
High-Strength Concrete Using Ash and Slag Cements †


Abstract
:1. Introduction
2. Materials and Methods
- fly ash: (SiO2 + Al2O3 + Fe2O3)—85.8%, SO3—2.3%, CaOfree—2.8%, MgO—2%, Na2O + K2O—1.2%, LOI—5.1%;
- blast furnace slag: SiO2—39.5%, Al2O3—6.4%, Fe2O3—0.2%, CaO—47.2%, MgO—3.1%, MnO—1.1%, SO3—1.7%.
3. Results and Discussion
- PFM1—PG + Sika VC 225;
- PFM2—PG + SP-1.
Numerical Example
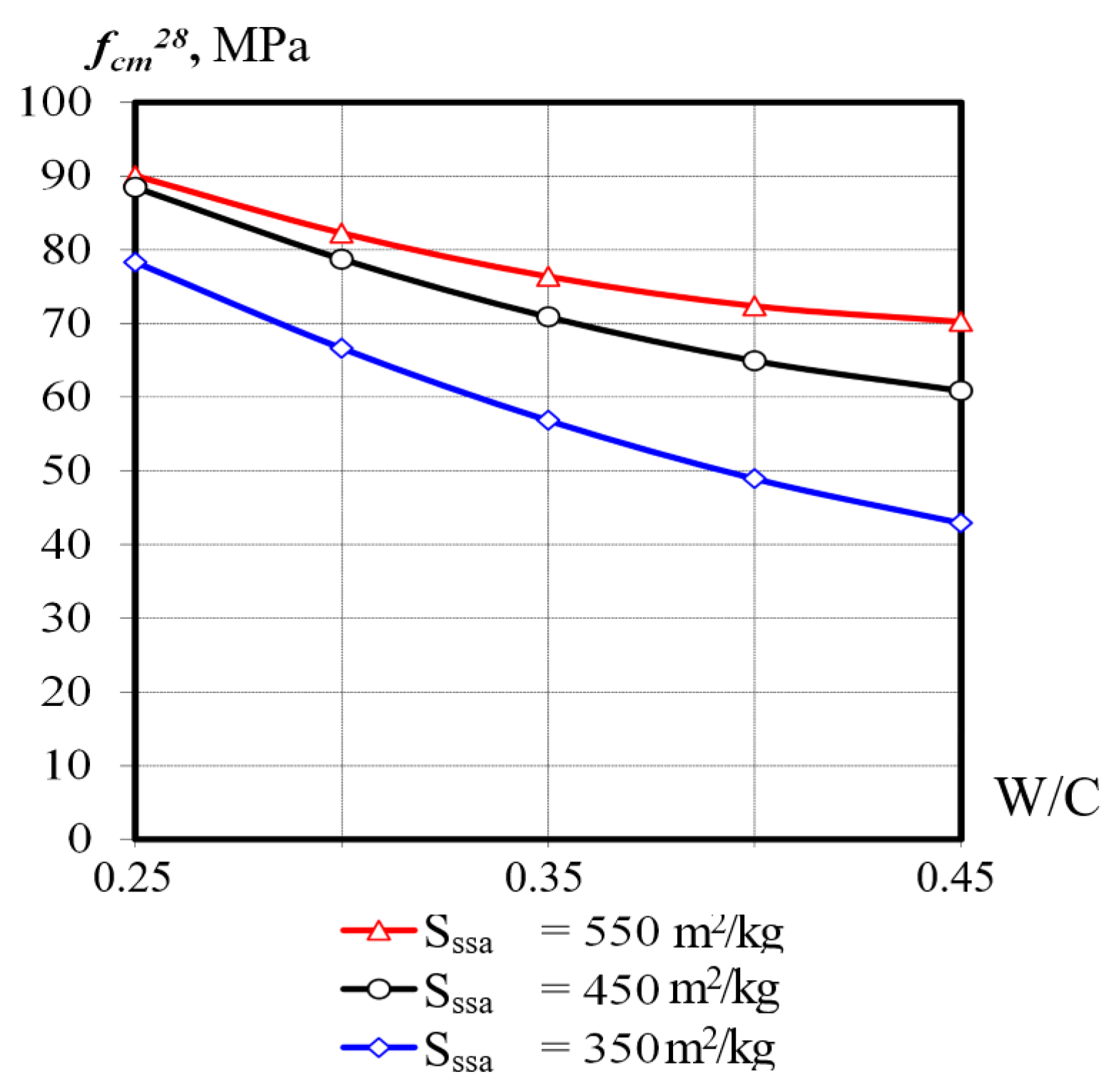
- Let us find the required average strength of concrete class C 40/50, determined on sample cubes with a variation coefficient of 13.5% [1].fc28 = 50: 0.778 = 64.3 MPa
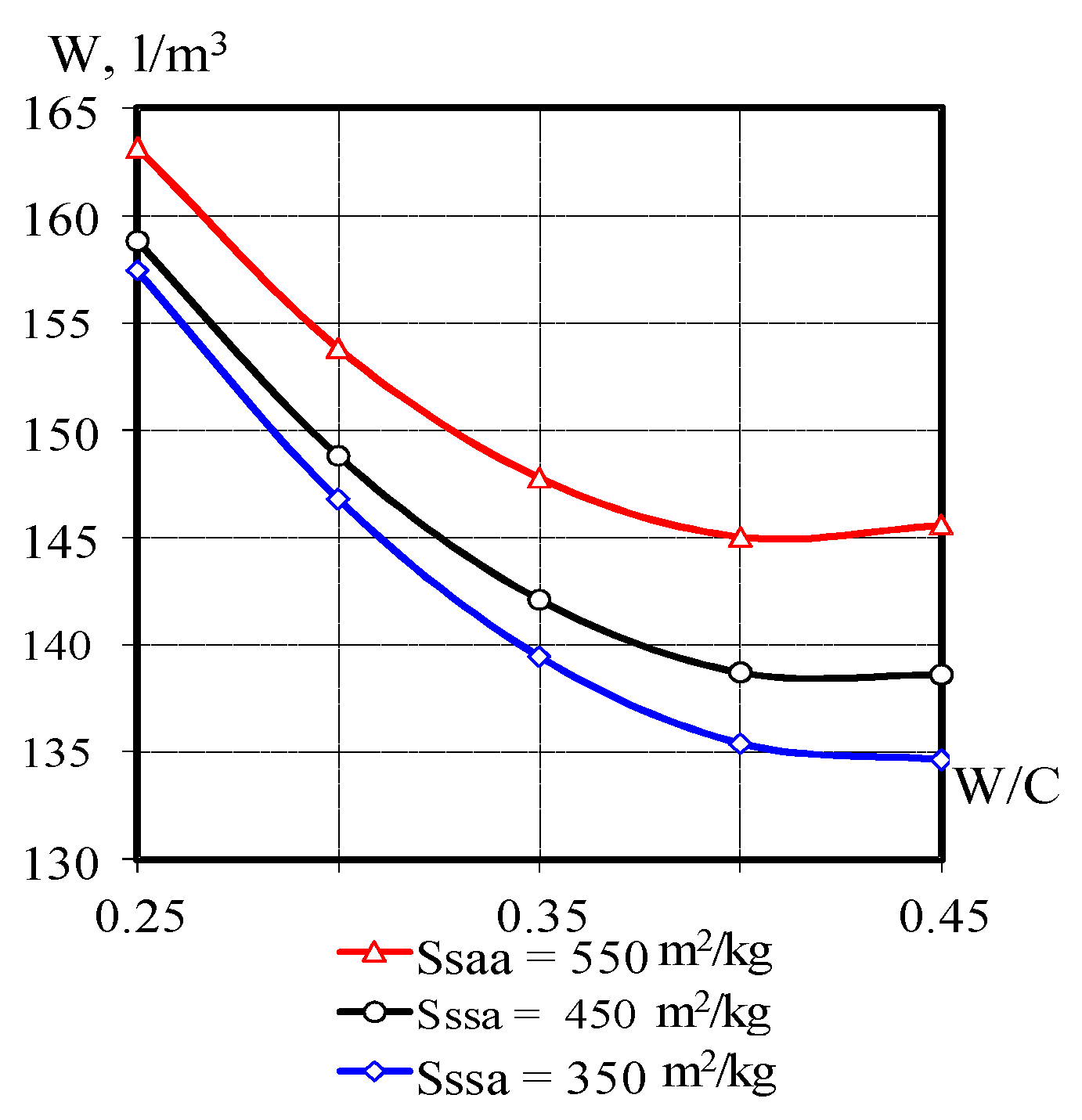
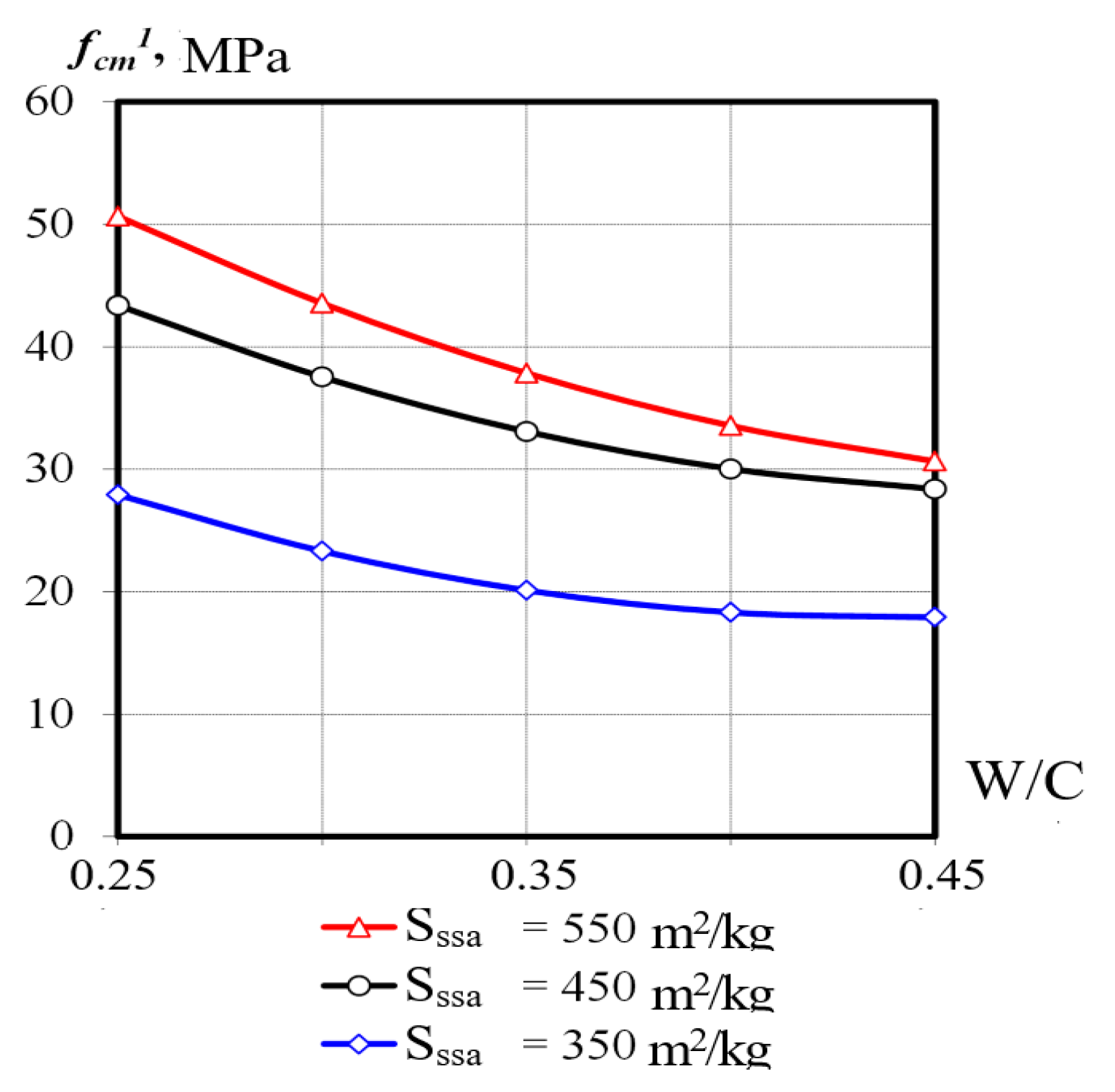
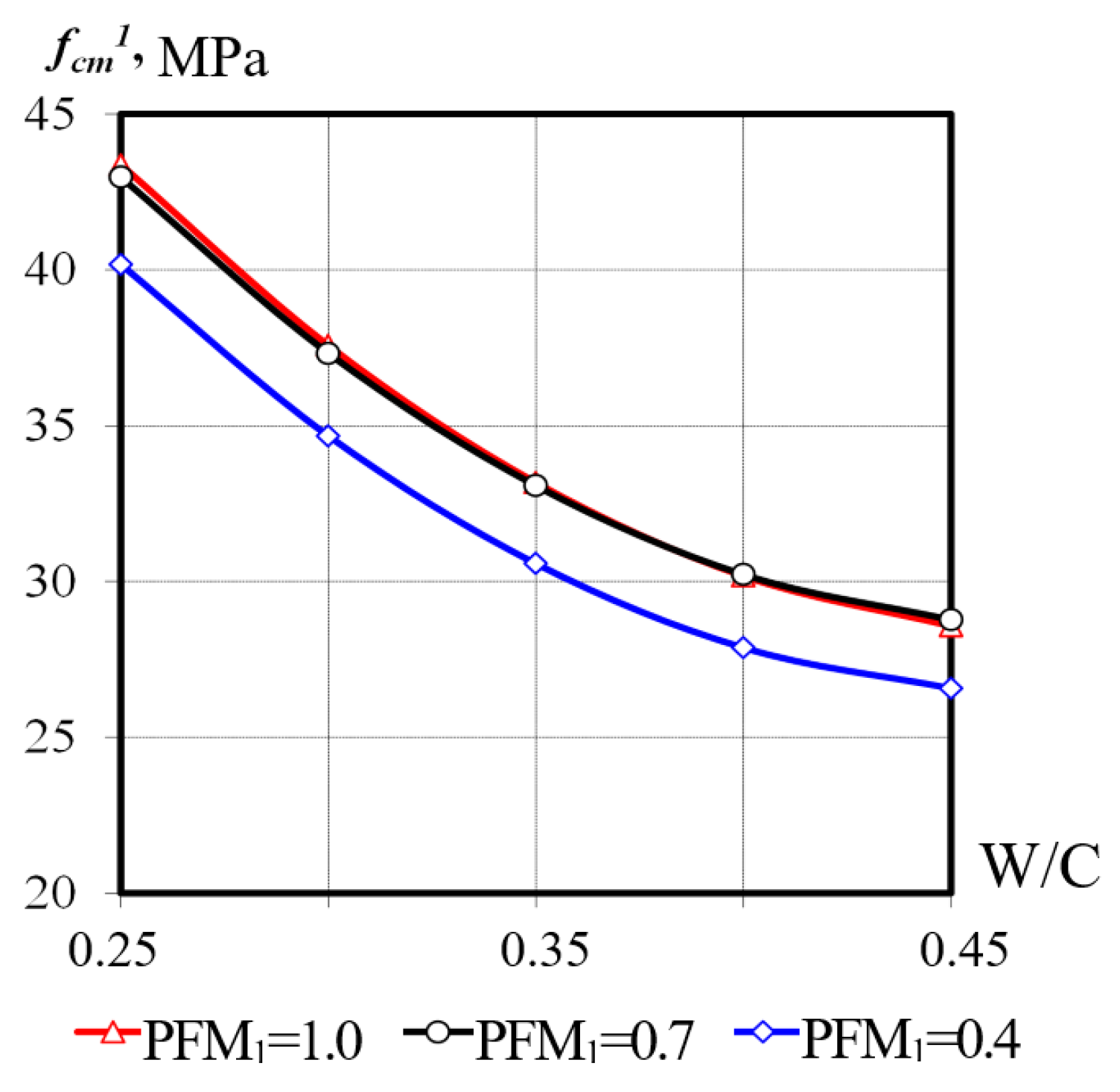
- With the consumption of the additive PFM1 = 0.7% (X1 = 0) and the