1. Introduction
During the batch galvanising process, reaction products are formed on the surface of the molten zinc, and if they are deposited on the galvanised surfaces, they degrade the quality of the components. These reaction products floating on the molten zinc are called zinc ash. The zinc ash is formed by the evaporation (boiling off) of the flux from the surface of the galvanised components after immersing them in the zinc bath. In order to prevent the zinc ash from depositing on the surface of the component and thus to ensure the optical quality of the galvanising in particular, the zinc ash is currently removed manually. That means the zinc ash is skimmed off the surface of the molten zinc, away from the immersed components and towards the front of the kettle before the galvanised products are extracted from the zinc bath. Throughout this process step, the workers manually skimming the zinc ash are exposed to mechanical and chemical hazards. The mechanical hazard includes the risk of workers falling into the molten zinc, and the chemical hazard describes the risk due to inhalation of the toxic substances evaporating from the molten zinc.
The Permanent senate commission for the investigation of health hazards of chemical compounds in the work area of the German research foundation (DFG) specifies a maximum workplace concentration for zinc and zinc compounds in the inhalable fraction of 2 mg/m
3 and in the alveolar fraction of 0.1 mg/m
3 [
1,
2]. In the period from 2000 to 2001, the Institute for occupational safety and health (IFA) of the German social accident insurance (DGUV) documented sector-specific exposure data, measured values for zinc and zinc compounds, and listed them in the IFA exposure database. According to the evaluation, 50% of the exposure values of the alveolar fraction of zinc and zinc compounds during the batch galvanising process are above the specified maximum workplace concentration value [
1,
2]. In accordance with the state of the art described in the product standard EN 764 Part 4 [
3], exposure is minimised by sufficient technical room ventilation and housing of the batch galvanising kettle [
4]. A BGHM measurement program was performed in the period from July 2013 to December 2016. Thereby, 32% of the exposure values for enclosed galvanising kettles exceeded the specified maximum workplace concentration value [
4]. In 2015 and 2016, hazardous substance measurements were performed in 38 German companies under the management of the BGHM as part of the cooperation with the Industrial association for galvanising (IVF) and IFA. Corresponding to the results achieved, the highest exposure of workers to zinc and zinc compounds of the A-fraction occurs precisely during the process step of manual ash skimming [
4]. Due to this chemical exposure, workers should be spatially separated from the hazardous substance exposure area of the galvanising kettle during the entire batch galvanising process, including the immersing and extraction stage. Complete automation of the zinc ash skimming and extraction process can achieve this goal. This feasibility study presents the primary systematic investigation of the automation of the zinc ash skimming process in batch galvanising.
2. Theoretical and Experimental Approach
The presented feasibility study considered the already existing methods for automating the skimming of zinc ash, as well as for the removal of slags and metal foams that are potentially suitable for the batch galvanising process. For this purpose, a literature review was conducted to identify possible automated separation techniques regarding technical feasibility and existing patent rights [
5,
6,
7,
8,
9]. During the batch galvanising process, the zinc ash is skimmed off while the components are dipped in the zinc bath. Therefore, the entire attachment system requires consideration, as the position of this system is constantly varying with each galvanising campaign. Consequently, none of the existing methods is applicable to this aim without modification or adaptation to the batch galvanising process.
