Bond Behavior of WAAM Reinforcements in Comparison to Conventional Steel Reinforcements

 , , , , , ,
, , , , , ,  , and
, and
Abstract
:1. Introduction
1.1. Motivation and State of the Art
1.1.1. WAAM Technology
1.1.2. Bond Mechanisms
- Adhesive bond;
- Shear bond;
- Friction bond.
1.2. Approach
2. Materials and Methods
2.1. Materials
2.2. WAAM Production
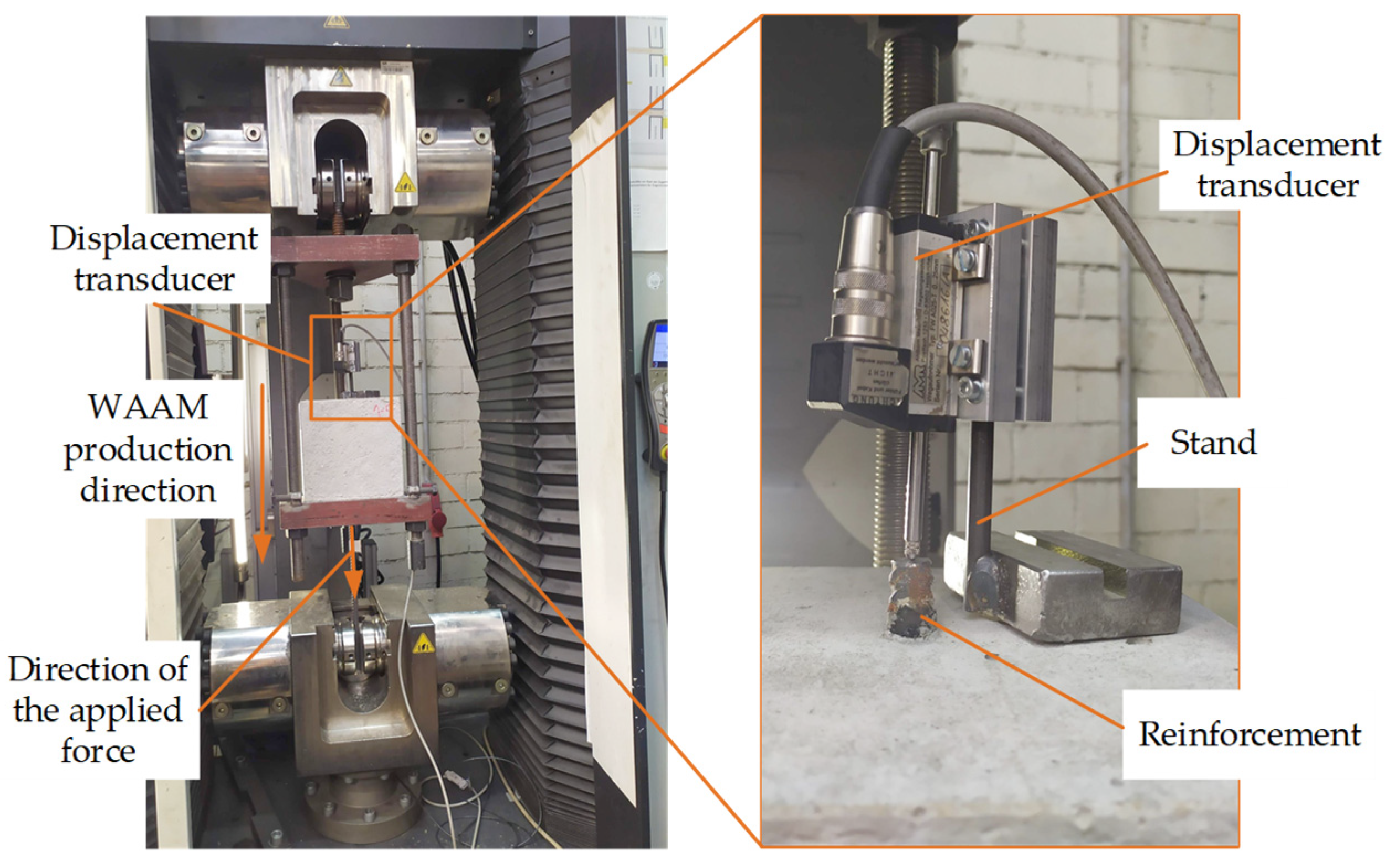
2.3. Tensile Tests
