1. Introduction
A compressor is a device that is used to reduce the volume of a gas or vapor by increasing its pressure.
Compressors come in many different types, including positive displacement compressors and dynamic compressors. Positive displacement compressors work by trapping gas in a chamber and then reducing the volume of that chamber, while dynamic compressors work by imparting kinetic energy to the gas and then converting that energy into pressure. Positive displacement compressors are characterized by a higher compression ratio and lower mass flow compared to dynamic compressors such as turbo-compressors with axial or radial flow configurations [
1].
Compressors are an important component in many systems that require high-pressure gases, and they are widely used in industries such as petrochemicals, power generation and manufacturing, refrigeration, air conditioning, and natural gas processing. Compressed gas accounts for approximately 10% of global industrial electric energy consumption [
2]. This share may reach 20% if commercial and residential needs are included, such as portable tools, air pumps, pneumatic heating, ventilation, air conditioning, etc. [
3]. To reduce energy consumption, energy-saving measures are a key factor for the gas-compression industry, alongside the continuously increasing demand for compressed gas worldwide. Many energy-saving measures have been applied recently upstream and downstream of the gas compressor, such as pipeline leakage reduction, frictional losses reduction, optimization of end-use devices, etc., in the compressed gas system (CGS). However, for existing compressor technology, future saving potentials are estimated to be no higher than 15% (740 TWh in 2012) [
4], with an established maximum power and power-to-weight ratio.
The maximum pressure that can be generated in the compression process end (minimum volume) is a major concern regarding compressor technology. Therefore, their design optimization is a constant R&D process for all compressor types. In a recent market analysis, rotary compressors were found to hold the largest share of the global compressor market and are expected to maintain their lead position until 2028 (according to Grand View Research, 2021) [
5]. As a result, significant research efforts have been focused on enhancing the performance of rotary compressors. It is worth mentioning that in some cases, such as in the current study, design optimization can lead to significant improvements in efficiency. For instance, Ooi did a theoretical study that predicted a 50% reduction in mechanical loss, leading to an improvement in the coefficient of a rolling piston compressor performance of more than 14% [
