
Alternative Energy Potential and Conversion Efficiency of Biomass into Target Biofuels: A Case Study in Ethiopian Sugar Industry- Wonji-Shoa


Abstract
:1. Introduction
2. Materials and Methods
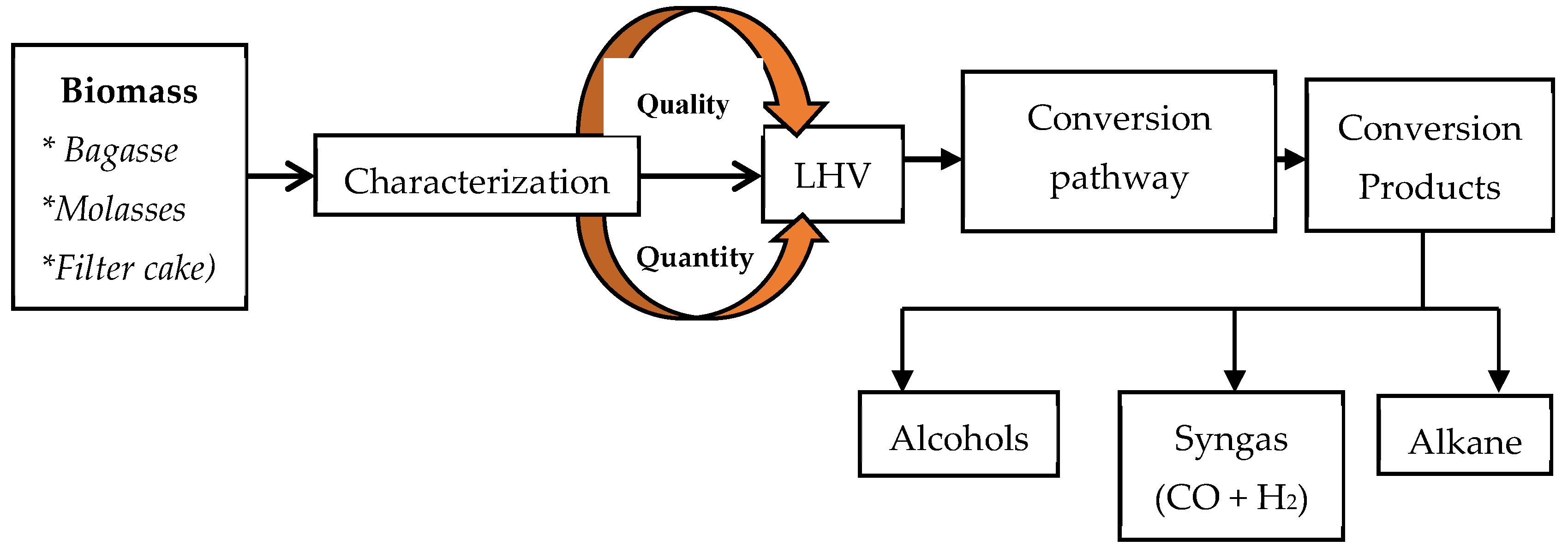
2.1. Alternative Conversion Products
2.2. Effect of Moisture Content on Biomass-to-Biofuel Conversion
2.3. Modeling and Parametric Effect
2.3.1. Modeling and Material Conversion: From Carbon Perspective
2.3.2. Modeling and Material Conversion: From Hydrogen Perspective
2.4. Biomass Conversion Efficiency and Energy Indicators
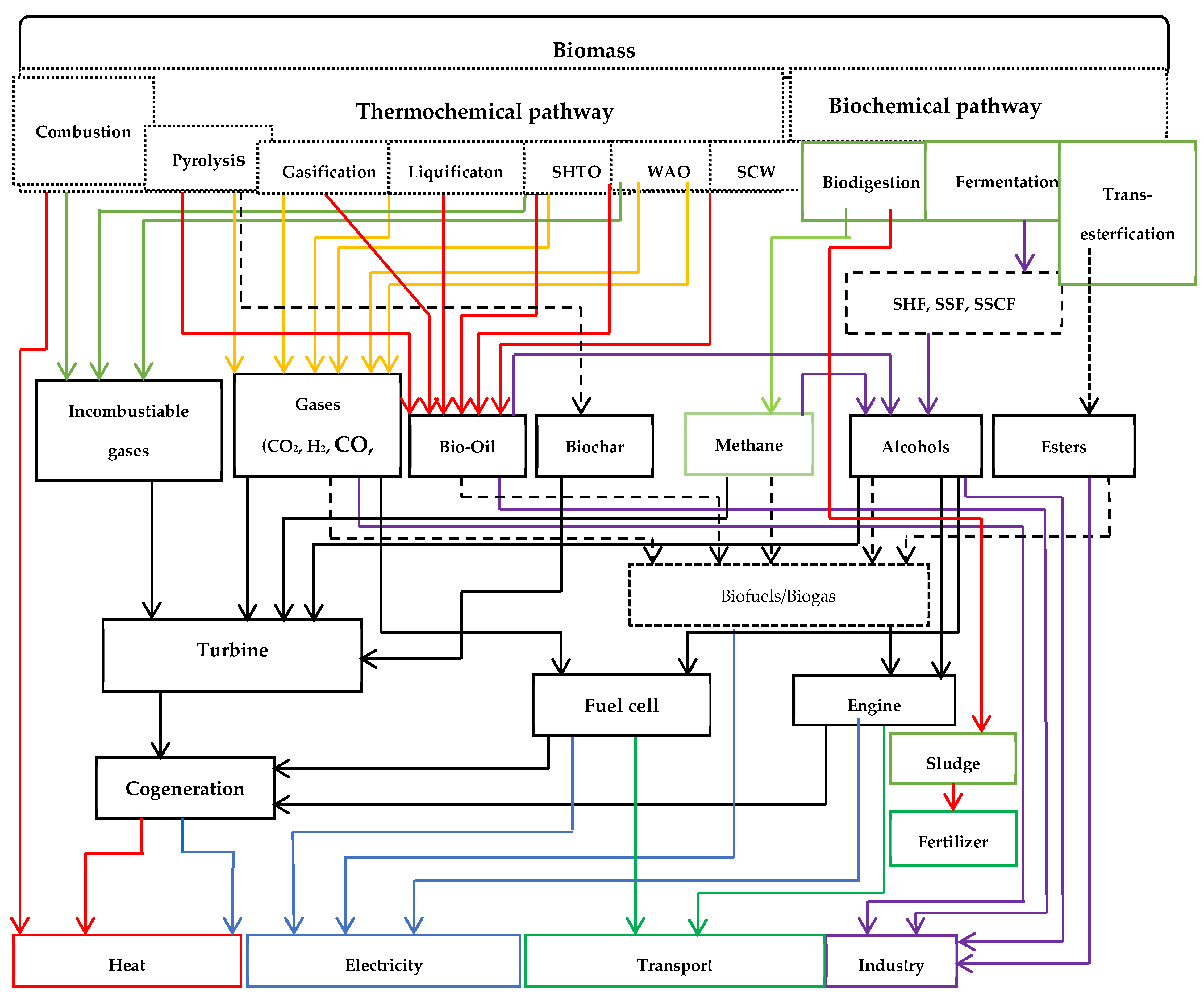
2.5. Biomass-to-Biofuel Conversion Technologies and End Products Use
3. Results and Discussion
3.1. Biomass Fuel Characterization
3.2. Heat Energy Requirement for Biomass Moisture Evaporation
3.3. Process Energy Consumption Scenario and Available Useful Energy
3.3.1. Process Energy Conversion Scenario
3.3.2. Available Useful Energy (EB)
3.4. Alternative Biomass-to-Biofuel Conversion Potential
3.4.1. Biomass to Syngas Conversion Efficiency
3.4.2. Biomass to Hydrocarbon Conversion Efficiency
3.4.3. Biomass to Alcohol Conversion Efficiency
3.5. Conversion Efficiency of Preferable Products
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| LHVi | Lower heating value of component I (MJ/kg) |
| , | Carbon capturing and energy ratio |
| Mole number of components I (kmole) | |
| Molar mass of component I (kg/kmole) | |
| Required heat energy (kJ) | |
| Heat of vaporization of water in vapor state (kJ/kg) | |
| a, b | Control parameters |
| Steam mass flowrate (kg/h) | |
| Cold and hot temperature (K) | |
| Useful energy in the biomass | |
| Stoichiometric ratio of oxygen in total oxidation | |
| Separate hydrolysis and fermentation | |
| Simultaneous saccharification and fermentation | |
