
Direct Synthesis of Silicon Compounds—From the Beginning to Green Chemistry Revolution



Abstract
:1. Introduction
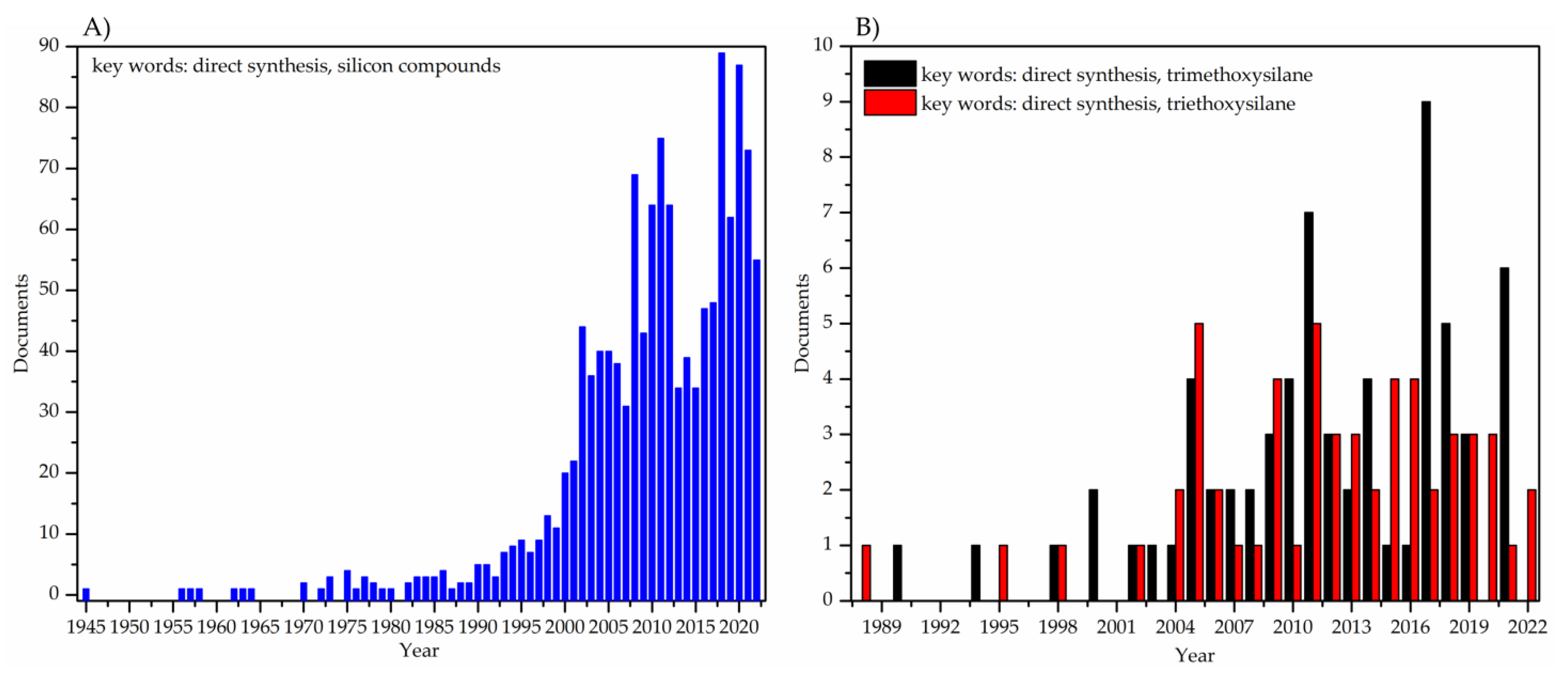
2. Scopus Database Analysis
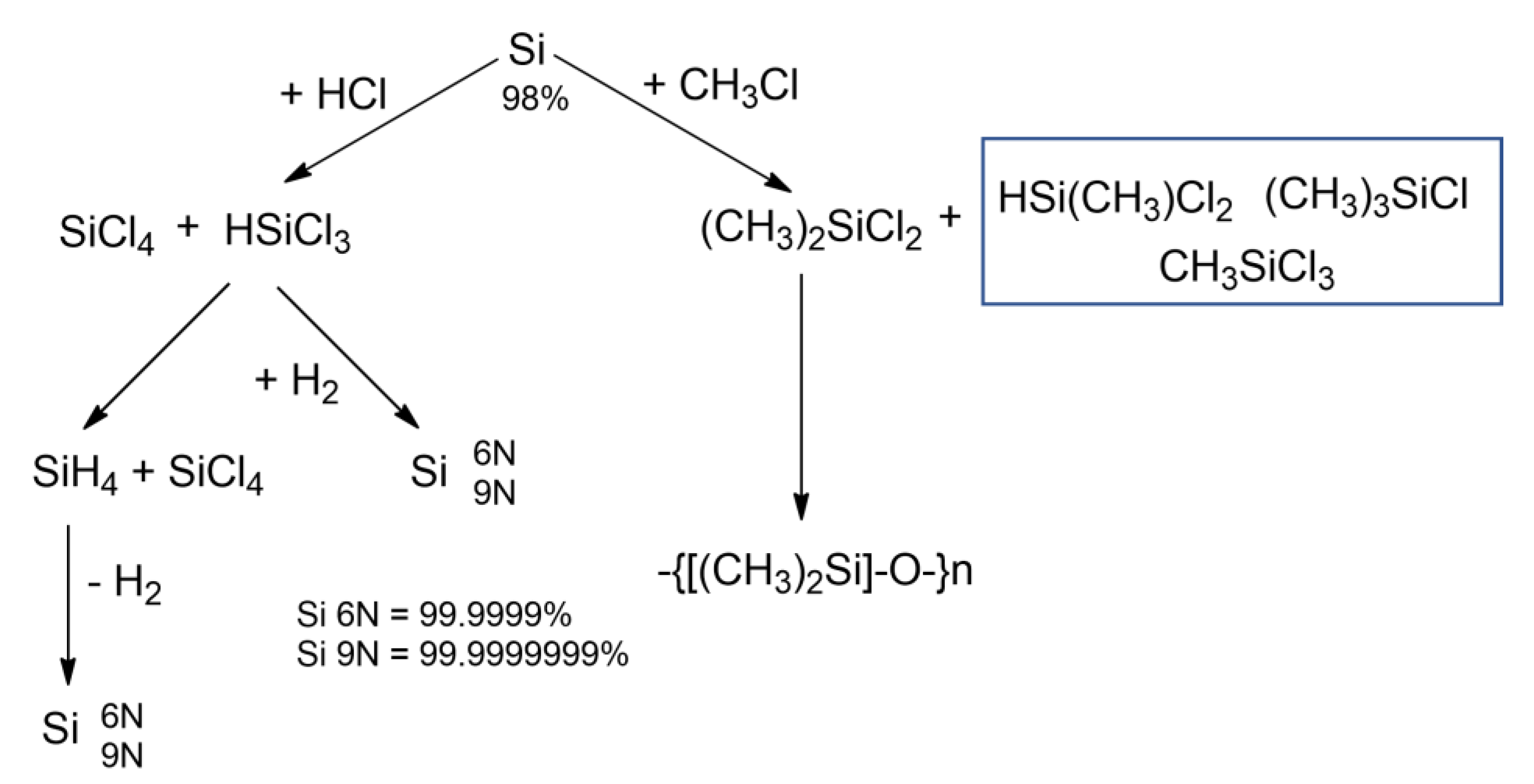
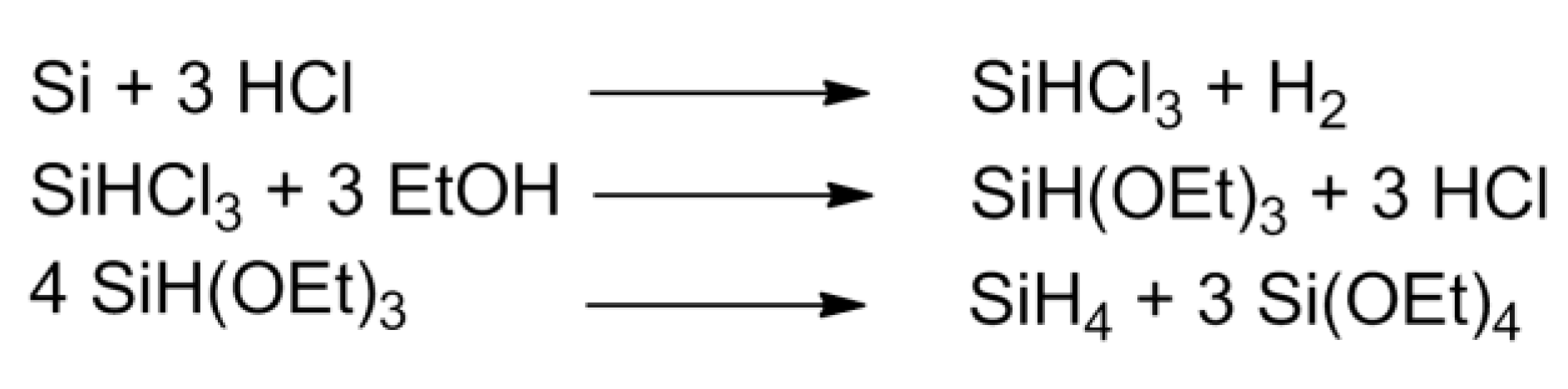