6]. Liu et al. optimized the bearing components of a scroll compressor using the gradient-search method and reported that the optimization resulted in at least a 14.1% reduction in frictional losses at the bearing components [
7]. Etemad and Nieter identified that the most important geometry parameters of scroll compressors are the starting angle and wrap height, but they did not give any numerical data. They just identified which parameters affect efficiency the most [
8]. Hirayama et al. concluded that adding a third cylinder in rotary vane compressors for refrigeration applications and an extra bearing on the main shaft could increase the capacity, reliability, and efficiency of the compressor (up to a 9% efficiency increase) [
9]. Meng et al. proposed a new design for the cylinder of rolling piston rotary compressors and they managed to increase their electric efficiency by 4.43% [
10]. Noh et al. (2016) studied the impact of the cylinder slenderness ratio on the performance of a rolling piston compressor. The researchers found that reducing the cylinder slenderness ratio led to an increase in volumetric efficiency by 6.3%, resulting in an overall efficiency improvement of 3.7% [
11]. Gu et al. investigated the sensitivity of the gap heights at vane tips and they concluded that as the gap increases (0.01–0.05 mm), the isentropic efficiency decreases by 18.26% [
12].
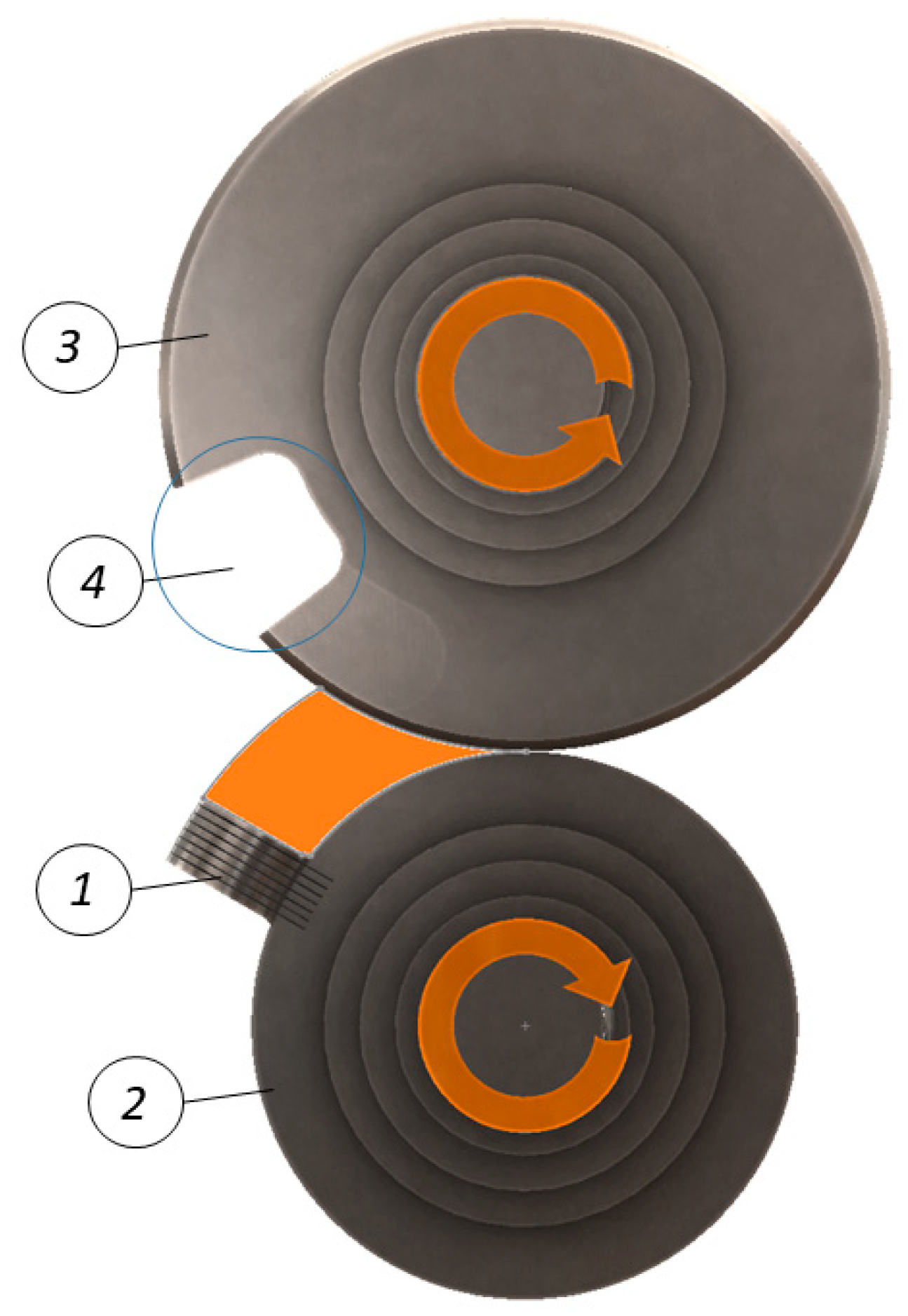
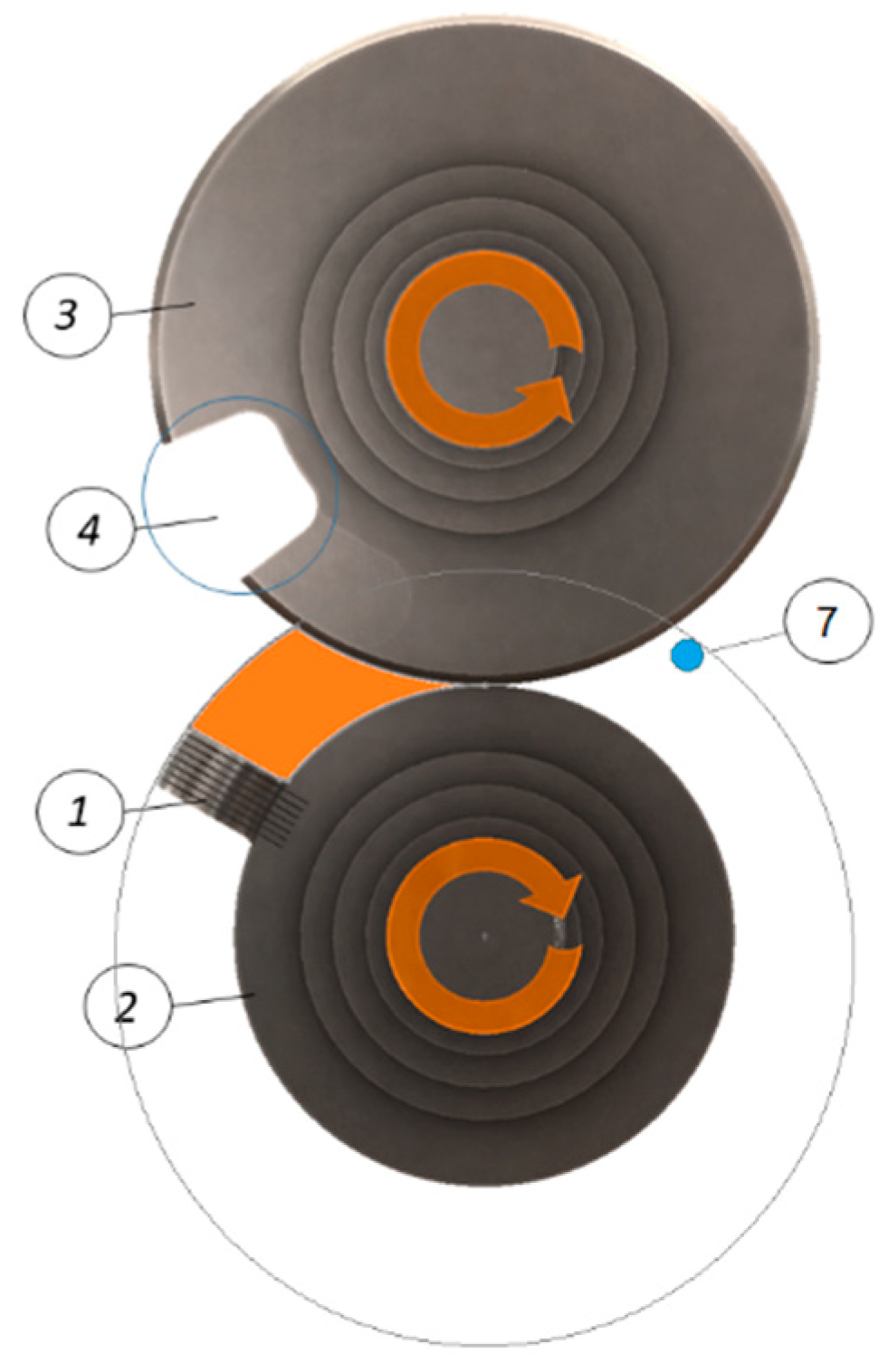
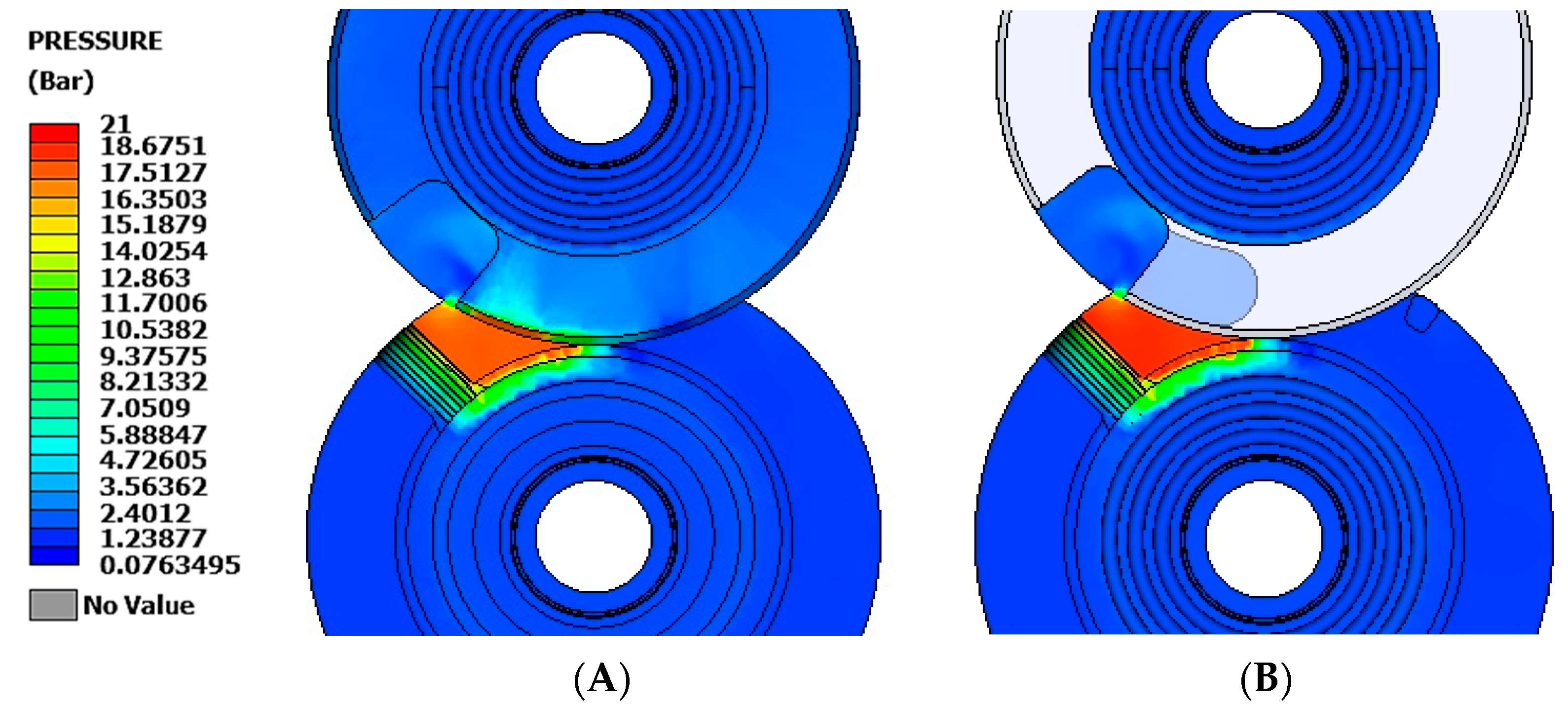
The piston rotary technology described herein belongs to the category of positive displacement compressors. The concept idea is a concentric rotary technology that has existed for 40 years and finds application in internal combustion engines, pumps, expanders, and compressors. The design of this concentric rotary machine consists of four main parts; two rotors, a piston, and a housing. The piston (1) is attached to one rotor (2) (called a piston rotor), and the other rotor (3) (called an isolator rotor) has a cavity (4) for hosting the piston (1) when the latter meets the periphery of the isolator rotor (3) (
Figure 1). The role of the isolator rotor (3) is to trap the working fluid in front of the piston (1), creating a compression chamber (orange region in
Figure 1) between the piston, the isolator rotor periphery, and the housing.
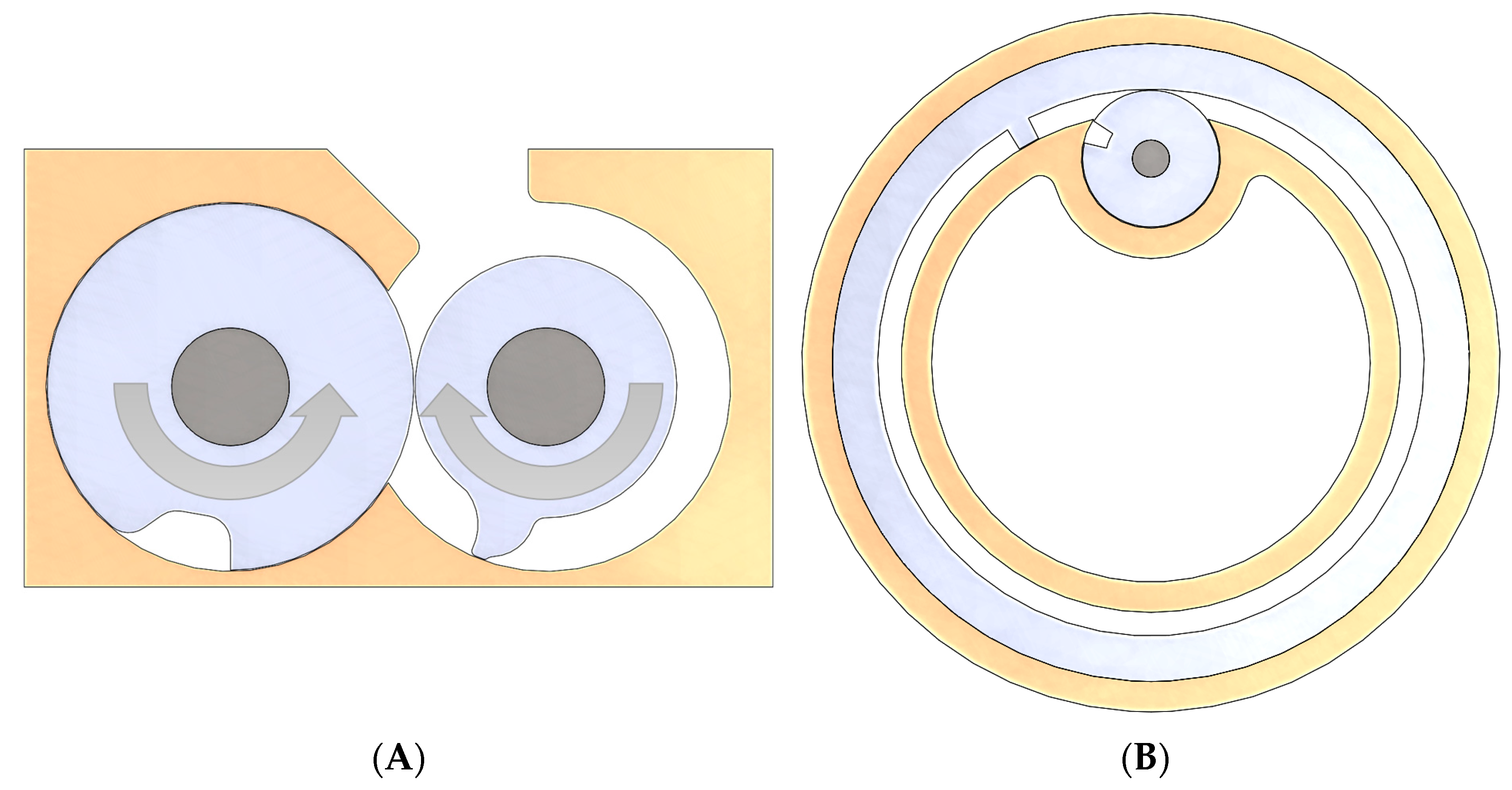
Four rotary technologies are based on this operating principle, with the oldest one developed and patented by Emmanouil Andreas Pelekis in 1980 [
13]. His patent refers to an apparatus that performs compression through the circular concentric motion of a piston (letters A and B) inside a segmented annular region until it reaches the cavity. The compressed chamber is the region symbolized by the letters A, B, C, and D, as shown in
Figure 2.
