Laboratory Assessment of Modified Asphalt Binders Using Crumb Rubber Modifier (CRM) and Processed Oil

 , and
, and
Abstract
:1. Introduction
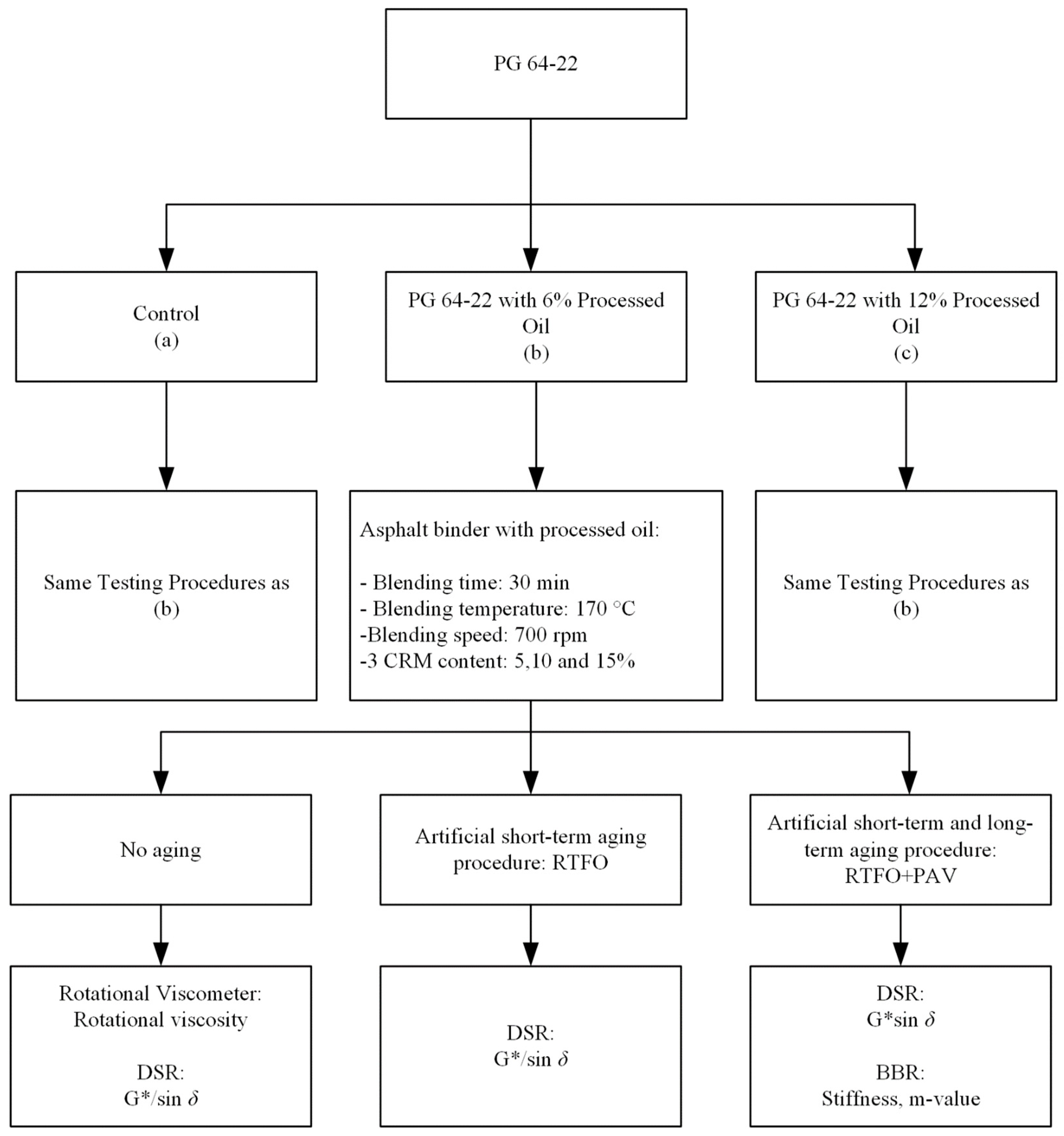
2. Experimental Design
2.1. Materials
2.2. Modification of Asphalt Binders Using CRM-Processed Oil
2.2.1. Basic Characteristics Tests
2.2.2. Statistical Analysis Method
3. Results and Discussion
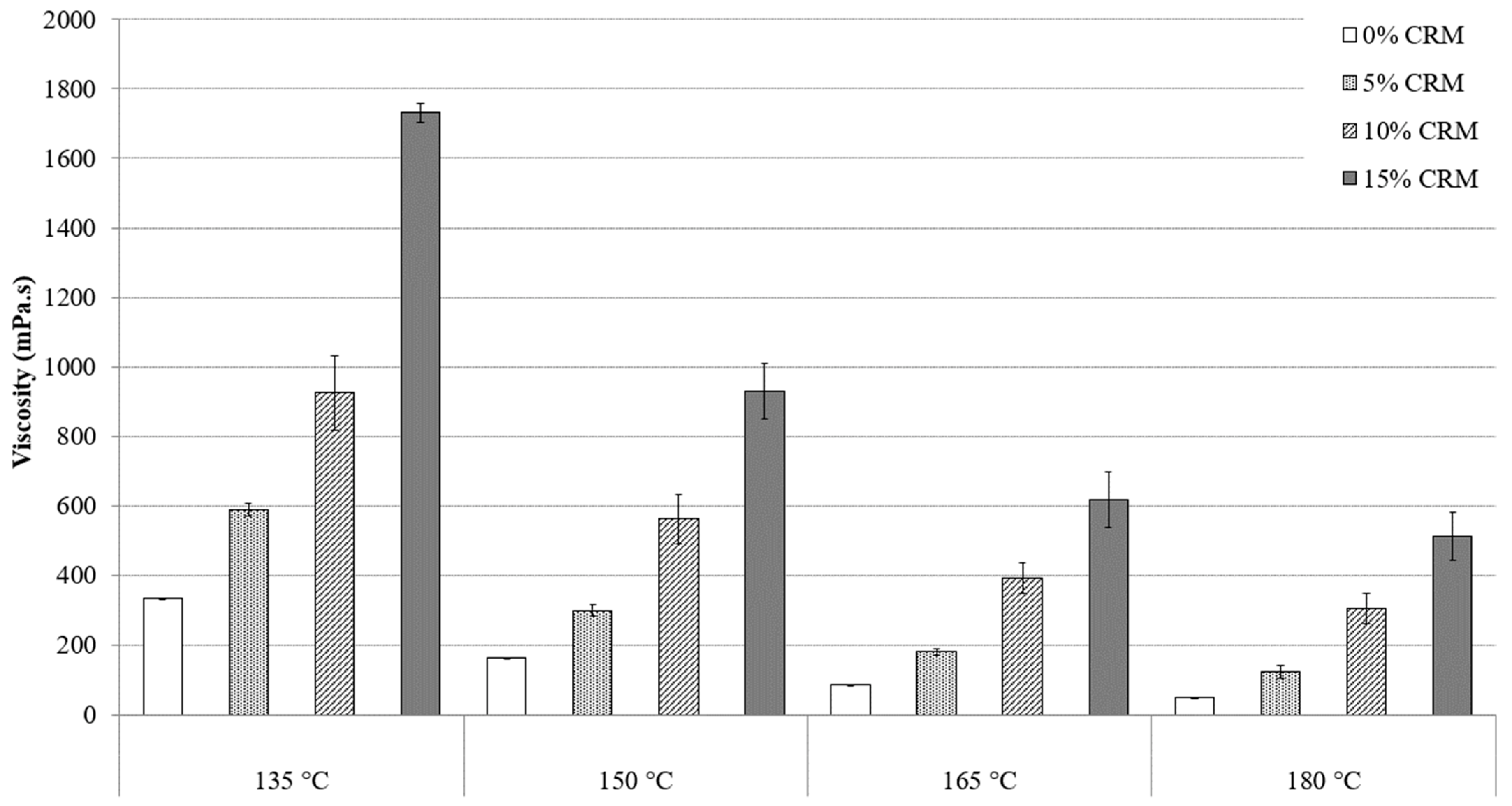
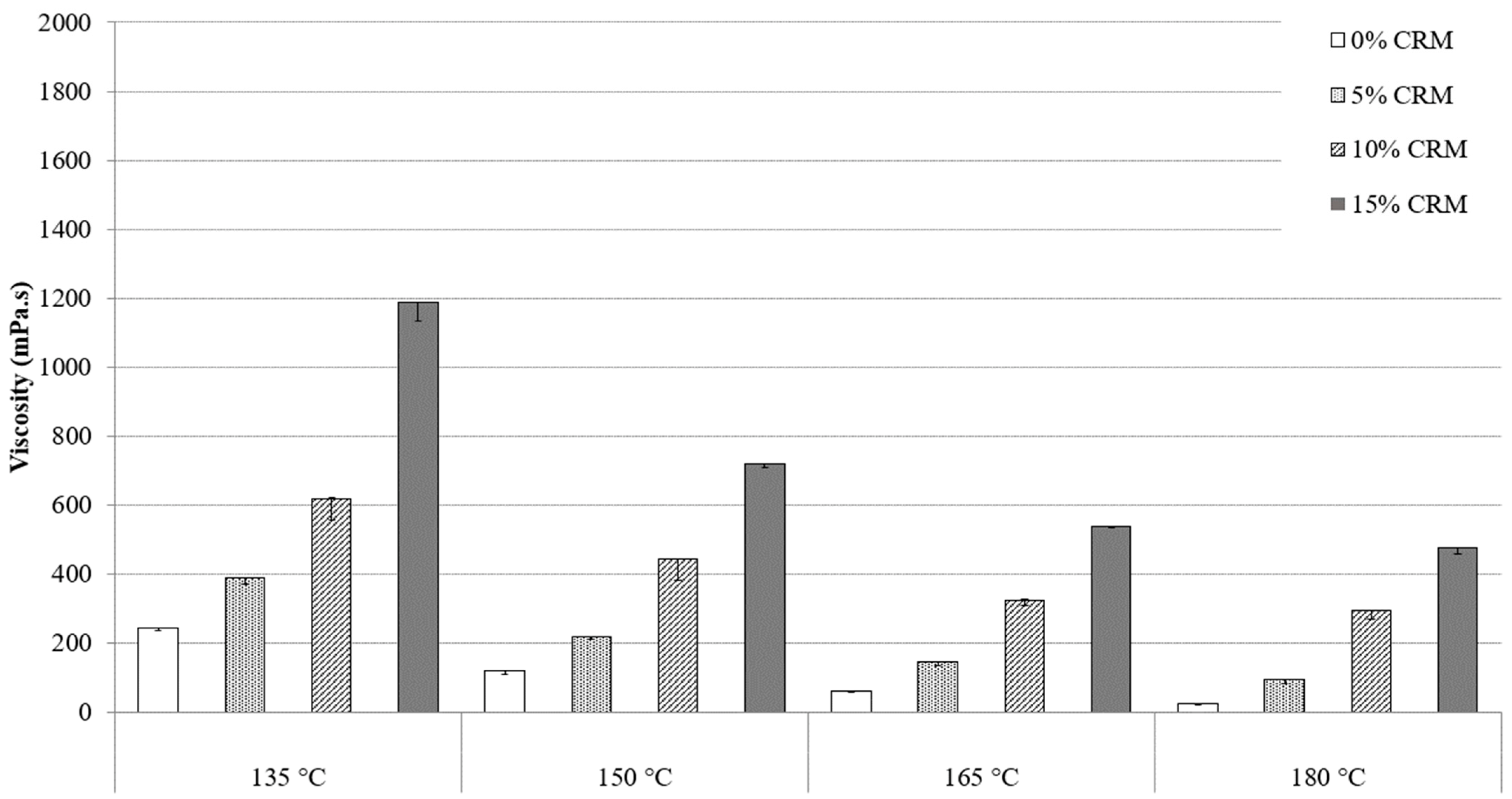
3.1. Rotational Viscosity
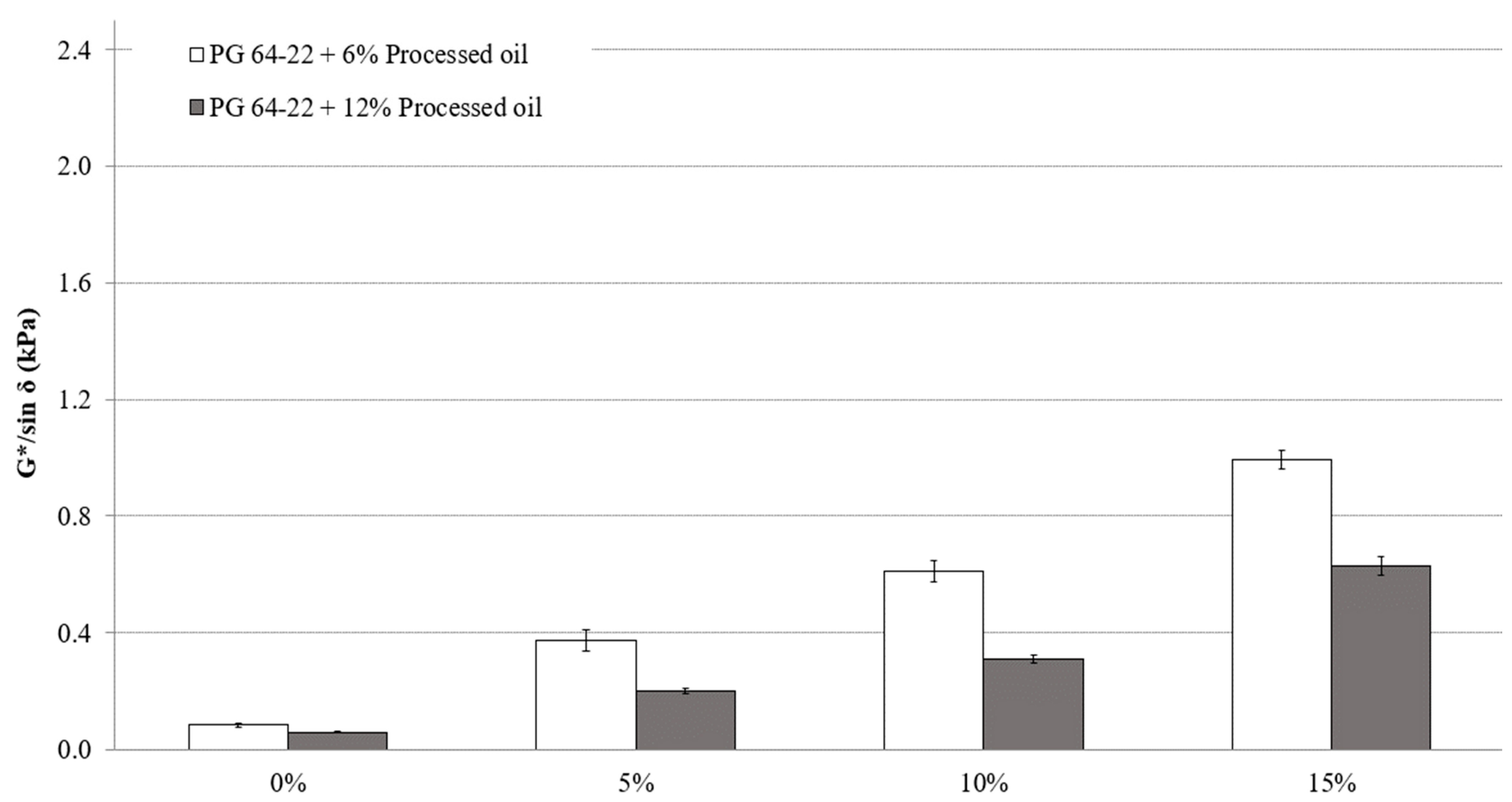
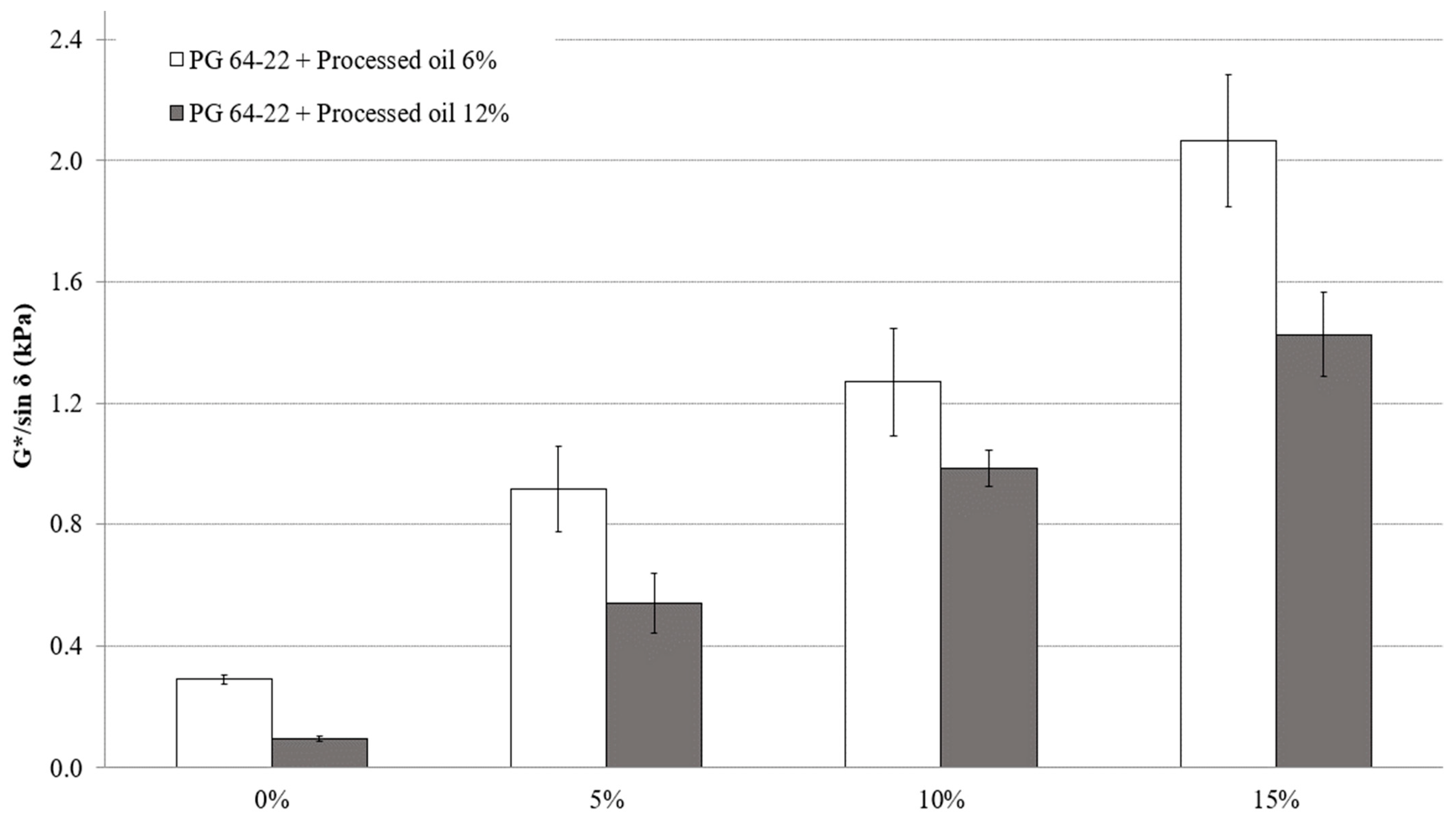
3.2. Rutting Properties
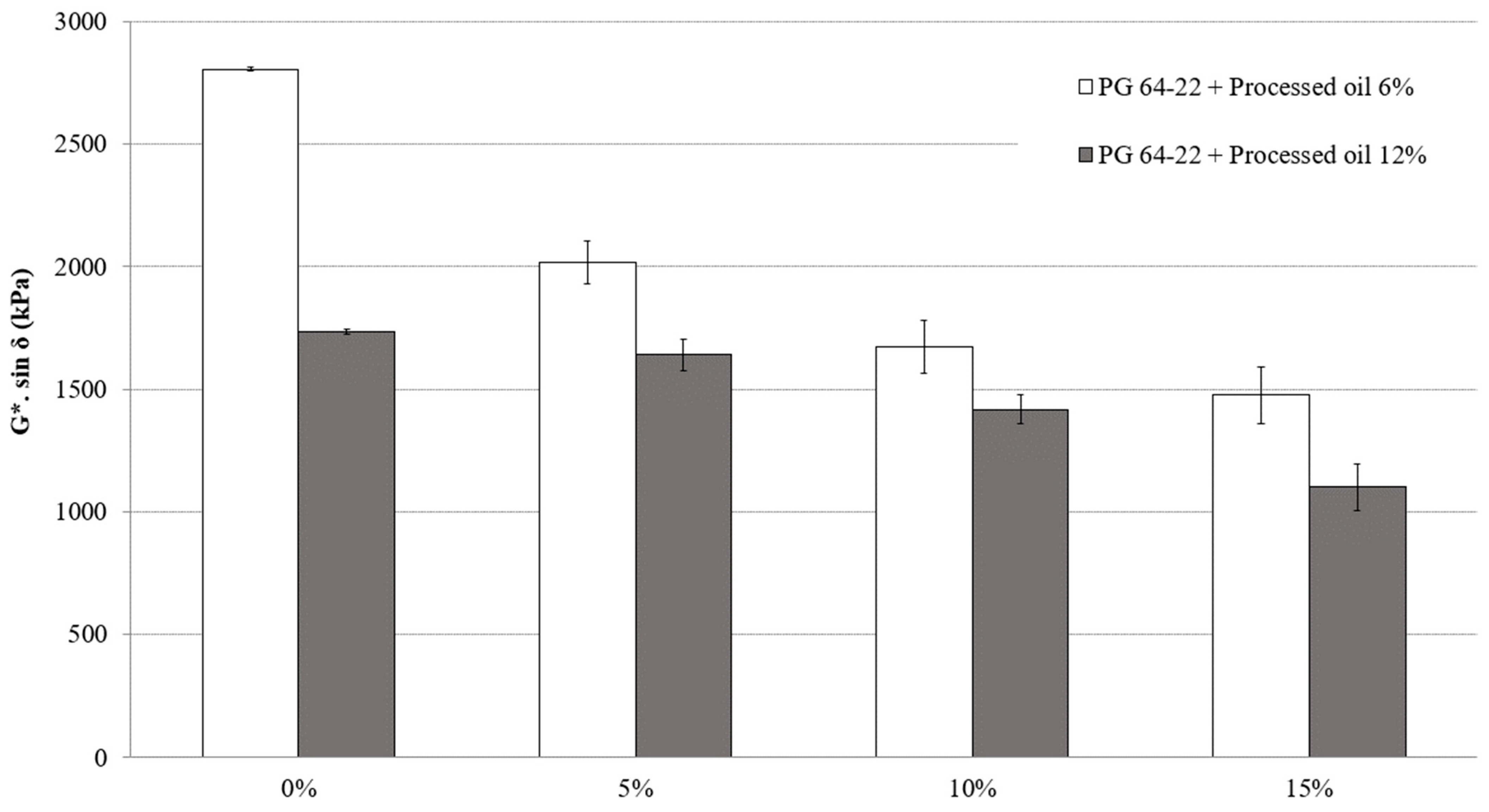
3.3. Fatigue Cracking
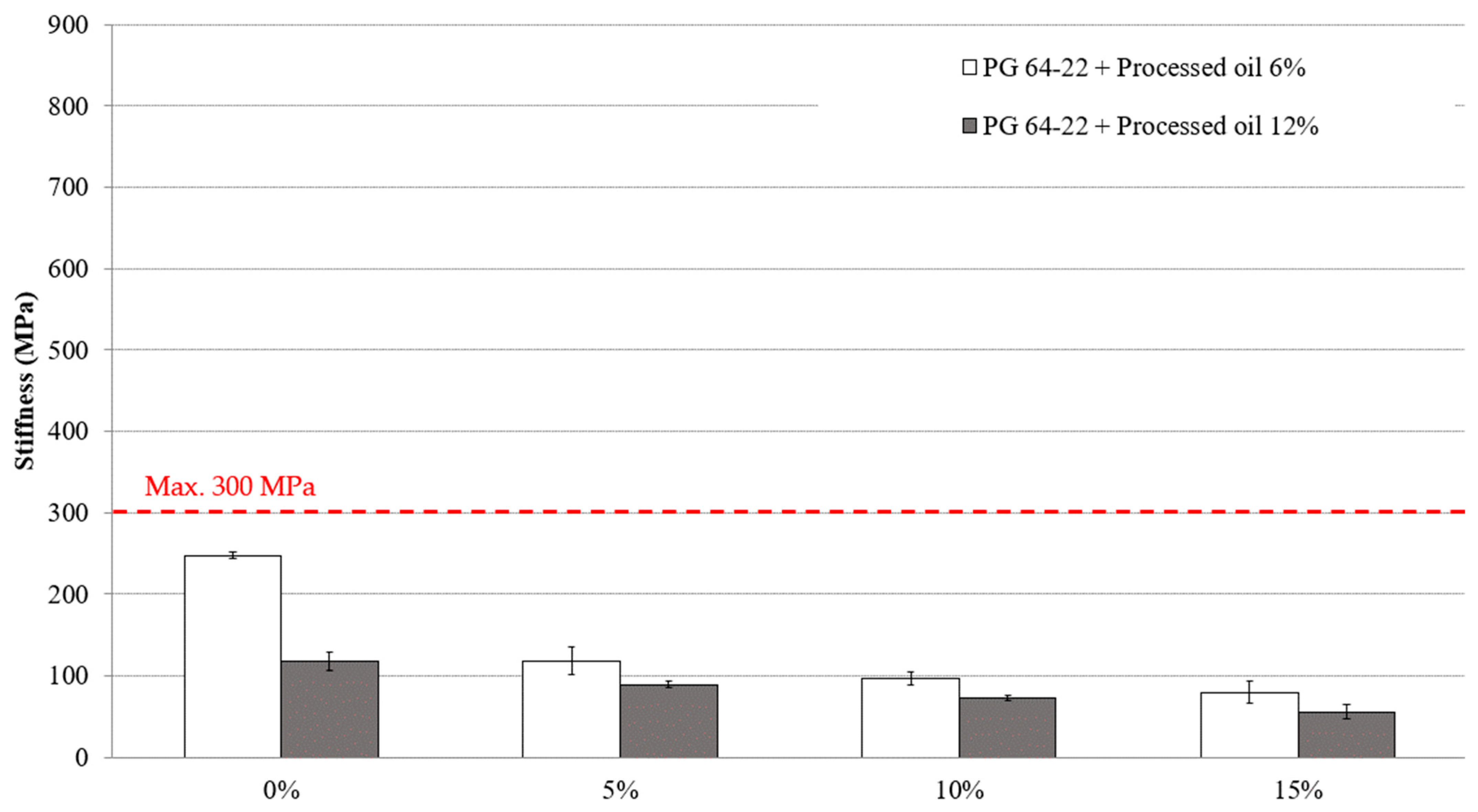
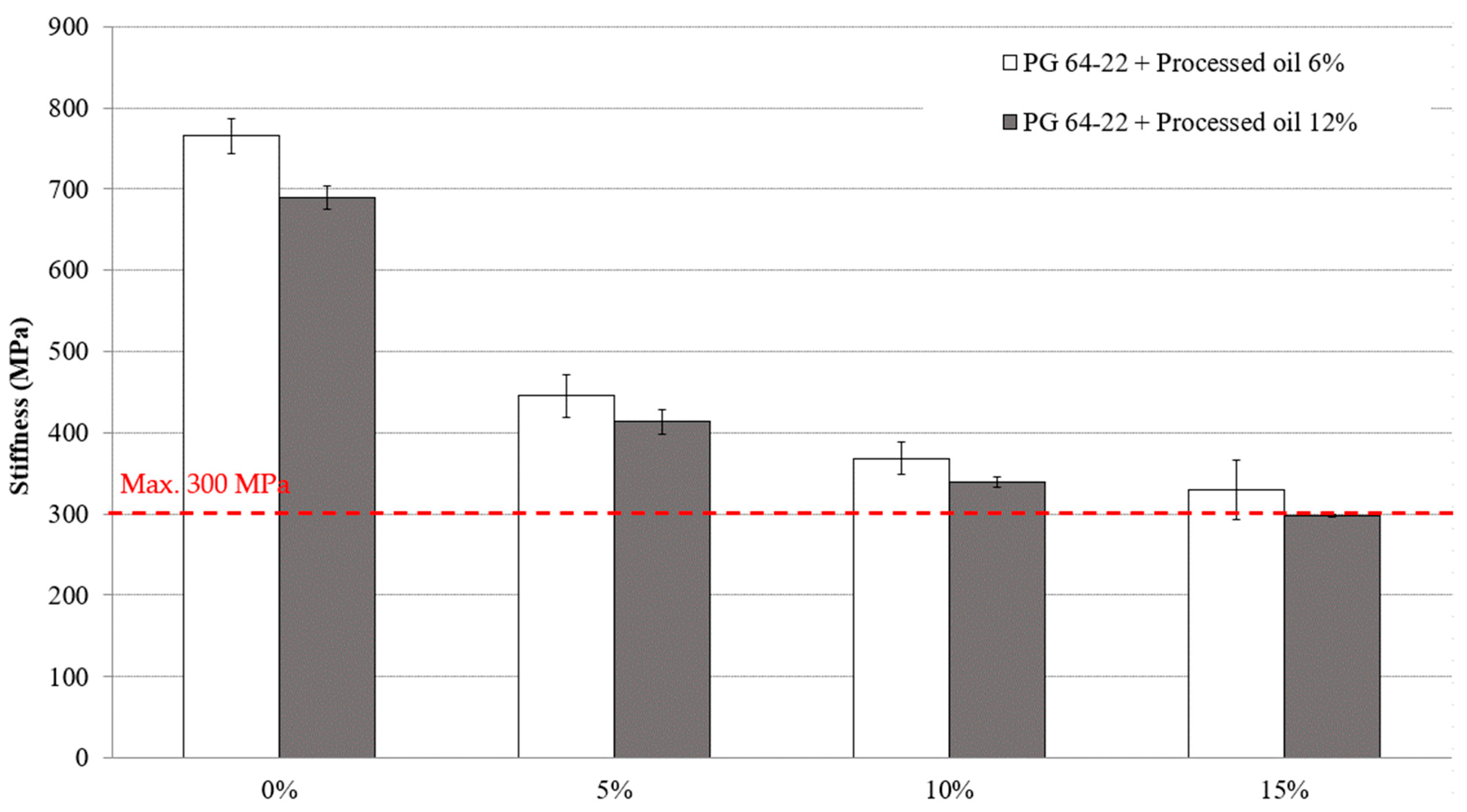
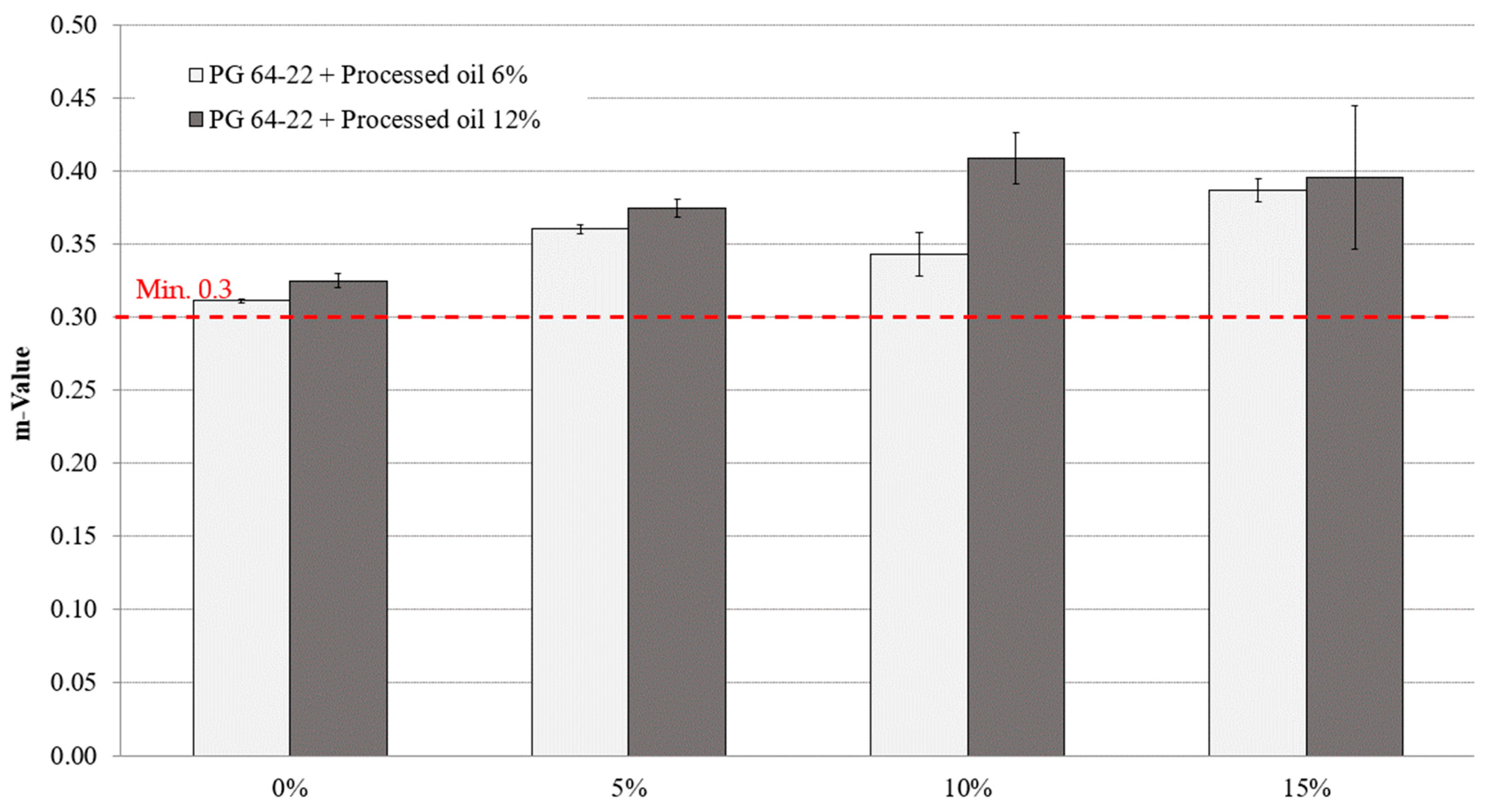
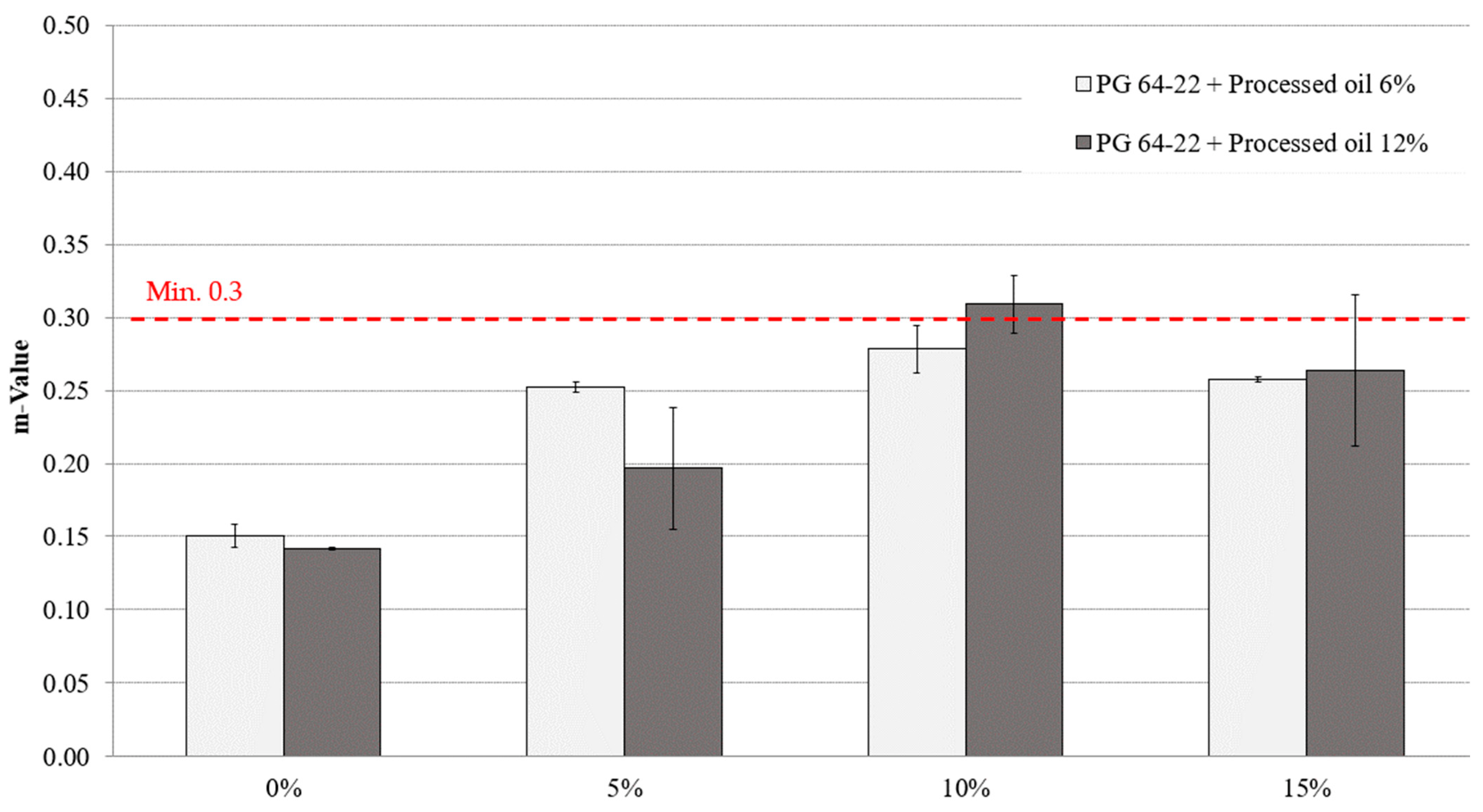
3.4. Low-Temperature Cracking Characteristics
4. Summary and Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Sun, X.; Xu, Q.; Fang, G.; Zhu, Y.; Yuan, Z.; Chen, Q.; Yuan, J. Effect Investigation of Ultraviolet Ageing on the Rheological Properties, Micro-Structure, and Chemical Composition of Asphalt Binder Modified by Modifying Polymer. Adv. Mater. Sci. Eng. 2022, 2022, 7190428. [Google Scholar] [CrossRef]
- Zhou, Y.; Guo, X.; Hou, F.; Wu, J. Review of intelligent road defects detection technology. Sustainability 2022, 14, 6306. [Google Scholar] [CrossRef]