| Simultaneous saccharification and co-fermentation |
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Activities | MW/kg | Calculation Relation |
|---|---|---|
| Electricity | 4.75 | |
| Steam | 9.99 | ] |
| Activities | MW/kg | Calculation Relation |
|---|---|---|
| Electricity | 2.41 | |
| Steam | 5.07 MW | ] |
| Heat for drying | 1.87 MW/kg | |
| Heat for steam | 5.07 MW |
Appendix B
| Consumption | [kg/s] | Calculation Relation |
|---|---|---|
| For electricity | 3.68 | |
| For steam | 7.75 | |
| Bagasse left | 5.10 |
| Consumption | [Kg/s] | Calculation Relation |
|---|---|---|
| For electricity | 1.94 | |
| For steam | 4.08 | |
| Bagasse left | 2.36 |
References
- Pachauri, S.; Cherp, A. Energy security and energy access: Distinct and interconnected challenges. Curr. Opin. Environ. Sustain. 2011, 3, 199–201. [Google Scholar] [CrossRef]
- Brandin, J.; Hulteberg, C.; Ku, H. A Review of Thermo-Chemical Conversion of Biomass into Biofuels-Focusing on Gas Cleaning and Up-Grading Process Steps; TRITA-CHE Report 2017:24; KTH Royal Institute of Technology (KTH): Stockholm, Sweden, 2017; Volume 1. [Google Scholar] [CrossRef]
- Frankó, B.; Galbe, M.; Wallberg, O. Bioethanol production from forestry residues: A comparative techno-economic analysis. Appl. Energy 2016, 184, 727–736. [Google Scholar] [CrossRef]
- Ortiz, P.S.; de Oliveira, S. Exergy analysis of pretreatment processes of bioethanol production based on sugarcane bagasse. Energy 2014, 76, 130–138. [Google Scholar] [CrossRef]
- Hassan, B.A.R.; Yusoff, Z.B.M.; Othman, M.A.H.; Bin, S. Supportive and Palliative Care in Solid Cancer Patients; IntechOpen: London, UK, 2013. [Google Scholar] [CrossRef] [Green Version]