Ronnie Duncan patented the second concentric rotary internal combustion engine in 2005 [
14], intending to downsize the already existing rotary Pelekis technology by putting a smaller isolator rotor inside the piston-rotor space (
Figure 2).
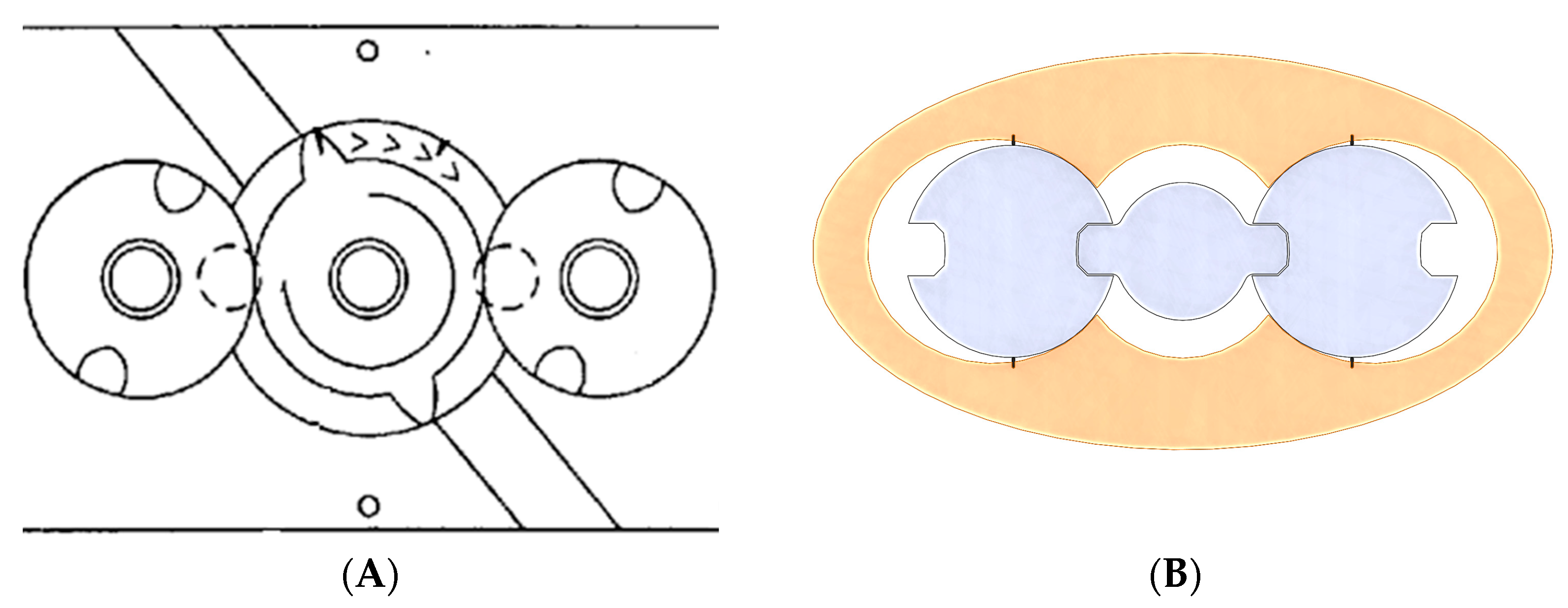
The third rotary technology was patented in 2006 by Jerome Lurtz [
15], and, in this particular invention, the mechanism consists of three rotors that perform the concentric synchronized motion. The central rotor has two pistons attached with a 180° angle between them, and the side rotors have two cavities each (