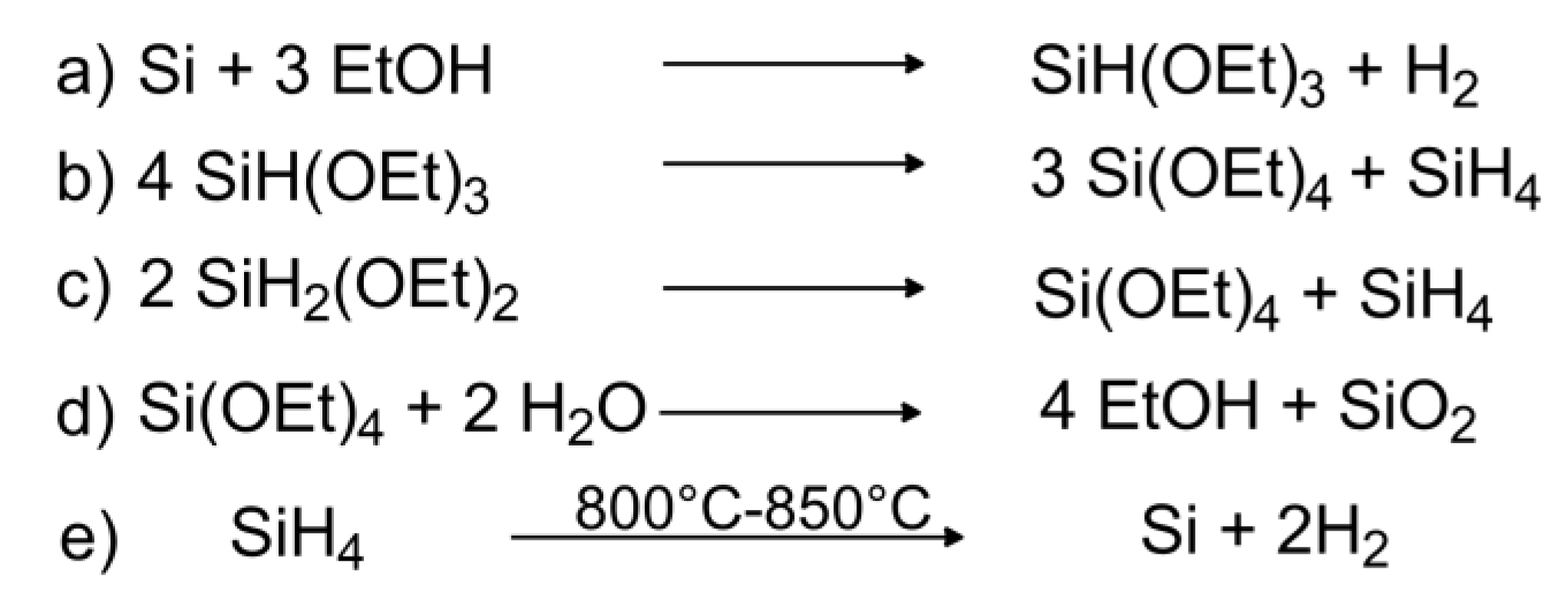
3. Solar Grade Silicon Manufacturing and Application of Alkoxysilanes
Other Applications of Alkoxysilanes
4. State of the Art–Direct Synthesis of Alkoxysilanes
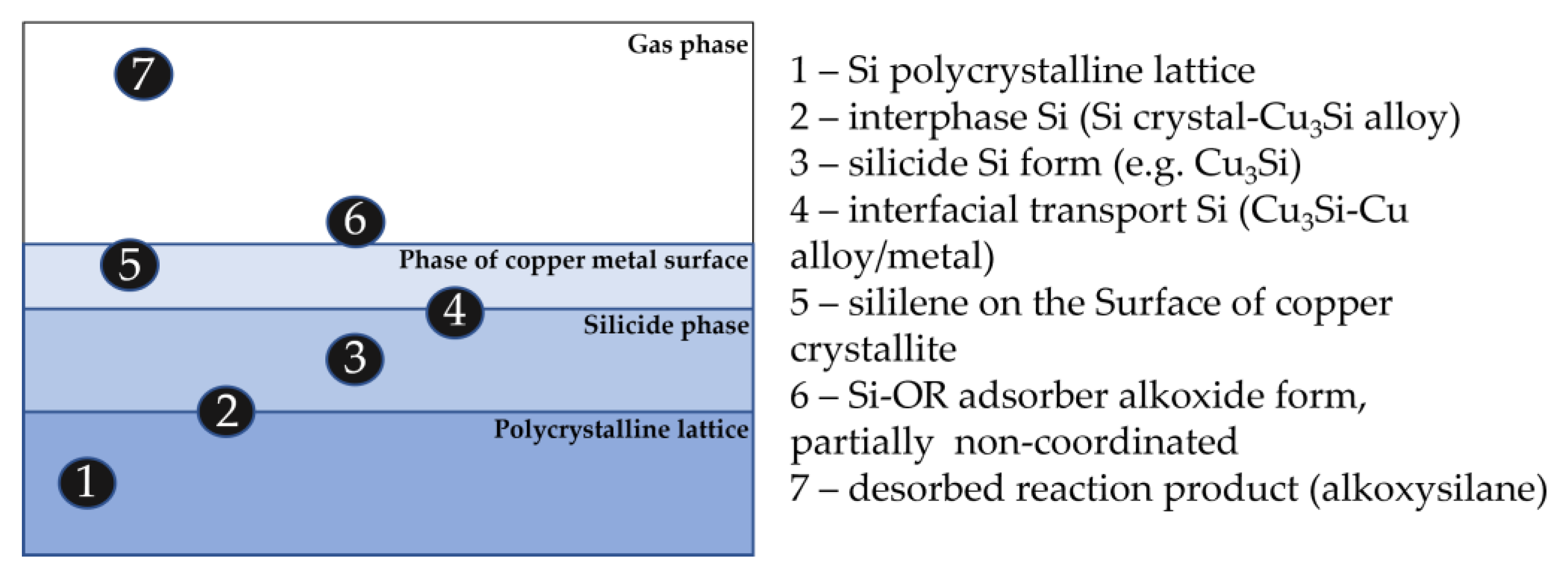
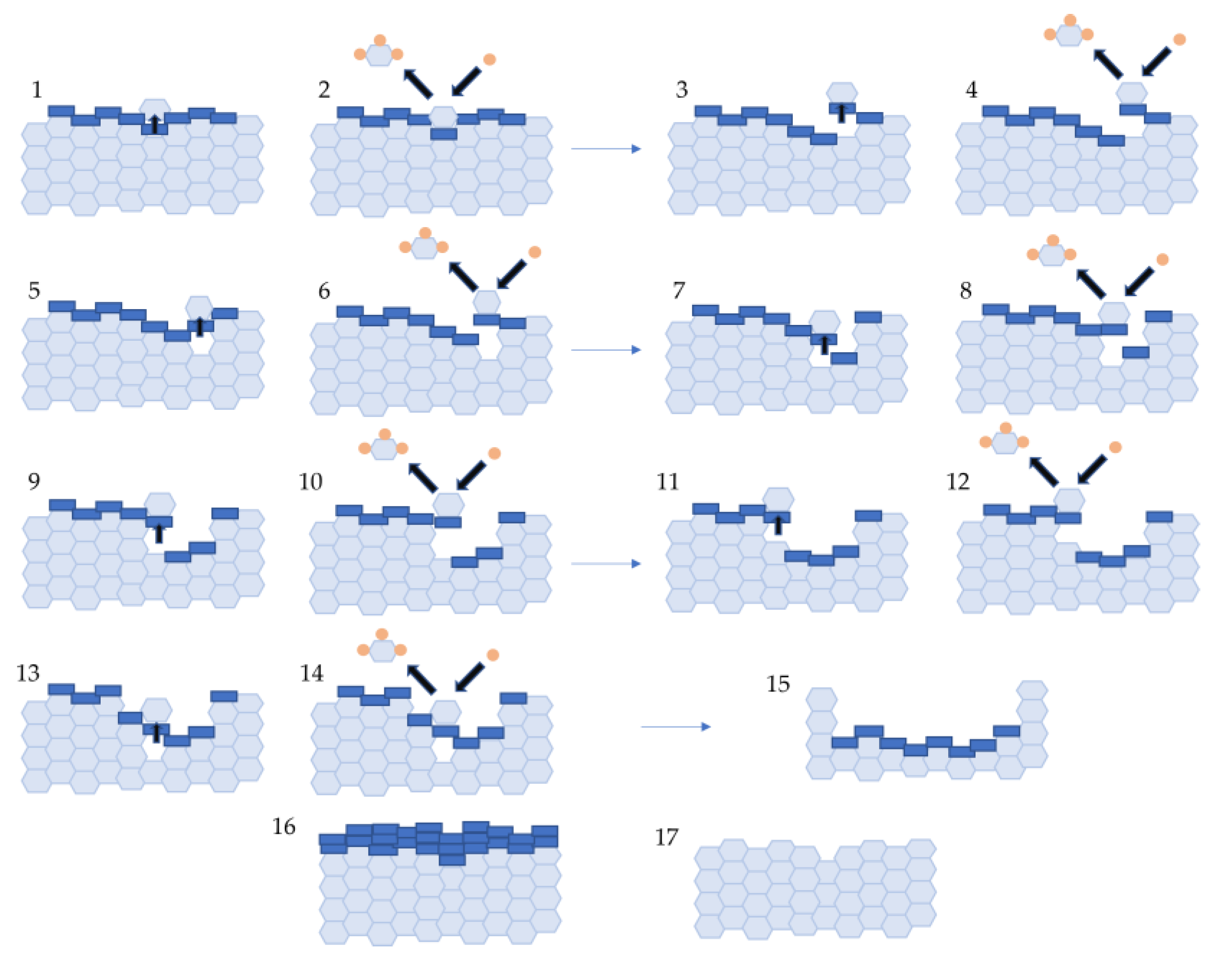
4.1. Mechanism and Catalyst