2.4. Pull-Out Tests
2.4.1. Characterization of the Reinforcements
2.4.2. Formwork Construction and Concreting
2.4.3. Testing
2.4.4. Inspection of the Tested Specimens
3. Results and Discussion
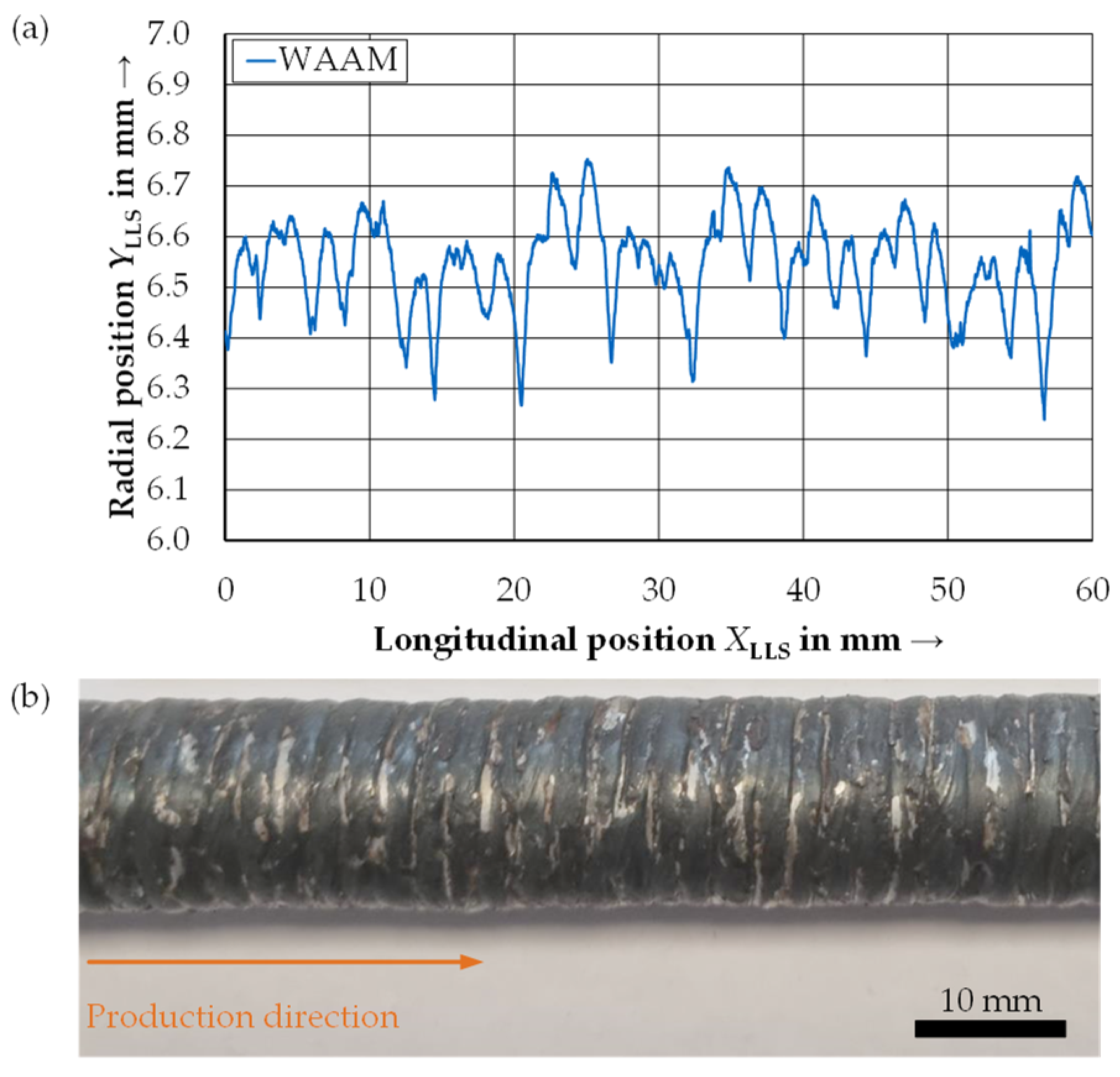
3.1. Reinforcement Characterization
3.2. Concrete Characterization
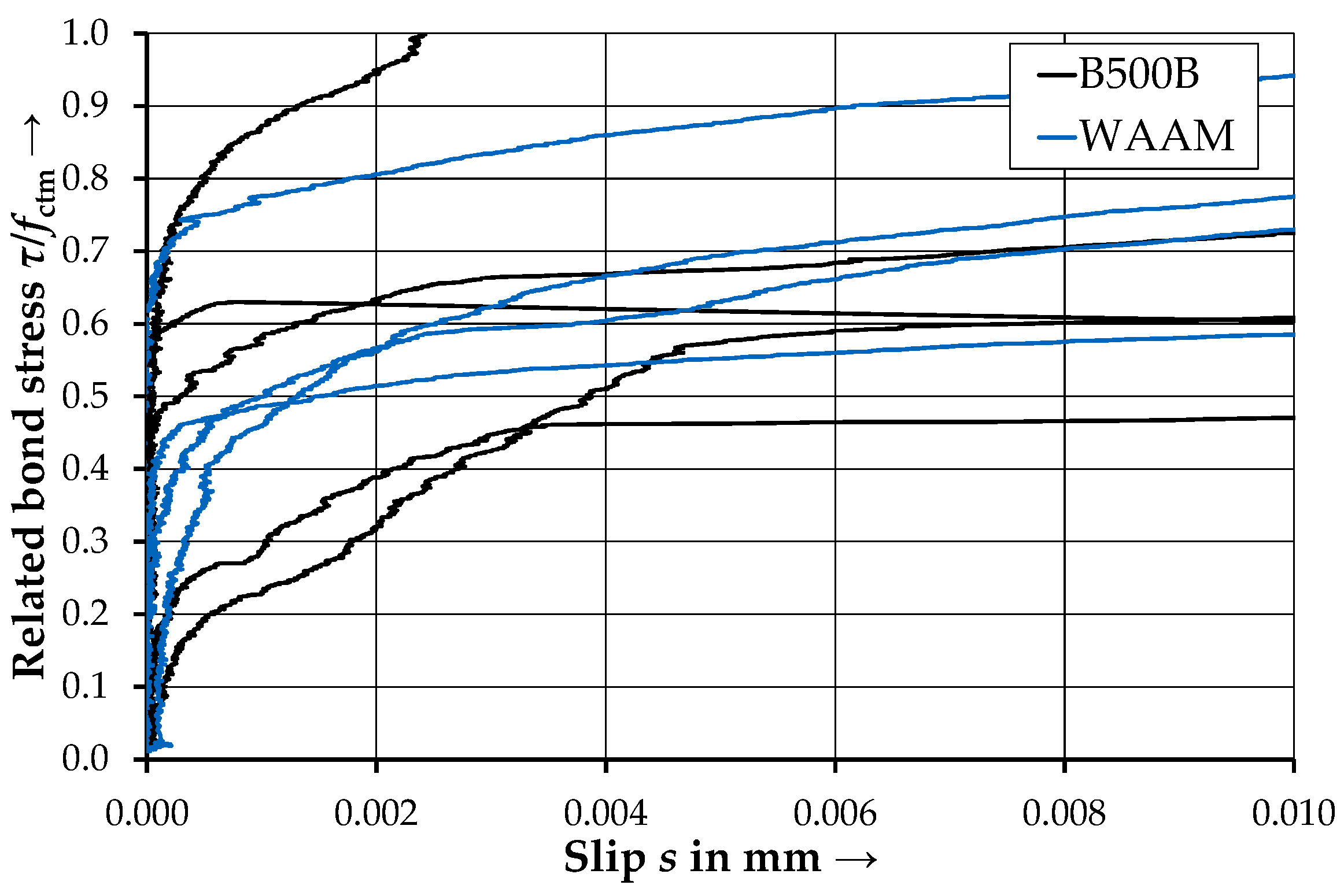
3.3. Bond Behavior
4. Conclusions and Outlook
- The reinforcements produced by WAAM showed a similar pull-out behavior as the used reinforcing steel bar. This was particularly evident in the bond stresses achieved at the characteristic slip values of 0.001, 0.01, and 0.1 mm, respectively, which were all at comparable levels. After the destruction of the adhesive bond, a sudden increase in the slip was observed in four of five reinforcing steel bars but did not arise for the WAAM reinforcement.
