
Treated Waste Tire Using Cement Coating as Coarse Aggregate in the Production of Sustainable Green Concrete

 ,
,  ,
, 
 , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
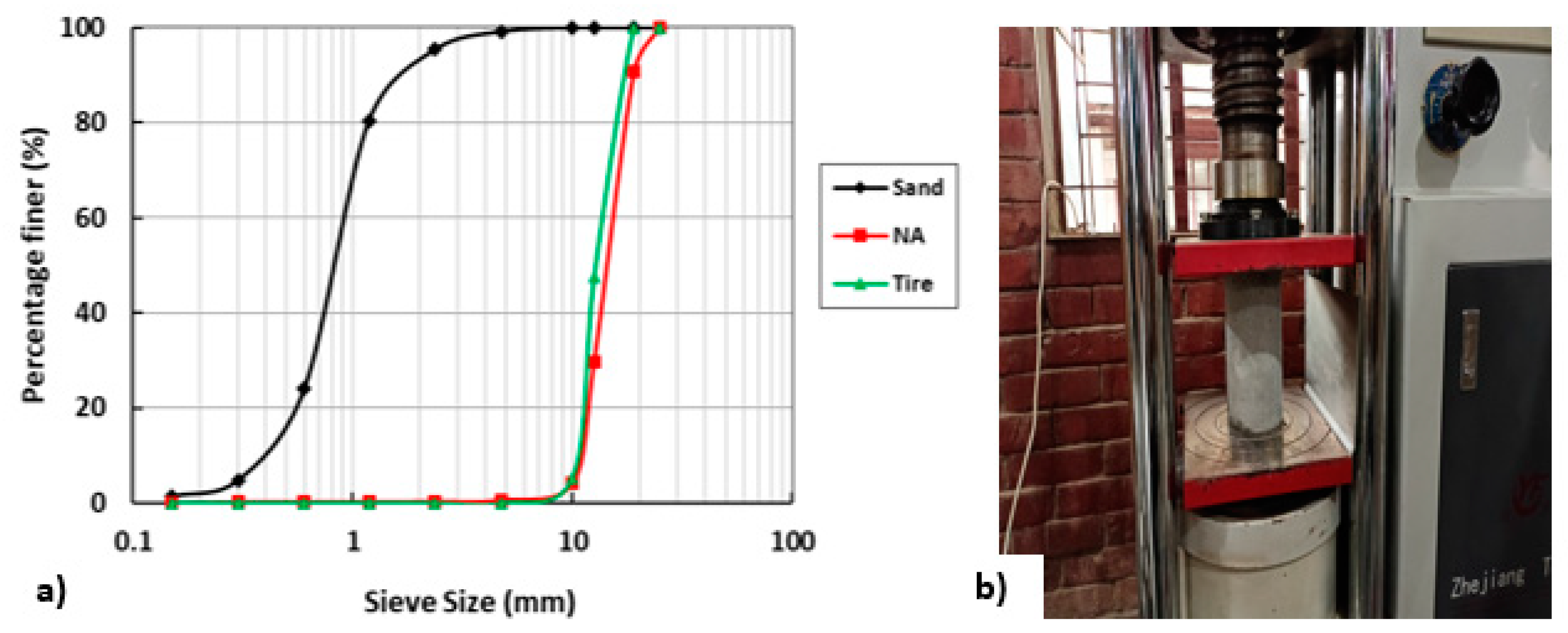
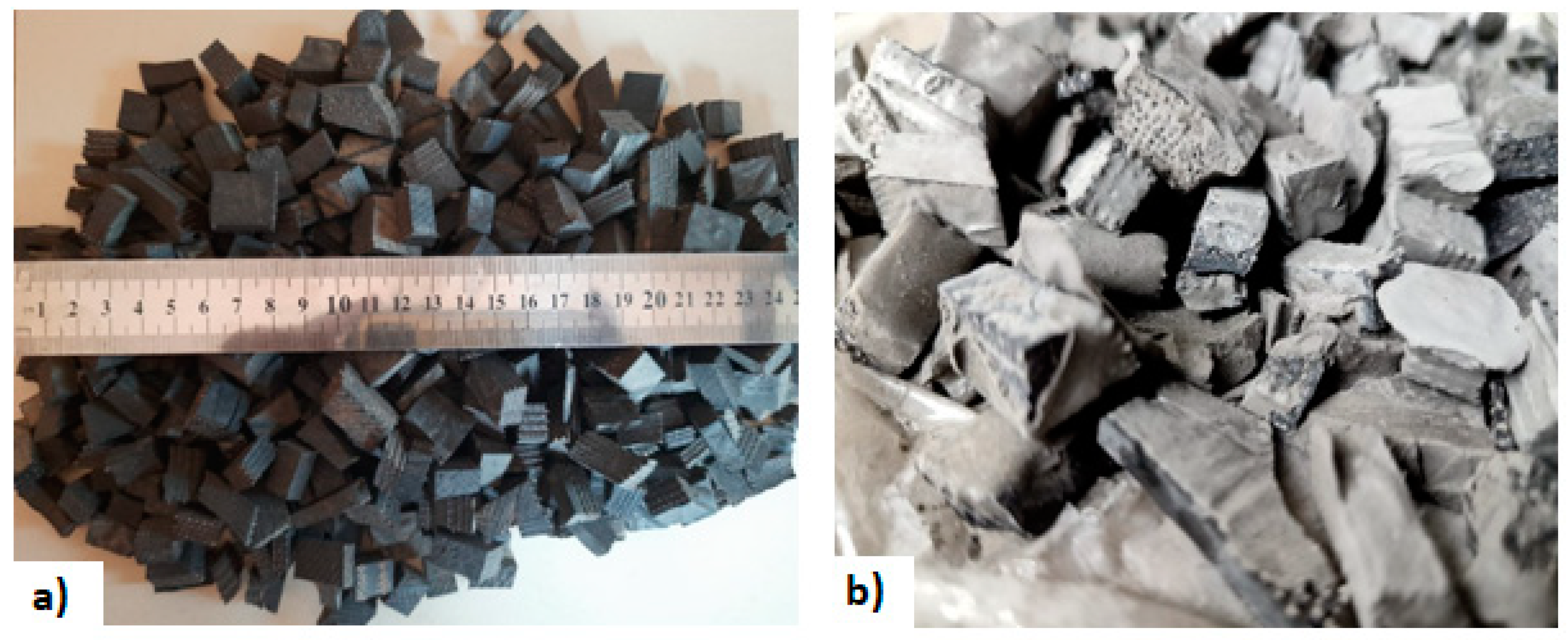
2.1. Materials
2.2. Sample Preparation and Testing
3. Results and Discussion
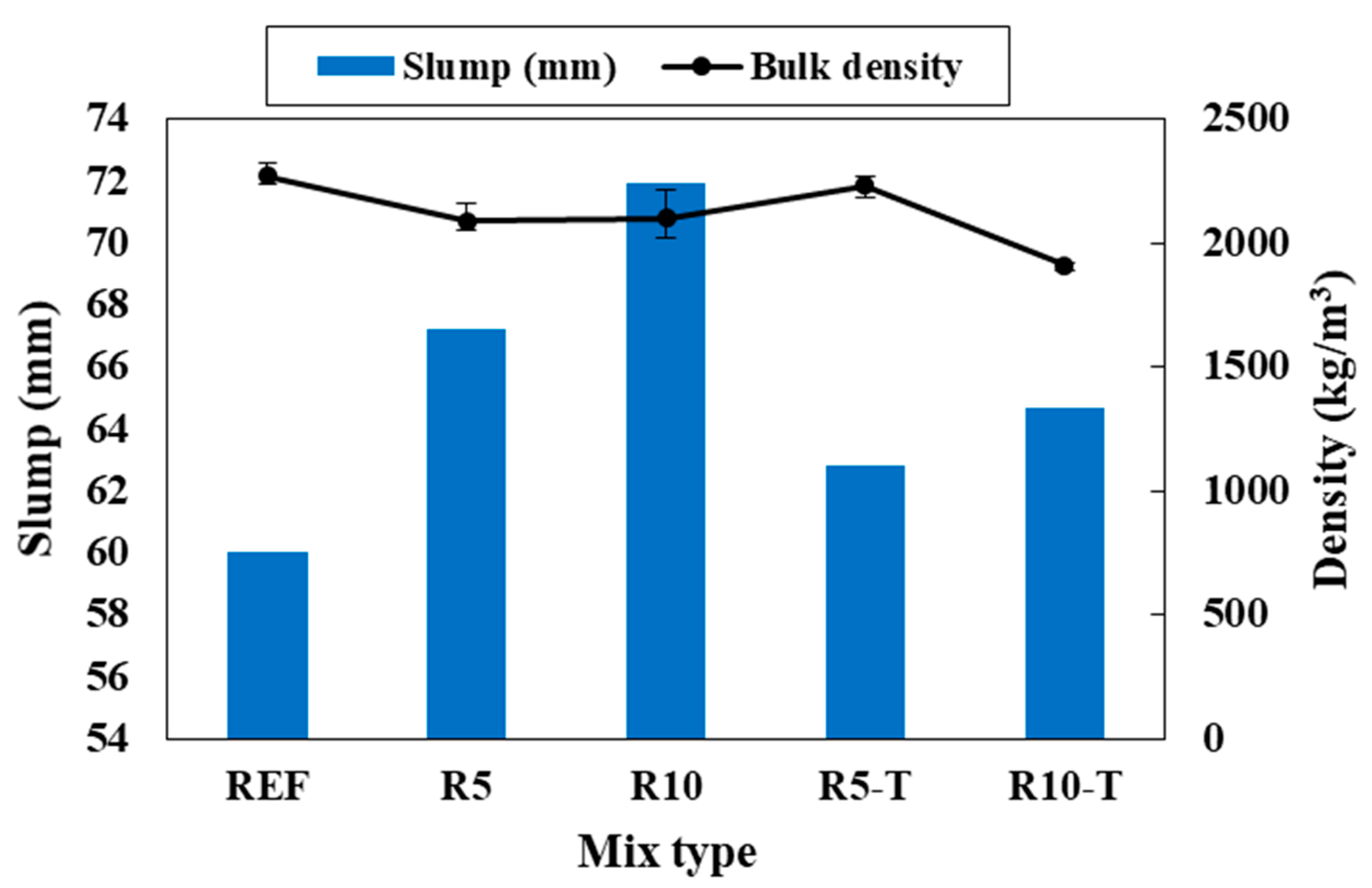
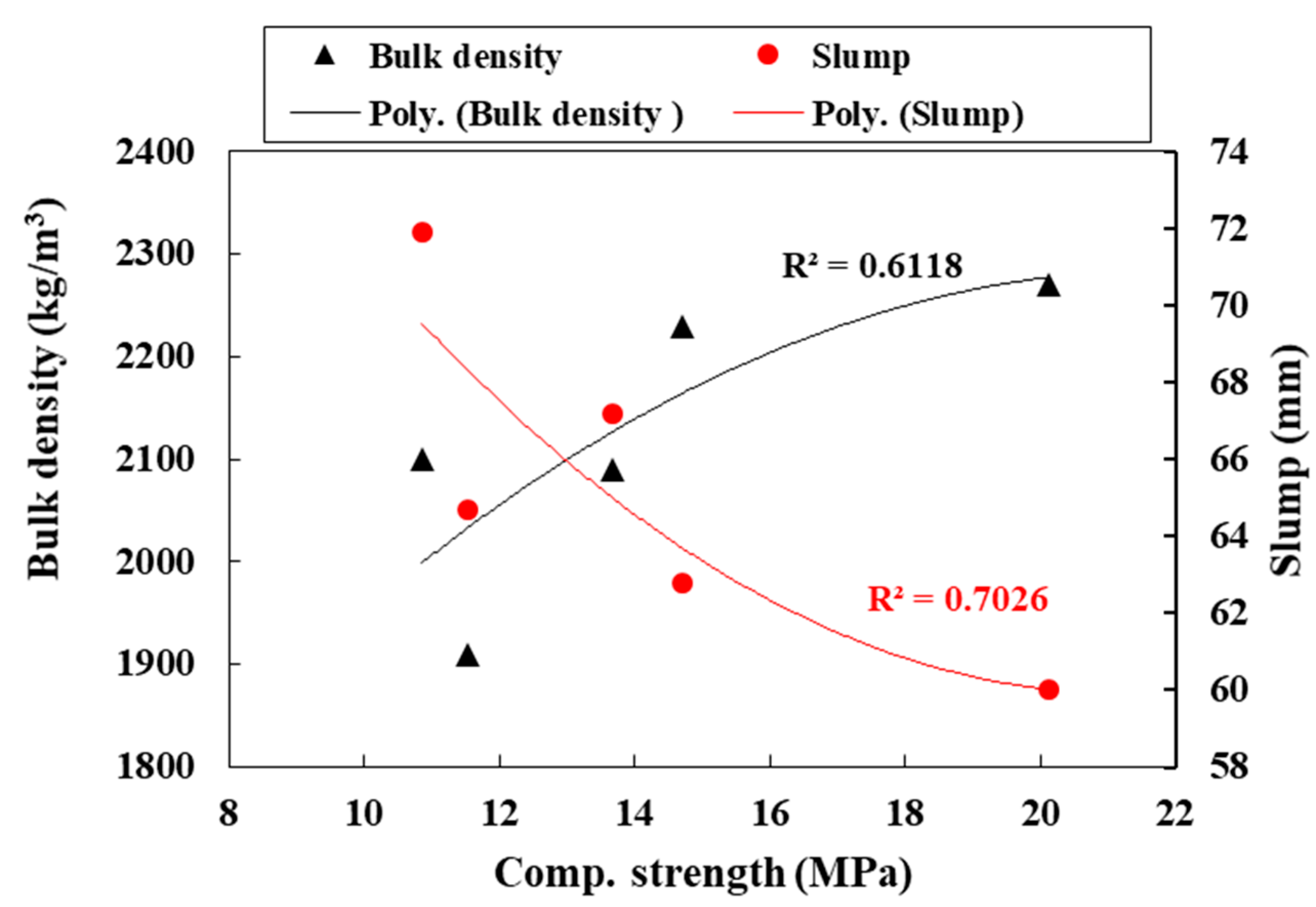
3.1. Slump and Dry Density
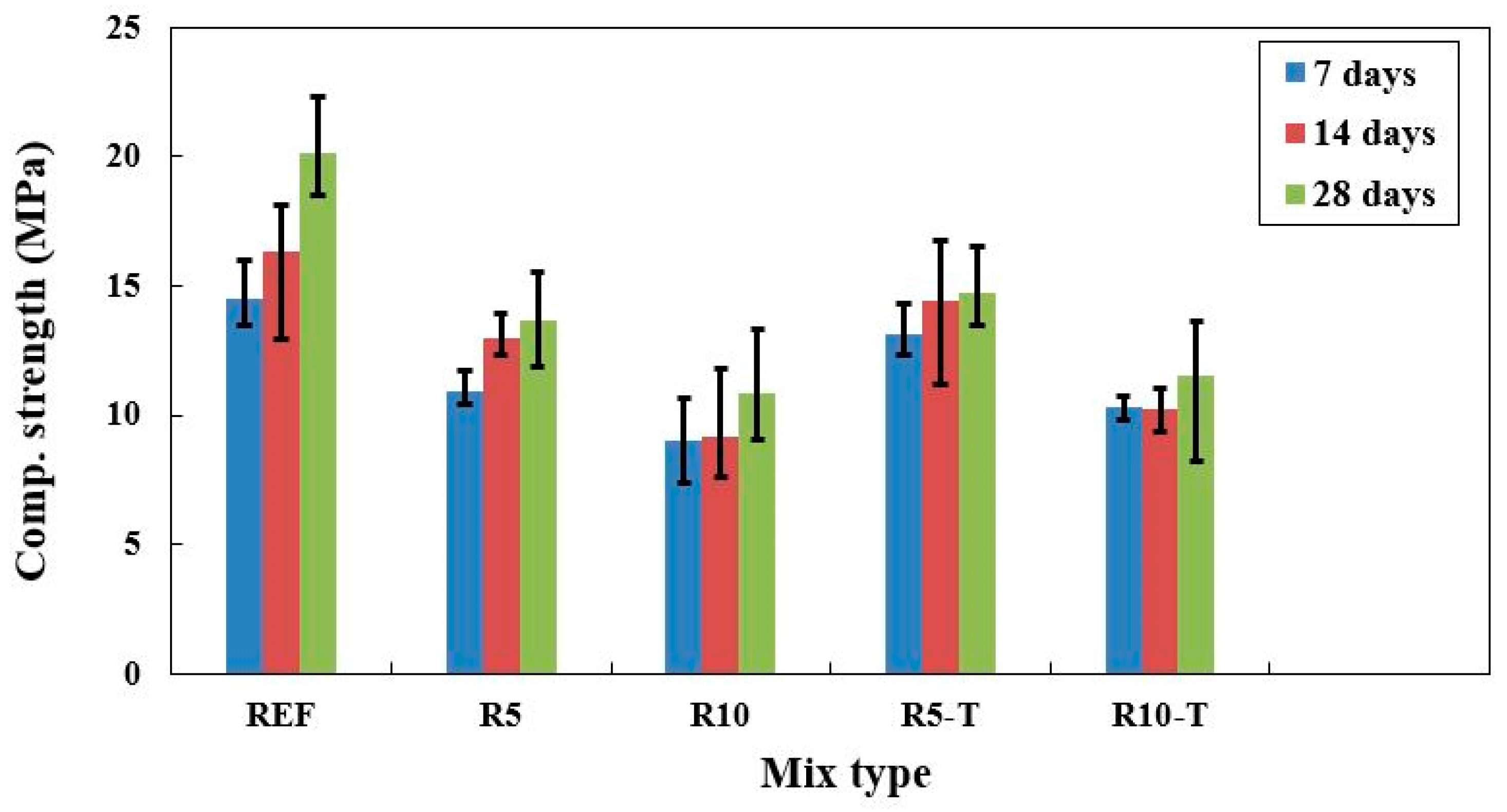
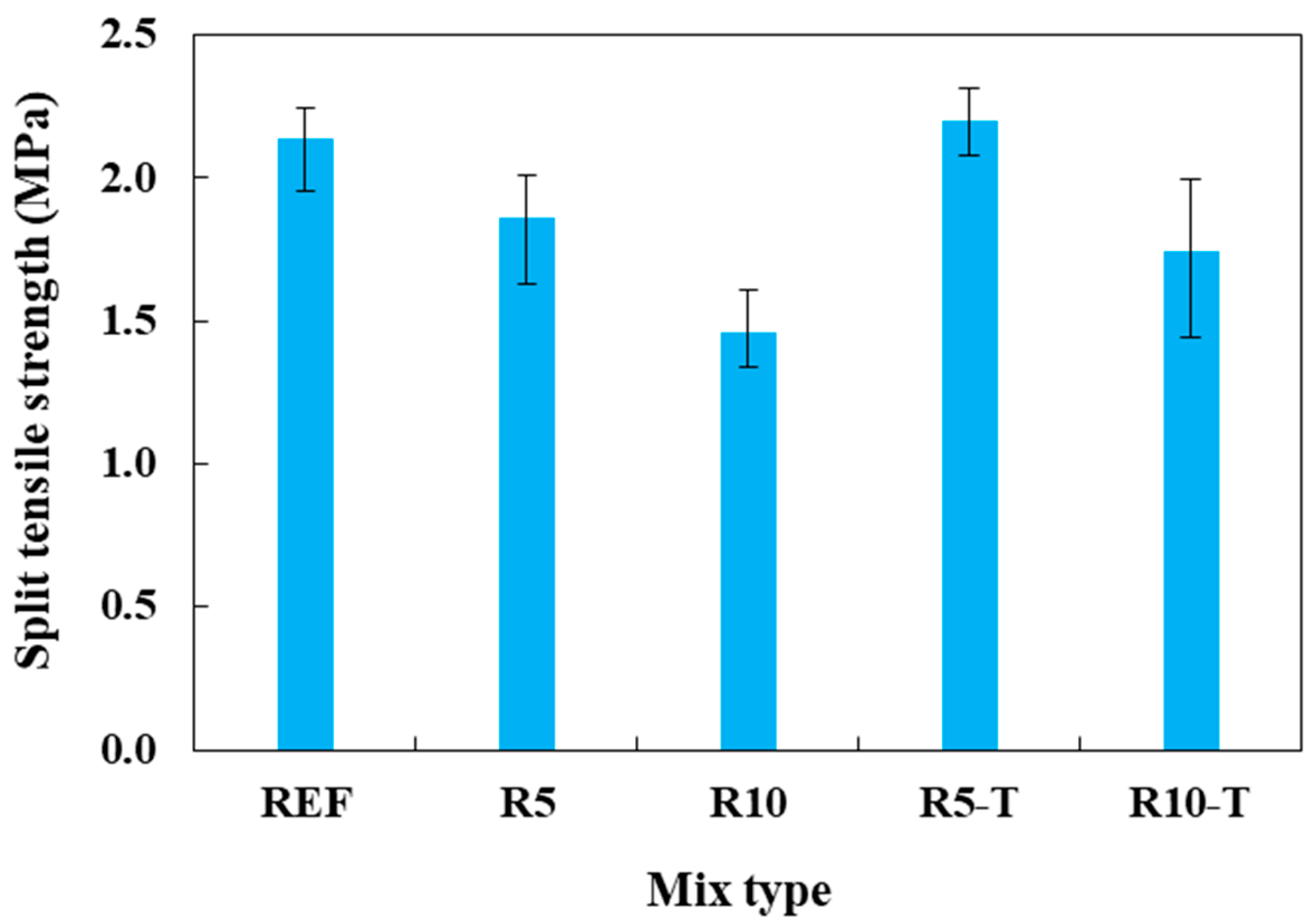
3.2. Compressive and Split Tensile Strength of Tire Concrete
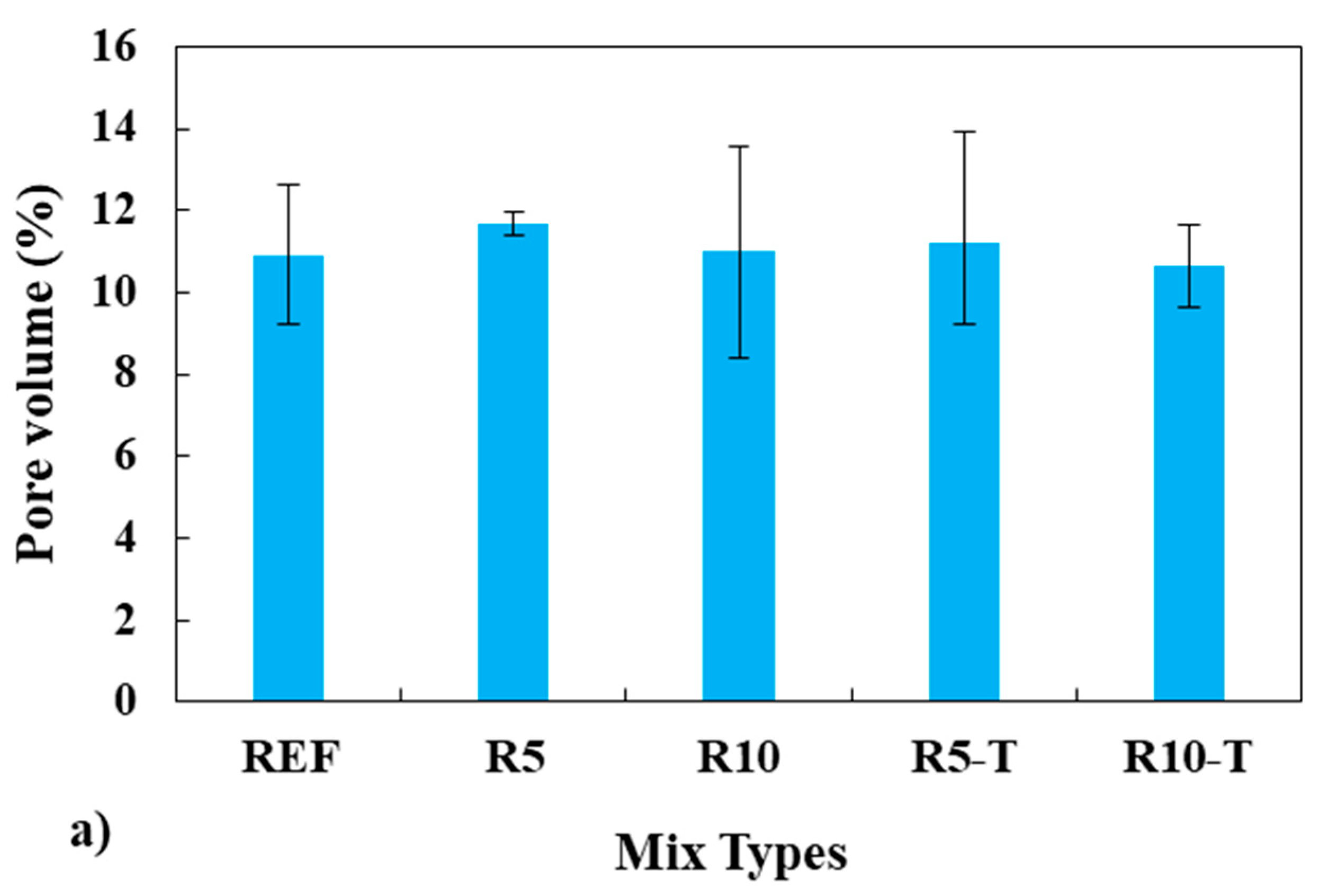
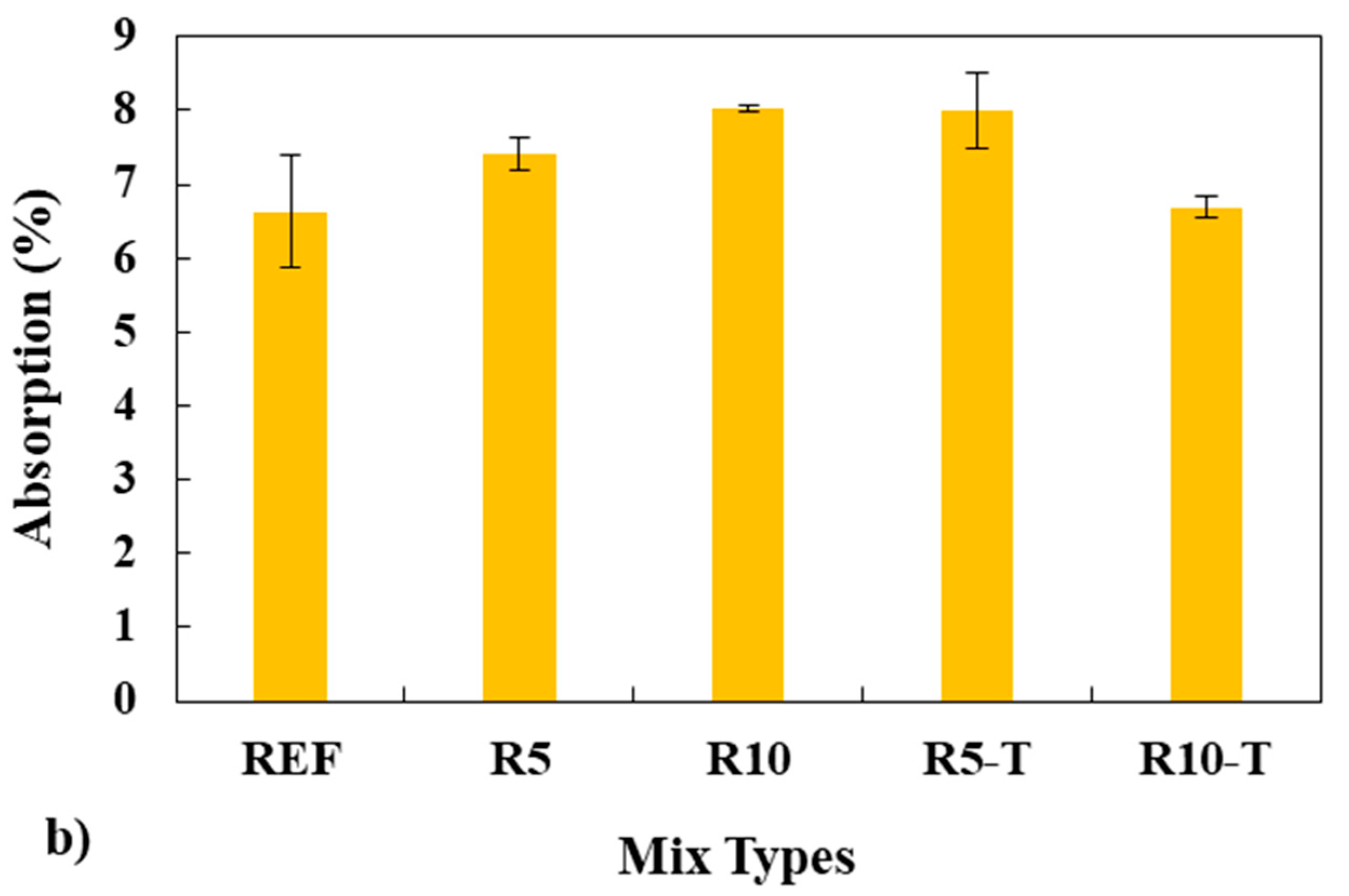
3.3. Water Absorption and Pores in Tire Concrete
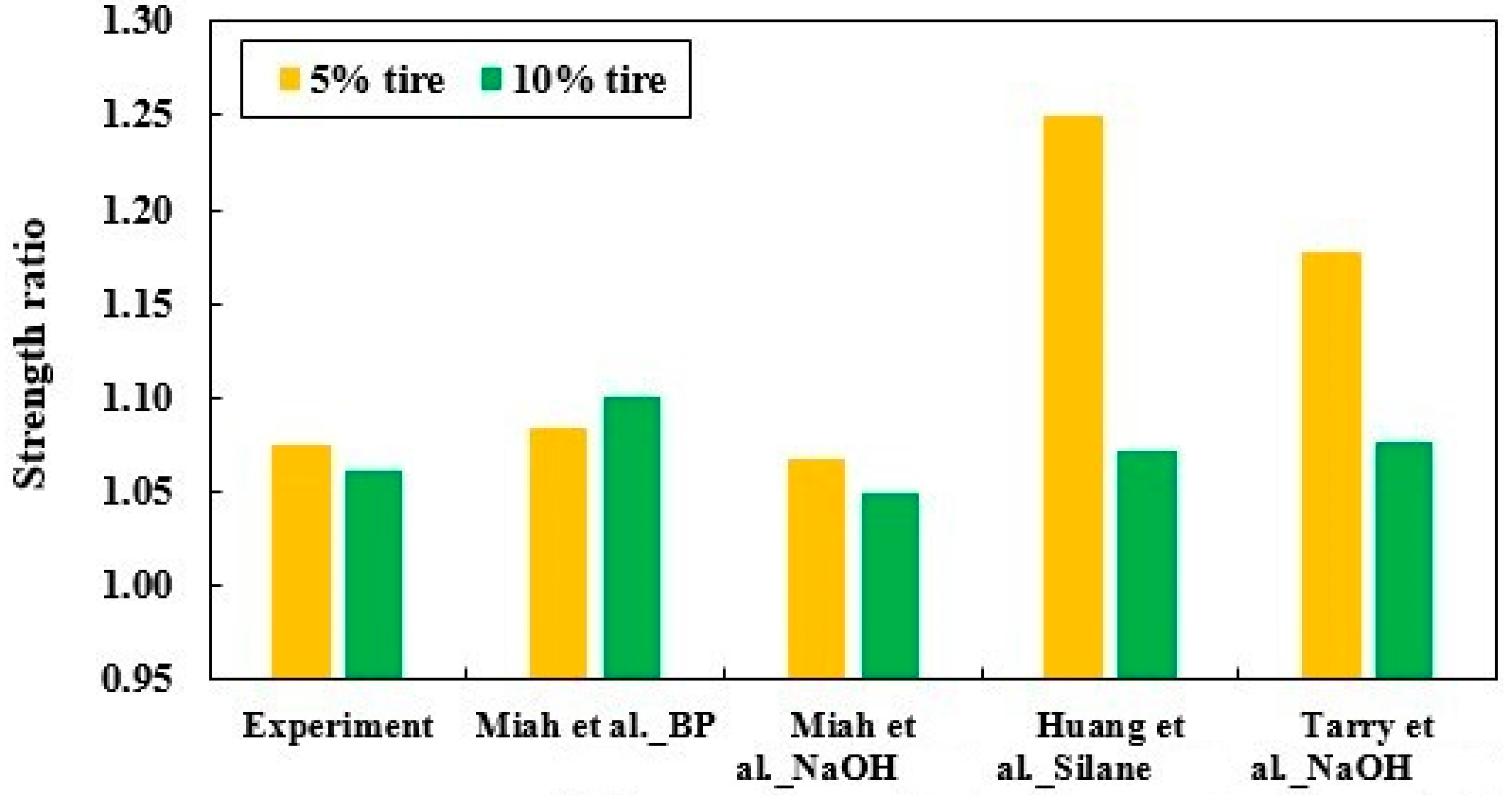
3.4. Relationship of Compressive Strength to Other Properties
3.5. Analysis of Variance (ANOVA) Test Results
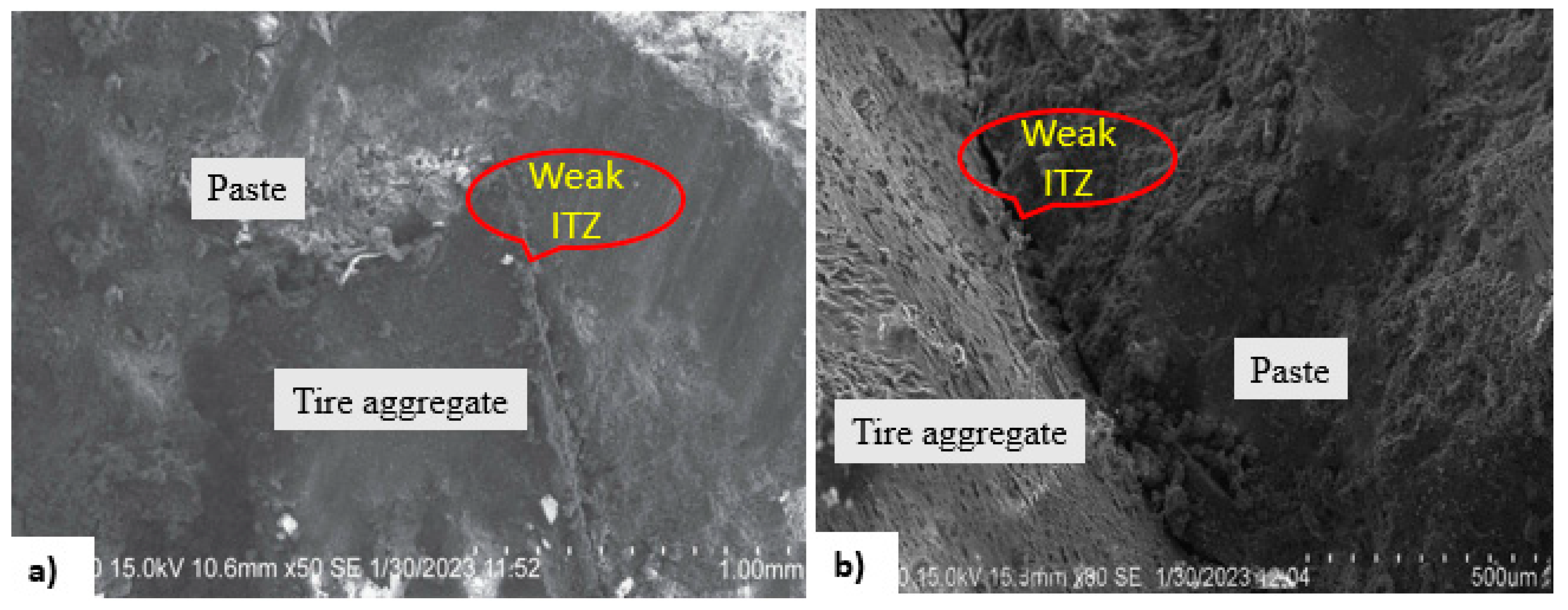
3.6. Microstructural Analysis of Tire Concrete Using SEM
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bendixen, M.; Iversen, L.L.; Best, J.; Franks, D.M.; Hackney, C.R.; Latrubesse, E.M.; Tusting, L.S. Sand, gravel, and UN Sustainable Development Goals: Conflicts, synergies, and pathways forward. One Earth 2021, 4, 1095–1111. [Google Scholar] [CrossRef]