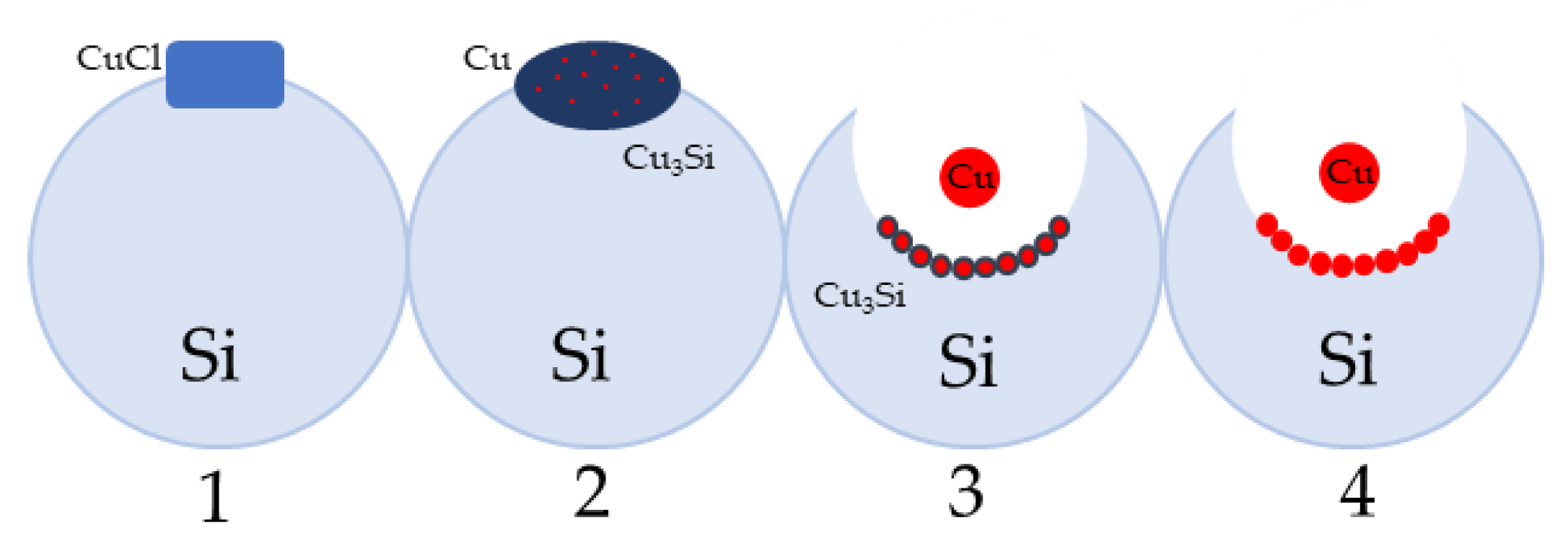
- (1)
- catalytically active copper precursor dispersion (CuCl (I) was used as an example),
- (2)
- an induction period when a catalytically active phase is formed,
- (3)
- direct synthesis catalytic reaction,
- (4)
- deactivation stage.