Figure 3).
The latest technology developed was by ASTRON AEROSPACE LLC in 2021, and the mechanism is similar to Jerome Lurtz’s rotary machine, as shown in
Figure 3 [
16]. The main difference between the patents is their insulation method.
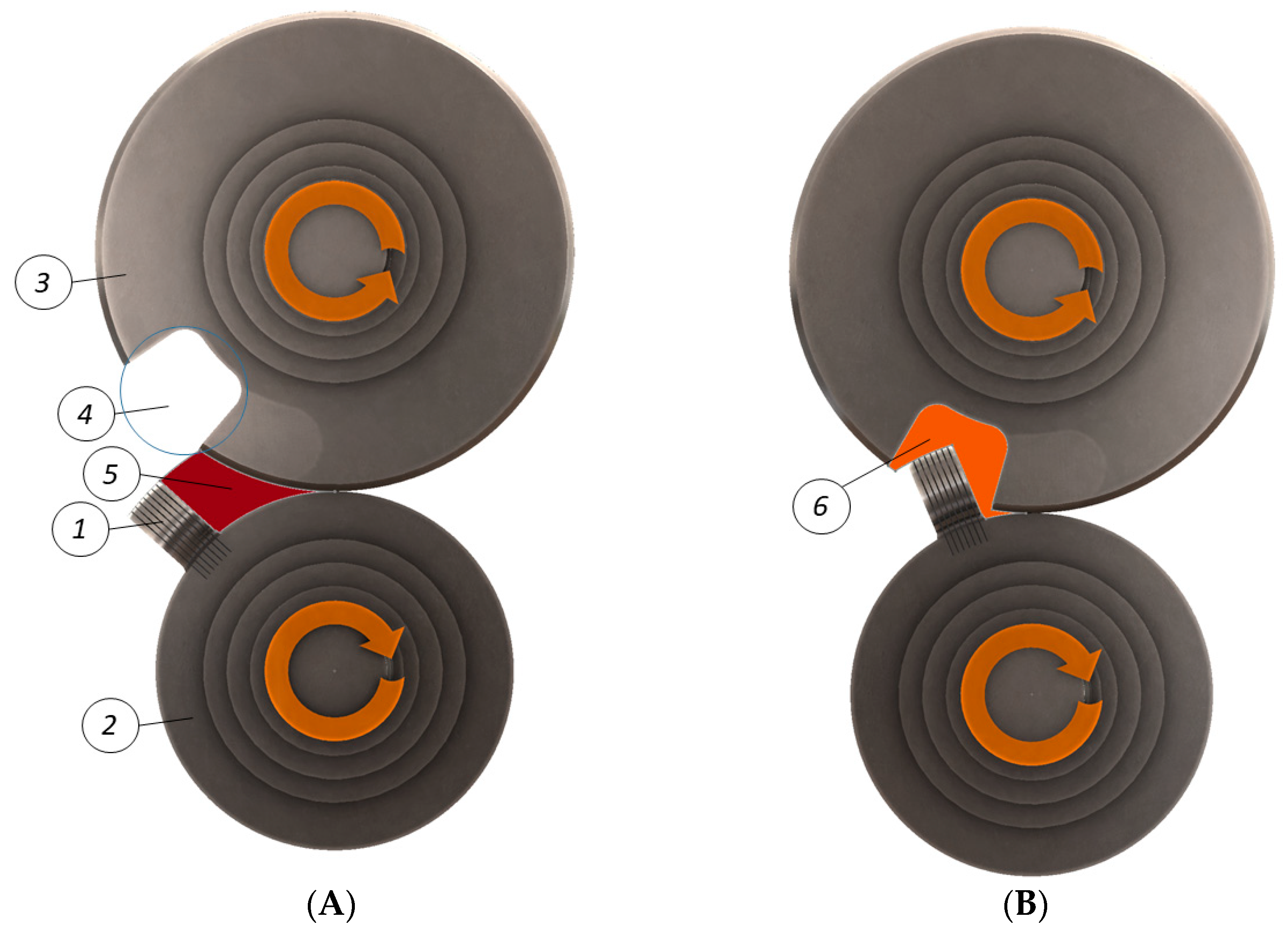
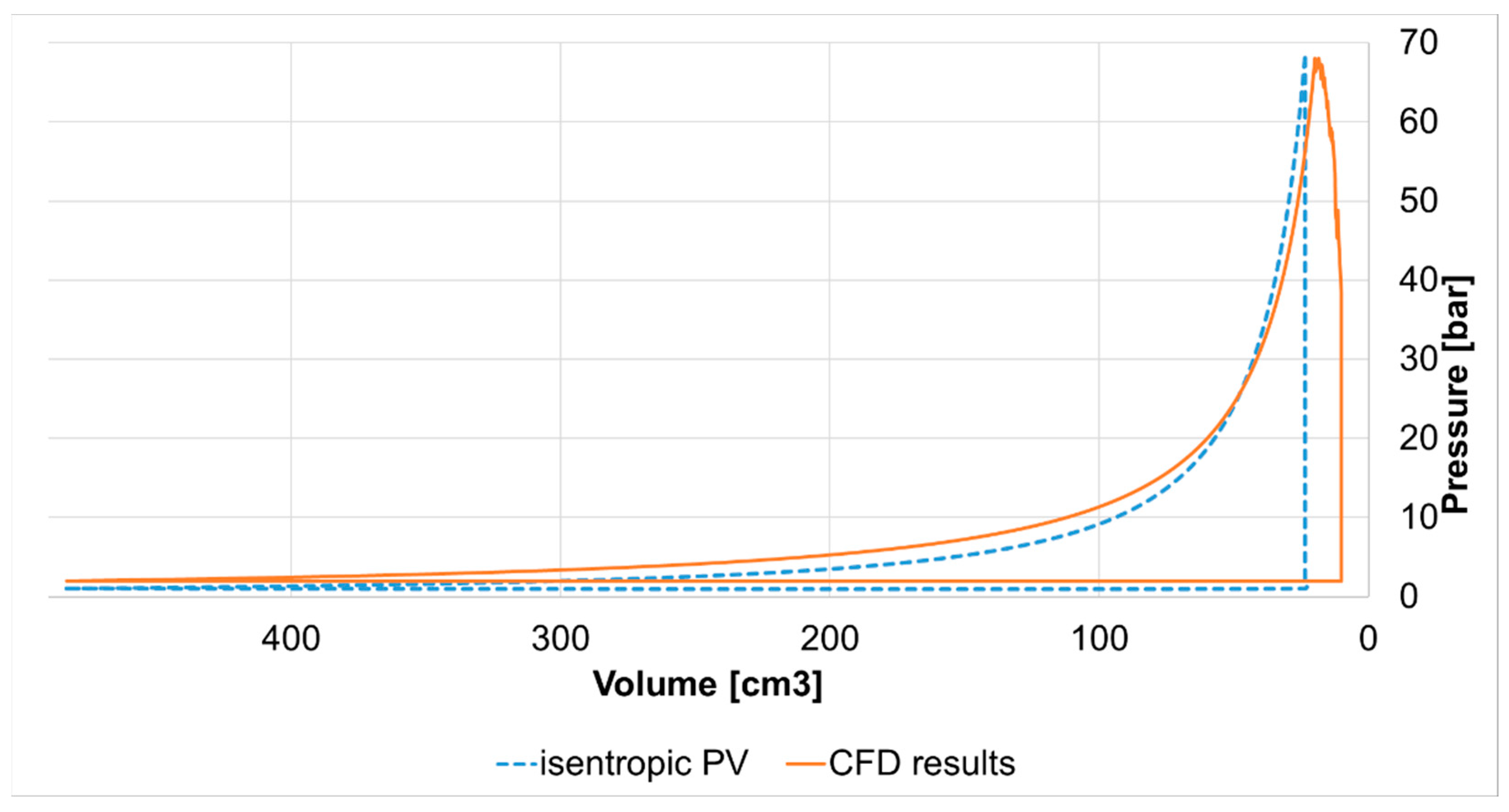
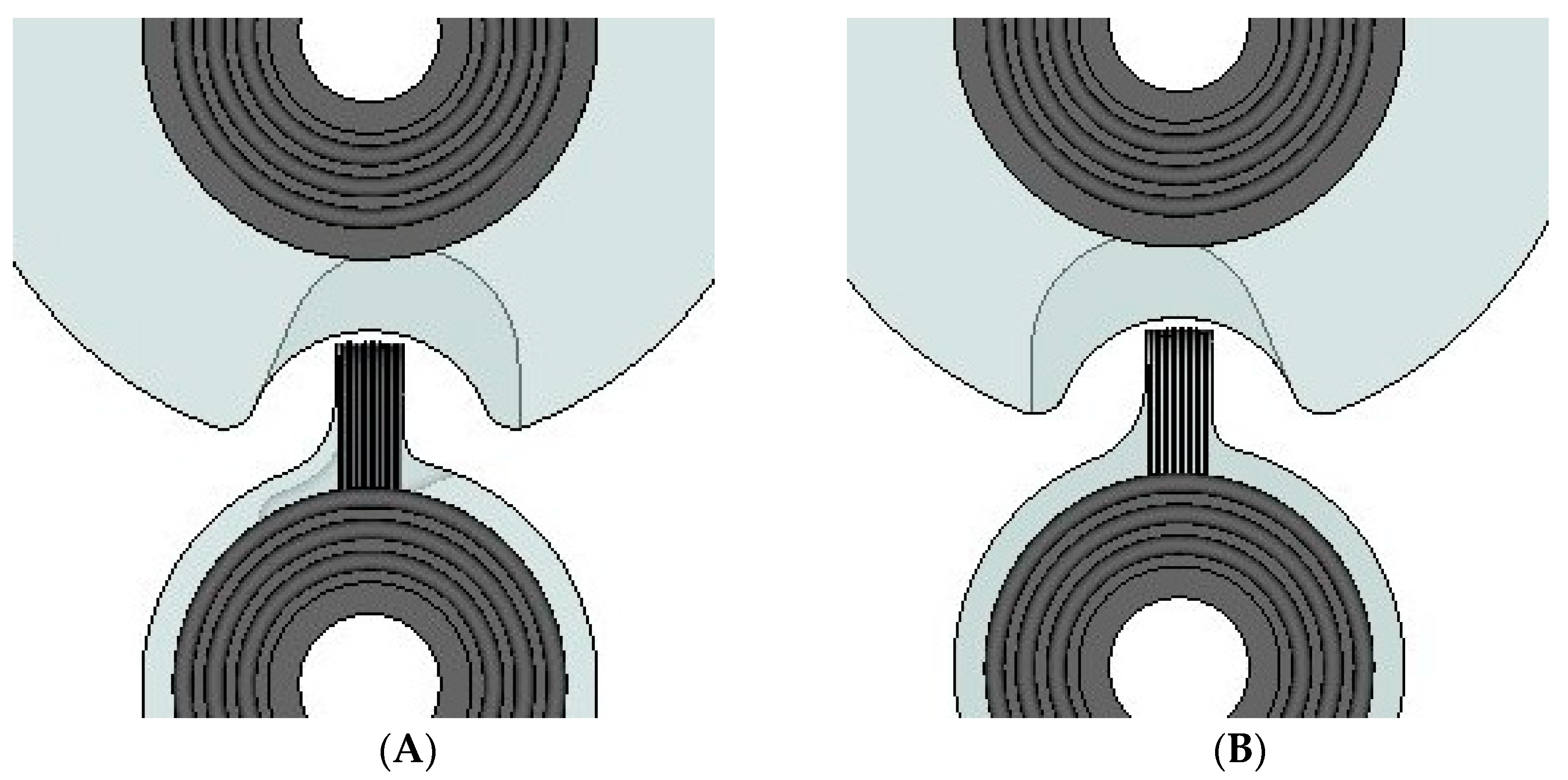
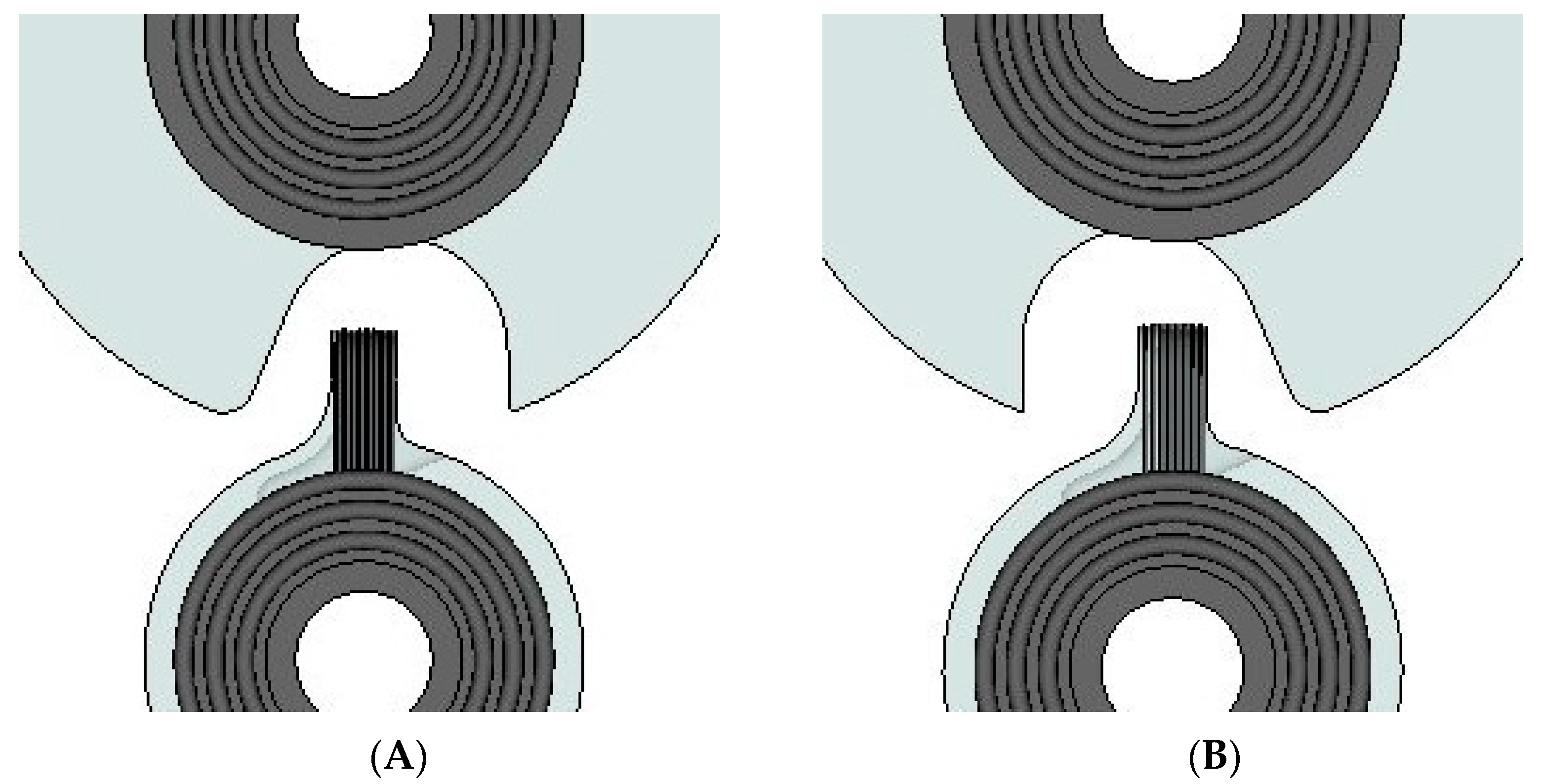
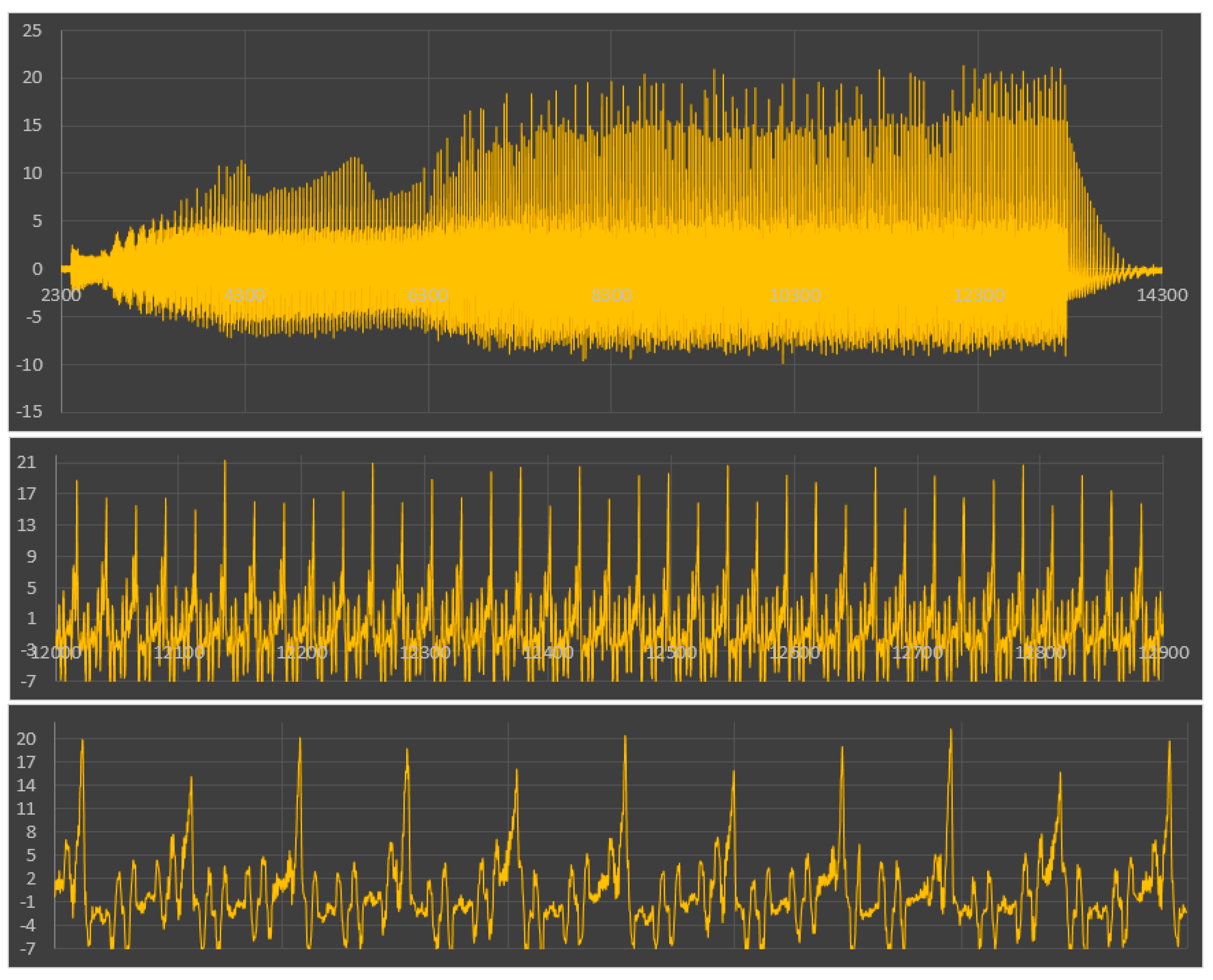