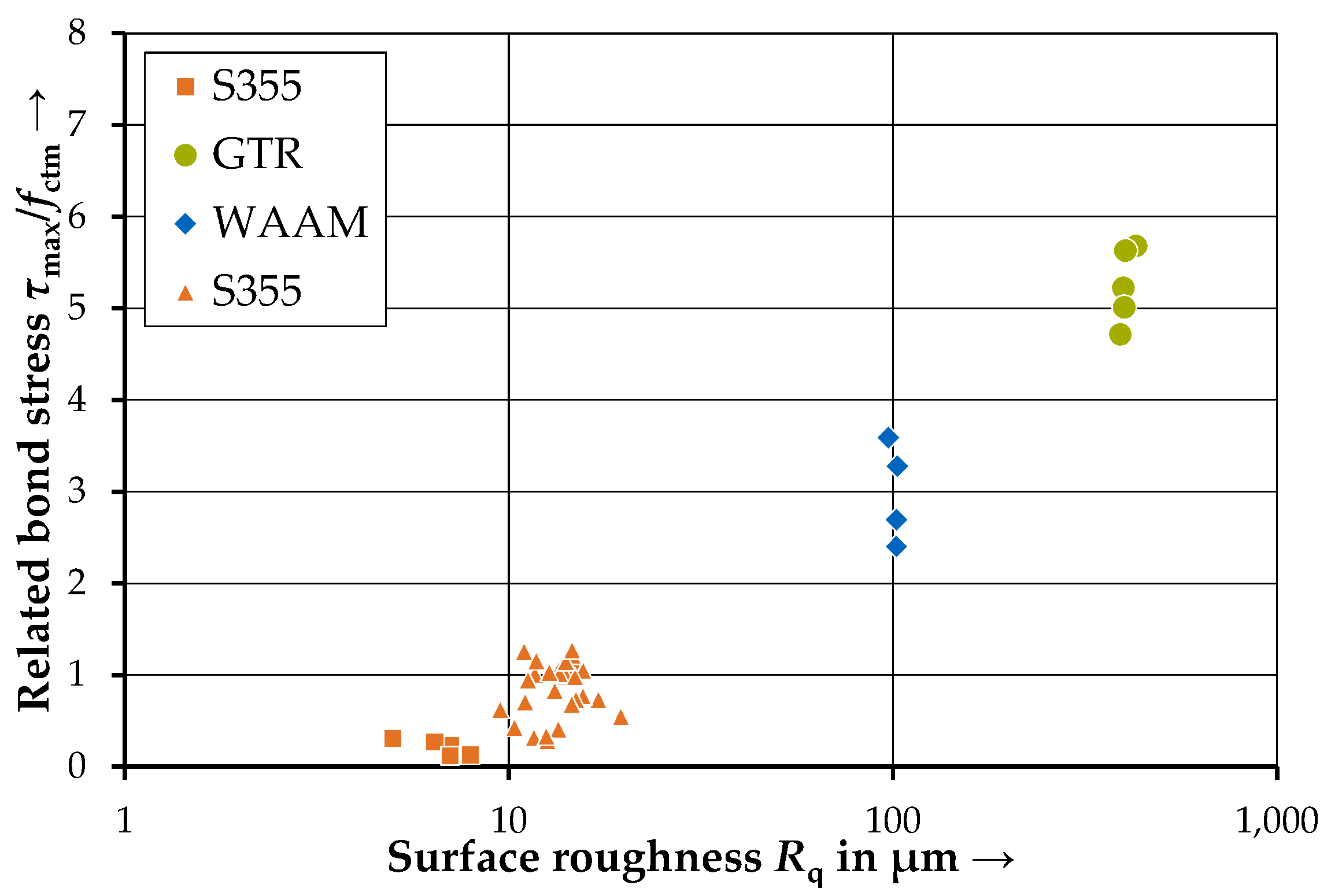
- A comparison of the maximum bond stresses τmax achieved for the WAAM reinforcements, plain bars, and the threaded rods showed a linear relationship in a logarithmic scaling of the surface roughness Rq. With an increasing surface roughness, higher maximum bond stresses were achieved.
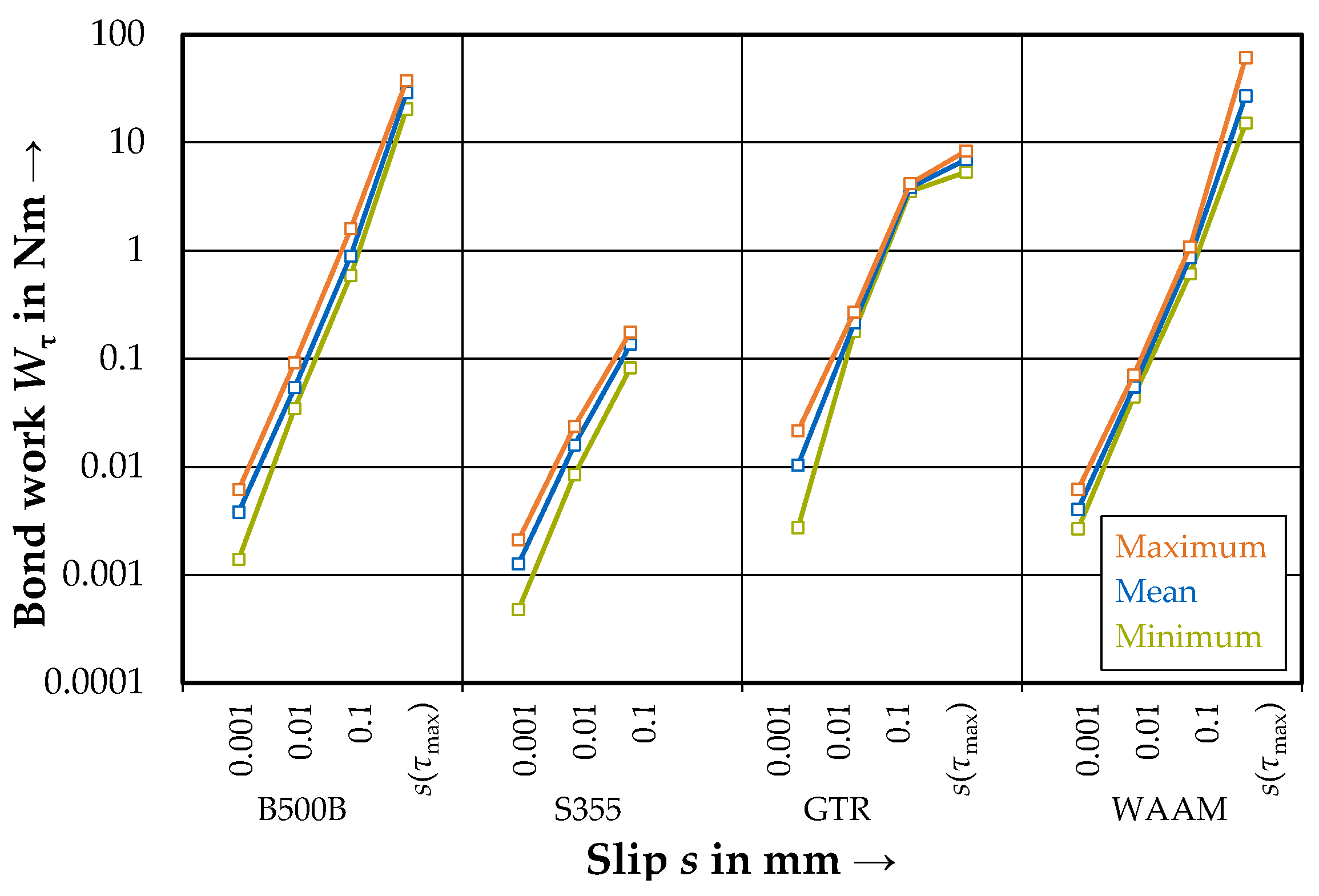
- Concerning the bond work Wτ, the highest initial stiffness was observed for the threaded rods, whereas the plain bars represented the lower limit within this study. Reinforcing steel bars and WAAM reinforcements showed a similar course of the bond work at the characteristic points, whereby the WAAM reinforcement showed a smaller scattering of the values.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Bos, F.P.; Menna, C.; Pradena, M.; Kreiger, E.; Leal da Silva, W.R.; Rehman, A.U.; Weger, D.; Wolfs, R.J.M.; Zhang, Y.; Ferrara, L.; et al. The realities of additively manufactured concrete structures in practice. Cem. Concr. Res. 2022, 156, 106746. [Google Scholar] [CrossRef]
- Meibodi, M.; Bernhard, M.; Jipa, A.; Dillenburger, B. The Smart Takes from the Strong: 3D printing stay-in-place formwork for concrete slab construction. In Fabricate 2017; Glynn, R., Sheil, B., Menges, A., Skavara, M., Lee, E., Eds.; UCL Press: London, UK, 2017; pp. 210–218. [Google Scholar]
- Mechtcherine, V.; Buswell, R.; Kloft, H.; Bos, F.P.; Hack, N.; Wolfs, R.; Sanjayan, J.; Nematollahi, B.; Ivaniuk, E.; Neef, T. Integrating reinforcement in digital fabrication with concrete: A review and classification framework. Cem. Concr. Compos. 2021, 119, 103964. [Google Scholar] [CrossRef]
- Weger, D. Additive Manufacturing of Concrete Structures by Selective Paste Intrusion—SPI. Ph.D. Thesis, TU München, Munich, Germany, 2020. [Google Scholar]
- Weger, D.; Baier, D.; Straßer, A.; Prottung, S.; Kränkel, T.; Bachmann, A.; Gehlen, C.; Zaeh, M.F. Reinforced Particle-Bed Printing by Combination of the Selective Paste Intrusion Method with Wire and Arc Additive Manufacturing—A First Feasibility Study. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication, DC 2020, Online, 6–8 July 2020; RILEM Bookseries. Springer: Cham, Switzerland, 2020; Volume 28. [Google Scholar] [CrossRef]
- DIN EN ISO/ASTM 52900:2022-03; Additive Manufacturing—General Principles—Fundamentals and Vocabulary (ISO/ASTM 52900:2021). Beuth Verlag: Berlin, Germany, 2022. [CrossRef]
- Schuler, V.; Twrdek, J. Praxiswissen Schweißtechnik. In Werkstoffe, Prozesse, Fertigung, 6th ed.; Springer: Wiesbaden, Germany, 2019. [Google Scholar] [CrossRef]