- Tabatabaee, H.A.; Velasquez, R.; Bahia, H.U. Predicting low temperature physical hardening in asphalt binders. Constr. Build. Mater. 2012, 34, 162–169. [Google Scholar] [CrossRef]
- Hemmati, N.; Yun, J.; Kim, H.; Lee, M.S.; Lee, S.J. Effect of Processed Oil on Asphalt Binder Properties. Materials 2022, 15, 3739. [Google Scholar] [CrossRef] [PubMed]
- Yan, S.; Dong, Q.; Chen, X.; Zhou, C.; Dong, S.; Gu, X. Application of waste oil in asphalt rejuvenation and modification: A comprehensive review. Constr. Build. Mater. 2022, 340, 127784. [Google Scholar] [CrossRef]
- Yu, H.; Lin, Y.; Yu, J.; Dong, N.; Jin, J.; Guo, F. Recycling potential of used crumb rubber for second-round asphalt modification. J. Clean. Prod. 2022, 365, 132797. [Google Scholar] [CrossRef]
- Li, Y.; Abdelmagid, A.A.; Qiu, Y.; Yang, E.; Chen, Y. Study on the Aging Mechanism and Microstructure Analysis of Rice-Husk-Ash-and Crumb-Rubber-Powder-Modified Asphalt. Polymers 2022, 14, 1969. [Google Scholar] [CrossRef] [PubMed]
- Li, H.; Cui, C.; Temitope, A.A.; Feng, Z.; Zhao, G.; Guo, P. Effect of SBS and crumb rubber on asphalt modification: A review of the properties and practical application. J. Traffic Transp. Eng. 2022. [Google Scholar] [CrossRef]
- Wang, T.; Shi, C.; Yu, Y.; Xu, G.; Liu, S.; Wang, H.; Qie, L. Mechanical properties evaluation of crumb rubber asphalt mixture for elastic trackbed. Constr. Build. Mater. 2022, 331, 127048. [Google Scholar] [CrossRef]
