 26, 2270–2280. [Google Scholar] [CrossRef]
- Gasper-Galvin, L. Role of metallic promoters in the direct synthesis of methylchlorosilanes. J. Catal. 1991, 128, 468–478. [Google Scholar] [CrossRef]
- Banholzer, W.F.; Ward, W.J.; Ritzer, A. Some considerations of the direct synthesis of methylchlorosilanes. In Catalyzed Direct Reactions of Silicon; Lewis, K.W., Rethwisch, D.G., Eds.; Elsevier: Amsterdam, The Netherlands, 1993. [Google Scholar]
- Gordon, A.D.; Hinch, B.J.; Strongin, D.R. Effects of individual promoters on the Direct Synthesis of methylchlorosilanes. J. Catal. 2009, 266, 291–298. [Google Scholar] [CrossRef]
- Wang, C.; Liu, T.; Huang, Y.; Wang, G.; Wang, J. Promoter Effects of Zn and Sn in the Direct Synthesis of Methylchlorosilanes. Ind. Eng. Chem. Res. 2013, 52, 5282–5286. [Google Scholar] [CrossRef]
- Xu, J.; Song, S.; Zhu, Y.; Jin, B.; Ji, Y.; Li, Z.; Fu, D.; Zhong, Z.; Xu, G.; Su, F. Enhancing dimethyldichlorosilane production in Rochow-Müller reaction by adding ZnO-Sn-P co-promoter in CuO/SiO2. J. Catal. 2022, 410, 280–293. [Google Scholar] [CrossRef]
- Zeng, F.; Zhu, Y.; Jin, B.; Ji, Y.; Shi, L.; Xu, G.; Fu, D.; Zhong, Z.; Su, F. CuO/ZrO2 co-promoted by ZnO, Sn, and CuP shows high efficiency for dimethyldichlorosilane production in the Rochow-Müller reaction. Appl. Catal. A Gen. 2022, 636, 118582. [Google Scholar] [CrossRef]
- Li, X.; Zhu, Y.; Jin, B.; Ji, Y.; Shi, L.; Fu, D.; Bai, D.; Su, F. Introduction of ZnO, Sn, and P promoters in CuO/CeO2 catalysts for improved production of dimethyldichlorosilane in the Rochow-Müller reaction. RCM 2022, 1, 249–260. [Google Scholar] [CrossRef]
- Lei, Z.; Sue, H.; Chunhui, Y.; Ji, L.; Kai, Y.; Chenfa, H.; Shibin, G. Effects of double promoters on direct synthesis of triethoxysilane in gas-solid stirred fluidized bed. Appl. Organomet. Chem. 2011, 25, 508–513. [Google Scholar] [CrossRef]
- Agarwala, J.P.; Falconer, J.L. Kinetics of methylchlorosilane formation on Zn-promoted Cu3Si. Int. J. Chem. Kinet. 1987, 19, 519–537. [Google Scholar] [CrossRef]
- Potochnik, S.J.; Falconer, J.L. The Effect of Zn Promoter on Enhanced Diffusion During Catalytic Formation of Methylchlorosilanes. J. Catal. 1994, 147, 101–106. [Google Scholar] [CrossRef]
- Kim, J. The direct synthesis of methylchlorosilanes I. Steady-state and transient reaction kinetics. J. Catal. 1992, 134, 168–178. [Google Scholar] [CrossRef]
- Wessel, T.J.; Rethwisch, D.G. Deactivation of CuSi and CuZnSnSi Due to Coke Formation during the Direct Synthesis of Methylchlorosilanes. J. Catal. 1996, 161, 861–866. [Google Scholar] [CrossRef]
- Lewis, L.N.; Ward, W.J. The Use of a Fixed-Bed Reactor to Evaluate the Interactions of Catalysts and Promoters in the Methyl Chlorosilane Reaction and to Determine the Effect of Cu in the Form of the Eta Phase on This Reaction. Ind. Eng. Chem. Res. 2002, 41, 397–402. [Google Scholar] [CrossRef]
- Shi, Q.; Ji, Y.; Chen, W.; Zhu, Y.; Li, J.; Liu, H.; Li, Z.; Tian, S.; Wang, L.; Zhong, Z.; et al. Single-atom Sn-Zn Pairs in CuO Catalyst Promote Dimethyldichlorosilane Synthesis. Natl. Sci. Rev. 2019, 7, 600–608. [Google Scholar] [CrossRef]
- Nishida, M.; Hanaoka, H. Process for Producing Alkoxysilanes. U.S. Patent 4,851,558, 27 May 1988. [Google Scholar]
- Suzuki, E.; Okamoto, M.; Ono, Y. Direct Synthesis of Alkoxysilanes by Gas-solid Reactions. J. Jpn. Pet. Inst. 1994, 37, 103–111. [Google Scholar] [CrossRef]
- Chigondo, F.; Zeelie, B.; Watts, P. Selective Direct Synthesis of Trialkoxysilanes in a Packed Bed Flow Tubular Reactor. ACS Sustain. Chem. Eng. 2016, 4, 6237–6243. [Google Scholar] [CrossRef]
- Krizhanovskiy, I.N.; Temnikov, M.; Anisimov, A.; Ratnikov, A.; Levin, I.; Naumkin, A.; Chistovalov, S.; Muzafarov, A. Direct synthesis of tetraalkoxysilanes in a high-pressure mechanochemical reactor. React. Chem. Eng. 2022, 7, 769–780. [Google Scholar] [CrossRef]
- Han, J.S.; Cho, J.H.; Lee, M.E.; Yoo, B.R. Slurry Phase Reaction of Elemental Silicon with Methanol in the Presence of Copper: Direct Synthesis of Trimethoxysilane. Bull. Korean Chem. Soc. 2009, 3, 683–686. [Google Scholar] [CrossRef]
- Przekop, R.; Sztorch, B.; Stodolny, M.; Marciniec, B. Method of Preparing Si/Cu Contact Mass for Direct Synthesis of Alkoxysilane. PL Patent 241611, 5 July 2018. [Google Scholar]
- Temnikov, M.N.; Anisimov, A.A.; Chistovalov, S.M.; Zhemchugov, P.V.; Kholodkov, D.N.; Zimovets, S.N.; Muzafarov, A.M. Mechanochemical method of producing triethoxysilane. Russ. Chem. Bull. 2019, 68, 270–274. [Google Scholar] [CrossRef]
- Chistovalov, S.M.; Kotov, V.M.; Anisimov, A.A.; Temnikov, M.N.; Zhemchugov, P.V.; Muzafarov, A.M. Mechanochemical Method and Equipment Design for Obtaining Alcoxysilanes. Chem. Pet. Eng. 2019, 54, 703–707. [Google Scholar] [CrossRef]
- Miura, Y.; Kashiwagi, T.; Fukuda, T.; Shichiri, A.; Shiobara, T.; Saitow, K. Near-Room-Temperature Synthesis of Alkoxysilanes and H2 via Mechanochemical Ball Milling. ACS Sustain. Chem. Eng. 2022, 10, 16159–16168. [Google Scholar] [CrossRef]
Figure 1.
Countries by silicon production in 2021 based on USGS figures [2].
Figure 1.
Countries by silicon production in 2021 based on USGS figures [2].

