
Current Practices for Preventive Maintenance and Expectations for Predictive Maintenance in East-Canadian Mines


Abstract
:1. Introduction
- Record expectations and concerns on predictive maintenance Analytics (optimization, artificial intelligence (AI), and simulation techniques),
- Compile user requirements for computerized maintenance management software (CMMS) to improve their usability.
2. Related Work
2.1. Maintenance Background
- Corrective maintenance. Often called repairs, this type of reactive maintenance involves the work done to correct a fault or recondition a broken equipment. The work is executed before the failure’s impact on operations becomes critical.
- Preventive maintenance. As another form of proactive maintenance, this type of maintenance consists of jobs scheduled and executed at specific intervals. During maintenance, components are replaced or restored, regardless of their apparent condition, according to a predetermined maintenance plan.
- Predictive maintenance. Additionally, called “condition-based maintenance”, this type of proactive maintenance monitors equipment status so that corrective maintenance may be executed on an equipment before a failure occurs. Sensors on equipment and frequent inspections are used to estimate equipment reliability with the help of AI algorithms.
- Percentage of downtime
- Mean time to maintenance (MTTM)
- Percentage of planned maintenance
- Respect of schedule
- Manpower efficiency
2.2. Preventive Maintenance
2.3. Predictive Maintenance
2.4. CMMS Usability
2.5. Problem Statement
3. Materials and Methods
3.1. Participants
3.2. Materials
3.3. Procedure
3.4. Data Analysis
4. Results
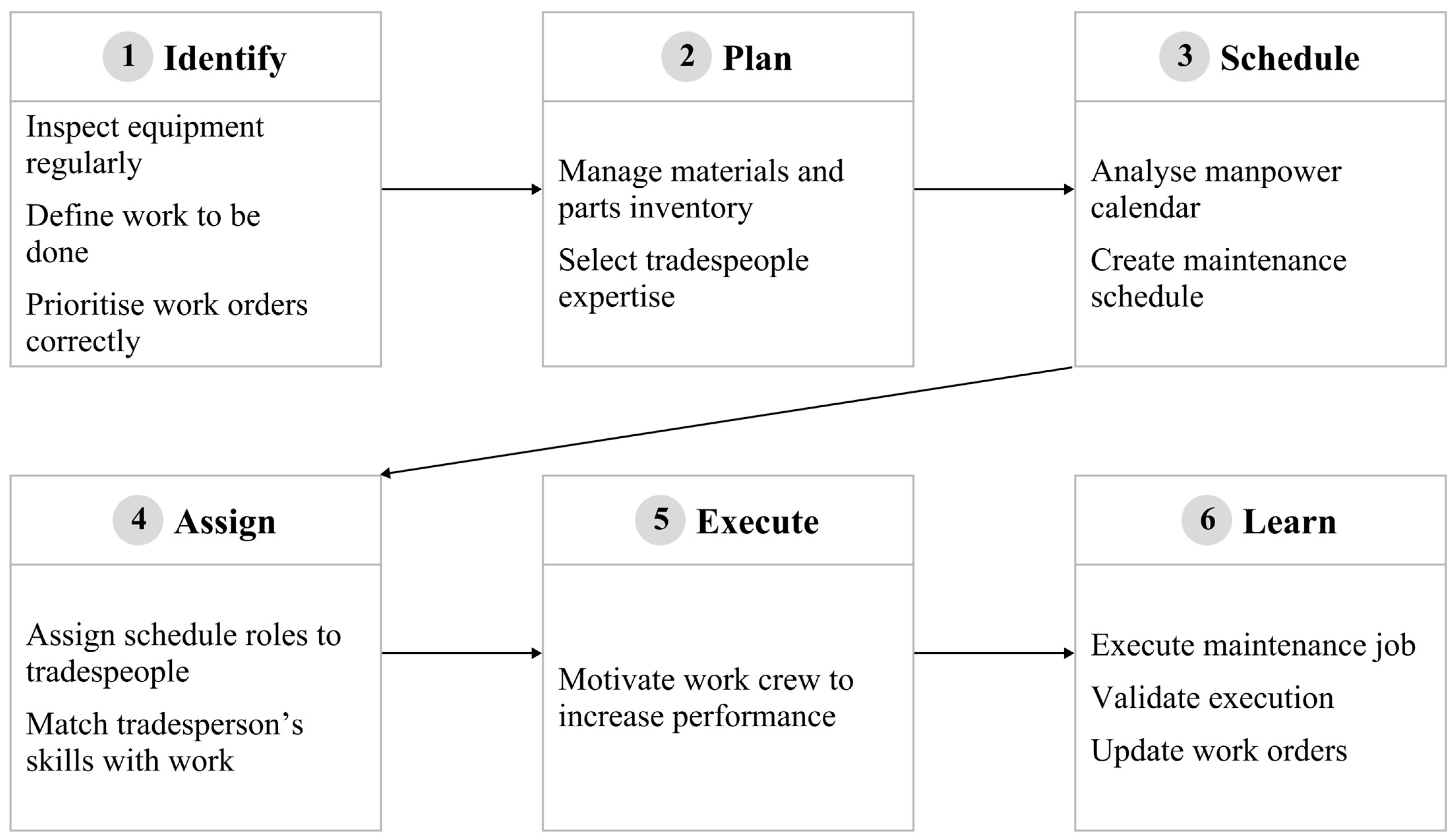
4.1. The Maintenance Process and Best Practices
4.1.1. Workforce
- General Maintenance Supervisor. Additionally, known as “General Maintenance Foreman”, the supervisor’s role is to oversee and coordinate equipment maintenance according to the maintenance schedule. The supervisor decides in which garage section to distribute manpower depending on available groups’ expertise. Additionally, the supervisor ensures adherence to government norms and collaboration between maintenance departments. Supervisors take part in scheduling meetings alongside the maintenance planner.
- Maintenance Planner. Responsible for planning maintenance activity in the mine, the planner’s main concern is to adhere to the PM plan. Additionally, developing and managing equipment KPIs and programming the maintenance schedule constitute a large portion of the planner’s tasks. Finally, the planner establishes maintenance procedures and determines the timetables of the workforce. More information on the planner’s tasks and responsibilities is presented in Section 4.1.3.
- Reliability Engineer. The reliability engineer works closely with equipment-related data. With tasks ranging from engine oil analysis to availability monitoring, the reliability engineer uses advanced tools and techniques to ensure correct functioning of the equipment fleet. Results provided by the reliability engineer assist the planner in the decision-making process.
- Maintenance Superintendent. The superintendent’s main roles are those of managing the global maintenance process and establishing the PM plan. Along with setting and revising the financial budget, the superintendent is responsible for approving or rejecting employee’s requests, monitoring KPI trends along with reliability engineers and ensuring that industry best practices are followed by the workforce. Overall, the superintendent has a long-term overview of the maintenance activities to be able to recognize opportunities and bottlenecks to improve and optimize the maintenance process.