The main drawback of all these designs is related to the shape of the isolator rotor cavity. The rotor rotates by being attached to two different shafts that are coupled together with a pair of gears. The piston compresses the working fluid, and it reaches the primary peak pressure (shown in
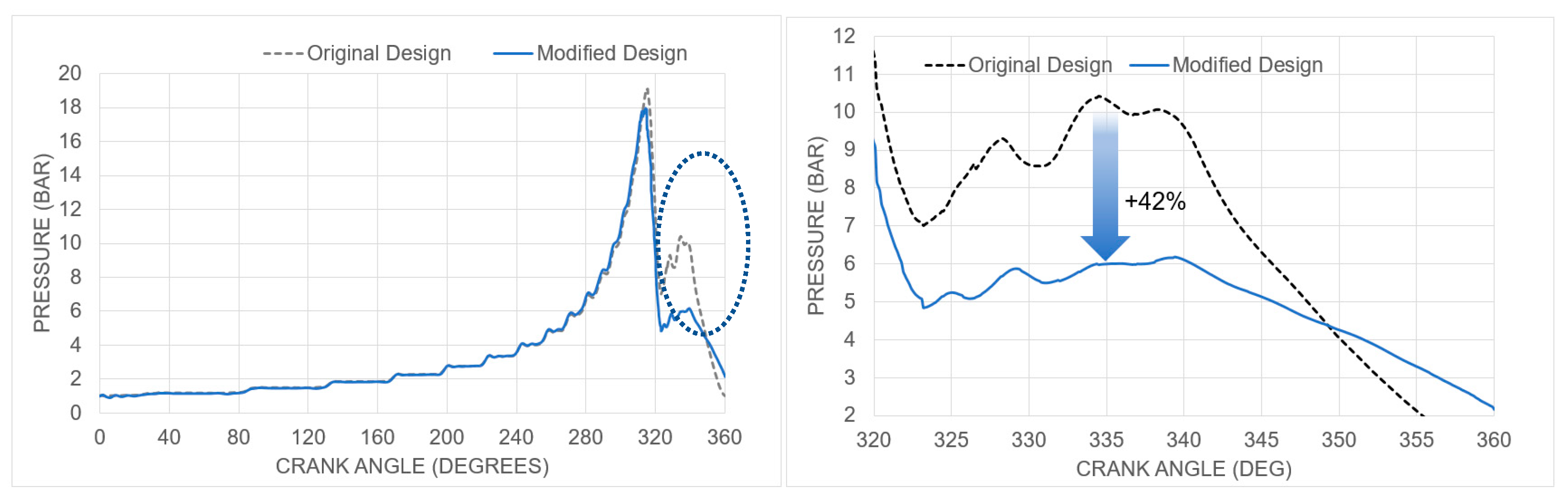
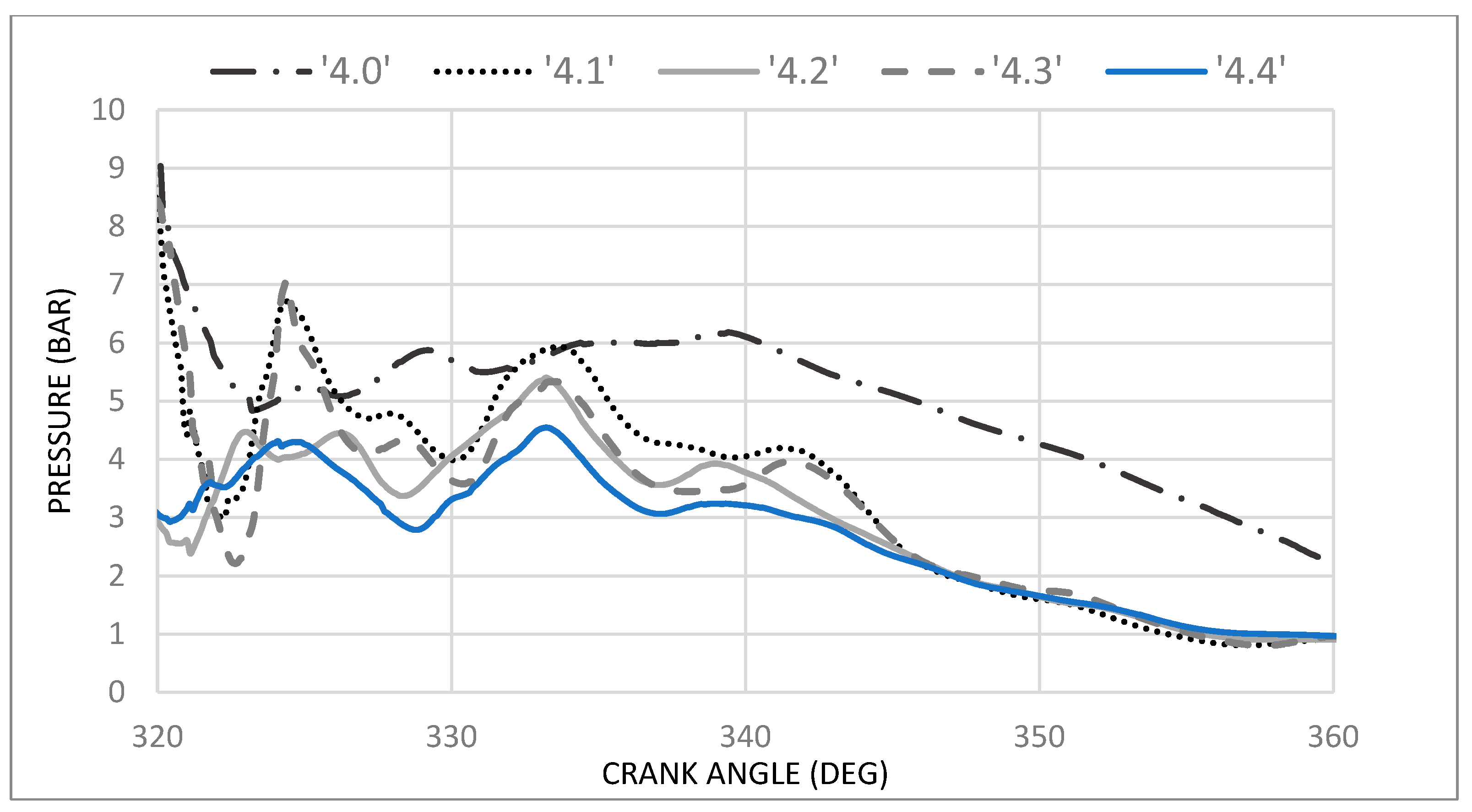
Figure 4 with label 5), which is also the compressor output pressure, at the end of the compression process. This peak pressure is also the output pressure of the compressor.