specific surface area of the CC Sssa = 350 m2/kg (X2 = −1), calculate the necessary W/C from model (4).W/C = 0.311With W/C = 0.311 (X3 = −0.39), Sssa = 350 m2/kg (X2 = −1), as well as the slump Sl = 13 cm(X4 = 0), the concrete at one-day strength from model (3) is 22.4 MPa, which exceeds30% fc28. Thus, for further calculations, we accept W/C = 0.311.
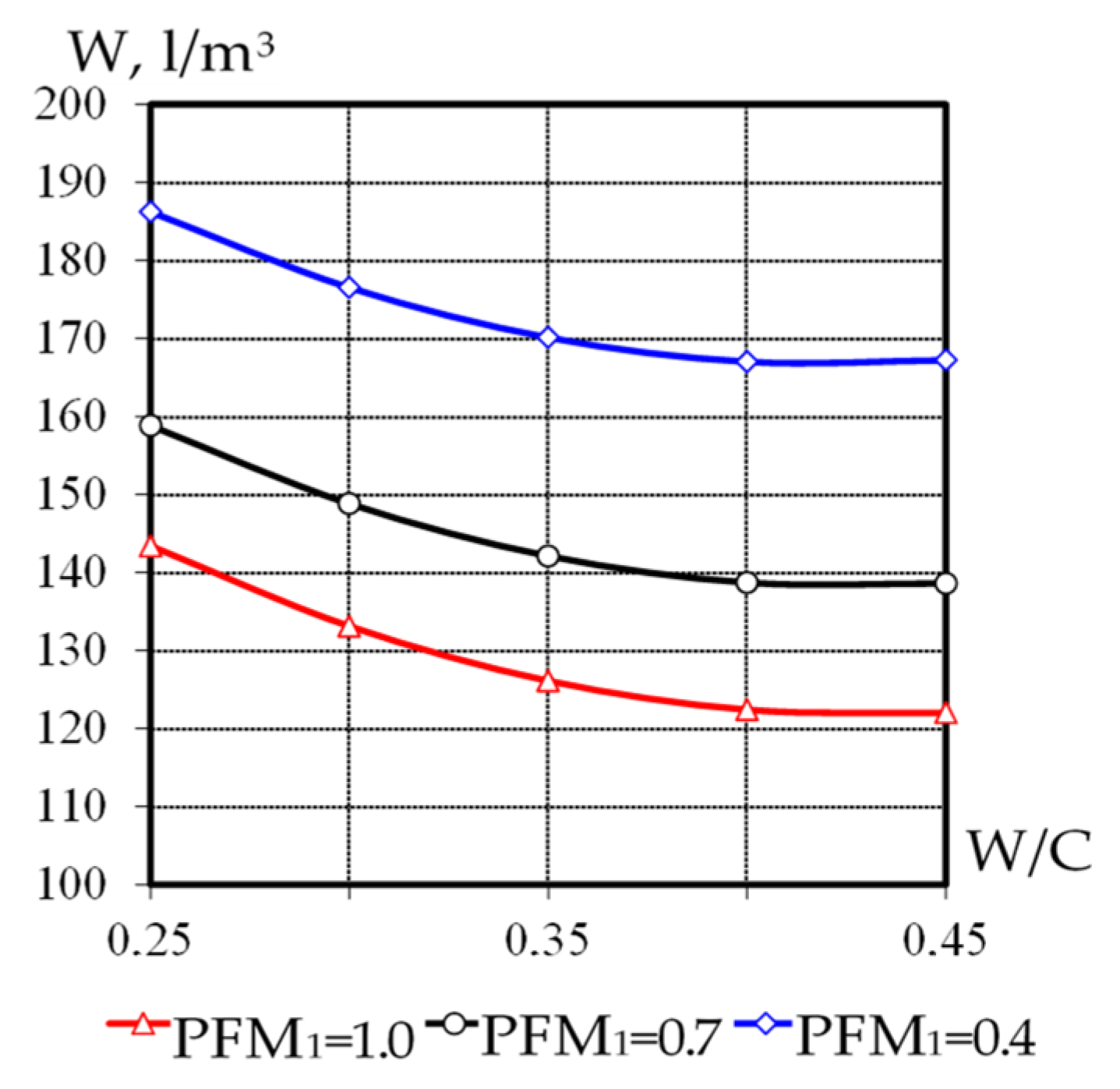
- By model (2), when X1 = 0, X2 = −1, X3 = −0.39, X4 = 0, we will find the concrete mixture water demand: W = 145 L/m3
- Cement Consumption:kg/m3
4. Conclusions
- The rational ratio of fly ash and blast-furnace granulated slag in the composition of the composite additive provides its increased pozzolanic activity, which increases significantly with an increase in the cement-specific surface area.