- Roychand, R.; Gravina, R.J.; Zhuge, Y.; Ma, X.; Youssf, O.; Mills, J.E. A comprehensive review on the mechanical properties of waste tire rubber concrete. Constr. Build. Mater. 2020, 237, 117651. [Google Scholar] [CrossRef]
- Radhi, M.S.; Rasoul, Z.M.A.; Alsaad, A.J. Mechanical behavior of modified reactive powder concrete with waste materials powder replacement. Period. Polytech. Civ. Eng. 2021, 65, 649–655. [Google Scholar] [CrossRef]
- Pichtel, J. Waste Management Practices: Municipal, Hazardous, and Industrial, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2005. [Google Scholar] [CrossRef]
- Toutanji, H.A. The use of rubber tire particles in concrete to replace mineral aggregates. Cem. Concr. Compos. 1996, 18, 135–139. [Google Scholar] [CrossRef]
- Tufail, R.F.; Feng, X.; Farooq, D.; Abdelmelek, N.; Lublóy, É. Behavior and Strength Predictions for CFRP Confined Rubberized Concrete under Axial Compression. Period. Polytech. Civ. Eng. 2022, 66, 164–178. [Google Scholar] [CrossRef]
- Ganjian, E.; Khorami, M.; Maghsoudi, A.A. Scrap-tyre-rubber replacement for aggregate and filler in concrete. Constr. Build. Mater. 2009, 23, 1828–1836. [Google Scholar] [CrossRef]
- Moustafa, A.; ElGawady, M.A. Mechanical properties of high strength concrete with scrap tire rubber. Constr. Build. Mater. 2015, 93, 249–256. [Google Scholar] [CrossRef]