- Rastegari, A.A.; Yadav, A.N.; Gupta, A. (Eds.) Prospects of Renewable Bioprocessing in Future Energy Systems: Production by Cyanobacteria; Springer: Berlin/Heidelberg, Germany, 2019. [Google Scholar]
- Day, C.; Tseng, Y.-C.; Puyol, R.; Nissan, J. Efficiency Comparisons of Secondary Biofuels. PAM Rev. Energy Sci. Technol. 2015, 1, 70–89. [Google Scholar] [CrossRef]
- Ardila, Y.C.; Figueroa, J.E.J.; Lunelli, B.H.; Filho, R.M.; Maciel, W.M.R. Syngas Production from Sugar Cane Bagasse in a Circulating Fluidized Bed Gasifier Using Aspen PlusTM: Modelling and Simulation; Elsevier: Amsterdam, The Netherlands, 2012; Volume 30. [Google Scholar]
- Subia, B.; Kundu, J.; Kundu, S.C. Biomaterial scaffold fabrication techniques for potential tissue engineering applications. Tissue Eng. 2010, 141, 13–18. [Google Scholar]
- Jenkins, B.M.; Baxter, L.L.; Miles, T.R.; Miles, T.R. Combustion properties of biomass. Fuel Process. Technol. 1998, 54, 17–46. [Google Scholar] [CrossRef]
- Joshi, B.; Raj, M.; Dinita, B.; Jarina, S.; Rajani, J. Lignocellulosic ethanol production: Current practices and recent developments. Biotechnol. Mol. Biol. Rev. 2011, 6, 172–182. [Google Scholar]
- Wilke, C.R.; Maiorella, B.; Sciamanna, A.; Tangnu, K.; Wiley, D.; Wong, H. Enzymatic Hydrolysis of Cellulose: Theory and Applications; Noyes Pubns: Norwich, UK, 1978. [Google Scholar]
- Oke, M.A.; Annuar, M.S.M.; Simarani, K. Mixed Feedstock Approach to Lignocellulosic Ethanol Production—Prospects and Limitations. Bioenergy Res. 2016, 9, 1189–1203. [Google Scholar] [CrossRef] [Green Version]
- Dashtban, M.; Schraft, H.; Qin, W. Fungal bioconversion of lignocellulosic residues; Opportunities & perspectives. Int. J. Biol. Sci. 2009, 5, 578–595. [Google Scholar] [CrossRef]
- Osman, A.I.; Mehta, N.; Elgarahy, A.M.; Al-Hinai, A.; Al-Muhtaseb, A.H.; Rooney, D.W. Conversion of Biomass to Biofuels and Life Cycle Assessment: A Review; Springer: Berlin/Heidelberg, Germany, 2021; Volume 19. [Google Scholar]