- Chen, R.; Zhu, H.; Kong, L.; Xu, Y.; Ou, L. Stage-aging characteristics and stages division of crumb rubber modified asphalt binder. Constr. Build. Mater. 2023, 367, 129712. [Google Scholar] [CrossRef]
- Yun, J.; Mazumder, M.; Na, I.H.; Lee, M.S.; Kim, H.H. Evaluation of Effect of Thermoplastic Polyurethane (TPU) on Crumb Rubber Modified (CRM) Asphalt Binder. Materials 2022, 15, 3824. [Google Scholar] [CrossRef] [PubMed]
- Borhan, M.N.; Suja, F.; Ismail, A.; Rahmat RA, O.K. The effects of used cylinder oil on asphalt mixes. Eur. J. Sci. Res. 2009, 28, 398–411. Available online: https://www.researchgate.net/profile/Muhamad-Borhan/publication/237551936_The_Effects_of_Used_Cylinder_Oil_on_Asphalt_Mixes/links/540d7cd70cf2df04e754a887/The-Effects-of-Used-Cylinder-Oil-on-Asphalt-Mixes.pdf (accessed on 1 January 2009).
- Zhang, Z.; Chen, L.; Peng, J.; Sun, J.; Zhang, D.; Li, X.; Liu, H. Preparation and properties of a novel high-viscosity modified bitumen. Constr. Build. Mater. 2022, 344, 128183. [Google Scholar] [CrossRef]
- Lv, S.; Xia, C.; Yang, Q.; Guo, S.; You, L.; Guo, Y.; Zheng, J. Improvements on high-temperature stability, rheology, and stiffness of asphalt binder modified with waste crayfish shell powder. J. Clean. Prod. 2020, 264, 121745. [Google Scholar] [CrossRef]
- Yadykova, A.Y.; Ilyin, S.O. Bitumen improvement with bio-oil and natural or organ modified montmorillonite: Structure, rheology, and adhesion of composite asphalt binders. Constr. Build. Mater. 2023, 364, 129919. [Google Scholar] [CrossRef]