- Bruckner, J. Schweißpraxis Aktuell: CMT-Technologie. In Cold Metal Transfer—Ein Neuer Metall-Schutzgas-Schweißprozess; WEKA-Media: Kissing, Germany, 2013; ISBN 978-3-8111-6879-4. [Google Scholar]
- Ariza, I.; Mirjan, A.; Gandia, A.; Casas, G.; Cros, S.; Gramazio, F.; Kohler, M. In place detailing: Combining 3D printing and robotic assembly. In ACADIA 2018 Recalibration: On Imprecision and Infidelity, Proceedings of the 38th Annual Conference of the Association for Computer Aided Design in Architecture, Mexico City, Mexico, 18–20 October 2018; Anzalone, P., Del Signore, M., Wit, A.J., Eds.; ACADIA: Fargo, ND, USA, 2018; pp. 312–321. [Google Scholar]
- Mitropoulou, I.; Ariza, I.; Bernhard, M.; Dillenburger, B.; Gramazio, F.; Kohler, M. Numerical Sculpting: Volumetric Modelling Tools for In Place Spatial Additive Manufacturing. In Impact: Design with All Senses. DMSB 2019; Gengnagel, C., Baverel, O., Burry, J., Ramsgaard Thomsen, M., Weinzierl, S., Eds.; Springer: Cham, Switzerland, 2020. [Google Scholar] [CrossRef]
- Van Bolderen, G. Exploration of Stability of 3D-Printed Steel Members: A Study to Buckling Behaviour of Wire and Arc Additively Manufactured Stainless Steel Tubular Columns. Master’s Thesis, TU Delft, Delft, The Netherlands, 2017. Available online: http://resolver.tudelft.nl/uuid:cf099386-6a89-44f6-849c-0738177e7ea1 (accessed on 10 February 2023).
- Laghi, V.; Palermo, M.; Gasparini, G.; Trombetti, T. Computational design and manufacturing of a half-scaled 3D-printed stainless steel diagrid column. Addit. Manuf. 2020, 36, 101505. [Google Scholar] [CrossRef]
- Rodrigues, T.A.; Duarte, V.; Miranda, R.M.; Santos, T.G.; Oliveira, J.P. Current Status and Perspectives on Wire and Arc Additive Manufacturing (WAAM). Materials 2019, 12, 1121. [Google Scholar] [CrossRef] [PubMed]
- Abe, T.; Sasahara, H. Layer geometry control for the fabrication of lattice structures by wire and arc additive manufacturing. Addit. Manuf. 2019, 28, 639–648. [Google Scholar] [CrossRef]
- Mechtcherine, V.; Grafe, J.; Nerella, V.N.; Spaniol, E.; Hertel, M.; Füssel, U. 3D-printed steel reinforcement for digital concrete construction—Manufacture, mechanical properties and bond behaviour. Constr. Build. Mater. 2018, 179, 125–137. [Google Scholar] [CrossRef]
- Müller, J.; Grabowski, M.; Müller, C.; Hensel, J.; Unglaub, J.; Thiele, K.; Kloft, H.; Dilger, K. Design and Parameter Identification of Wire and Arc Additively Manufactured (WAAM) Steel Bars for Use in Construction. Metals 2019, 9, 725. [Google Scholar] [CrossRef]