- Tanger, P.; Field, J.L.; Jahn, C.E.; DeFoort, M.W.; Leach, J.E. Biomass for thermochemical conversion: Targets and challenges. Front. Plant Sci. 2013, 4, 1–20. [Google Scholar] [CrossRef]
- Chen, Y. Biomass to Fuels: Thermo-chemical or Bio-chemical Conversion? Ferment. Technol. 2012, 1, 7972. [Google Scholar] [CrossRef] [Green Version]
- Jahirul, M.I.; Rasul, M.G.; Chowdhury, A.A.; Ashwath, N. Biofuels production through biomass pyrolysis—A technological review. Energies 2012, 5, 4952–5001. [Google Scholar] [CrossRef]
- Achinas, S.; Euverink, G.J.W. Consolidated briefing of biochemical ethanol production from lignocellulosic biomass. Electron. J. Biotechnol. 2016, 23, 44–53. [Google Scholar] [CrossRef] [Green Version]
- Hassan, S.S.; Williams, G.A.; Jaiswal, A.K. Emerging technologies for the pretreatment of lignocellulosic biomass. Bioresour. Technol. 2018, 262, 310–318. [Google Scholar] [CrossRef] [Green Version]
- Rauch, R.; Hrbek, J.; Hofbauer, H. Biomass gasification for synthesis gas production and applications of the syngas. Wiley Interdiscip. Rev. Energy Environ. 2014, 3, 343–362. [Google Scholar] [CrossRef]
- Feedstocks, B. Biomass Feedstocks. In Biofuels; Springer: Berlin/Heidelberg, Germany, 2008; pp. 45–85. [Google Scholar] [CrossRef]
- Shukla, A.; Kumar, S.Y. A comparative study of sugarcane bagasse gasification and direct combustion. Int. J. Appl. Eng. Res. 2017, 12, 14739–14745. [Google Scholar]
- Corona, F.; Hidalgo, D.; Díez-Rodríguez, D.; Urueña, A. Conversion as the Key Step for the Production of Value-Added Products from Waste. Biofuels 2016, 1–26. Available online: http://www.smgebooks.com/biofuels/chapters/BF-16-01.pdf (accessed on 21 August 2022).