4.2. Promotors

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Catalyst | Promotors | Reactor | Effect on the Process | Refs. |
|---|---|---|---|---|
| CuCl | Zn, Sn, Al | continuous, fixed-bed reactor system |
| [58] |
| Cu3Si bulk alloy | Zn | batch recirculation reactor |
| [71] |
| Cu3Si bulk alloy | Zn, Sn | batch reactor attached to an ultrahigh vacuum chamber |
| [72] |
| CuCl | Zn, Sn | continuous, fixed-bed reactor system |
| [73] |
| CuCl | Zn, Sn | fixed-bed reactor system |
| [74] |
| CuCl | Zn, Sn, Al | fixed bed reactor system |
| [63] |
| CuCl | P, Sn, Zn, | fixed reactor bed system |
| [65] |
| CuCl | Zn, Sn | stirred bed |
| [66] |
| CuO/SiO2 | ZnO, Sn, P | fixed-bed flow reactor system |
| [67] |
| CuO/ZrO2 | ZnO, Sn, CuP | fixed-bed flow reactor system |
| [68] |
| CuO/CeO2 | ZnO, Sn, P | fixed-bed flow reactor system |
| [69] |
| CuCl | HF, C2H5Cl | gas–solid stirred fluidized bed |
| [70] |
| CuCl | Zn, P, Sn | fixed-bed reactor |
| [75] |
| CuO | Sn, Zn | fixed-bed reactor |
| [76] |
4.3. Methods
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, X.; Wehrspohn, R.B. Nanometallurgical Silicon for Energy Application. Joule 2019, 3, 1172–1175. [Google Scholar] [CrossRef]
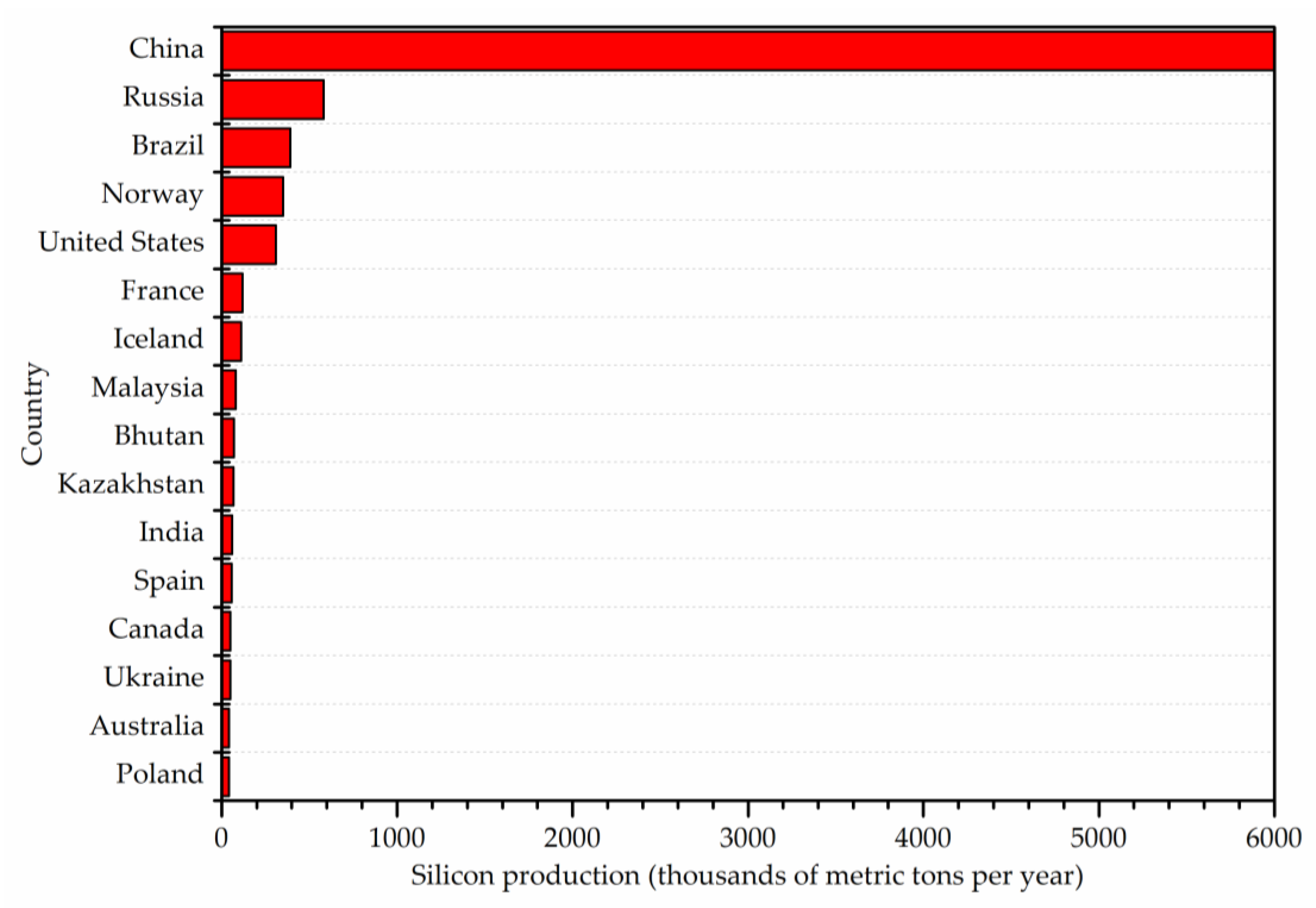
- Garside, M. Report: Major Countries in Silicon Production Worldwide in 2021; Statista.com.: Hamburg, Germany, 2022. [Google Scholar]
- Report: Silicon Market Report: Size, Manufacturers, Trade and Forecast to 2030; IndexBox: Walnut, CA, USA, April 2022.