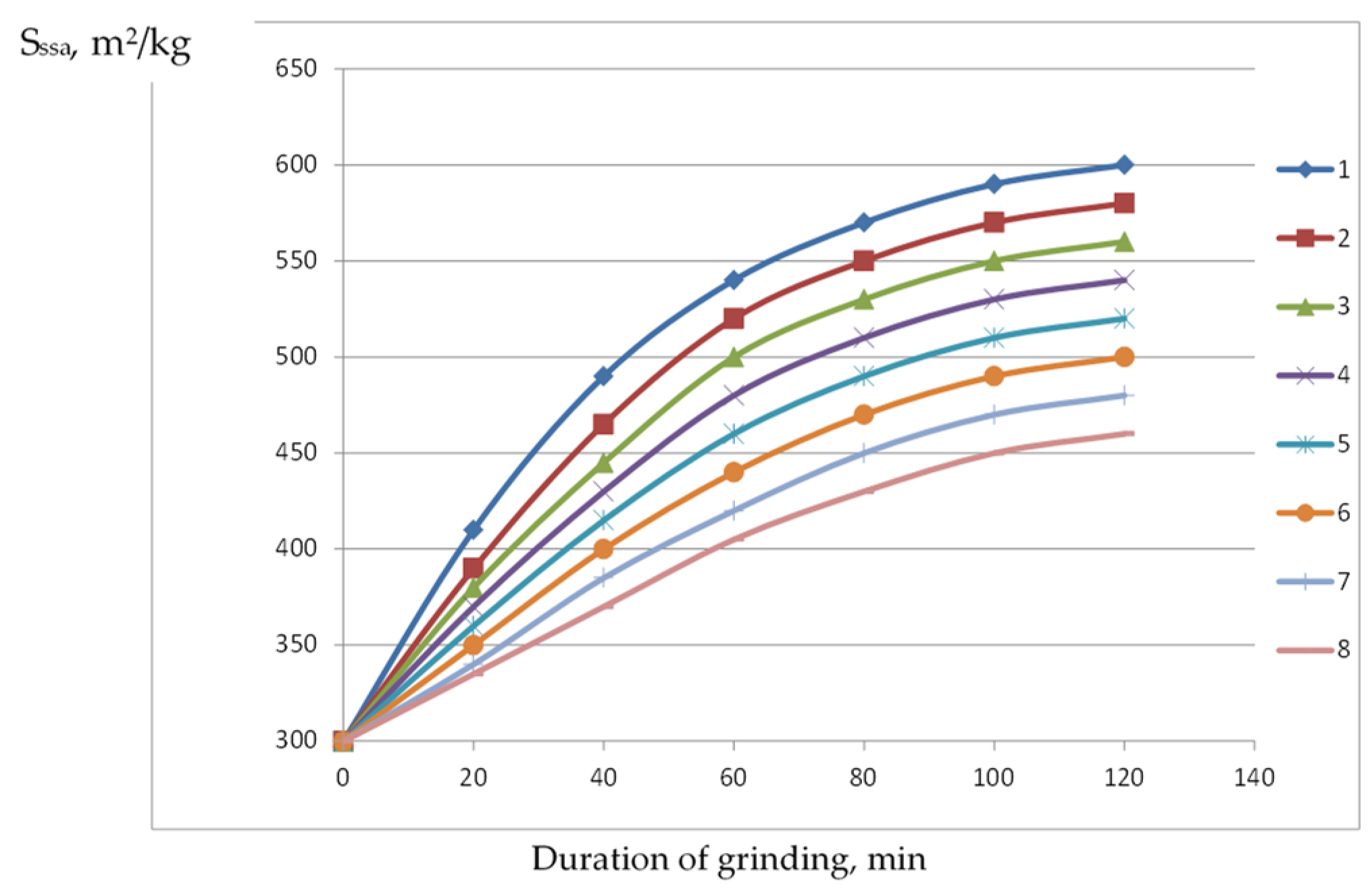
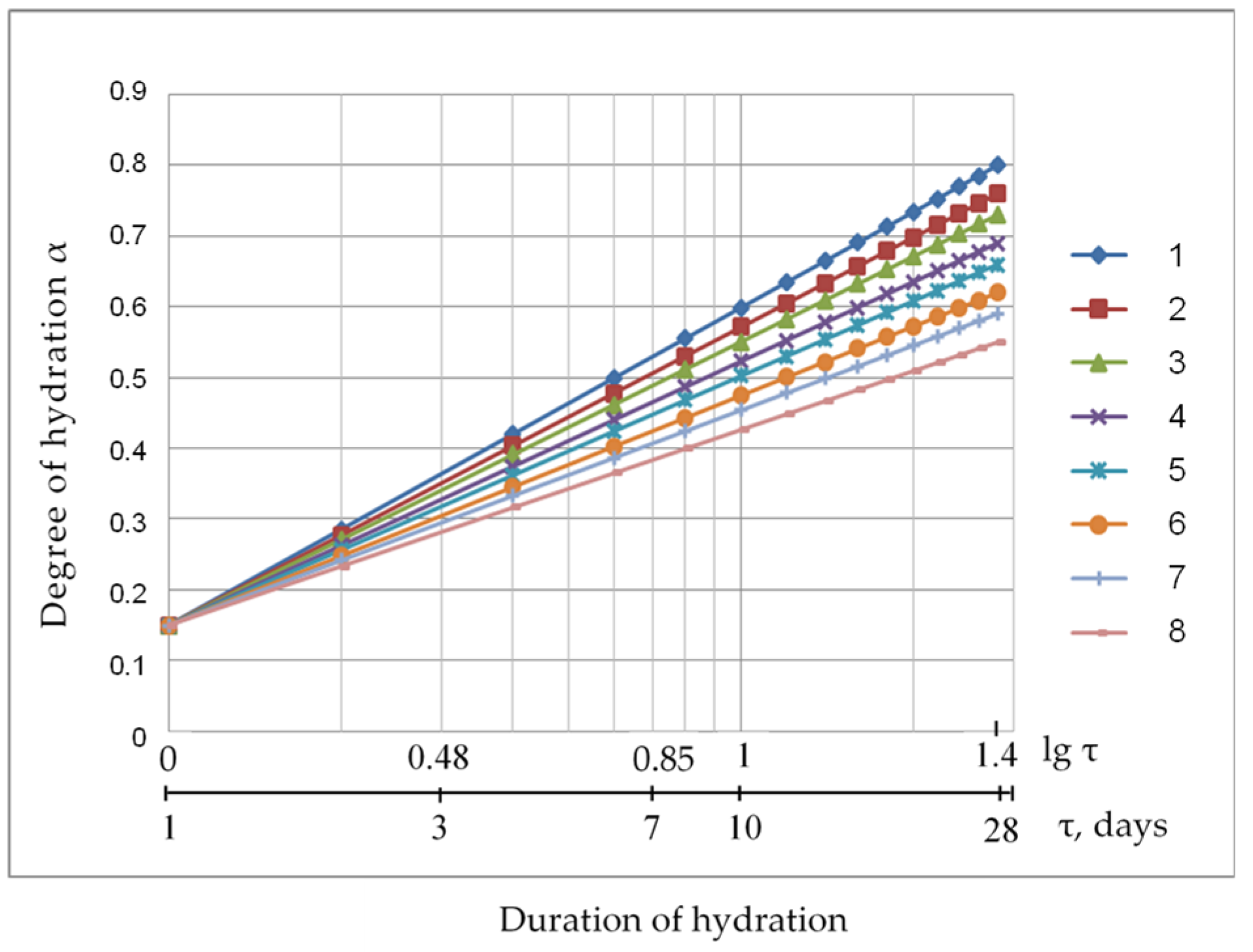
- The joint addition of propylene glycol and superplasticizers into the composite cement during its grinding ensures that its specific surface is achieved without a significant increase in the duration of grinding and, as a result, a significant increase in the degree of hydration and strength, especially in the early stages of hardening.