- Silvestravičiūtė, I.; Šleinotaitė-Budrienė, L. Possibility to use scrap tyres as an alternative fuel in cement industry. Environ. Res. Eng. Manag. 2002, 3, 38–48. [Google Scholar]
- Kersevicius, V. Rubber waste-Raw materials for building: Technical and economical aspect of utilization. Environ. Res. Eng. Manag. 2002, 3, 72–77. [Google Scholar]
- Hernandez-Olivares, F.; Barluenga, G.; Bollati, M.; Witoszek, B. Static and dynamic behaviour of recycled tyre rubber-filled concrete. Cem. Concr. Res. 2002, 32, 1587–1596. [Google Scholar] [CrossRef]
- Najim, K.B.; Hall, M.R. A review of the fresh/hardened properties and applications for plain-(PRC) and self-compacting rubberised concrete (SCRC). Constr. Build. Mater. 2010, 24, 2043–2051. [Google Scholar] [CrossRef]
- Kotresh, K.M.; Belachew, M.G. Study on waste tyre rubber as concrete aggregates. Int. J. Sci. Eng. Technol. 2014, 3, 433–436. [Google Scholar]
- Abdelmonem, A.; El-Feky, M.S.; Nasr, E.S.A.; Kohail, M. Performance of high strength concrete containing recycled rubber. Constr. Build. Mater. 2019, 227, 116660. [Google Scholar] [CrossRef]
- Eldin, N.N.; Senouci, A.B. Observations on rubberized concrete behavior. Cem. Concr. Aggreg. 1993, 15, 74–84. [Google Scholar] [CrossRef]
- Ghaly, A.M.; Cahill, J.D., IV. Correlation of strength, rubber content, and water to cement ratio in rubberized concrete. Can. J. Civ. Eng. 2005, 32, 1075–1081. [Google Scholar] [CrossRef]