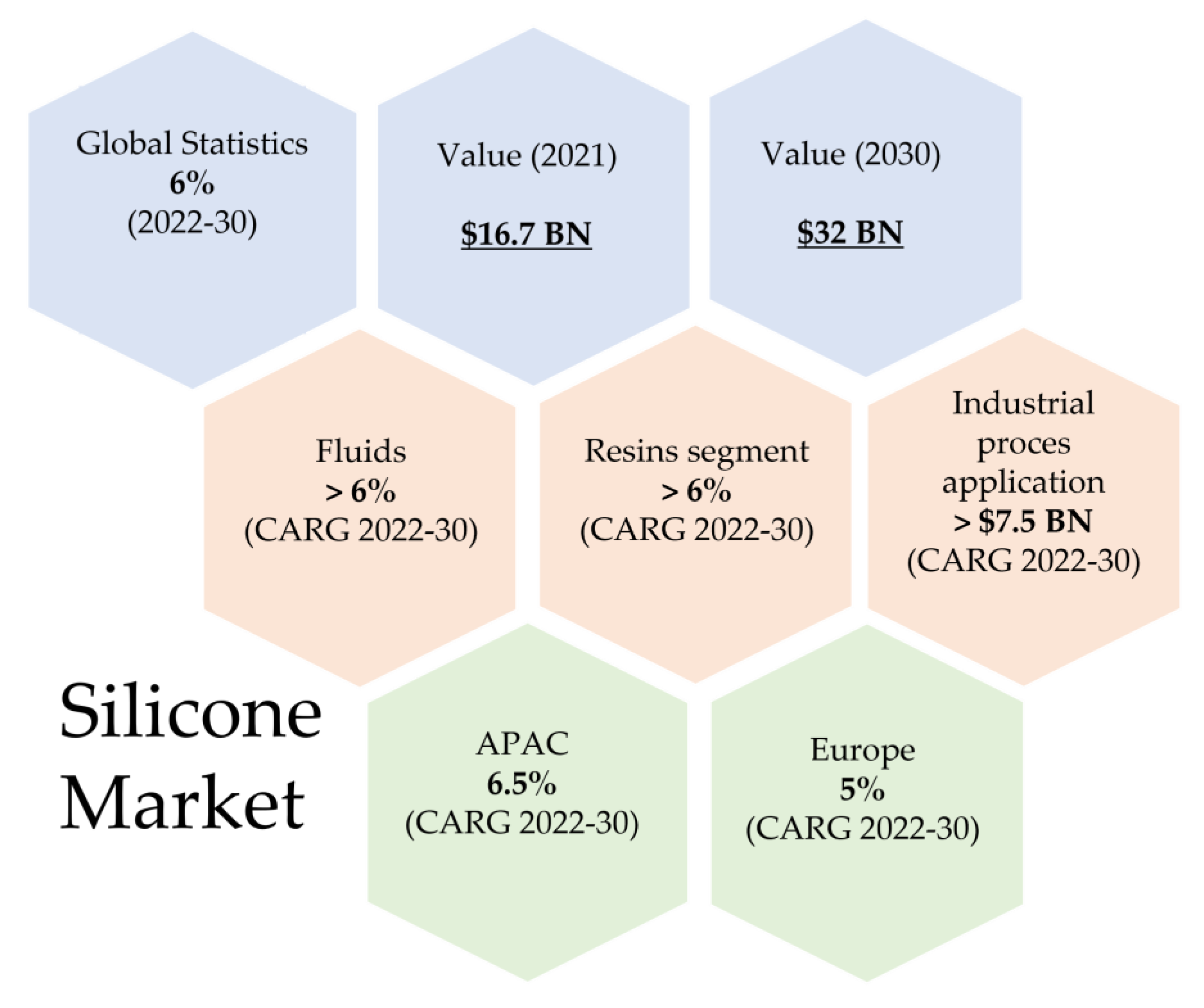
- Pulidindi, K.; Patel, H. Silicone Market Report; Report ID: GMI297; Global Market Insights: Selbyville, DE, USA, 2022. [Google Scholar]
- Report: Electronic Grade Silicon Market (2022–2032); Fact.MR: Rockville, MD, USA, August 2022.
- Report: Top Manufacturers in the Silicon Wafer Industry; IMARC Group: New York, NY, USA, March 2022.
- Pickerel, K. China’s Share of World’s Polysilicon Production Grows from 30% to 80% in Just One Decade; Solar Power World (SPW): Cleveland, OH, USA, 2022. [Google Scholar]
- Brook, M.A.; Skov, A.L. Silicone Polymers—Celebrating 80 Years of the Direct Process. Macromol. Rapid Commun. 2021, 42, e2100048. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, Q. Surface course in Rochow reaction: First-principle study. Appl. Surf. Sci. 2019, 471, 462–468. [Google Scholar] [CrossRef]
- Rochow, E. Preparation of Organosilicon Halides. U.S. Patent 2,380,995, 26 September 1941. [Google Scholar]
- Müller, R. Verfahren zur Herstellung von Kohlenstoff-Silicium-Halogenverbindungen. DE Patent 5348, 6 June 1942. [Google Scholar]
- Zhang, Y.; Li, J.; Liu, H.; Ji, Y.; Zhong, Z.; Su, F. Recent Advances in Rochow-Müller Process Research: Driving to Molecular Catalysis and to A More Sustainable Silicone Industry. ChemCatChem 2019, 11, 2757–2779. [Google Scholar] [CrossRef]
- Downing, J.H.; Kaiser, R.H.; Wells, J.E. Production of silicon for the methyl chloride direct synthesis. In Catalyzed Direct Reactions of Silicon; Lewis, K.W., Rethwisch, D.G., Eds.; Elsevier: Amsterdam, The Netherlands, 1993. [Google Scholar]
- Rochow, E.G. The Direct Synthesis of Organosilicon Compounds. J. Am. Chem. Soc. 1945, 67, 963–965. [Google Scholar] [CrossRef]
- Baźnt, V.; Joklík, J.; Rathouský, J. Direct Synthesis of Organohalogenosilanes. Angew. Chem. Int. Ed. Engl. 1968, 7, 112–120. [Google Scholar] [CrossRef]
- Wallevik, O. Method and Equipment for Direct Chlorination of Metallurgical Grade Silicon. WO Patent 2008/136681 A1, 2 May 2008. [Google Scholar]
- Seyferth, D. Dimethyldichlorosilane and the Direct Synthesis of Methylchlorosilanes. The Key to the Silicones Industry. Organometallics 2001, 20, 4978–4992. [Google Scholar] [CrossRef]
- Breneman, W.C. Direct synthesis of chlorosilanes and silane. In Catalyzed Direct Reactions of Silicon; Lewis, K.W., Rethwisch, D.G., Eds.; Elsevier: Amsterdam, The Netherlands, 1993. [Google Scholar]
- Przekop, R.; Marciniec, B. Direct synthesis of silicon compounds. Part 1. Present status and perspectives. Przemysl Chem. 2018, 97, 1703–1709. [Google Scholar]
- Temnikov, M.N.; Anisimov, A.A.; Zhemchugov, P.V.; Kholodkov, D.N.; Goloveshkin, A.S.; Naumkin, A.V.; Chistovalov, S.M.; Katsoulis, D.; Muzafarov, A.M. Mechanochemistry—A new powerful green approach to the direct synthesis of alkoxysilanes. Green Chem. 2018, 20, 1962–1969. [Google Scholar] [CrossRef]
- Rochow, E.G. Methyl Silicate from Silicon and Methanol. J. Am. Chem. Soc. 1948, 70, 2170–2171. [Google Scholar] [CrossRef]
- Rochow, E.G. Preparation of Tetramethyl Silicate. U.S. Patent 2,473,260, 14 June 1949. [Google Scholar]
- Suzuki, E. Mechanism of active-site formation in copper-catalyzed synthesis of trimethoxysilane by the reaction of silicon with methanol. J. Catal. 1990, 125, 390–400. [Google Scholar] [CrossRef]
- Temnikov, M.N.; Zhiltsov, A.S.; Kotov, V.M.; Krylova, I.V.; Egorov, M.P.; Muzafarov, A.M. Comparison of Effectiveness of Various Approaches to Direct Synthesis of Alkoxysilanes. Silicon 2014, 7, 69–78. [Google Scholar] [CrossRef]
- Serikkanov, A.; Shongalova, A.; Zholdybayev, K.; Tokmoldin, N.; Turmagambetov, T.; Pavlov, A.; Mukashev, B. Integration of Kazakhstan Technologies for Silicon and Monosilane Production with the Suitable World Practices for the Production of Solar Cells and Panels. Processes 2022, 10, 1303. [Google Scholar] [CrossRef]
- del Coso Sánchez, G. Chemical Decomposition of Silanes for the Production of Solad Grade Silicon. Ph.D. Thesis, Universidad Politecnica de Madrid-ETSIT, Madrid, Spain, 2010. [Google Scholar]
- Zadde, V.V.; Pinov, A.B.; Strebkov, D.S.; Belov, E.P.; Efimov, N.K.; Lebedev, E.N.; Korobkov, E.I.; Blake, D.; Touryan, K. New method of solar grade silicon production. In Proceedings of the 12th Workshop on Crystalline Silicon Solar Cell Materials and Processes, Breckenridge, CO, USA, 11–14 August 2002. [Google Scholar]