- Using mathematical planning, experimentally obtained experimental-statistical models of water demand, 1 daily and 28 daily strength of concrete on composite cement containing a polyfunctional modifier, including a polycarboxylate superplasticizer and a grinding intensifier. The models made it possible to quantify the influence of the main factors of concrete compositions and their interaction, as well as to design compositions of high-strength concretes with given values of workability and strength.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dvorkin, L.I. Concrete Science (In 2 Volumes); Infra-Engineering: Moscow, Russia, 2021; 1300p. (In Russian) [Google Scholar]
- Amin, M.; Abu El-Hassan, K. Effect of using different types of nano materials on mechanical properties of high strength concrete. Constr. Build. Mater. 2015, 80, 116–124. [Google Scholar] [CrossRef]
- Pu, X. Super-High-Strength High Performance Concrete; CRC Press: Boca Raton, FL, USA, 2012; 276p. [Google Scholar]
- Kodeboyina, G.B. High Performance Self Consolidating Cementitious Composites; CRC Press: Boca Raton, FL, USA, 2018; 433p. [Google Scholar]
- Caldarone, M.A. High-Strength Concrete: A Practical Guide; CRC Press: Boca Raton, FL, USA, 2008; 272p. [Google Scholar]
- Papayianni, I.; Anastasiou, E. Production of high-strength concrete using high volume of industrial by-products. Constr. Build. Mater. 2010, 24, 1412–1417. [Google Scholar] [CrossRef]
- Bazhenov, Y. Modified High Quality Concrete; Association of Civil Engineering Education: Moscow, Russia, 2006; 368p. (In Russian) [Google Scholar]
- Kalashnikov, V.; Tarakanov, O.; Kusnetsov, Y.; Volodin, V.; Belyakov, E. Next generation concrete on the basis of fine grained dry powder mixes. Mag. Civ. Eng. 2012, 8, 47–53. [Google Scholar] [CrossRef]
- Kalashnikov, V.I.; Valiyev, D.M.; Gutseva, Y.V.; Volodin, V.M. Vysokoprochnyye poroshkovo-aktivirovannyye proparivayemyye betony novogo pokoleniya. Iz-vo Vysshikh Uchebnykh Zavedeniy 2011, 5, 14–19. (In Russian) [Google Scholar]
- Dvorkin, L.; Zhitkovsky, V.; Sitarz, M.; Hager, I. Cement with Fly Ash and Metakaolin Blend—Drive towards a More Sustainable Construction. Energies 2022, 15, 3556. [Google Scholar] [CrossRef]
- Svatovskaya, L.B.; Sychev, M.M. Activated Hardening of Cements [Aktivirovannoye Tverdeniye Tsementov]; Stroyizdat: Moscow, Russia, 1983; 160p. (In Russian) [Google Scholar]
- Gibbs, D. Thermodynamic Works [Termodinamicheskiye Raboty]; Gostekhizdat: Moscow, Russia, 1950; 492p. (In Russian) [Google Scholar]
- Siddique, R. Utilization of silica fume in concrete: Review of hardened properties. Resour. Conserv. Recycl. 2011, 55, 921–932. [Google Scholar] [CrossRef]
- Khan, M.; Rehman, A.; Ali, M. Efficiency of silica-fume content in plain and natural fiber reinforced concrete for concrete road. Constr. Build. Mater. 2020, 244, 118382. [Google Scholar] [CrossRef]
- Gonen, T.; Vazicioglu, S. The influence of mineral admixtures on the short and long-term performance of Concrete. Build. Environ. 2007, 42, 3080–3085. [Google Scholar] [CrossRef]
- Dvorkin, L.I.; Dvorkin, O.L.; Ribakov, Y. Construction Materials Based on Industrial Waste Products; Nova Science Publishers: Hauppauge, NY, USA, 2016; 242p. [Google Scholar]
- Batrakov, V.G. Modified Concretes. Theory and Practice. [Modifitsirovannyye Betony. Teoriya i Praktika]; Stroyizdat: Moscow, Russia, 1998; 768p. (In Russian) [Google Scholar]
- Dvorkin, L.I.; Dvorkin, O.L.; Garnitskiy, Y.u.V.; Chorna, I.V.; Marchuk, V.V. High-Strength Concretes on Low-Water-Consumption Cements Using Dusty Industrial Waste. [Visokomitsni betoni na tsementakh nizkoї vodopotrebi z vikoristannyam pilovidnikh vidkhodiv promislovosti]; Budivelni Materiali, Virobi ta Sanitarna Tekhnika: Kiїv, Ukraine, 2012; pp. 73–81. (In Ukrainian) [Google Scholar]
- Donatello, S.; Tyrer, M.; Cheeseman, C. Comparison of test methods to assess pozzolanic activity. Cem. Concr. Compos. 2010, 32, 121–127. [Google Scholar] [CrossRef]
- EN 196–5:2011; Methods of Testing Cement. Pozzolanicity Test for Pozzolanic Cement. NSAI: Nashua, NH, USA, 2011.
- ISO 13317-1:2001; Determination of Particle Size Distribution by Gravitational Liquid Sedimentation Methods. ISO: Geneva, Switzerland, 2001; 17p.
- Liao, W.; Sun, X.; Kumar, A.; Sun, H.; Ma, H. Hydration of Binary Portland Cement Blends Containing Silica Fume: A Decoupling Method to Estimate Degrees of Hydration and Pozzolanic Reaction. Front. Mater. 2019, 6, 78. [Google Scholar] [CrossRef]
- EN 196-1; Methods of Testing Cement–Part 1: Determination of Strength. CEN: Brussels, Belgium, 2005; 12p.
- Montgomery, D.C. Design and Analysis of Experiments, 5th ed.; Wiley: Hoboken, NJ, USA, 2000; 688p. [Google Scholar]
- Box, G.E.P.; Hunter, J.S.; Hunter, W.G. Statistics for Experimenters: Design, Discovery, and Innovation, 2nd ed.; Wiley: Hoboken, NY, USA, 2005; 672p. [Google Scholar]
- Dvorkin, L.; Dvorkin, O.; Ribakov, Y. Mathematical Experiments Planning in Concrete Technology; Nova Science Publishers: Hauppauge, NY, USA, 2012; 175p. [Google Scholar]
- EN 12390-1:2021; Testing Hardened Concrete-Part 1: Shape, Dimensions and Other Requirements for Specimens and Moulds. CEN: Brussels, Belgium, 2021; 12p.