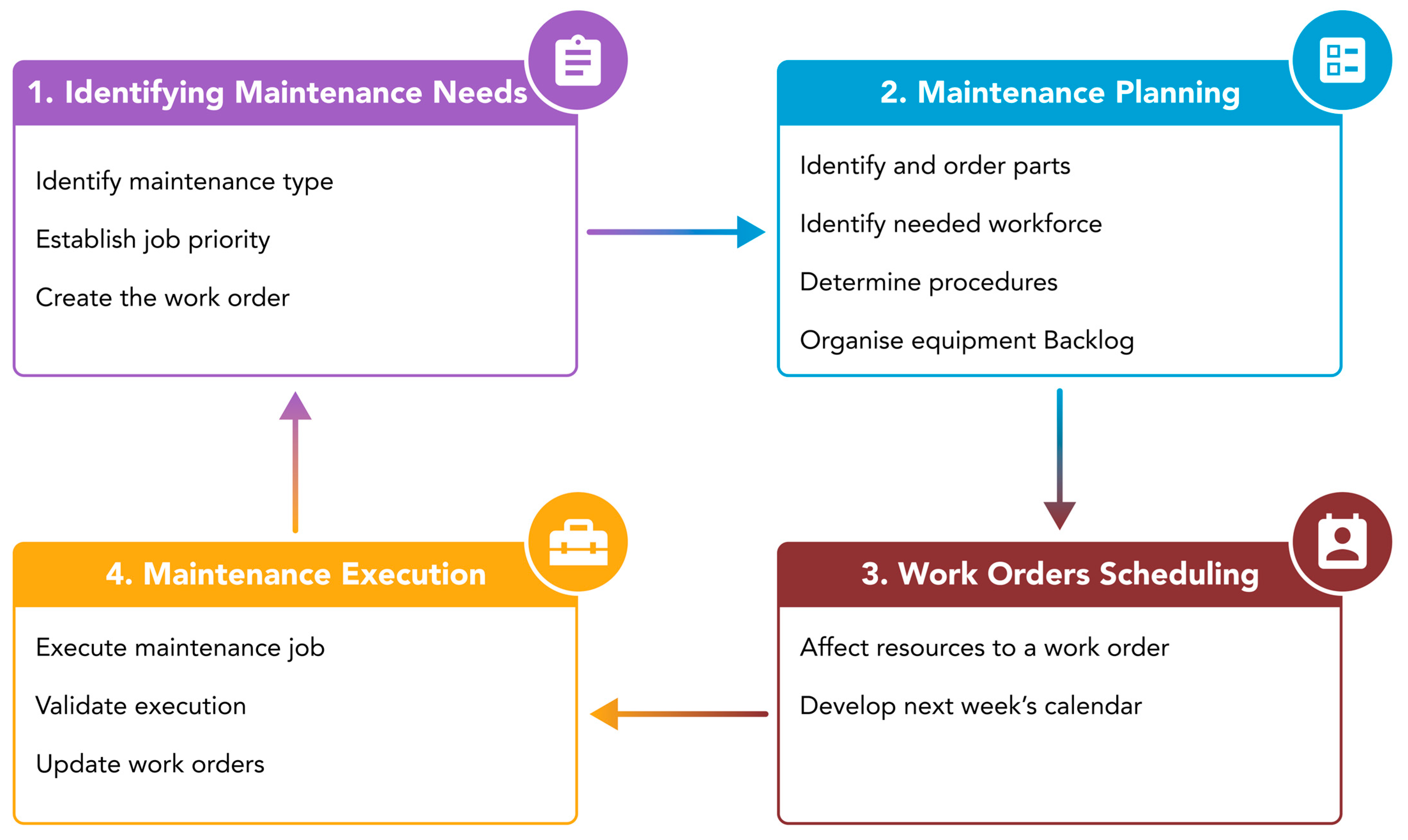
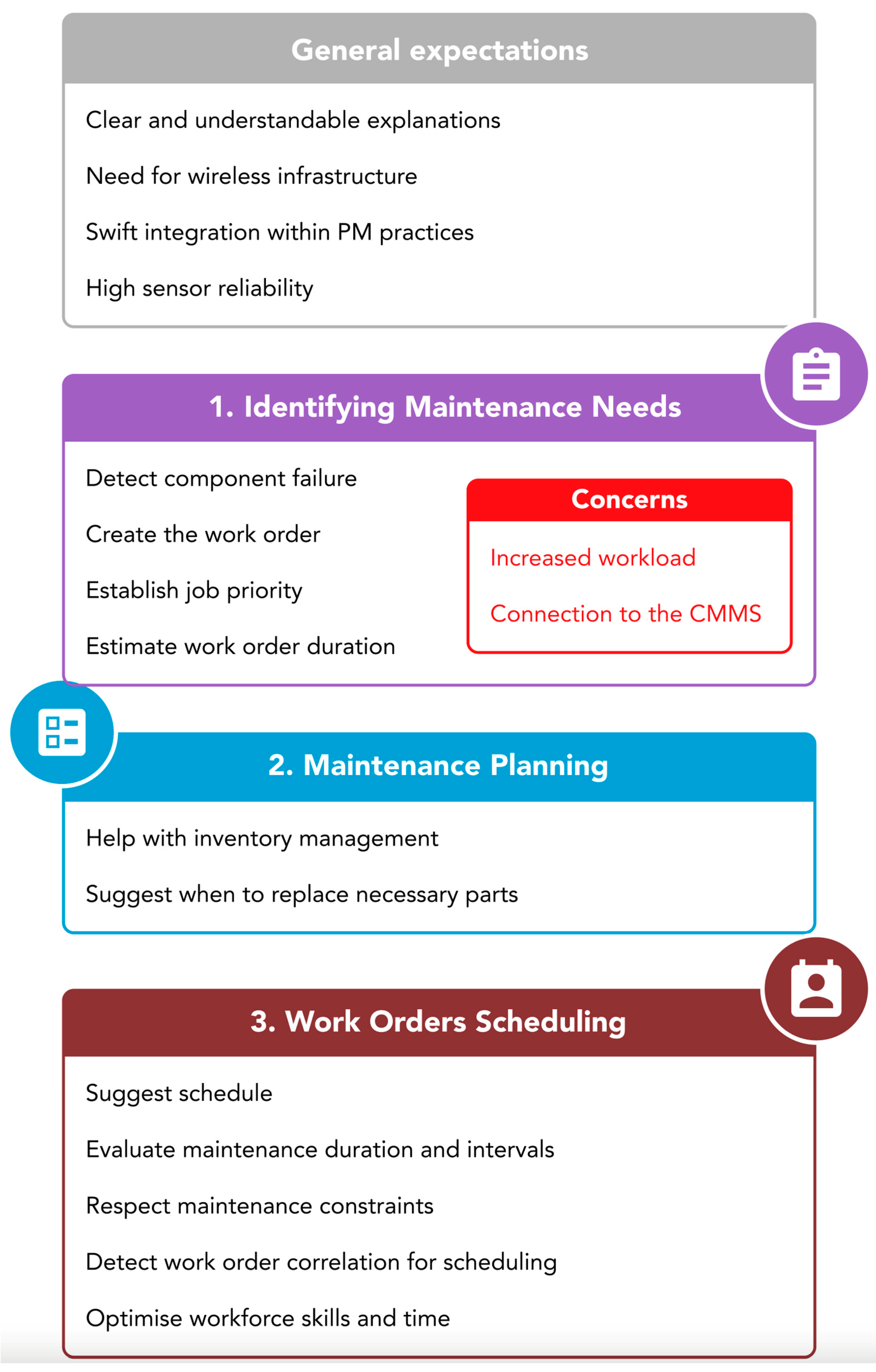
4.1.2. Identifying Maintenance Needs
4.1.3. Maintenance Planning
- Validate work to be executed
- Understand and implement the maintenance plan
- Study and observe the fleet and its status
- Plan next week’s maintenance
- Reevaluate priorities on calendar changes
- Account for maintenance impact on operations and production goals
- Minimize unplanned maintenances
- Print the developed schedule
- Manage a data volume management report
- Ensure material procurement in reasonable time
- Clean up equipment Backlog
- PM on production equipment
- Production equipment with “DOWN” status (either broken or unused)
- Weekly priority (P2)
- PM on auxiliary equipment
- Corrective maintenance on production equipment
- Corrective maintenance on auxiliary equipment
- Old corrective work orders in the Backlog.