- Strebkov, D.S.; Pinov, A.; Zadde, V.V.; Lebedev, E.N.; Belov, E.P.; Efimov, N.K.; Kleshevnikova, S.I. Chlorine Free Technology for Solar-Grade Silicon Manufacturing. In Proceedings of the 14th Workshop on Crystalline Silicon Solar Cells and Modules, Golden, CO, USA, 8–11 August 2004. [Google Scholar]
- Tsuo, Y.S.; Belov, E.P.; Gerlivanov, V.G.; Zadde, V.V.; Kleschevnikova, S.I.; Korneev, N.N.; Lebedev, E.N.; Pinov, A.B.; Ryabenko, E.A.; Strebkov, D.S.; et al. Method of high purity silane preparation. U.S. Patent 6103942, 1 January 2000. [Google Scholar]
- Cho, T.; Ohta, Y.; Yagi, O.; Oyama, R. Process for Preparing Alkoxysilanes. U.S. Patent 5,103,034, 19 March 1991. [Google Scholar]
- Thomson-Houston Company. Improvements in and Relating to Methods of Preparing Alkyl-Orthosilicates. U.K. Patent Application 16234/47, 19 June 1947.
- Wheeler, G. Alkoxysilanes and the Consolidation of Stone; Research in Conservation; Getty Conservation Institute: Los Angeles, CA, USA, 2005. [Google Scholar]
- Bosch, E.; Roth, M.; Gogolok, K. Binder Composition for Inorganic Compounds. German Patent Application 2,318,494, 12 April 1973. [Google Scholar]
- Xu, F.; Zeng, W.; Li, D. Recent advance in alkoxysilane-based consolidants for stone. Prog. Org. Coat. 2019, 127, 45–54. [Google Scholar] [CrossRef]
- Donath, S.; Militz, H.; Mai, C. Wood modification with alkoxysilanes. Wood Sci. Technol. 2004, 38, 555–566. [Google Scholar] [CrossRef]
- Shimojima, A.; Kuroda, K. Controlled synthesis of nanostructured silica-based materials from designed alkoxysilanes. J. Solgel. Sci. Technol. 2007, 46, 307–311. [Google Scholar] [CrossRef]
- Putro, W.S.; Fukaya, K.; Choi, J.-C.; Choi, S.J.; Horikoshi, T.; Sato, K.; Fukaya, N. Direct Transformation of Silica from Natural Resources to Form Tetramethoxysilane. Bull. Chem. Soc. Jpn. 2020, 93, 958–962. [Google Scholar] [CrossRef]
- Van Blaaderen, A.; Kentgens, A.P.M. Particle morphology and chemical microstructure of colloidal silica spheres made from alkoxysilanes. J. Non-Cryst. Solids 1992, 149, 161–178. [Google Scholar] [CrossRef]
- Rong, H.M. Silicon for the direct process to methylchlorosilanes. Ph.D. Thesis, Universitetet I Trondheim Norges Tekniske Hogskole, Trondheim, Norway, 1992. [Google Scholar]
- Mahmoodina, M.; Bleken, F.L.; Svenum, I.-H.; Røe, T.; Blaser, E.; Gouttebroze, S.; Venvik, H.J. Role of copper in the formation of carbon during direct synthesis of Methylchlorosilanes. In Proceedings of the Silicon for the Chemical and Solar Industry XVI, Trondheim, Norway, 14–16 June 2022. [Google Scholar]
- Lewis, K. Momentive Performance Materials, Discovery of Methylchlorosilylene (CH3SiCl:) As a Key Intermediate in the Direct Synthesis of Dimethyldichlorosilane (CH3)2SiCl2; Universidad de Guanajuato: Guanajuato, Mexico, 2021; pp. 17–24. [Google Scholar]
- Okamoto, M.; Suzuki, E.; Ono, Y. Reaction Pathway of Formation of Methoxysilanes in the Reaction of Silicon with Methanol Catalyzed by Copper(I) Chloride. J. Catal. 1994, 145, 537–543. [Google Scholar] [CrossRef]
- Adonin, N.Y.; Prikhod’ko, S.A.; Shabalin, A.Y.; Prosvirin, I.P.; Zaikovskii, V.I.; Kochubey, D.I.; Storozhenko, P.A. The “direct” synthesis of trialkoxysilanes: New data for understanding the processes of the copper-containing active sites formation during the activation of the initial silicon based contact mass. J. Catal. 2016, 338, 143–153. [Google Scholar] [CrossRef]
- Tamhankar, S.S.; Gokarn, A.N.; Doraiswamy, L.K. Studies in solid-solid reactions. Chem. Eng. Sci. 1981, 36, 1365–1372. [Google Scholar] [CrossRef]
- Weber, G.; Viale, D.; Souha, H.; Gillot, B.; Barret, P. Kinetic data and mechanistic model for the reaction between Si and CuCl. Solid State Ion. 1989, 32–33, 250–257. [Google Scholar] [CrossRef]
- Acker, J.; Köther, S.; Lewis, K.M.; Bohmhammel, K. The reactivity in the system CuCl-Si related to the activation of silicon in the Direct Synthesis. Silicon Chem. 2003, 2, 195–206. [Google Scholar] [CrossRef]
- Acker, J.; Bohmhammel, K. Thermodynamic assessment of the copper catalyzed direct synthesis of methylchlorosilanes. J. Organomet. Chem. 2008, 693, 2483–2493. [Google Scholar] [CrossRef]
- Przekop, R. Direct synthesis of silicon compounds. Part 2. Towards a chlorine-free method. Przemysl Chem. 2018, 97, 1722–1728. [Google Scholar]