- Ali, N.A.; Amos, A.D.; Roberts, M. Use of ground rubber tires in Portland cement concrete. In Proceedings of the International Conference on Concrete, Dundee, UK, 7–9 September 2000; Volume 390. [Google Scholar]
- Bušić, R.; Miličević, I.; Šipoš, T.K.; Strukar, K. Recycled rubber as an aggregate replacement in self-compacting concrete—Literature overview. Materials 2018, 11, 1729. [Google Scholar] [CrossRef]
- Ahmad, J.; Zhou, Z.; Majdi, A.; Alqurashi, M.; Deifalla, A.F. Overview of Concrete Performance Made with Waste Rubber Tires: A Step toward Sustainable Concrete. Materials 2022, 15, 5518. [Google Scholar] [CrossRef]
- Lee, B.I.; Burnett, L.; Miller, T.; Postage, B.; Cuneo, J. Tyre rubber/cement matrix composites. J. Mater. Sci. Lett. 1993, 12, 967–968. [Google Scholar] [CrossRef]
- Raghavan, D.; Huynh, H.; Ferraris, C.F. Workability, mechanical properties, and chemical stability of a recycled tyre rubber-filled cementitious composite. J. Mater. Sci. 1998, 33, 1745–1752. [Google Scholar] [CrossRef]
- Li, Z.; Li, F.; Li, J.S. Properties of concrete incorporating rubber tyre particles. Mag. Concr. Res. 1998, 50, 297–304. [Google Scholar] [CrossRef]
- Tarry, S.R. Effect of partial replacement of coarse aggregates in concrete by untreated and treated tyre rubber aggregates. Int. J. Adv. Sci. Res. 2018, 3, 65–69. [Google Scholar]