- Eltwati, A.; Mohamed, A.; Hainin, M.R.; Jusli, E.; Enieb, M. Rejuvenation of aged asphalt binders by waste engine oil and SBS blend: Physical, chemical, and rheological properties of binders and mechanical evaluations of mixtures. Constr. Build. Mater. 2022, 346, 128441. [Google Scholar] [CrossRef]
- Yun, J.; Hemmati, N.; Lee, M.S.; Lee, S.J. Laboratory Evaluation of Storage Stability for CRM Asphalt Binders. Sustainability 2022, 14, 7542. [Google Scholar] [CrossRef]
- Ansari, A.H.; Jakarni, F.M.; Muniandy, R.; Hassim, S. A review on the application of natural rubber as asphalt modifier. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Philadelphia, PA, USA, 2021; Volume 1075, p. 012031. [Google Scholar] [CrossRef]
- Yadykova, A.Y.; Ilyin, S.O. Rheological and adhesive properties of nanocomposite bitumen binders based on hydrophilic or hydrophobic silica and modified with bio-oil. Constr. Build. Mater. 2022, 342, 127946. [Google Scholar] [CrossRef]
- Asphalt Institute. Individual Asphalt Binder Tests; Asphalt Institute: Lexington, KY, USA, 2003; Available online: https://interstatetesting.com/binder-lab/ (accessed on 19 November 2021).











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Aging States | Test Properties | Standard | PG 64-22 |
|---|---|---|---|
| Unaged | Viscosity at 135 °C (mPa·s) | AASHTO PP6 | 538 |
| G*/sin δ at 64 °C (kPa) | AASHTO PP6 | 2.2 | |