- Chen, X.; Jia, L.; Wang, Y.; Song, L.; Zhu, Y.; Liu, W.; Zhong, Z.; Su, F. Solvothermal synthesis of copper (I) chloride microcrystals with different morphologies as copper-based catalysts for dimethyldichlorosilane synthesis. J. Colloid. Interface. Sci. 2013, 404, 16–23. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.; Che, H.; Wang, Y.; Gao, J.; She, X.; Sun, J.; Zhong, Z.; Su, F. Flower-like CuO microspheres with enhanced catalytic performance for dimethyldichlorosilane synthesis. RSC Adv. 2012, 2, 2254–2256. [Google Scholar] [CrossRef]
- Zhang, Z.; Che, H.; Wang, Y.; Gao, J.; Zhao, L.; She, X.; Sun, J.; Gunawan, P.; Zhong, Z.; Su, F. Facile synthesis of mesoporous Cu2O microspheres with improved catalytic property for dimethyldichlorosilane synthesis. Ind. Eng. Chem. Res. 2012, 51, 1264–1274. [Google Scholar] [CrossRef]
- Zhang, Z.; Che, H.; Wang, Y.; Song, L.; Zhong, Z.; Su, F. Preparation of hierarchical dandelion-like CuO microspheres with enhanced catalytic performance for dimethyldichlorosilane synthesis. Catal. Sci. Technol. 2012, 2, 1953–1960. [Google Scholar] [CrossRef]
- Kanner, B.; Lewis, K.M. Commercial Production of silanes by the direct. In Catalyzed Direct Reactions of Silicon; Lewis, K.W., Rethwisch, D.G., Eds.; Elsevier: Amsterdam, The Netherlands, 1993. [Google Scholar]
- Wang, G.J.; Zhang, F.X.; Liu, G.Y.; Liu, X.N. Preparation and Characterization of Cuprous Chloride Catalyst for Direct Synthesis of Triethoxysilane. Adv. Mater. Res. 2012, 455–456, 80–86. [Google Scholar] [CrossRef]
- Su, G.; Wang, A.; Zhang, M.; Yin, H.; Wang, G. Selective Synthesis of Triethoxysilane and Tetraethoxysilane through Direct Reaction between Ethanol and Silicon Catalyzed by CuCl and Metallic Cu0 Nanoparticles in Fixed-bed Reactor. Silicon 2020, 14, 573–580. [Google Scholar] [CrossRef]
- Wang, C.; Wang, G.; Wang, J. A Bi-component Cu Catalyst for the Direct Synthesis of Methylchlorosilane from Silicon and Methyl Chloride. Chin. J. Chem. Eng. 2014, 22, 299–304. [Google Scholar] [CrossRef]
- Zou, S.; Ji, Y.; Li, J.; Zhang, Y.; Jin, Z.; Jia, L.; Guo, X.; Zhong, Z.; Su, F. Novel leaflike Cu–O–Sn nanosheets as highly efficient catalysts for the Rochow reaction. J. Catal. 2016, 337, 1–13. [Google Scholar] [CrossRef]
- Gasper-Galvin, L.D.; Rethwisch, D.G.; Sevenich, D.M.; Friedrich, H.B. Effects of promoters on the catalytic synthesis of methylchlorosilanes. In Catalyzed Direct Reactions of Silicon; Lewis, K.W., Rethwisch, D.G., Eds.; Elsevier: Amsterdam, The Netherlands, 1993. [Google Scholar]
- Schibli, E.; Milnes, A.G. Deep impurities in silicon. Mater. Sci. Eng. 1967, 2, 173–180. [Google Scholar] [CrossRef]
- Xi, F.; Li, S.; Ma, W.; Ding, Z.; Lei, Y.; Chen, Z.; Wu, J. Removal of impurities from metallurgical grade silicon with metal assisted chemical leaching. Hydrometallurgy 2018, 178, 250–255. [Google Scholar] [CrossRef]
- Meteleva-Fischer, Y.V.; Yang, Y.; Boom, R.; Kraaijveld, B.; Kuntzel, H. Microstructure of metallurgical grade silicon and its acid leaching behaviour by alloying with calcium. Miner. Process. Extr. Metall. 2013, 122, 229–237. [Google Scholar] [CrossRef]
- Zhang, P.; Zhang, D.; Dong, J.; Chen, G.; Li, J. Direct Synthesis of Methylchlorosilanes: Catalysts, Mechanisms, Reaction Conditions, and Reactor Designs. Org. Process Res. Dev. 2022, 26, 2270–2280. [Google Scholar] [CrossRef]
- Gasper-Galvin, L. Role of metallic promoters in the direct synthesis of methylchlorosilanes. J. Catal. 1991, 128, 468–478. [Google Scholar] [CrossRef]
- Banholzer, W.F.; Ward, W.J.; Ritzer, A. Some considerations of the direct synthesis of methylchlorosilanes. In Catalyzed Direct Reactions of Silicon; Lewis, K.W., Rethwisch, D.G., Eds.; Elsevier: Amsterdam, The Netherlands, 1993. [Google Scholar]
- Gordon, A.D.; Hinch, B.J.; Strongin, D.R. Effects of individual promoters on the Direct Synthesis of methylchlorosilanes. J. Catal. 2009, 266, 291–298. [Google Scholar] [CrossRef]
- Wang, C.; Liu, T.; Huang, Y.; Wang, G.; Wang, J. Promoter Effects of Zn and Sn in the Direct Synthesis of Methylchlorosilanes. Ind. Eng. Chem. Res. 2013, 52, 5282–5286. [Google Scholar] [CrossRef]
- Xu, J.; Song, S.; Zhu, Y.; Jin, B.; Ji, Y.; Li, Z.; Fu, D.; Zhong, Z.; Xu, G.; Su, F. Enhancing dimethyldichlorosilane production in Rochow-Müller reaction by adding ZnO-Sn-P co-promoter in CuO/SiO2. J. Catal. 2022, 410, 280–293. [Google Scholar] [CrossRef]
- Zeng, F.; Zhu, Y.; Jin, B.; Ji, Y.; Shi, L.; Xu, G.; Fu, D.; Zhong, Z.; Su, F. CuO/ZrO2 co-promoted by ZnO, Sn, and CuP shows high efficiency for dimethyldichlorosilane production in the Rochow-Müller reaction. Appl. Catal. A Gen. 2022, 636, 118582. [Google Scholar] [CrossRef]