- Riegger, F.; Zaeh, M.F. Additive Fertigung von Stahlbewehrungen: Integration von WAAM-Bewehrungen in den Partikelbett-3D-Druck mit der selektiven Zementleim-Intrusion. Z. Wirtsch. Fabr. 2022, 17, 448–451. [Google Scholar] [CrossRef]
- Bindseil, P.; Schmitt, M.O.A. Betonstähle vom Beginn des Stahlbetonbaus bis zur Gegenwart; Verlag Bauwesen: Berlin, Germany, 2002. [Google Scholar]
- RILEM TC. RC 6 Bond test for reinforcement steel. 2. Pull-out test. In RILEM Recommendations for the Testing and Use of Constructions Materials; E & FN SPON: London, UK, 1994. [Google Scholar] [CrossRef]
- Rehm, G. Über die Grundlagen des Verbundes zwischen Stahl und Beton. In Deutscher Ausschuss für Stahlbeton; Ernst & Sohn Verlag: Berlin, Germany, 1961. [Google Scholar]
- Scrivener, K.L. Characterisation of the ITZ and its quantification by test methods. In Engineering and Transport Properties of the Interfacial Transition Zone in Cementitious Composites; Alexander, M.G., Arliguie, G., Ballivy, G., Bentur, A., Marchand, J., Eds.; RILEM: Ile-de-France, France, 1999. [Google Scholar]
- Tepfers, R.; Achillides, Z.; Azizinamini, A.; Balázs, G.; Vliet, A.B.; Cabrera, J.; Cairns, J. Bond of Reinforcement in Concrete; fib Bulletin No. 10, State-of-art report; Fib: Lausanne, Switzerland, 2000. [Google Scholar] [CrossRef]
- Deutsche Forschungsgemeinschaft. Bewehrte Betonbauteile unter Betriebsbedingungen—Forschungsbericht; Eligehausen, R., Kordina, K., Schießl, P., Eds.; Wiley-VCH: Weinheim, Germany, 2000. [Google Scholar]
- DIN EN ISO 4287; Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Terms, Definitions and Surface Texture Parameters (ISO 4287:1997 + Cor 1:1998 + Cor 2:2005 + Amd 1:2009). Beuth Verlag: Berlin, Germany, 2010. [CrossRef]
- Martin, H.; Noakowski, P. Verbundverhalten von Betonstählen—Untersuchung auf der Grundlage von Ausziehversuchen. In Vollstöße durch Übergreifung von Zugbeanspruchten Rippenstählen in Normalbeton. Deutscher Ausschuss für Stahlbeton; Beuth Verlag: Berlin, Germany, 1981; Volume 319, pp. 99–175. [Google Scholar] [CrossRef]
- Silva Filho, L.C.P.; Vale Silva, B.; Dal Bosco, V.I.; Gomes, L.E.S.; Barbosa, M.P.; Lorrain, M.S. Analysis of the influence of rebar geometry variations on bonding strength in the pull-out test. In Proceedings of the Bond in Concrete 2012: Bond, Anchorage, Detailing—Volume 1: General Aspects of Bond, Brescia, Italy, 17–20 June 2012; Cairns, J.W., Metelli, G., Plizzari, G.A., Eds.; Creations: Brisbane, Australia, 2012. [Google Scholar]
- DIN 488-2; Reinforcing Steels—Reinforcing Steel Bars. Beuth Verlag: Berlin, Germany, 2009. [CrossRef]