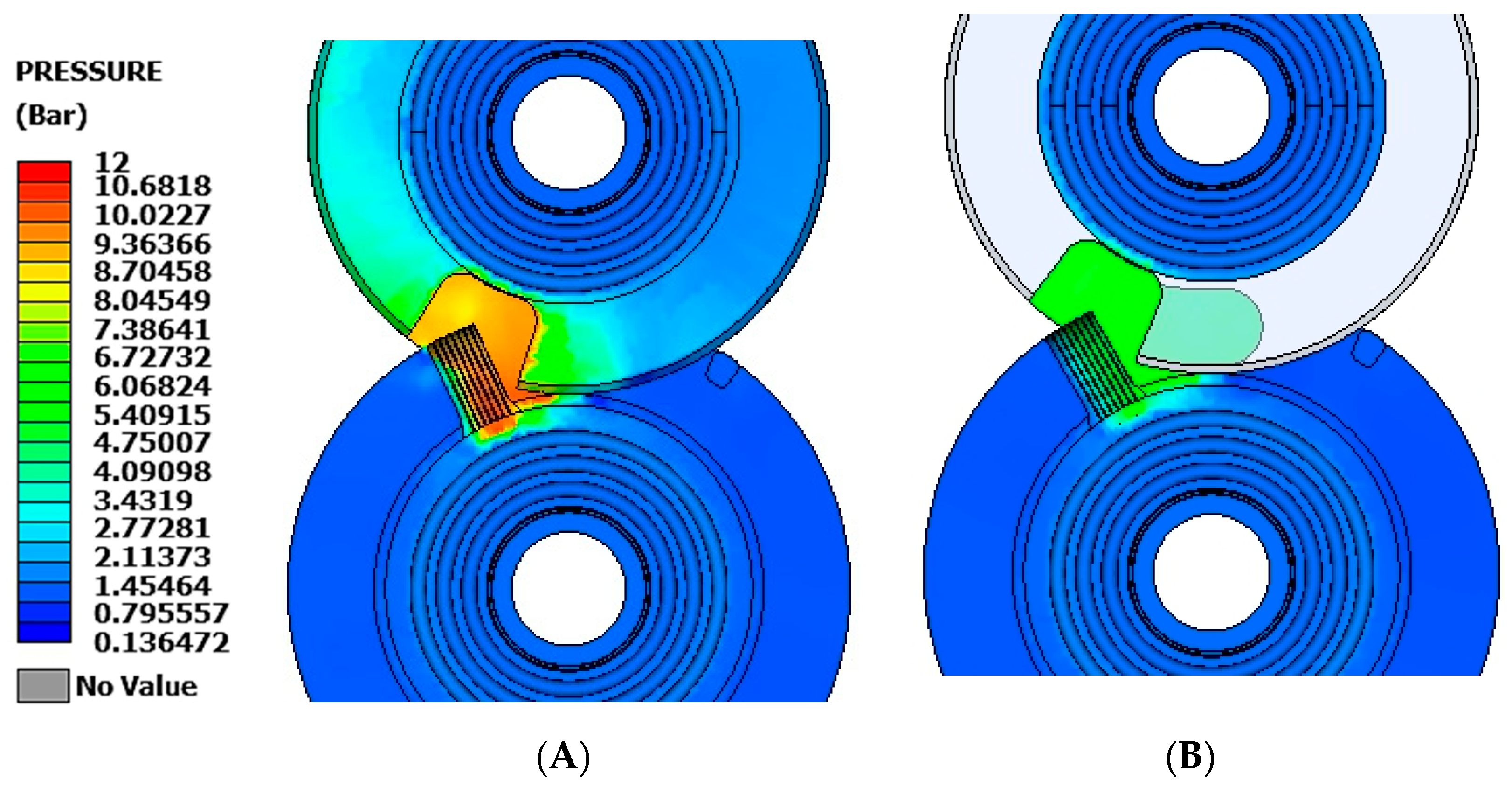
However, when the piston enters the cavity, the air trapped between the front side of the piston (1) and the cavity (4) develops a secondary peak pressure (as shown in
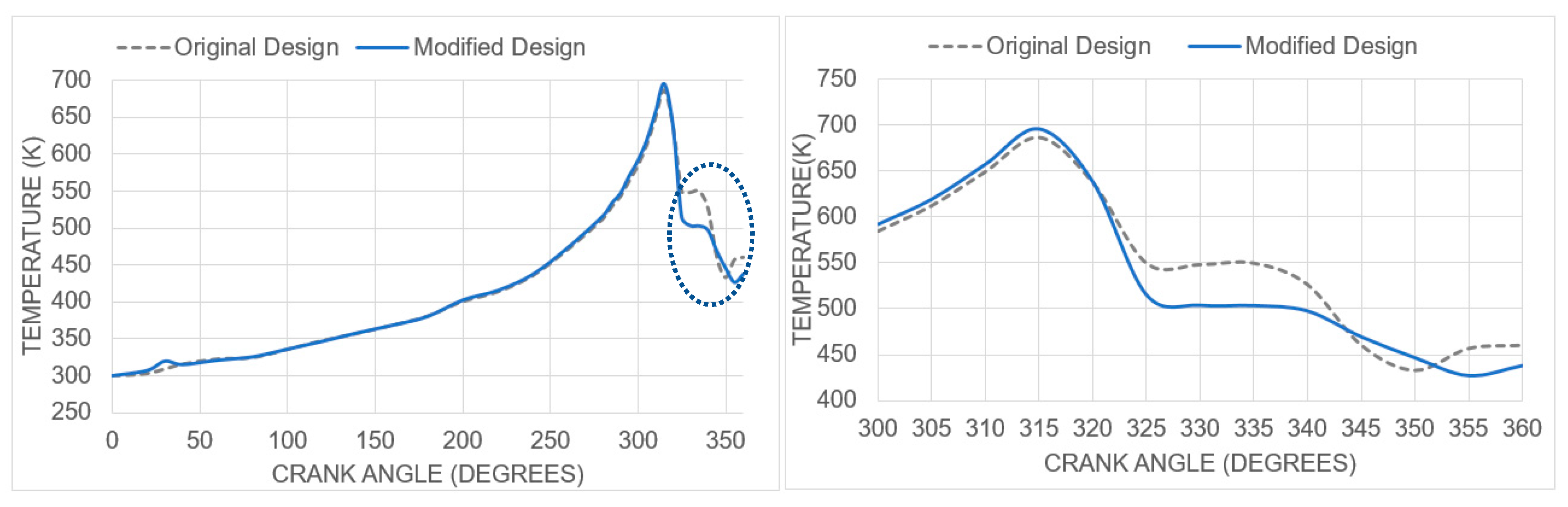
Figure 4, labeled as 6). This secondary peak pressure creates an undesired negative torque that resists the free motion of the piston before the compression process starts again. As a result, this torque leads to energy loss and an undesired temperature rise at the front side of the piston, which requires an additional cooling load for the piston.
To address this issue, this paper presents four cavity designs that reduce the secondary peak pressure and further enhance the efficiency of this rotary technology. Three of the designs involve a cavity created through CNC machining, while the fourth is produced using a 3D printing process.
The study will use the SARC compressor design, which was developed by the SARM project company, for all case studies. In the SARC compressor, the rotating components do not come into contact with any stationary parts of the machine, resulting in low friction only at the bearings. The frictionless motion of the rotating components and oil-free operation of the assembly lead to low construction and maintenance costs. Additionally, it is worth noting that this concentric rotary technology can achieve higher speeds than reciprocating and eccentric rotary compressors since it does not experience any inertial forces that alter their direction during operation. This rotary technology has a compact and simple design with high isentropic efficiency.