| RTFO aged residual | G*/sin δ at 64 °C (kPa) | AASHTO PP6 | 3.4 |
| RTFO + PAV aged residual | G*sin δ at 25 °C (kPa) | AASHTO PP6 | 4400 |
| Stiffness at −12 °C (MPa) | AASHTO PP6 | 187 | |
| m-value at −12 °C | AASHTO PP6 | 0.32 |
| Sieve No. (mm) | % Passing | % Cumulative Passing |
|---|---|---|
| 30 (600) | 100 | 100 |
| 40 (425) | 91 | 91 |
| 50 (300) | 68.1 | 59.1 |
| 80 (180) | 67.1 | 26.2 |
| 100 (150) | 92.4 | 18.6 |
| 200 (75) | 81.4 | 0 |
| Test Item | Condition | Unit | Result | Standard |
|---|---|---|---|---|
| Specific Gravity (SG) | At 15 °C | 1.0049 | ASTM D4052 | |
| Kinematic Viscosity | At 98.9 °C | mm2/S | 22.59 | ASTM D 445 |
| At 100 °C | mm2/S | 21.53 | ASTM D 445 | |
| Pour point | °C | +15 | ASTM D 97 | |
| Constant of Viscosity Gravity | 0.95 | ASTM D 2140 | ||
| Hydrocarbon type | Ca | % | 41.9 | ASTM D 2140 |
| Cn | % | 26.2 | ASTM D 2140 | |
| Cp | % | 31.9 | ASTM D 2140 |
| Viscosity | 135 °C | 150 °C | 165 °C | 180 °C | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| CRM% | 0 | 5 | 10 | 15 | 0 | 5 | 10 | 15 | 0 | 5 | 10 | 15 | 0 | 5 | 10 | 15 | |
| 135 °C | 0 | - | S | S | S | S | N | S | S | S | S | N | S | S | S | N | S |
| 5 | - | S | S | S | S | N | S | S | S | S | N | S | S | S | N | ||
| 10 | - | S | S | S | S | N | S | S | S | S | S | S | S | S | |||
| 15 | - | S | S | S | S | S | S | S | S | S | S | S | S | ||||