- Su, H.; Yang, J.; Ghataora, G.S.; Dirar, S. Surface modified used rubber tyre aggregates: Effect on recycled concrete performance. Mag. Concr. Res. 2015, 67, 680–691. [Google Scholar] [CrossRef]
- Kashani, A.; Ngo, T.D.; Hemachandra, P.; Hajimohammadi, A. Effects of surface treatments of recycled tyre crumb on cement-rubber bonding in concrete composite foam. Constr. Build. Mater. 2018, 171, 467–473. [Google Scholar] [CrossRef]
- Nuzaimah, M.; Sapuan, S.M.; Nadlene, R.; Jawaid, M. Sodium hydroxide treatment of waste rubber crumb and its effects on properties of unsaturated polyester composites. Appl. Sci. 2020, 10, 3913. [Google Scholar] [CrossRef]
- Rivas-Vázquez, L.P.; Suárez-Orduña, R.; Hernández-Torres, J.; Aquino-Bolaños, E. Effect of the surface treatment of recycled rubber on the mechanical strength of composite concrete/rubber. Mater. Struct. 2015, 48, 2809–2814. [Google Scholar] [CrossRef]
- Khern, Y.C.; Paul, S.C.; Kong, S.Y.; Babafemi, A.J.; Anggraini, V.; Miah, M.J.; Šavija, B. Impact of chemically treated waste rubber tire aggregates on mechanical, durability and thermal properties of concrete. Front. Mater. 2020, 7, 90. [Google Scholar] [CrossRef]
- Lakhiar, M.T.; Kong, S.Y.; Bai, Y.; Susilawati, S.; Zahidi, I.; Paul, S.C.; Raghunandan, M.E. Thermal and Mechanical Properties of Concrete Incorporating Silica Fume and Waste Rubber Powder. Polymers 2022, 14, 4858. [Google Scholar] [CrossRef]