Figure 2.
Silicone Market [4].
Figure 2.
Silicone Market [4].

Figure 3.
E. Rochow and R. Müller–International Symposium on Silicon Chemistry, Poznan, Poland, 1993.
Figure 3.
E. Rochow and R. Müller–International Symposium on Silicon Chemistry, Poznan, Poland, 1993.

Figure 4.
Examples of reactions in the direct synthesis between silicon and: (a) hydrogen chloride, (b) methyl chloride, (c) chlorobenzene, (d) ethyl chloride, (e) ethanol, (f) methanol, (g) chlorine.
Figure 4.
Examples of reactions in the direct synthesis between silicon and: (a) hydrogen chloride, (b) methyl chloride, (c) chlorobenzene, (d) ethyl chloride, (e) ethanol, (f) methanol, (g) chlorine.

Figure 5.
Possible paths of silicon-related processes.

Figure 6.
Scopus analysis TITLE-ABS-KEY: (A) direct synthesis, silicon compounds; (B) direct synthesis, trimethoxysilane and direct synthesis, triethoxysilane.
Figure 6.
Scopus analysis TITLE-ABS-KEY: (A) direct synthesis, silicon compounds; (B) direct synthesis, trimethoxysilane and direct synthesis, triethoxysilane.

Figure 7.
Reaction scheme for obtaining SiH4.

Figure 8.
Scheme of obtaining Si by the chlorine-free method; (a) reaction between metallurgical silicon and dehydrated ethyl alcohol, (b) catalytic disproportion of triethoxysilane, (c) conversion of diethoxysilane to silane, (d) hydrolysis of tetraethoxysilane, (e) pyrolysis process.
Figure 8.
Scheme of obtaining Si by the chlorine-free method; (a) reaction between metallurgical silicon and dehydrated ethyl alcohol, (b) catalytic disproportion of triethoxysilane, (c) conversion of diethoxysilane to silane, (d) hydrolysis of tetraethoxysilane, (e) pyrolysis process.

Figure 9.
The simple mechanism of direct synthesis of tri- and tetramethoxysilane.

Figure 10.
The reaction sequence proposed by Tamhankar et al. [44].
Figure 10.
The reaction sequence proposed by Tamhankar et al. [44].

Figure 11.
The reaction sequence proposed by Weber et al. [45].
Figure 11.
The reaction sequence proposed by Weber et al. [45].

Figure 12.
Possible chemical forms of silicon in the contact mass during the operation of the catalytic system [48].
Figure 12.
Possible chemical forms of silicon in the contact mass during the operation of the catalytic system [48].

Figure 13.
The four stages of direct synthesis process occurring in a silicon grain [48]; (1) catalytically active copper precursor dispersion, (2) an induction period, (3) direct synthesis catalytic reaction, (4) deactivation stage.
Figure 13.
The four stages of direct synthesis process occurring in a silicon grain [48]; (1) catalytically active copper precursor dispersion, (2) an induction period, (3) direct synthesis catalytic reaction, (4) deactivation stage.

Figure 14.
Transport of substrates in solid and gas phase (1–15) and deactivation processes (16,17) [48].
Figure 14.
Transport of substrates in solid and gas phase (1–15) and deactivation processes (16,17) [48].

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Pakuła, D.; Marciniec, B.; Przekop, R.E. Direct Synthesis of Silicon Compounds—From the Beginning to Green Chemistry Revolution. AppliedChem 2023, 3, 89-109. https://doi.org/10.3390/appliedchem3010007
AMA Style
Pakuła D, Marciniec B, Przekop RE. Direct Synthesis of Silicon Compounds—From the Beginning to Green Chemistry Revolution. AppliedChem. 2023; 3(1):89-109. https://doi.org/10.3390/appliedchem3010007
Chicago/Turabian StylePakuła, Daria, Bogdan Marciniec, and Robert E. Przekop. 2023. "Direct Synthesis of Silicon Compounds—From the Beginning to Green Chemistry Revolution" AppliedChem 3, no. 1: 89-109. https://doi.org/10.3390/appliedchem3010007