| 150 °C | 0 | - | S | S | S | N | N | S | S | S | N | S | S | ||||
| 5 | - | S | S | S | S | N | S | S | S | N | S | ||||||
| 10 | - | S | S | S | S | N | S | S | S | N | |||||||
| 15 | - | S | S | S | S | S | S | S | S | ||||||||
| 165 °C | 0 | - | N | S | S | N | N | S | S | ||||||||
| 5 | - | S | S | S | N | S | S | ||||||||||
| 10 | - | S | S | S | N | S | |||||||||||
| 15 | - | S | S | S | S | ||||||||||||
| 180 °C | 0 | - | N | S | S | ||||||||||||
| 5 | - | S | S | ||||||||||||||
| 10 | - | S | |||||||||||||||
| 15 | - | ||||||||||||||||
| Viscosity | 135 °C | 150 °C | 165 °C | 180 °C | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| CRM% | 0 | 5 | 10 | 15 | 0 | 5 | 10 | 15 | 0 | 5 | 10 | 15 | 0 | 5 | 10 | 15 | |
| 135 °C | 0 | - | S | S | S | S | N | S | S | S | S | S | S | S | S | N | S |
| 5 | - | S | S | S | S | N | S | S | S | S | S | S | S | S | S | ||
| 10 | - | S | S | S | S | S | S | S | S | S | S | S | S | S | |||
| 15 | - | S | S | S | S | S | S | S | S | S | S | S | S | ||||
| 150 °C | 0 | - | S | S | S | N | N | S | S | S | N | S | S | ||||
| 5 | - | S | S | S | S | S | S | S | S | S | S | ||||||
| 10 | - | S | S | S | S | S | S | S | S | S | |||||||
| 15 | - | S | S | S | S | S | S | S | S | ||||||||
| 165 °C | 0 | - | S | S | S | N | N | S | S | ||||||||
| 5 | - | S | S | S | N | S | S | ||||||||||
| 10 | - | S | S | S | N | S | |||||||||||
| 15 | - | S | S | S | S | ||||||||||||
| 180 °C | 0 | - | S | S | S | ||||||||||||