- Amiri, M.; Hatami, F.; Golafshani, E.M. Evaluating the synergic effect of waste rubber powder and recycled concrete aggregate on mechanical properties and durability of concrete. Case Stud. Constr. Mater. 2021, 15, e00639. [Google Scholar] [CrossRef]
- Miah, M.J.; Babafemi, A.J.; Paul, S.C.; Kong, S.Y.; Li, Y.; Jang, J.G. Eco-friendly concrete with chemically treated end-of-life tires: Mechanical strength, shrinkage, and flexural performance of RC beams. Constr. Build. Mater. 2022, 351, 128970. [Google Scholar] [CrossRef]
- ASTM C143/C143M-12; Standard Test Method for Slump of Hydraulic-Cement Concrete. ASTM International: West Conshohocken, PA, USA, 2014.
- ASTM C39/C39M-14; Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens. ASTM International: West Conshohocken, PA, USA, 2014.
- ASTM C496-96; Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens. ASTM International: West Conshohocken, PA, USA, 1996.
- ASTM C642-21; Standard Test Method for Density, Absorption, and Voids in Hardened Concrete. ASTM International: West Conshohocken, PA, USA, 1996.
- Siddique, R.; Naik, T.R. Properties of concrete containing scrap-tire rubber—An overview. Waste Manag. 2004, 24, 563–569. [Google Scholar] [CrossRef]