- DIN EN 10025-2; Hot Rolled Products of Structural Steels—Part 2: Technical Delivery Conditions for Non-Alloy Structural Steels. Beuth Verlag: Berlin, Germany, 2020. [CrossRef]
- DIN 976-1; Fasteners—Stud Bolts—Part 1: Metric Thread. Beuth Verlag: Berlin, Germany, 2016. [CrossRef]
- DIN EN ISO 14341; Welding Consumables—Wire Electrodes and Weld Deposits for Gas Shielded Metal Arc Welding of Non Alloy and Fine Grain Steels—Classification (ISO 14341:2020). Beuth Verlag: Berlin, Germany, 2020. [CrossRef]
- DIN EN ISO 15630-1; Steel for the Reinforcement and Prestressing of Concrete—Test Methods—Part 1: Reinforcing Bars, Rods and Wire (ISO 15630-1:2019). Beuth Verlag: Berlin, Germany, 2019. [CrossRef]
- DIN EN ISO 14175; Welding Consumables—Gases and Gas Mixtures for Fusion Welding and Allied Processes (ISO 14175:2008). Beuth Verlag: Berlin, Germany, 2008. [CrossRef]
- DIN EN ISO 6892-1; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature (ISO 6892-1:2019). Beuth Verlag: Berlin, Germany, 2020. [CrossRef]
- Osterminski, K.; Gehlen, C. Development of a laser-based line scan measurement system for the surface characterization of reinforcing steel. Mater. Test. 2019, 61, 1051–1055. [Google Scholar] [CrossRef]
- DIN 1045-2; Concrete, Reinforced and Prestressed Concrete Structures—Part 2: Concrete—Specification, Properties, Production and Conformity—Application Rules for DIN EN 206-1. Beuth Verlag: Berlin, Germany, 2008. [CrossRef]
- DIN EN 12350-5; Testing Fresh Concrete—Part 5: Flow Table Test. Beuth Verlag: Berlin, Germany, 2019. [CrossRef]
- DIN EN 12350-7; Testing Fresh Concrete—Part 7: Air Content—Pressure Methods. Beuth Verlag: Berlin, Germany, 2022. [CrossRef]
- DIN EN 12390-3; Testing Hardened Concrete—Part 3: Compressive Strength of Test Specimens. Beuth Verlag: Berlin, Germany, 2022. [CrossRef]
- DIN EN 12390-6; Testing Hardened Concrete—Part 6: Tensile Splitting Strength of Test Specimens. Beuth Verlag: Berlin, Germany, 2022. [CrossRef]
- Noville, J.F. TEMPCORE®, the most convenient process to produce low cost high strength rebars from 8 to 75 mm. In Proceedings of the METEC & 2nd ESTAD 2015, European Steel Technology and Application Days, Düsseldorf, Germany, 15–19 June 2015. [Google Scholar]
- Rappl, S.; Shahul Hameed, M.Z.; Krempaszky, C.; Osterminski, K. Mechanical and surface geometric properties of reinforcing bars and their significance for the development of near-surface notch stresses. Mathematics 2023, 11, 1910. [Google Scholar] [CrossRef]
- Rappl, S. Untersuchungen zur Bedeutung der ITZ auf das Verbundverhalten von Stahl in Beton. Master’s Thesis, TU München, Munich, Germany, 2019. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Unit | Value |