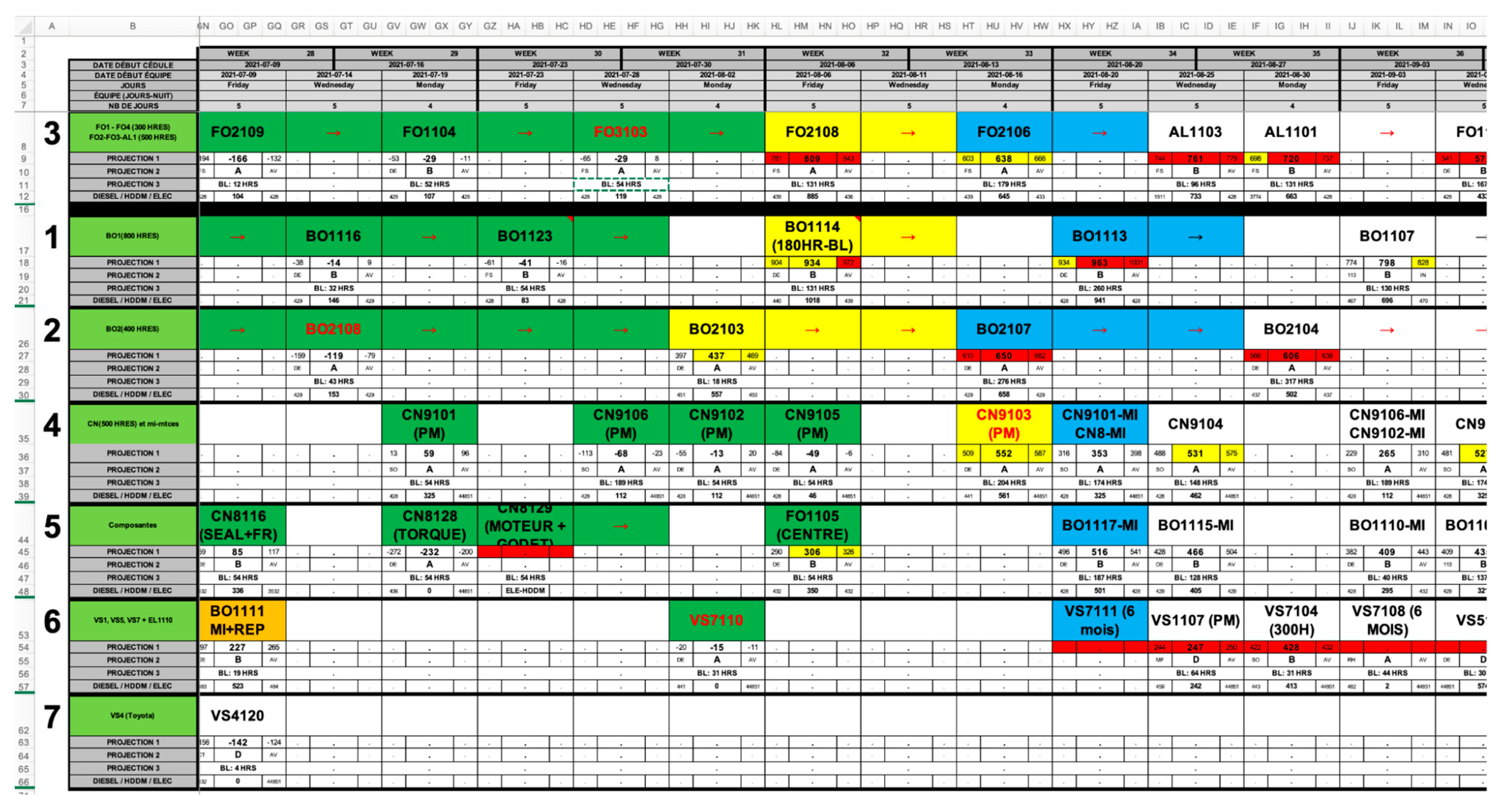
4.1.4. Work Orders Scheduling
4.1.5. Maintenance Execution
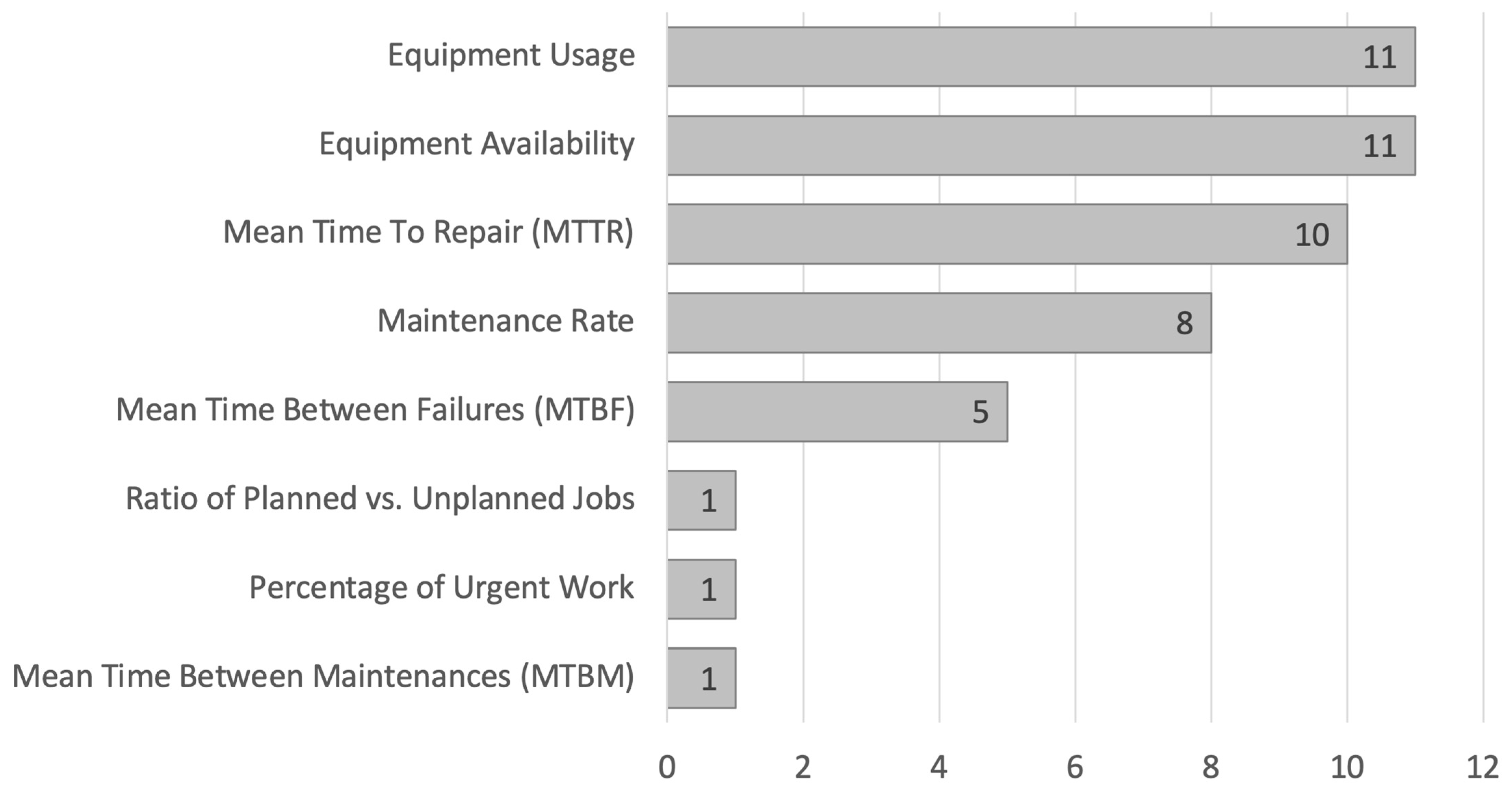
4.1.6. KPIs
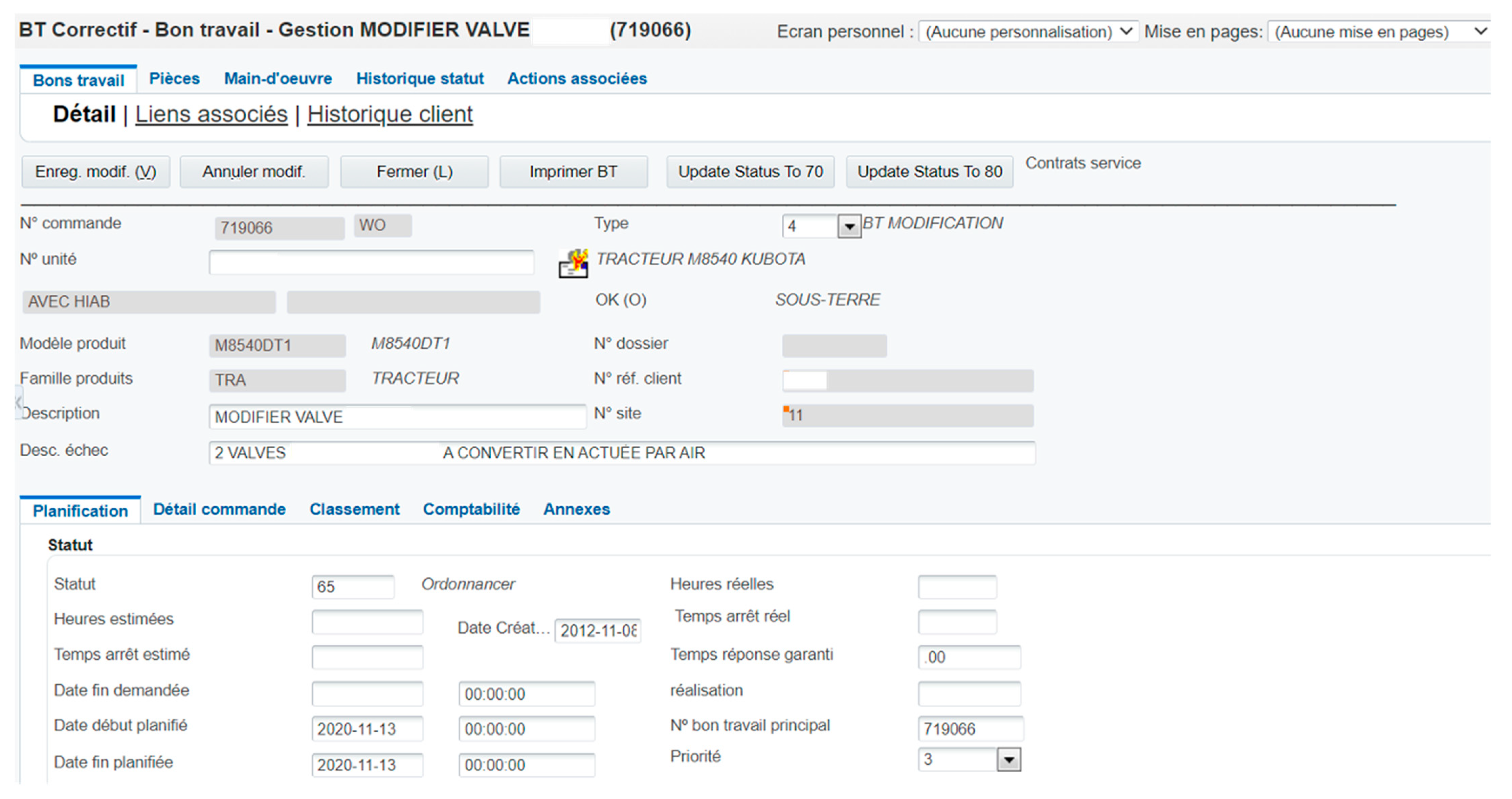
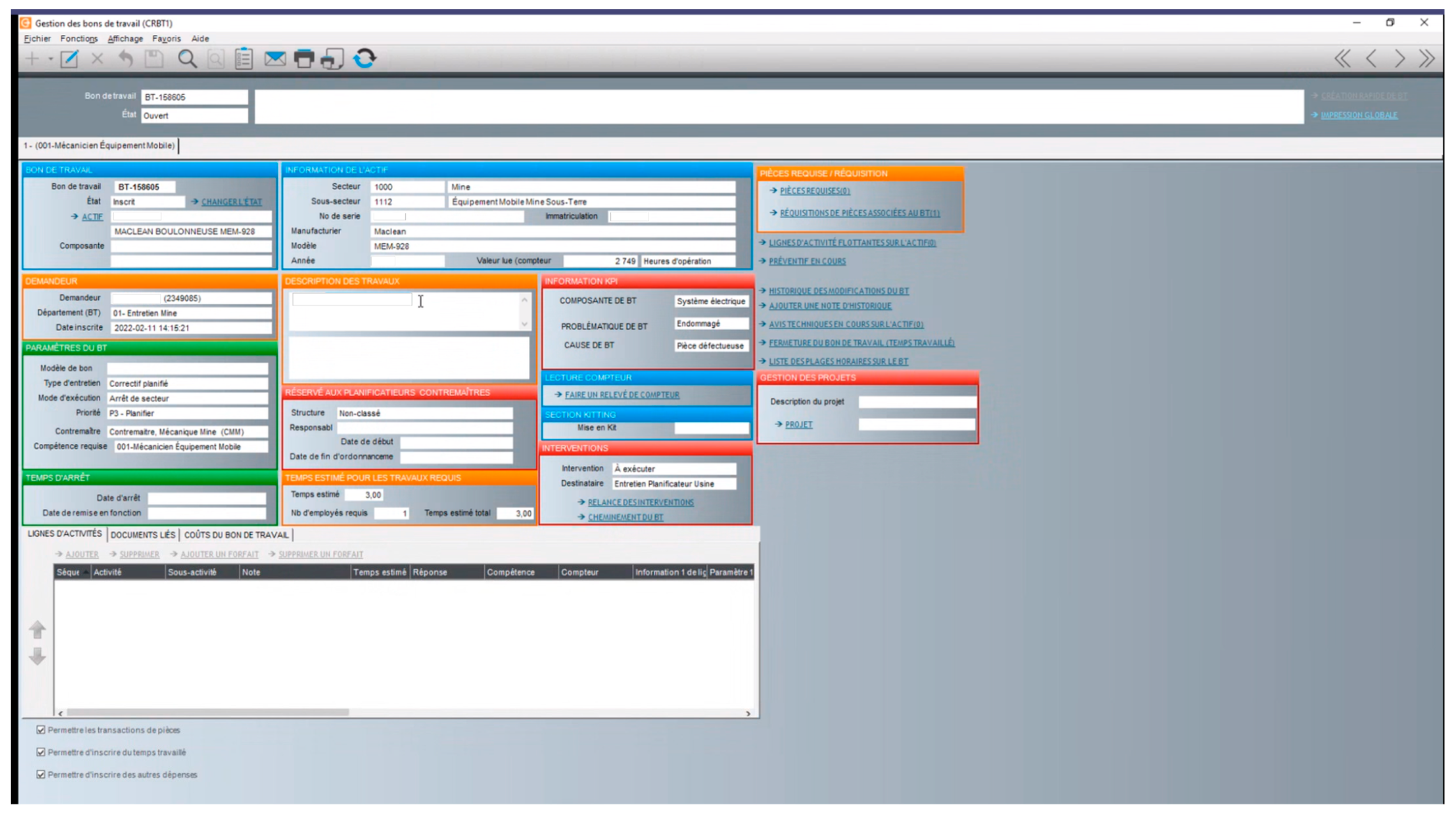
4.1.7. Maintenance Management Tools
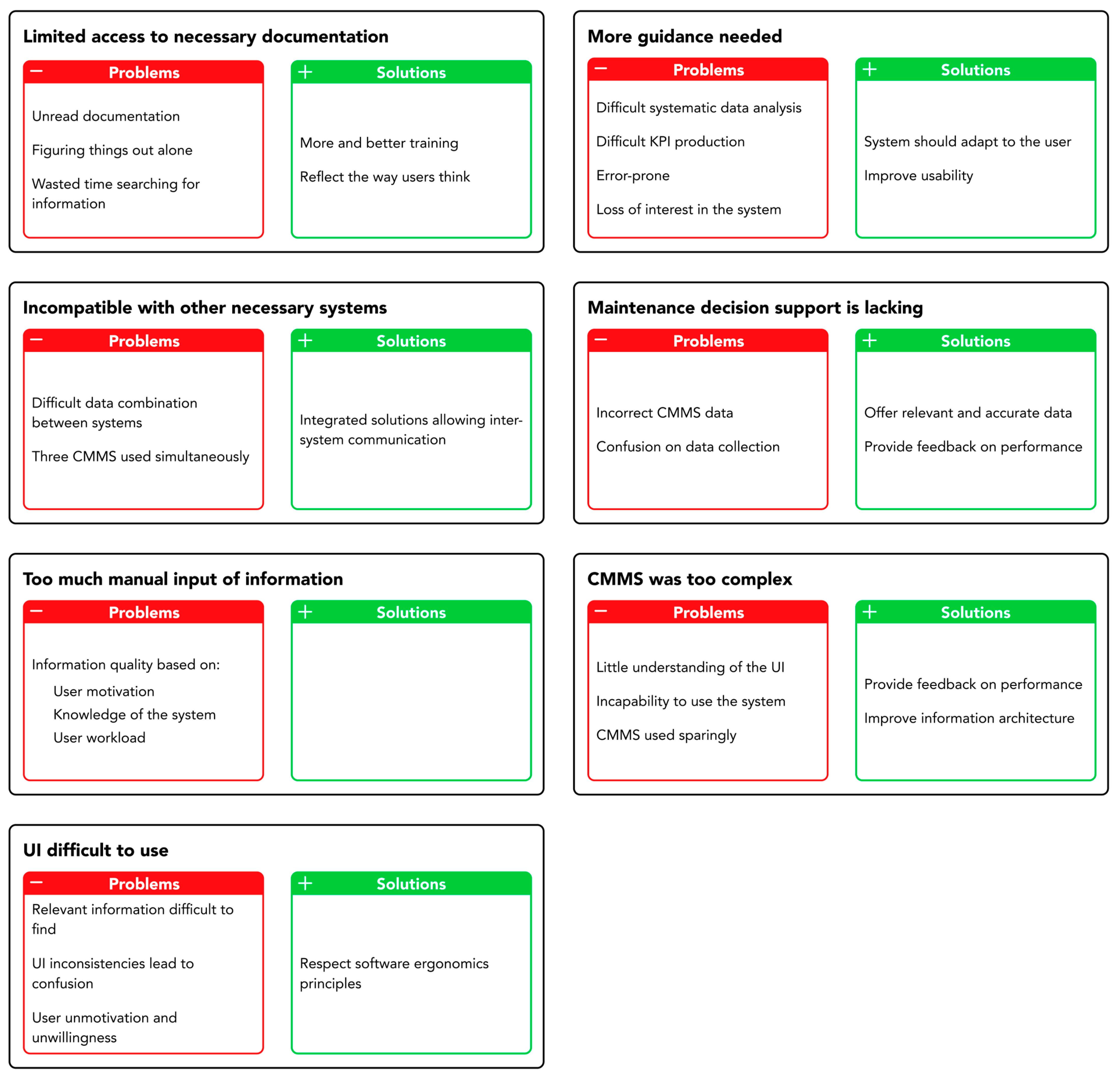
4.1.8. Comments and Feedback on the Maintenance Process
4.2. Predictive Maintenance: Expectations and Concerns
- Suggest a schedule based on available manpower and workforce specializations.
- Evaluate maintenance duration and intervals to optimizemechanics’ time.
- Account for maintenance and work order constraints (such as equipment needing to be in production at a specific date).
- Detect work order correlation (a work order that can or should be executed at the same time, or before or after, another work order).
4.3. Decision Support System: Requirements and UI Guidelines
5. Discussion
- The identification of maintenance needs
- Maintenance planning
- Maintenance scheduling
- Maintenance execution
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A


Appendix B

References
- Topal, E.; Ramazan, S. A New MIP Model for Mine Equipment Scheduling by Minimizing Maintenance Cost. Eur. J. Oper. Res. 2010, 207, 1065–1071. [Google Scholar] [CrossRef]
- Christiansen, B. Exploring Biggest Maintenance Challenges in the Mining Industry. 2018. Available online: https://www.mining.com/web/exploring-biggest-maintenance-challenges-mining-industry/ (accessed on 29 November 2022).