| 5 | - | S | S | ||||||||||||||
| 10 | - | S | |||||||||||||||
| 15 | - | ||||||||||||||||
| G*/sin δ | CRM % | 0 | 5 | 10 | 15 |
|---|---|---|---|---|---|
| PG 64-22 + Processed Oil 6% | 0 | - | S | S | S |
| 5 | - | S | S | ||
| 10 | - | S | |||
| 15 | - | ||||
| PG 64-22 + Processed Oil 12% | 0 | - | S | S | S |
| 5 | - | S | S | ||
| 10 | - | S | |||
| 15 | - |
| G*/sin δ | CRM % | 0 | 5 | 10 | 15 |
|---|---|---|---|---|---|
| PG 64-22 + Processed Oil 6% | 0 | - | S | S | S |
| 5 | - | S | S | ||
| 10 | - | S | |||
| 15 | - | ||||
| PG 64-22 + Processed Oil 12% | 0 | - | S | S | S |
| 5 | - | S | S | ||
| 10 | - | S | |||
| 15 | - |
| G*sin δ | CRM % | 0 | 5 | 10 | 15 |
|---|---|---|---|---|---|
| PG 64-22 + Processed Oil 6% | 0 | - | S | S | S |
| 5 | - | S | S | ||
| 10 | - | S | |||
| 15 | - | ||||
| PG 64-22 + Processed Oil 12% | 0 | - | N | S | S |
| 5 | - | S | S | ||
| 10 | - | S | |||
| 15 | - |
| Stiffness | CRM % | 0 | 5 | 10 | 15 |
|---|---|---|---|---|---|
| PG 64-22 + Processed Oil 6% | 0 | - | S | S | S |
| 5 | - | N | S | ||
| 10 | - | S | |||
| 15 | - | ||||
| PG 64-22 + Processed Oil 12% | 0 | - | S | S | S |
| 5 | - | N | S | ||
| 10 | - | N | |||
| 15 | - |
| Stiffness | CRM % | 0 | 5 | 10 | 15 |
|---|---|---|---|---|---|
| PG 64-22 + Processed Oil 6% | 0 | - | S | S | S |
| 5 | - | S | S | ||
| 10 | - | N | |||
| 15 | - | ||||
| PG 64-22 + Processed Oil 12% | 0 | - | S | S | S |