- Li, X.; Zhu, Y.; Jin, B.; Ji, Y.; Shi, L.; Fu, D.; Bai, D.; Su, F. Introduction of ZnO, Sn, and P promoters in CuO/CeO2 catalysts for improved production of dimethyldichlorosilane in the Rochow-Müller reaction. RCM 2022, 1, 249–260. [Google Scholar] [CrossRef]
- Lei, Z.; Sue, H.; Chunhui, Y.; Ji, L.; Kai, Y.; Chenfa, H.; Shibin, G. Effects of double promoters on direct synthesis of triethoxysilane in gas-solid stirred fluidized bed. Appl. Organomet. Chem. 2011, 25, 508–513. [Google Scholar] [CrossRef]
- Agarwala, J.P.; Falconer, J.L. Kinetics of methylchlorosilane formation on Zn-promoted Cu3Si. Int. J. Chem. Kinet. 1987, 19, 519–537. [Google Scholar] [CrossRef]
- Potochnik, S.J.; Falconer, J.L. The Effect of Zn Promoter on Enhanced Diffusion During Catalytic Formation of Methylchlorosilanes. J. Catal. 1994, 147, 101–106. [Google Scholar] [CrossRef]
- Kim, J. The direct synthesis of methylchlorosilanes I. Steady-state and transient reaction kinetics. J. Catal. 1992, 134, 168–178. [Google Scholar] [CrossRef]
- Wessel, T.J.; Rethwisch, D.G. Deactivation of CuSi and CuZnSnSi Due to Coke Formation during the Direct Synthesis of Methylchlorosilanes. J. Catal. 1996, 161, 861–866. [Google Scholar] [CrossRef]
- Lewis, L.N.; Ward, W.J. The Use of a Fixed-Bed Reactor to Evaluate the Interactions of Catalysts and Promoters in the Methyl Chlorosilane Reaction and to Determine the Effect of Cu in the Form of the Eta Phase on This Reaction. Ind. Eng. Chem. Res. 2002, 41, 397–402. [Google Scholar] [CrossRef]
- Shi, Q.; Ji, Y.; Chen, W.; Zhu, Y.; Li, J.; Liu, H.; Li, Z.; Tian, S.; Wang, L.; Zhong, Z.; et al. Single-atom Sn-Zn Pairs in CuO Catalyst Promote Dimethyldichlorosilane Synthesis. Natl. Sci. Rev. 2019, 7, 600–608. [Google Scholar] [CrossRef]
- Nishida, M.; Hanaoka, H. Process for Producing Alkoxysilanes. U.S. Patent 4,851,558, 27 May 1988. [Google Scholar]
- Suzuki, E.; Okamoto, M.; Ono, Y. Direct Synthesis of Alkoxysilanes by Gas-solid Reactions. J. Jpn. Pet. Inst. 1994, 37, 103–111. [Google Scholar] [CrossRef]
- Chigondo, F.; Zeelie, B.; Watts, P. Selective Direct Synthesis of Trialkoxysilanes in a Packed Bed Flow Tubular Reactor. ACS Sustain. Chem. Eng. 2016, 4, 6237–6243. [Google Scholar] [CrossRef]
- Krizhanovskiy, I.N.; Temnikov, M.; Anisimov, A.; Ratnikov, A.; Levin, I.; Naumkin, A.; Chistovalov, S.; Muzafarov, A. Direct synthesis of tetraalkoxysilanes in a high-pressure mechanochemical reactor. React. Chem. Eng. 2022, 7, 769–780. [Google Scholar] [CrossRef]
- Han, J.S.; Cho, J.H.; Lee, M.E.; Yoo, B.R. Slurry Phase Reaction of Elemental Silicon with Methanol in the Presence of Copper: Direct Synthesis of Trimethoxysilane. Bull. Korean Chem. Soc. 2009, 3, 683–686. [Google Scholar] [CrossRef]
- Przekop, R.; Sztorch, B.; Stodolny, M.; Marciniec, B. Method of Preparing Si/Cu Contact Mass for Direct Synthesis of Alkoxysilane. PL Patent 241611, 5 July 2018. [Google Scholar]
- Temnikov, M.N.; Anisimov, A.A.; Chistovalov, S.M.; Zhemchugov, P.V.; Kholodkov, D.N.; Zimovets, S.N.; Muzafarov, A.M. Mechanochemical method of producing triethoxysilane. Russ. Chem. Bull. 2019, 68, 270–274. [Google Scholar] [CrossRef]
- Chistovalov, S.M.; Kotov, V.M.; Anisimov, A.A.; Temnikov, M.N.; Zhemchugov, P.V.; Muzafarov, A.M. Mechanochemical Method and Equipment Design for Obtaining Alcoxysilanes. Chem. Pet. Eng. 2019, 54, 703–707. [Google Scholar] [CrossRef]
- Miura, Y.; Kashiwagi, T.; Fukuda, T.; Shichiri, A.; Shiobara, T.; Saitow, K. Near-Room-Temperature Synthesis of Alkoxysilanes and H2 via Mechanochemical Ball Milling. ACS Sustain. Chem. Eng. 2022, 10, 16159–16168. [Google Scholar] [CrossRef]














Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pakuła, D.; Marciniec, B.; Przekop, R.E. Direct Synthesis of Silicon Compounds—From the Beginning to Green Chemistry Revolution. AppliedChem 2023, 3, 89-109. https://doi.org/10.3390/appliedchem3010007
Pakuła D, Marciniec B, Przekop RE. Direct Synthesis of Silicon Compounds—From the Beginning to Green Chemistry Revolution. AppliedChem. 2023; 3(1):89-109. https://doi.org/10.3390/appliedchem3010007
Chicago/Turabian StylePakuła, Daria, Bogdan Marciniec, and Robert E. Przekop. 2023. "Direct Synthesis of Silicon Compounds—From the Beginning to Green Chemistry Revolution" AppliedChem 3, no. 1: 89-109. https://doi.org/10.3390/appliedchem3010007