|---|---|---|
| Diameter of the wire electrode | mm | 1.2 |
| Wire feed speed | m/min | 3.2 |
| Welding current | A | 136 |
| Welding voltage | V | 17.6 |
| Welding speed | m/min | 0.25 |
| Cooling time | s | 96 |
| Stick-out | mm | 12 |
| Shielding gas flow rate | l/min | 12 |
| Unit | B500B | S355 | GTR | WAAM Series One (1) | WAAM Series Two (2) | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Min. | Max. | Min. | Max. | Min. | Max. | Min. | Max. | |||
| Re,H | N/mm2 | 549 | 560 | 421 | 435 | - | - | 348 | 316 | 332 |
| Rp0.2 | N/mm2 | - | - | - | - | 563 | 579 | - | - | - |
| Rm | N/mm2 | 647 | 658 | 536 | 540 | 719 | 739 | 481 | 454 | 476 |
| Agt | % | 9.8 | 11.0 | 14.0 | 15.4 | 3.9 | 5.0 | 16.0 | 14.4 | 17.5 |
| Young’s modulus | N/mm2 | 200,400 | 214,800 | 163,400 | 187,000 | 188,000 | ||||
| Production process | - | Tempcore® | Hot rolling | Cold forming and metal cutting | Additive manufacturing | |||||
| Specimen | fR | Rq in µm | ||
|---|---|---|---|---|
| Min | Max | Min | Max | |
| B500B | 0.069 | 0.074 | - | - |
| S355 | - | - | 5.0 | 8.0 |
| GTR | 0.614 (1) | 391.0 | 429.3 | |
| WAAM | - | - | 97.2 | 102.6 |
| Test | Unit | Series 1 | Series 2 |
|---|---|---|---|
| Fresh concrete temperature | °C | 19.7 | 19.8 |
| Slump diameter | cm | 40.5 | 40.5 |
| Fresh concrete density | kg/m3 | 2420 | 2420 |
| Air void content | vol. % | 3.2 | 3.6 |
| Compressive strength fck | N/mm2 | 42.8 | 41.0 |
| Splitting tensile strength fctm | N/mm2 | 3.6 | 3.6 |
| Reinforcement | Load Capacity in % |
|---|---|
| B500B | 55.5 |
| S355 | 3.5 |
| GTR | 84.7 |
| WAAM | 60.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tischner, K.; Rappl, S.; Riegger, F.; Strasser, A.; Osterminski, K.; Kraenkel, T.; Baehr, S.; Zaeh, M.F.; Gehlen, C. Bond Behavior of WAAM Reinforcements in Comparison to Conventional Steel Reinforcements. Constr. Mater. 2023, 3, 217-232. https://doi.org/10.3390/constrmater3020014
Tischner K, Rappl S, Riegger F, Strasser A, Osterminski K, Kraenkel T, Baehr S, Zaeh MF, Gehlen C. Bond Behavior of WAAM Reinforcements in Comparison to Conventional Steel Reinforcements. Construction Materials. 2023; 3(2):217-232. https://doi.org/10.3390/constrmater3020014
Chicago/Turabian StyleTischner, Katharina, Stefan Rappl, Felix Riegger, Alexander Strasser, Kai Osterminski, Thomas Kraenkel, Siegfried Baehr, Michael F. Zaeh, and Christoph Gehlen. 2023. "Bond Behavior of WAAM Reinforcements in Comparison to Conventional Steel Reinforcements" Construction Materials 3, no. 2: 217-232. https://doi.org/10.3390/constrmater3020014