- Miah, M.J.; Patoary, M.M.H.; Ali, M.K.; Paul, S.C.; Babafemi, A.J.; Choudhry, N.K.; Panda, B. Effect of chemically treated recycled tire aggregate on the resistance to chloride ion penetration of concrete. Mater. Today Proc. 2022, 56, 1307–1312. [Google Scholar] [CrossRef]
- Ghaleh, M.B.; Asadi, P.; Eftekhar, M.R. Enhancing mechanical performance of waste tire concrete with surface double pre-coating by resin and micro-silica. J. Build. Eng. 2022, 50, 104084. [Google Scholar] [CrossRef]
- Huang, B.; Shu, X.; Cao, J. A two-staged surface treatment to improve properties of rubber modified cement composites. Constr. Build. Mater. 2013, 40, 270–274. [Google Scholar] [CrossRef]
- Kim, K.H.; Kim, M.J.; Kim, H.; Ann, K.Y. Effect of hydrophobic surface treatment in lowering ionic transport into concrete. Adv. Mater. Sci. Eng. 2020, 2020, 4810259. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mixture | % TA | w/c Ratio | Water (kg/m3) | Cement (kg/m3) | FA (kg/m3) | CA (kg/m3) | TA (kg/m3) |
|---|---|---|---|---|---|---|---|
| REF | 0 | 0.50 | 196.3 | 393 | 808.3 | 1036.2 | 0 |
| R5 | 5 | 0.50 | 191.3 | 383 | 778.7 | 959.3 | 50.5 |
| R10 | 10 | 0.50 | 186.5 | 373 | 768.2 | 886.3 | 98.5 |
| Groups | Source of Variation | Degree of Freedom | Sum of Squares | Mean Square | F-Test | p-Value | Significance |
|---|---|---|---|---|---|---|---|
| WCTA mixes to compressive strength | Between Groups | 1 | 312.21 | 312.21 | 39.07 | 0.00025 | No |