- Hu, J.; Yu, F.; Lu, Y. Application of fischer-tropsch synthesis in biomass to liquid conversion. Catalysts 2012, 2, 303–326. [Google Scholar] [CrossRef] [Green Version]
- Ravaghi-Ardebili, Z.; Manenti, F.; Pirola, C.; Soares, F.; Corbetta, M.; Pierucci, S.; Ranzi, E. Influence of the effective parameters on H2:CO Ratio Of Syngas At Low-Temperature Gasification. Chem. Eng. Trans. 2014, 37, 253–258. [Google Scholar] [CrossRef]
- Sheth, P.; Babu, B. Effect of Moisture Content on Composition Profiles of Producer Gas in Downdraft Biomass Gasifier. In Proceedings of the International Congress Chemistry and Environment (ICCE), Madhya Pradesh, India, 24–26 December 2005; pp. 356–360. Available online: https://www.researchgate.net/profile/Bontha_Babu/publication/228616005_Effect_of_Moisture_Content_on_Composition_Profiles_of_Producer_Gas_in_Downdraft_Biomass_Gasifier/links/0deec521907331b690000000.pdf (accessed on 21 August 2022).
- Sukthang, N.; Liplap, P.; Arjharn, W.; Hinsui, T. The potential of high moisture biomass for energy production using plasma—Assisted gasification. Orient. J. Chem. 2017, 33, 1805–1814. [Google Scholar] [CrossRef] [Green Version]
- Atnaw, S.M.; Sulaiman, S.A.; Yusup, S. Influence of fuel moisture content and reactor temperature on the calorific value of Syngas resulted from gasification of oil palm fronds. Sci. World J. 2014, 2014, 121908. [Google Scholar] [CrossRef] [PubMed]
- Fonseca, F.G.; Funke, A.; Niebel, A.; Dias, A.P.S.; Dahmen, N. Moisture content as a design and operational parameter for fast pyrolysis. J. Anal. Appl. Pyrolysis 2019, 139, 73–86. [Google Scholar] [CrossRef]
- Eke, J.; Onwudili, J.A.; Bridgwater, A.V. Influence of Moisture Contents on the Fast Pyrolysis of Trommel Fines in a Bubbling Fluidized Bed Reactor. Waste Biomass Valorization 2020, 11, 3711–3722. [Google Scholar] [CrossRef] [Green Version]
- Prins, W.; Dahmen, N. Processes for Thermochemical Conversion of Biomass. In Proceedings of the 10th European Conference on Industrial Furnaces and Boilers, Porto, Portugal, 7 April 2015; pp. 1–8. [Google Scholar]
- Ciferno, J.P.; Marano, J.J. Benchmarking Biomass Gasification Technologies for Fuels, Chemicals and Hydrogen Production; U.S. Department of Energy National Energy Technology Laboratory: Pittsburgh, PA, USA, 2002; 58. Available online: https://netl.doe.gov/sites/default/files/netl-file/BMassGasFinal_0.pdf (accessed on 21 August 2022).
- EU Biomass Availability and Sustainability Information System. Report on Conversion Efficiency of Biomass; BASIS Project; Evropean Commission: Brussels, Belgium, 2015; pp. 1–20. Available online: http://www.basisbioenergy.eu/fileadmin/BASIS/D3.5_Report_on_conversion_efficiency_of_biomass.pdf (accessed on 21 August 2022).