| 5 | - | S | S | ||
| 10 | - | S | |||
| 15 | - |
| m-Value | CRM % | 0 | 5 | 10 | 15 |
|---|---|---|---|---|---|
| PG 64-22 + Processed Oil 6% | 0 | - | S | S | S |
| 5 | - | N | S | ||
| 10 | - | S | |||
| 15 | - | ||||
| PG 64-22 + Processed Oil 12% | 0 | - | N | S | N |
| 5 | - | N | N | ||
| 10 | - | N | |||
| 15 | - |
| m-Value | CRM % | 0 | 5 | 10 | 15 |
|---|---|---|---|---|---|
| PG 64-22 + Processed Oil 6% | 0 | - | S | S | S |
| 5 | - | S | N | ||
| 10 | - | N | |||
| 15 | - | ||||
| PG 64-22 + Processed Oil 12% | 0 | - | N | S | S |
| 5 | - | S | N | ||
| 10 | - | N | |||
| 15 | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hemmati, N.; Vigneswaran, S.; Mazumder, M.; Lee, M.-S.; Lee, S.-J. Laboratory Assessment of Modified Asphalt Binders Using Crumb Rubber Modifier (CRM) and Processed Oil. Constr. Mater. 2023, 3, 93-109. https://doi.org/10.3390/constrmater3010007
Hemmati N, Vigneswaran S, Mazumder M, Lee M-S, Lee S-J. Laboratory Assessment of Modified Asphalt Binders Using Crumb Rubber Modifier (CRM) and Processed Oil. Construction Materials. 2023; 3(1):93-109. https://doi.org/10.3390/constrmater3010007
Chicago/Turabian StyleHemmati, Navid, Shyaamkrishnan Vigneswaran, Mithil Mazumder, Moon-Sup Lee, and Soon-Jae Lee. 2023. "Laboratory Assessment of Modified Asphalt Binders Using Crumb Rubber Modifier (CRM) and Processed Oil" Construction Materials 3, no. 1: 93-109. https://doi.org/10.3390/constrmater3010007