- Lhorente, B.; Lugtigheid, D.; Knights, P.F.; Santana, A. A Model for Optimal Armature Maintenance in Electric Haul Truck Wheel Motors: A Case Study. Reliab. Eng. Syst. Saf. 2004, 84, 209–218. [Google Scholar] [CrossRef]
- Yuriy, G.; Vayenas, N. Discrete-Event Simulation of Mine Equipment Systems Combined with a Reliability Assessment Model Based on Genetic Algorithms. Int. J. Min. Reclam. Environ. 2008, 22, 70–83. [Google Scholar] [CrossRef]
- Cao, X.G.; Zhang, M.Y.; Gong, Y.R.; Jia, X.L.; Zhang, R.Y. Maintenance Decision Method Considering Inspection of Mining Equipment. Int. J. Metrol. Qual. Eng. 2021, 12, 21. [Google Scholar] [CrossRef]
- Huerta, J.R.; Silva, R.S.; De Tomi, G.; Ayres da Silva, A.L.M. A Dynamic Simulation Approach to Support Operational Decision-Making in Underground Mining. Simul. Model. Pract. Theory 2022, 115, 102458. [Google Scholar] [CrossRef]
- Paravarzar, S.; Pourrahimian, Y.; Askari-Nasab, H.; Emery, X. Short-Term Underground Mine Planning: A Review. Int. J. Min. Miner. Eng. 2021, 12, 1–33. [Google Scholar] [CrossRef]
- Horberry, T.; Burgess-Limerick, R.; Steiner, L.J. Chapter 9: Automation and New Technologies. In Human Factors for the Design, Operation, and Maintenance of Mining Equipment; CRC Press: Boca Raton, FL, USA, 2010; p. 16. ISBN 978-0-429-15068-5. [Google Scholar]
- Ben-Daya, M.; Kumar, U.; Murthy, D.N.P. Introduction to Maintenance Engineering: Modelling, Optimization and Management; John Wiley & Sons, Incorporated: New York, NY, USA, 2016; ISBN 978-1-118-92659-8. [Google Scholar]
- Campbell, J.D.; Reyes-Picknell, J.V.; Kim, H.S. Uptime: Strategies for Excellence in Maintenance Management, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2015; ISBN 1-4822-5238-4. [Google Scholar]
- The Asset Management Landscape; Global Forum on Maintenance and Asset Management: Zurich, Switzerland, 2014.
- Smith, R.; Mobley, R.K. Industrial Machinery Repair: Best Maintenance Practices Pocket Guide; Elsevier Science & Technology: Burlington, NJ, USA, 2003; ISBN 978-0-08-047847-0. [Google Scholar]
- Richard, C.M.; Tse, P.; Ling, L.; Fung, F. Enhancement of Maintenance Management through Benchmarking. J. Qual. Maint. Eng. 2000, 6, 224–240. [Google Scholar] [CrossRef]
- HosseinizadehMazloumi, S.H.; Moini, A.; Agha Mohammad Ali Kermani, M. Designing Synchronizer Module in CMMS Software Based on Lean Smart Maintenance and Process Mining. J. Qual. Maint. Eng. 2022; ahead-of-print. 2022. [Google Scholar] [CrossRef]
- Mahlamäki, K.; Nieminen, M. Analysis of Manual Data Collection in Maintenance Context. J. Qual. Maint. Eng. 2020, 26, 104–119. [Google Scholar] [CrossRef]
- Fernandez, O.; Labib, A.W.; Walmsley, R.; Petty, D.J. A Decision Support Maintenance Management System: Development and Implementation. Int. J. Qual. Reliab. Manag. 2003, 20, 965–979. [Google Scholar] [CrossRef]
- Vagenas, N. A Methodology for Maintenance Analysis of Mining Equipment. Int. J. Surf. Min. Reclam. 1997, 11, 33–40. [Google Scholar] [CrossRef]
- Lafontaine, E. Méthodes et Mesures Pour l’évaluation de La Performance et de l’efficacité Des Équipements Miniers de Production. Master’s Thesis, Université Laval, Québec, QC, Canada, 2006. [Google Scholar]
- Basri, E.I.; Razak, I.H.A.; Ab-Samat, H.; Kamaruddin, S. Preventive Maintenance (PM) Planning: A Review. J. Qual. Maint. Eng. 2017, 23, 114–143. [Google Scholar] [CrossRef]
- Almomani, M.; Abdelhadi, A.; Seifoddini, H.; Xiaohang, Y. Preventive Maintenance Planning Using Group Technology: A Case Study at Arab Potash Company, Jordan. J. Qual. Maint. Eng. 2012, 18, 472–480. [Google Scholar] [CrossRef]
- Kimera, D.; Nangolo, F.N. Maintenance Practices and Parameters for Marine Mechanical Systems: A Review. J. Qual. Maint. Eng. 2020, 26, 459–488. [Google Scholar] [CrossRef]
- Angeles, E.; Kumral, M. Optimal Inspection and Preventive Maintenance Scheduling of Mining Equipment. J. Fail. Anal. Prev. 2020, 20, 1408–1416. [Google Scholar] [CrossRef]
- La Roche-Carrier, N. Conception et Développement d’un outil Automatisé Basé Sur la Stratégie de Maintenance Prévisionnelle des Équipements Miniers. Ph.D. Thesis, Universite du Quebec a Chicoutimi (Canada), Chicoutimi, QC, Canada, 2020. [Google Scholar]
- Paolanti, M.; Romeo, L.; Felicetti, A.; Mancini, A.; Frontoni, E.; Loncarski, J. Machine Learning Approach for Predictive Maintenance in Industry 4.0. In Proceedings of the 2018 14th IEEE/ASME International Conference on Mechatronic and Embedded Systems and Applications (MESA), Oulu, Finland, 2–4July 2018; pp. 1–6. [Google Scholar]
- Aikin, A.R. Predictive Maintenance Best Practices. Plant Eng. 2021, 75, 26–31. [Google Scholar]
- Eddarhri, M.; Adib, J.; Hain, M.; Marzak, A. Towards Predictive Maintenance: The Case of the Aeronautical Industry. Procedia Comput. Sci. 2022, 203, 769–774. [Google Scholar] [CrossRef]
- Angeles Pasco, E. Equipment Management towards Sustainable Mining. Master′s Thesis, McGill University, Montreal, QC, Canada, 2020. [Google Scholar]
- Alves, F.; Badikyan, H.; António Moreira, H.J.; Azevedo, J.; Moreira, P.M.; Romero, L.; Leitão, P. Deployment of a Smart and Predictive Maintenance System in an Industrial Case Study. In Proceedings of the 2020 IEEE 29th International Symposium on Industrial Electronics (ISIE), Delft, The Netherlands, 17–19 June 2020; pp. 493–498. [Google Scholar]
- Susto, G.A.; Schirru, A.; Pampuri, S.; McLoone, S.; Beghi, A. Machine Learning for Predictive Maintenance: A Multiple Classifier Approach. IEEE Trans. Ind. Inform. 2015, 11, 812–820. [Google Scholar] [CrossRef] [Green Version]
- Hiyate, A. MAINTENANCE: Dingo Introduces TRAKKA Predictive Analytics. Can. Min. J. 2019. [Google Scholar]
- Scales, M. MAINTENANCE: SGS and Baker Hughes Launch Co-Operation on Predictive Corrosion Management. Can. Min. J. 2018. [Google Scholar]
- Staff, C.M.J. ABB Launches New Digital Monitoring, Predictive Service for Conveyor Belts. Can. Min. J. 2021. [Google Scholar]
- MathWorks Baker Hughes Develops Predictive Maintenance Software for Gas and Oil Extraction Equipment Using Data Analytics and Machine Learning—MATLAB & Simulink. Available online: https://www.mathworks.com/company/user_stories/baker-hughes-develops-predictive-maintenance-software-for-gas-and-oil-extraction-equipment-using-data-analytics-and-machine-learning.html (accessed on 9 March 2022).