2. Materials and Methods
First, a watertight 3D fluid model was created in the pre-processor ANSA [
17], and after the property IDs and boundary conditions were defined, the file was exported in an STL format to use in the CFD solver (here, CONVERGE) [
18]. This solver can construct a polyhedral mesh automatically, accelerating the pre-processing procedure. The machine speed was set to 4000 rpm, and the base grid size was defined as 0.02 m in each of the three Cartesian directions (X, Y, Z). Unlike eccentric rotary compressors such as variable displacement vane pumps [
19], the concentricity of this compressor enables it to operate at high speeds. However, even rotary vane compressors [
9] run at speeds higher than 4000 rpm, and screw compressors exceed 6000 rpm [
20]. For this compressor, 4000 rpm is not the highest possible speed. Its weight-balanced design, which is pending patent submission before publishing the design, allows for even higher speeds. Theoretically, it can run at the same rotational speed as a gas turbine (e.g., 30,000 rpm). However, according to CFD simulations, the current compressor design shows its highest pressure ratio (22.8) at 4000 rpm and its highest efficiency at 6400 rpm. High speed is essential to maintain sealing efficiency. Furthermore, a high flow rate is beneficial for heavy-duty industrial applications. A high flow rate due to high speeds results in a smaller and lighter machine compared to other commercially available compressors. On the other hand, the higher the speed, the higher the flow rate. Therefore, if the application requires a low flow rate, the piston should rotate on a smaller circular orbit around the main compressor shaft or even have a smaller diameter to maintain high speed. Concerning the boundary conditions, the walls were considered without roughness to achieve faster convergence. The zero roughness does not negatively influence the result’s accuracy because the focus is on the different geometries and not the most realistic possible simulation result approach. The working fluid was air, which obeys the Redlich-Kwong equation of state because it is more accurate than the Van der Waals or the ideal gas equations [
21].
As shown in
Table 1, to improve computational accuracy and efficiency, a grid-independent analysis was performed using three mesh refinements. Specifically, the mesh was doubled after each refinement stage (1M, 2M, 4M). The density of the grid has an important effect on the simulation results. The Gird Convergence Index (GCI) of the peak pressure was calculated for the three different meshes, based on the Richardson extrapolation method [
22]. Finally, the 2M cells grid was selected for the final simulations.
The grids near the walls were refined to better capture the boundary-layer flow due to the high-velocity gradient at the wall [
23]. To meet the turbulence model requirements for the boundary-layer mesh, the average y+ of all labyrinth walls at the rated flow rate was set to 75, while the average y+ around the piston side walls was 150, and on the chamber walls was 35. The acceptable range of y+ values for a Reynolds-averaged Navier–Stokes (RANS) turbulence model such as the RNG k-epsilon model is generally between 30 and 300. At very low y+ values, the near-wall region is highly influenced by viscous effects, and the wall functions used in the RNG k-epsilon model may not be valid. On the other hand, at high y+ values, the turbulence model may not accurately capture the near-wall flow physics, which could result in inaccurate predictions of the flow behavior. Therefore, it is essential to ensure that the y+ values for the RNG k-epsilon model fall within the acceptable range to ensure accurate and reliable simulations of the turbulent flow.
The solvers, solver parameters, turbulence models, and relevant assumptions made in this study are summarized in
Table 2.
The turbulence model comprises the RNG k-ε equations since it has been proven that those equations can improve the accuracy in the cases of rotating flows [
21].
The post-processor META was used for the model visualization and animation. The geometry and the results files were loaded into the software, and after analyzing each state with the old and the new geometry proposed, the primary and the secondary peak pressure points were recognized and compared. The same procedure was followed for the temperature.
The number of cycles convergence criterion was the calculation of the maximum pressure and temperature observed at the end of each compression cycle, and an acceptable difference between the calculated pressure and temperature for the different cycles was 3%. Each case was simulated for five or six cycles for the primary peak pressure to reach a constant value.
There is no discharge port in the compression chamber; it is chosen to be blind because the position, size, and timing of a discharge port significantly affects the performance of a rotary compressor. After the piston completes the compression process, the isolator connects the two chambers. This approach was chosen to create a proof of concept for the sealing method of the compressor and to minimize uncertainties. The goal of the proof of concept was to achieve the highest possible pressure with no leakage to the environment and minimal leakage around the piston’s toroidal wall.
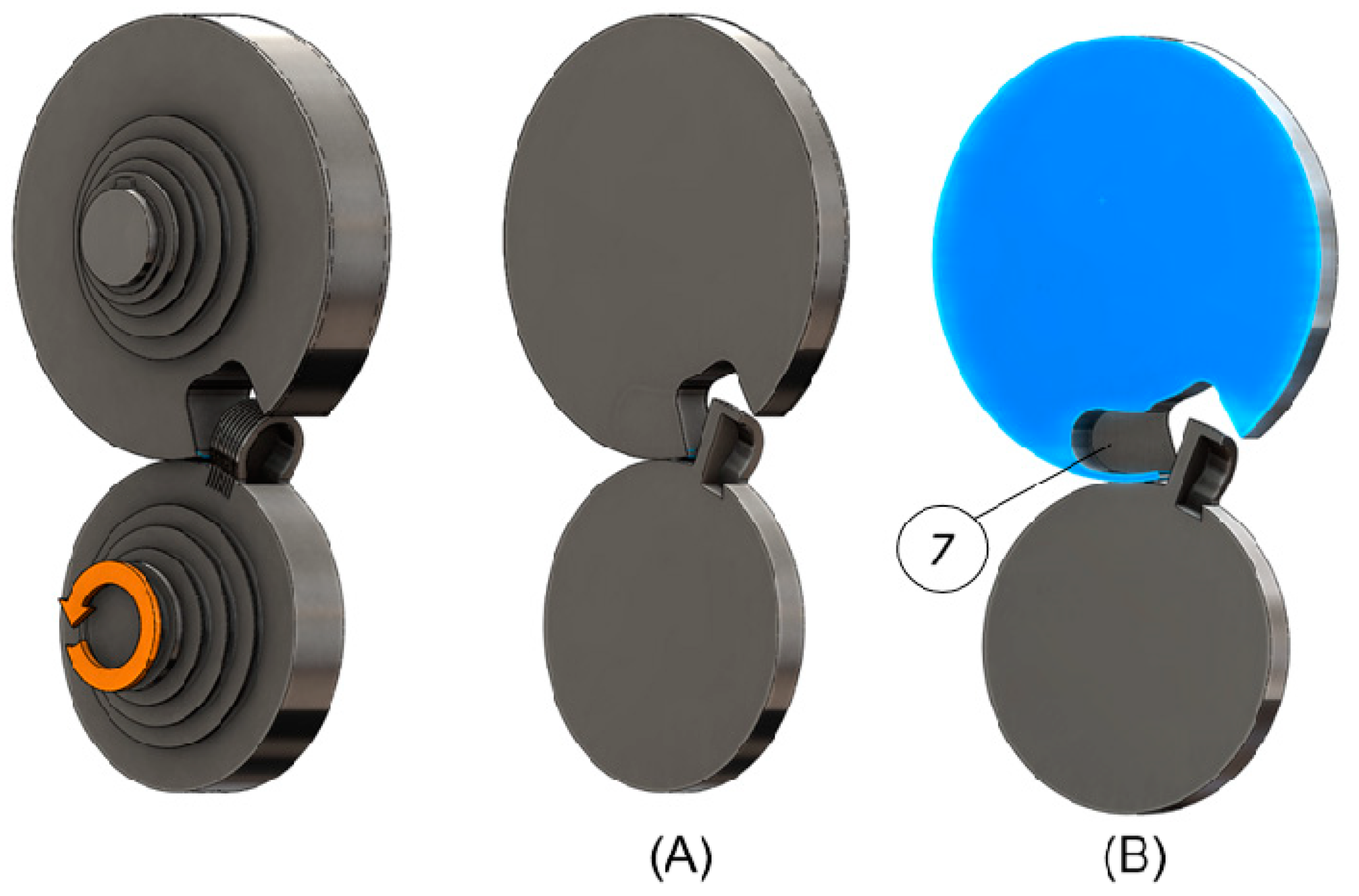
The position and size of the suction port were chosen based on an optimization study conducted before this study (pending paper approval). The optimal position for the suction port (7) is tangential to the outer periphery of the intake chamber and as close as possible to the isolator periphery. Its design should be circular and as small as possible, given the specific compressor size (in this case, the diameter is 12.5 mm—
Figure 5).
The secondary cavity wall thickness of 5 mm was determined to be the minimum acceptable thickness after conducting structural analysis for the specific isolator size and the pressures and temperatures calculated for the optimized cavity design (design 4.4—please see the results and conclusions section for more details).