| Within Groups | 8 | 63.92 | 7.99 | ||||
| WCTA mixes to split strength | Between Groups | 1 | 3.13 | 3.13 | 2.42 | 0.1584 | Yes |
| Within Groups | 8 | 10.37 | 1.29 | ||||
| WCTA mixes to water absorption | Between Groups | 1 | 47.22 | 47.22 | 31.97 | 0.00048 | No |
| Within Groups | 8 | 11.81 | 1.48 | ||||
| WCTA mixes to pore space | Between Groups | 1 | 163.86 | 163.86 | 123.65 | 3.82 × 10−6 | No |
| Within Groups | 8 | 10.60 | 1.33 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Paul, S.C.; Islam, S.; Mamun, A.A.; Islam, N.; Babafemi, A.J.; Kong, S.Y.; Miah, M.J. Treated Waste Tire Using Cement Coating as Coarse Aggregate in the Production of Sustainable Green Concrete. Eng 2023, 4, 1432-1445. https://doi.org/10.3390/eng4020083
Paul SC, Islam S, Mamun AA, Islam N, Babafemi AJ, Kong SY, Miah MJ. Treated Waste Tire Using Cement Coating as Coarse Aggregate in the Production of Sustainable Green Concrete. Eng. 2023; 4(2):1432-1445. https://doi.org/10.3390/eng4020083
Chicago/Turabian StylePaul, Suvash Chandra, Shamsul Islam, Abdullah Al Mamun, Naymul Islam, Adewumi John Babafemi, Sih Ying Kong, and Md Jihad Miah. 2023. "Treated Waste Tire Using Cement Coating as Coarse Aggregate in the Production of Sustainable Green Concrete" Eng 4, no. 2: 1432-1445. https://doi.org/10.3390/eng4020083