- Hamid, T. Moving Predictive Maintenance in Mining from Theory to Practice. Aust. Min. 2020. [Google Scholar]
- Provencher, M. A Guide to Predictive Maintenance for the Smart Mine. 2020. Available online: https://www.mining.com/a-guide-to-predictive-maintenance-for-the-smart-mine/ (accessed on 9 March 2022).
- Odeyar, P.; Apel, D.B.; Hall, R.; Zon, B.; Skrzypkowski, K. A Review of Reliability and Fault Analysis Methods for Heavy Equipment and Their Components Used in Mining. Energies 2022, 15, 6263. [Google Scholar] [CrossRef]
- Compare, M.; Baraldi, P.; Zio, E. Challenges to IoT-Enabled Predictive Maintenance for Industry 4.0. IEEE Internet Things J. 2020, 7, 4585–4597. [Google Scholar] [CrossRef]
- Dong, L.; Mingyue, R.; Guoying, M. Application of Internet of Things Technology on Predictive Maintenance System of Coal Equipment. Procedia Eng. 2017, 174, 885–889. [Google Scholar] [CrossRef]
- Kumar, P.; Srivastava, R.K. An Expert System for Predictive Maintenance of Mining Excavators and Its Various Forms in Open Cast Mining. In Proceedings of the 2012 1st International Conference on Recent Advances in Information Technology (RAIT), Dhanbad, India, 15–17 March 2012; pp. 658–661. [Google Scholar]
- dos Santos Silva, F.J.; Viana, H.R.G.; Queiroz, A.N.A. Availability Forecast of Mining Equipment. J. Qual. Maint. Eng. 2016, 22, 418–432. [Google Scholar] [CrossRef]
- Mckone, K.E.; Weiss, E.N. Guidelines for Implementing Predictive Maintenance*. Prod. Oper. Manag. 2002, 11, 109–124. [Google Scholar] [CrossRef]
- Lynas, D. Human Factor Issues with Automated Mining Equipment. Ergon. Open J. 2011, 4, 74–80. [Google Scholar] [CrossRef]
- Tretten, P.; Karim, R. Enhancing the Usability of Maintenance Data Management Systems. J. Qual. Maint. Eng. 2014, 20, 290–303. [Google Scholar] [CrossRef]
- Agnico Eagle. Agnico Eagle Mines Limited—Operations—Operations—LaRonde Complex. Available online: https://www.agnicoeagle.com/English/operations/operations/laronde/default.aspx (accessed on 18 October 2022).
- Eldorado Gold Assets—Operations & Projects—North America—Lamaque|Eldorado Gold Corporation. Available online: https://www.eldoradogold.com/assets/operations-and-projects/north-america/lamaque/default.aspx (accessed on 18 October 2022).
- Newmont. Newmont Corporation—Operations & Projects—Global Presence—North America—Éléonore–Canada. Available online: https://www.newmont.com/operations-and-projects/global-presence/north-america/eleonore-canada/default.aspx (accessed on 18 October 2022).
- IAMGOLD. IAMGOLD Annual Report 2020; IAMGOLD: Toronto, ON, Canada, 2020. [Google Scholar]
- Stornoway Diamonds. Stornoway Diamonds—Our Business—Renard Mine. Available online: http://www.stornowaydiamonds.com/English/our-business/renard-mine/default.html (accessed on 18 October 2022).
- Agnico Eagle. Agnico Eagle Mines Limited—Operations—Operations—Meliadine. Available online: https://www.agnicoeagle.com/English/operations/operations/meliadine/default.aspx (accessed on 18 October 2022).
- IAMGOLD. IAMGOLD Corporation—Operations—Côté Gold. Available online: https://www.iamgold.com/English/operations/cote-gold-project-ontario/default.aspx (accessed on 18 October 2022).
- NASA. NASA Reliability-Centered Maintenance Guide (RCM) Guide; NASN: Washington, DC, USA, 2008; p. 191. [Google Scholar]
- Kiangala, K.S.; Wang, Z. An Effective Predictive Maintenance Framework for Conveyor Motors Using Dual Time-Series Imaging and Convolutional Neural Network in an Industry 4.0 Environment. IEEE Access 2020, 8, 121033–121049. [Google Scholar] [CrossRef]
- Li, Z.; Wang, Y.; Wang, K.-S. Intelligent Predictive Maintenance for Fault Diagnosis and Prognosis in Machine Centers: Industry 4.0 Scenario. Adv. Manuf. 2017, 5, 377–387. [Google Scholar] [CrossRef]
- Bayer, S.; Gimpel, H.; Markgraf, M. The Role of Domain Expertise in Trusting and Following Explainable AI Decision Support Systems. J. Decis. Syst. 2021, 1–29. [Google Scholar] [CrossRef]
- ten Zeldam, S.; de Jong, A.; Loendersloot, R.; Tinga, T. Automated Failure Diagnosis in Aviation Maintenance Using eXplainable Artificial Intelligence (XAI). Proceedings of the European Conference of the PHM Society, Utrecht, Netherlands, 3–6 July 2018.