- Goffé, J.; Ferrasse, J.H. Stoichiometry impact on the optimum efficiency of biomass conversion to biofuels. Energy 2019, 170, 438–458. [Google Scholar] [CrossRef]




| Biomass | Formula | C (%) | H (%) | O (%) | Production [t/yr] |
|---|---|---|---|---|---|
| Molasses | C30H56.24O28.11 | 41.57 | 6.50 | 51.92 | 20.30 |
| Sugarcane bagasse | C30H46.65O17.11 | 52.70 | 6.86 | 40.26 | 141.3 |
| Filter cake | C30H51.14O22.7 | 46.80 | 6.60 | 46.60 | 34,344 |
| Wet Biomass | Dry Biomass | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Biomass | Formula | C% | H% | O% | LHV | Biomass | Formula | C% | H% | O% | LHV |
| Molasses | 22.37 | 5.83 | 46.63 | 11.00 | Molasses | 41.57 | 6.50 | 51.92 | 14.96 | ||
| Bagasse | 26.83 | 8.95 | 64.22 | 10.81 | Bagasse | 52.70 | 6.86 | 40.26 | 20.45 | ||
| F. cake | 11.44 | 9.96 | 78.20 | 4.91 | F. cake | 46.80 | 6.60 | 46.60 | 17.46 | ||
| Wet Biomass | LHV [MJ/kg] | Dry Biomass | LHV [MJ/kg] | LHV% Variation |
|---|---|---|---|---|
| Wet molasses | 11 | Dry molasses | 14.96 | 26.47 |
| Wet bagasse | 10.81 | Dry bagasse | 20.45 | 47.14 |
| Wet F. cake | 4.91 | Dry F. cake | 17.46 | 71.88 |
| Biomass | Initial Moisture [%] | [t/yr] | [kJ/yr] | |
|---|---|---|---|---|
| Bagasse | 48.9 | 130,367.16 | 2.905 × 1012 | 8.2276 × 1011 |
| Molasses | 21 | 7748.42 | 3.769 × 108 | 1.65475 × 1015 |
| F. cake | 75 | 1445.61 | 3.25 × 109 | 1.11945 × 1016 |
| Electricity Generation to Bagasse Consumption | Steam Production to Bagasse Consumption | ||
|---|---|---|---|
| Biomass | [MW/Kg] | Biomass | Steam/bagasse |
| Wet bagasse | 0.67 | Wet bagasse | 1.87 |
| Dry bagasse | 1.31 | Dry bagasse | 3.59 |
| Biomass | ṁ [kg/s] | LHV [MJ/kg] | % Energy Conversion | % Mass Conversion |
|---|---|---|---|---|
| Dry molasses | 1.20 | 14.96 | 94.60 | 1.00 |
| Dry bagasse | 3.17 | 20.45 | 93.40 | 129.00 |
| Hydrolysed bagasse | 2.37 | 19.60 | 94.00 | 123.00 |
| Dry F. cake | 1.97 | 17.46 | 94.30 | 1.12 |
| Biomass | ṁ [kg/s] | LHV [MJ/kg] | C ATOM Number | % Mass conversion | % Energy Conversion |
|---|---|---|---|---|---|
| Dry molasses | 1.20 | 14.96 | 10 | 31.00 | 92.30 |
| Dry bagasse | 3.17 | 20.45 | 12 | 43.40 | 93.30 |
| Hydrolysed bagasse | 2.37 | 19.60 | 12 | 41.40 | 93.30 |
| Dry F. cake | 1.97 | 17.46 | 12 | 36.50 | 93.10 |
| Biomass | ṁ [kg/s] | LHV [MJ/kg] | C Atom Number | % Mass Conversion | % Energy Conversion |
|---|---|---|---|---|---|
| Dry molasses | 1.20 | 14.96 | 9 | 46.70 | 93.30 |
| Dry bagasse | 3.17 | 20.45 | 12 | 54.60 | 93.30 |
| Hydrolysed bagasse | 2.37 | 19.60 | 12 | 56.20 | 93.30 |
| Dry F. cake | 1.97 | 17.46 | 10–12 | 52.60 | 93.30 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sharew, S.; Montastruc, L.; Yimam, A.; Negny, S.; Ferrasse, J.-H. Alternative Energy Potential and Conversion Efficiency of Biomass into Target Biofuels: A Case Study in Ethiopian Sugar Industry- Wonji-Shoa. Biomass 2022, 2, 279-298. https://doi.org/10.3390/biomass2040019
Sharew S, Montastruc L, Yimam A, Negny S, Ferrasse J-H. Alternative Energy Potential and Conversion Efficiency of Biomass into Target Biofuels: A Case Study in Ethiopian Sugar Industry- Wonji-Shoa. Biomass. 2022; 2(4):279-298. https://doi.org/10.3390/biomass2040019
Chicago/Turabian StyleSharew, Shumet, Ludovic Montastruc, Abubeker Yimam, Stephane Negny, and Jean-Henry Ferrasse. 2022. "Alternative Energy Potential and Conversion Efficiency of Biomass into Target Biofuels: A Case Study in Ethiopian Sugar Industry- Wonji-Shoa" Biomass 2, no. 4: 279-298. https://doi.org/10.3390/biomass2040019