- Spiratos, N.; Page, M.; Mailvaganam, N.; Malhotra, V.; Jolicoeur, C. Superplasticizers for Concrete: Fundamentals, Technology and Practice; Supplementary Cementing Materials for Sustainable Development Inc.: Amsterdam, The Netherlands, 2017; 322p. [Google Scholar]
- Locher, F.W. Cement: Principle of Production and Use; Verlag Bau + Technic.: Nordrhein-Westfalen, Germany, 2006; 534p. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Sssa, m2/kg | Absorption of CaO mg/g | ||
|---|---|---|---|---|
| 7 Days | 28 Days | 60 Days | ||
| Fly ash | 350 | 15 | 52 | 78 |
| Fly ash | 450 | 18 | 65 | 97 |
| Fly ash | 550 | 25 | 90 | 135 |
| Fly ash + slag (1:1) | 350 | 20 | 70 | 83 |
| Fly ash + slag (2:1) | 350 | 17 | 63 | 81 |
| Fly ash + slag (1:1) | 450 | 21 | 83 | 105 |
| Fly ash + slag (2:1) | 450 | 19 | 73 | 101 |
| No. | Additives | Content of Fractions, % | ||||
|---|---|---|---|---|---|---|
| <10 µm | 10–20 µm | 20–40 µm | 40–60 µm | >60 µm | ||
| 1 | PG—0.04%, Sika VC 225—0.5%; | 35.5 | 33.1 | 15.5 | 12.4 | 3.3 |
| 2 | PG—0.04% | 31.2 | 36.4 | 14.2 | 14.6 | 3.6 |
| 3 | PG—0.02%, Sika VC 225—0.5%; | 28.2 | 36.1 | 16.7 | 15.1 | 3.9 |
| 4 | PG—0.02 % | 26.5 | 33.7 | 18.4 | 17.2 | 4.2 |
| 5 | PG—0.04%, SP-1—0.5% | 29.8 | 35.5 | 14.3 | 15.8 | 4.6 |
| 6 | SP-1—0.5% | 22.8 | 35.1 | 19.6 | 17.3 | 5.4 |
| 7 | Sika VC 225—0.5% | 17.4 | 36.6 | 21.8 | 17.5 | 6.7 |
| 8 | Without additives | 15.6 | 35.5 | 22.5 | 18.2 | 8.2 |
| No. | Specific Surface Area Sssa, m2/kg | Additive PFM, % | Normal Consistency, % | Compressive/Bending Strength, MPa in Age, Days | |||
|---|---|---|---|---|---|---|---|
| 1 | 3 | 7 | 28 | ||||
| 1 | 350 | without additives | 27.8 | 15.5/2.5 | 22.4/3.2 | 31.6/4.1 | 41.5/5.8 |
| 2 | 450 | –//– | 28.3 | 19.3/3.1 | 25.5/3.6 | 39.7/4.8 | 52.3/6.2 |
| 3 | 450 | PFM1 (PG—0.04%, Sika VC 225—0.5%) | 18.5 | 24.7/4.1 | 32.3/4.8 | 45.8/5.6 | 61.5/6.7 |
| 4 | 550 | –//– | 19.7 | 30.3/4.3 | 39.6/4.9 | 50.6/6.1 | 71.8/7.5 |
| 5 | 450 | PFM2 (PG—0.04%, SP-1-0.5%) | 21.5 | 21.8/3.6 | 28.3/4.1 | 37.4/4.6 | 57.8/6.8 |
| 6 | 550 | –//– | 22.8 | 25.2/3.9 | 31.3/4.2 | 41.2/5.6 | 61.3/7.2 |
| No. | Factors | Levels of Variation | Interval | |||
|---|---|---|---|---|---|---|
| Natural | Coded | –1 | 0 | +1 | ||
| 1 | The content of PFM1 additive in CC, % | X1 | 0.4 | 0.7 | 1.0 | 0.3 |
| 2 | Specific surface area of CC, Sssa, m2/kg | X2 | 350 | 450 | 550 | 100 |
| 3 | Water-cement ratio, W/C | X3 | 0.25 | 0.35 | 0.45 | 0.1 |
| 4 | Slump, Sl, cm | X4 | 2 | 13 | 24 | 11 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dvorkin, L.; Zhitkovsky, V.; Marchuk, V.; Makarenko, R. High-Strength Concrete Using Ash and Slag Cements. Mater. Proc. 2023, 13, 16. https://doi.org/10.3390/materproc2023013016
Dvorkin L, Zhitkovsky V, Marchuk V, Makarenko R. High-Strength Concrete Using Ash and Slag Cements. Materials Proceedings. 2023; 13(1):16. https://doi.org/10.3390/materproc2023013016
Chicago/Turabian StyleDvorkin, Leonid, Vadim Zhitkovsky, Vitaliy Marchuk, and Ruslan Makarenko. 2023. "High-Strength Concrete Using Ash and Slag Cements" Materials Proceedings 13, no. 1: 16. https://doi.org/10.3390/materproc2023013016