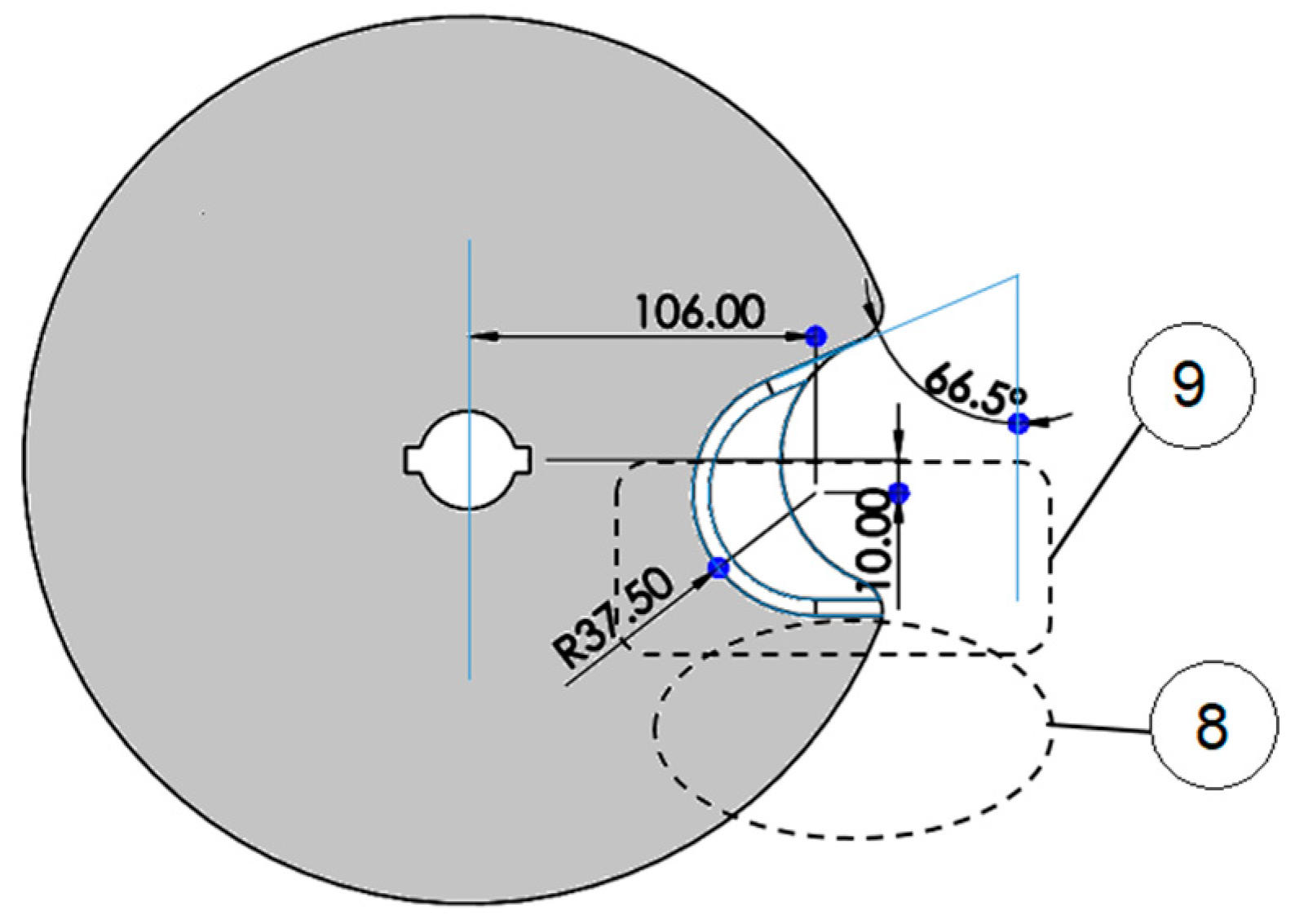
Figure 6 illustrates the structure and dimensions of the isolator cavity. The design was based on the goal of creating a cost-effective design for CNC manufacturing. Therefore, it was crucial to enable an accessible approach for the cutting tools, and tangential directions were chosen for all direction changes to simplify the cutting process, avoiding the use of a complex 3-axis or higher-axis cutting process. The region (8) is where the peak pressure is developed. The cavity is asymmetric to offer more free space at the front side of the piston so that the air trapped at the piston’s front to expand inside the region (9).
5. Discussion
Table 4 shows the best design (4.4) with a 3.54% decrease in the primary peak pressure and 130% in the secondary peak pressure (from 10.41 bar to 4.52 bar), compared to the commonly used tight cavities of the patents (
Figure 1). Design 4.4 has no extra cavity but a bigger cavity (extended cavity) than the tight cavity of
Figure 1. Although the primary peak pressure point slightly decreases, there is a significant difference at the secondary peak pressure point. Similar to pressure, the temperature drops to 80.83 K (16.7%) at the secondary peak pressure point compared to the tight cavity geometry. The results verify the initial assumption, and it is worth mentioning that as the volume of the extra or extended cavity increases, the secondary peak pressure and temperature decrease even more. As a result, there is a decrease in the cooling needs of the system as well. Sensitivity analysis between the size of the cavity and the pressure/temperature drop is the next step for future work.
When comparing the extended cavity created by 3D printing (
Figure 8) with the cavities created by CNC machining (
Figure 13 and
Figure 14), only 4.2 and 4.4 geometries have a lower secondary peak pressure compared to 4.0. Since the 4.4 design has the lowest secondary peak pressure and can be manufactured with CNC machining at the lowest cost compared to the other alternatives, it is attracting the most interest of all.
This approach is qualitative, but the cavity size has an upper limit because when the cavity size increases, the weight balance of the part becomes more challenging. Moreover, 3D printing is a very costly technique for such big parts, and from
Table 4, it is clear that it does not offer any additional drop at the secondary peak pressure, compared to the geometries that can be created with CNC machining.
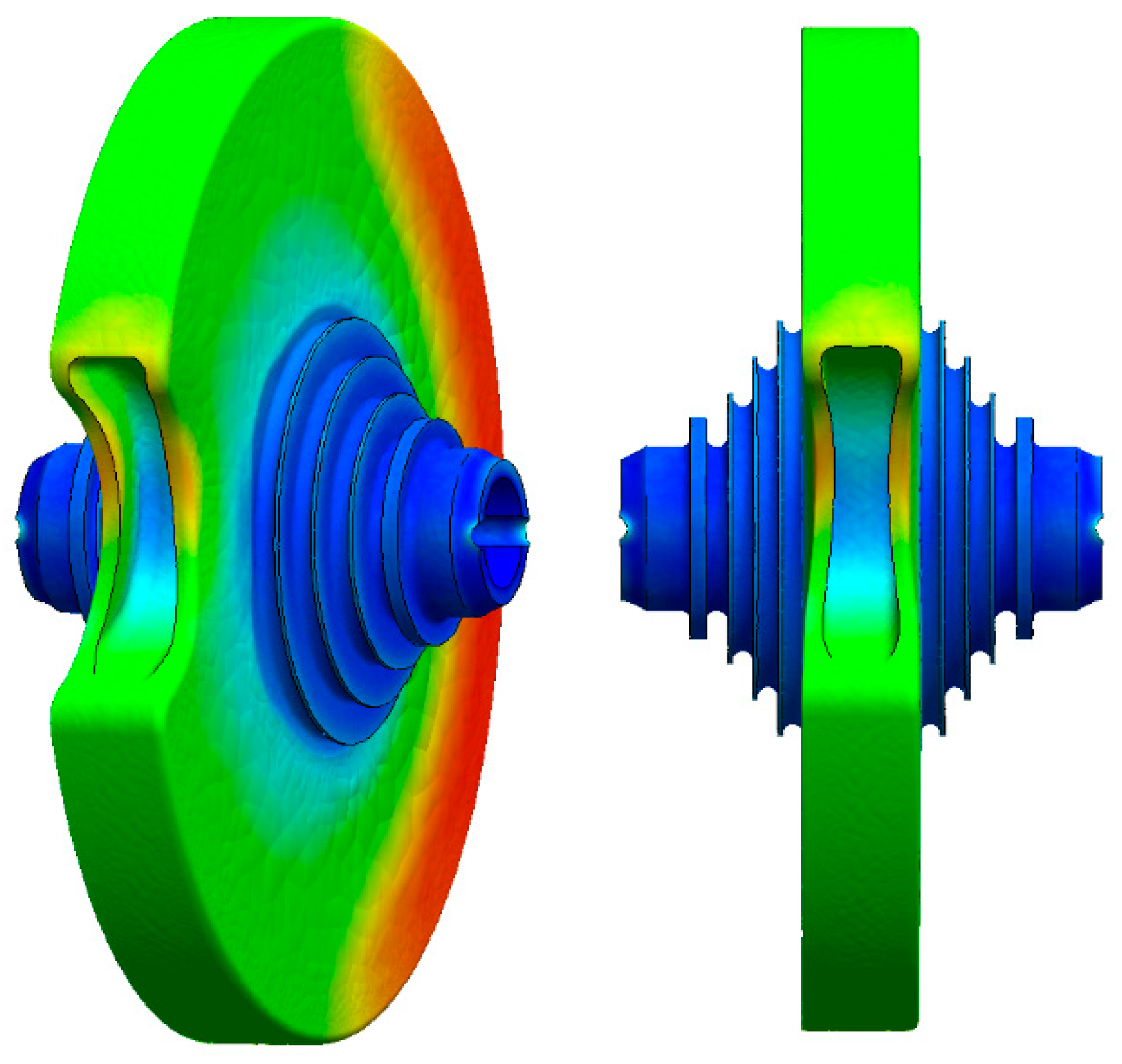
Finally, regarding designs 4.1 and 4.2, there is a limitation regarding the side walls of the cavity. As shown in
Figure 18, these designs have a secondary cavity with walls around them. Thus, the thickness of these walls cannot exceed a minimum value. Otherwise, the applied stresses on those walls will cause significant deformation.
Figure 18 below depicts a possible scenario of extreme deformation when the wall thickness is below a minimum value. The minimum value of the secondary cavity thickness needs to be defined in further study and the CFD contour plot presented below only represents a qualitative approach to an extreme case scenario. This can be achieved by changing the thickness of the side walls and conducting simulations and eventually observing the stresses at certain points of the cavity.





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}