- Soldatos, J.; Kyriazis, D. (Eds.) Trusted Artificial Intelligence in Manufacturing; Trusted Artificial Intelligence in Manufacturing: A Review of the Emerging Wave of Ethical and Human Centric AI Technologies for Smart Production; A Review of the Emerging Wave of Ethical and Human Centric AI Technologies for Smart Production; Now Publishers: Boston, MA, USA; Delft, Netherlands, 2021. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Category | Definition |
|---|---|
| 1. Maintenance Process (Section 4.1) | The maintenance management process and its challenges along with participants’ opinions and comments. |
| 2. Maintenance Planner (Section 4.1.3) | List of tasks and responsibilities of a maintenance planner. |
| 3. KPIs (Section 4.1.6) | An exhaustive list of KPIs used to plan maintenance. |
| 4. Tools (Section 4.1.7) | Overview of the suite of tools used to plan maintenance along with participants’ feedback. |
| 5. Predictive maintenance Analytics (Section 4.2) | Requirements and issues to be considered for predictive maintenance Analytics according to participants. |
| 6. Decision Support System (Section 4.3) | List of guidelines for a decision support system aimed at maintenance personnel. |
| Code | P1 | P2 | P3 |
|---|---|---|---|
| Description | The job is critical. An immediate action is required to amend the situation. | Schedule break. The job needs to be executed in the current week (unplanned). | The job is planned. |
| Criteria and conditions | Major integrity and health risks of personnel. Immediate negative impact on the environment. Malfunction slowing down production. | The job will become a priority 1 if not executed before the end of the week. Critical equipment can be stopped in a way that will minimize negative impact on production. | The job can be included in the scheduling calendar for upcoming weeks and is of corrective or “equipment improvement” nature stashed in the Backlog. |
| Notes | The maintenance planner is not concerned by this priority. Usually, a mechanic will open this type of work order. | The maintenance planner is not concerned by this priority. Usually, the maintenance supervisor opens this type of work order. Great attention to detail must be dedicated to evaluating the risk factor of P2 work orders. These work orders tend to be forgotten. | Work orders generated by the CMMS are of this type. The maintenance planner opens this type of work order. |
| State | Description |
|---|---|
| Registered | The work order has been added to the CMMS’s database. It needs to be reviewed by the maintenance planner and general maintenance supervisor before it can be flagged for planning. |
| Ready for Planning | The work order was revised and approved. The required material and manpower have been established. |
| Waiting for Parts | Material to execute the work order was ordered but is not available yet. |
| Ready for Scheduling | The work order has been validated by personnel in charge and materials needed are available. The work order can be added to the calendar. |
| Scheduled | The work order is set to be executed on a specific date. |
| Completed | The work order was executed by a tradesman. |
| Closed | The finished work order was validated by the maintenance planner and can be safely considered as done. |
| Maintenance Planner |
|---|
|
| Maintenance Superintendent |
|
| Reliability Engineer |
|
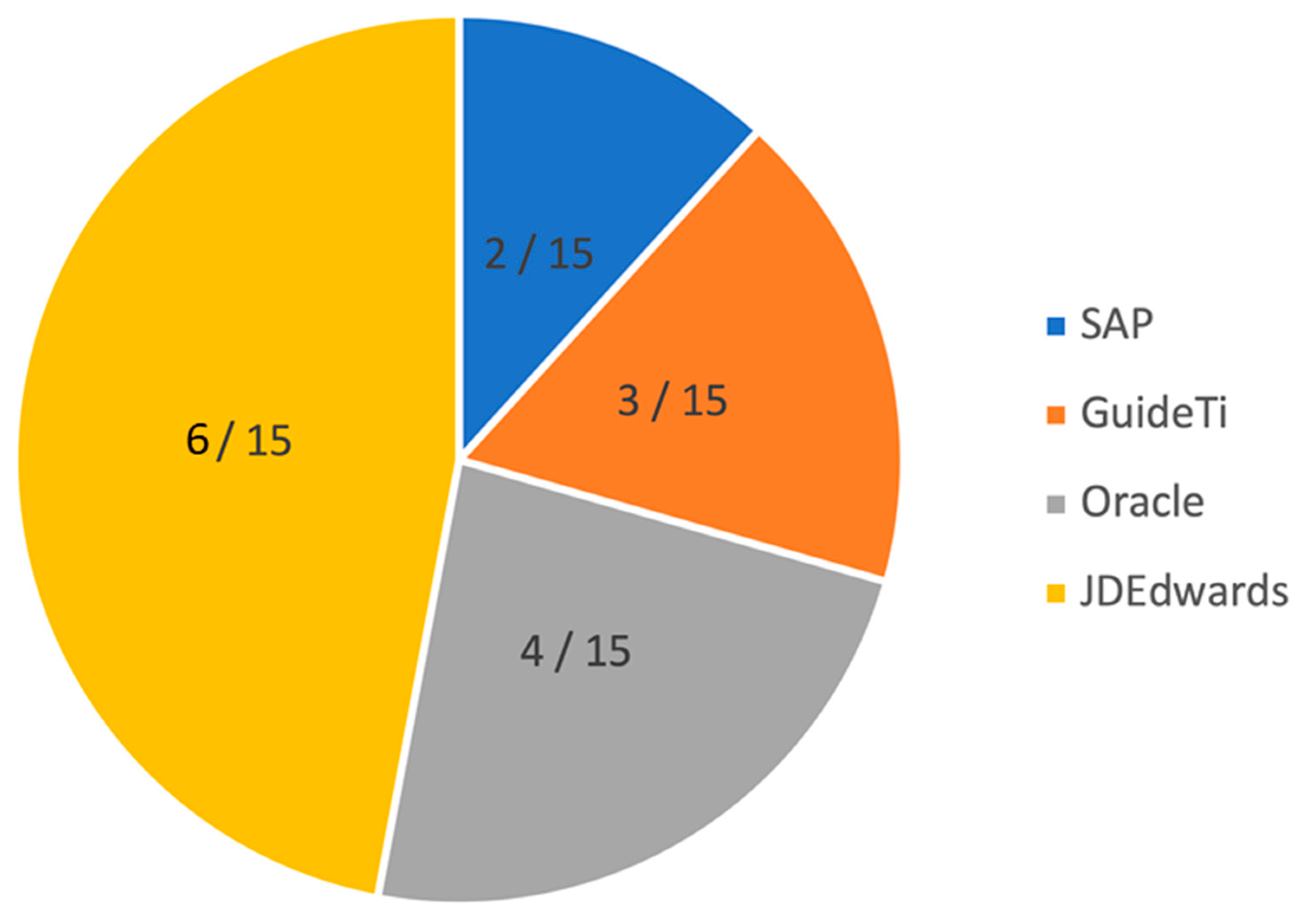
| Positive | Negative |
|---|---|
| JDEdwards | |
| Programmable email notifications Automatic work order creation Work order table sorting and filtering Easily accessible data Multiple personalization options and great customizability | Scheduling maintenance is very complicated CMMS is not user friendly Difficulty in programming automatic work order creation Standardization complicates addition of custom features Requires advanced programming knowledge to customize workflow |
| GuideTi | |
| Programmable email notifications Great interface customization Automatic work order creation Easily accessible data | Scheduling maintenance is very complicated Unorganized database due to poor access restrictions |
| SAP | |
| Automatic work order creation Offers many options | Scheduling maintenance is very complicated Constant importing/exporting of data |
| Oracle | |
| Automatic work order creation | Scheduling maintenance is very complicated Equipment addition to the CMMS is convoluted Standardization complicates addition of custom features Maintenance plan is hard to program |
| General |
|
| Equipment Information |
|
| Work Order Information |
|
| KPIs |
|
| Scheduling |
|
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Robatto Simard, S.; Gamache, M.; Doyon-Poulin, P. Current Practices for Preventive Maintenance and Expectations for Predictive Maintenance in East-Canadian Mines. Mining 2023, 3, 26-53. https://doi.org/10.3390/mining3010002
Robatto Simard S, Gamache M, Doyon-Poulin P. Current Practices for Preventive Maintenance and Expectations for Predictive Maintenance in East-Canadian Mines. Mining. 2023; 3(1):26-53. https://doi.org/10.3390/mining3010002
Chicago/Turabian StyleRobatto Simard, Simon, Michel Gamache, and Philippe Doyon-Poulin. 2023. "Current Practices for Preventive Maintenance and Expectations for Predictive Maintenance in East-Canadian Mines" Mining 3, no. 1: 26-53. https://doi.org/10.3390/mining3010002