The application of flux in the batch galvanising process is state-of-the-art. Substituting or eliminating the fluxing step is not an option without decreasing the quality of the zinc coatings. In general, two possible approaches could be identified. One possibility is to achieve descent of the zinc ash immediately after it is formed on the surface of the material to be galvanised, so the zinc ash sinks to the bottom of the zinc bath. This descended zinc ash could be removed together with the bottom dross. However, a corresponding modification of the chemical composition of the flux or the zinc bath was considered too complex. Furthermore, this modification would mean a fundamental change in an established industry standard. Therefore, this feasibility study focuses on the other approach: the automation of zinc ash removal from the zinc bath surface without changing the process chain of the batch galvanising process. A systematic evaluation of possible zinc ash skimming methods in the sense of mechanical, flow, gas, or chemical-based systems was provided. Mechanical systems provide a solution in the form of a mechanical slide with manipulator simulation, the current applied manual skimming process. Automated mechanical removal of the zinc ash is complicated by the attachment system. Flow-based systems are methods that rely on the generation of near-surface directed flows in molten zinc. In the procedure, zinc ash as well as small amounts of molten zinc are removed from the surface. The disadvantages of this approach are the transport and filtration of the liquid zinc. A permanent deposit of zinc occurs in the whole pump, filter, and pipe system despite the necessary heating, which means long and costly maintenance times for the system. A chemical solution is always associated with an influence on the zinc bath and the zinc coating process, combined with possible particle adhesion to the component surface with a negative effect on the coating quality.
As a result of the evaluation, the two most promising skimming systems—a mechanical and a gas-based skimming system—were selected for prototype construction and further investigation in the following experimental project stage. Additionally, an automatised mechanical extraction system was included for the experimental stage.
2.1. Feasibility Evaluation
The aim of the experimental stage was to establish a near-process simulation of the batch galvanising process on a laboratory scale in order to investigate the efficiency and implementation of the selected skimming methods. The objective thereby was to achieve simple, accessible construction and the initial realisable automation of the systems.
Within the experimental evaluation, the general efficiency of the skimming systems was investigated to start with. For this purpose, tests were performed on a free zinc bath surface, i.e., without considering the positions of the immersed components attachment system. After verification of the general efficiency, the efficiency of the skimming systems with an attachment system was evaluated (task-related efficiency). For this purpose, industrial zinc ash was placed on the zinc melt surface. Additionally, a process characterisation was conducted by examining all relevant parameters of the different skimming systems and methods. The focus was directed on the geometry and position of the skimming tools, skimming rate, mass flow as well as on test frequency. In order to ensure maximum optimisation and safety during the performance of the skimming tests on the open zinc bath, preliminary tests were performed “in cold state”, with 3D-printed plastic model prototypes, water as a medium, instead of molten zinc, and floating particles on the surface representing the zinc ash. The skimming methods were designed by implementing a programmable KUKA robot. In addition, the complete sequence of the experiments was carried out using this “water system” to conduct the execution of the experiments, set the experimental parameters, and adjust the systems. Critical points in the execution of the experiments with regard to the general manipulation were identified and eliminated.
2.2. Technical Solution on a Laboratory Scale
A robotic arm KUKA of the SPSC facility (Semi Product Simulation Centre, Aachen, Germany) at the IEHK was utilised for the automation of the separation systems, i.e., for the adjustment and movement guidance of the corresponding tool of the skimming system. To simulate the batch galvanising process on a laboratory scale, an experimental galvanising furnace (
Figure 1) was constructed and manufactured for the purpose of this research with the technical support of the companies W. Pilling Riepe GmbH & Co. KG, Ihlow, Germany and GEWA Wärmetechnische Anlagen GmbH, Lähden, Germany. The experimental galvanising furnace corresponds closely to the standards [
10]. The galvanising kettle was manufactured from low-alloy steel due to its high resistance to molten zinc at temperatures above 480 °C [
11]. The kettle features a U-shaped middle part and two headpieces bent on all sides. This design has an advantageous position of the welds, which are not placed in the bottom-wall transition area with the highest mechanical stress. Electroslag welding has proven to be the welding technique used in fabrication. The dimensions of the experimental galvanising kettle are 730 × 350 × 180 mm
3, with a wall thickness of 30 mm. The resistance heating of the experimental galvanising kettle used here corresponds to the standard heating applied in the industrial process. This enables the consideration of flows within the molten zinc under real conditions. A mechanical cover was made for thermal isolation of the experimental set-up between the skimming experiments.
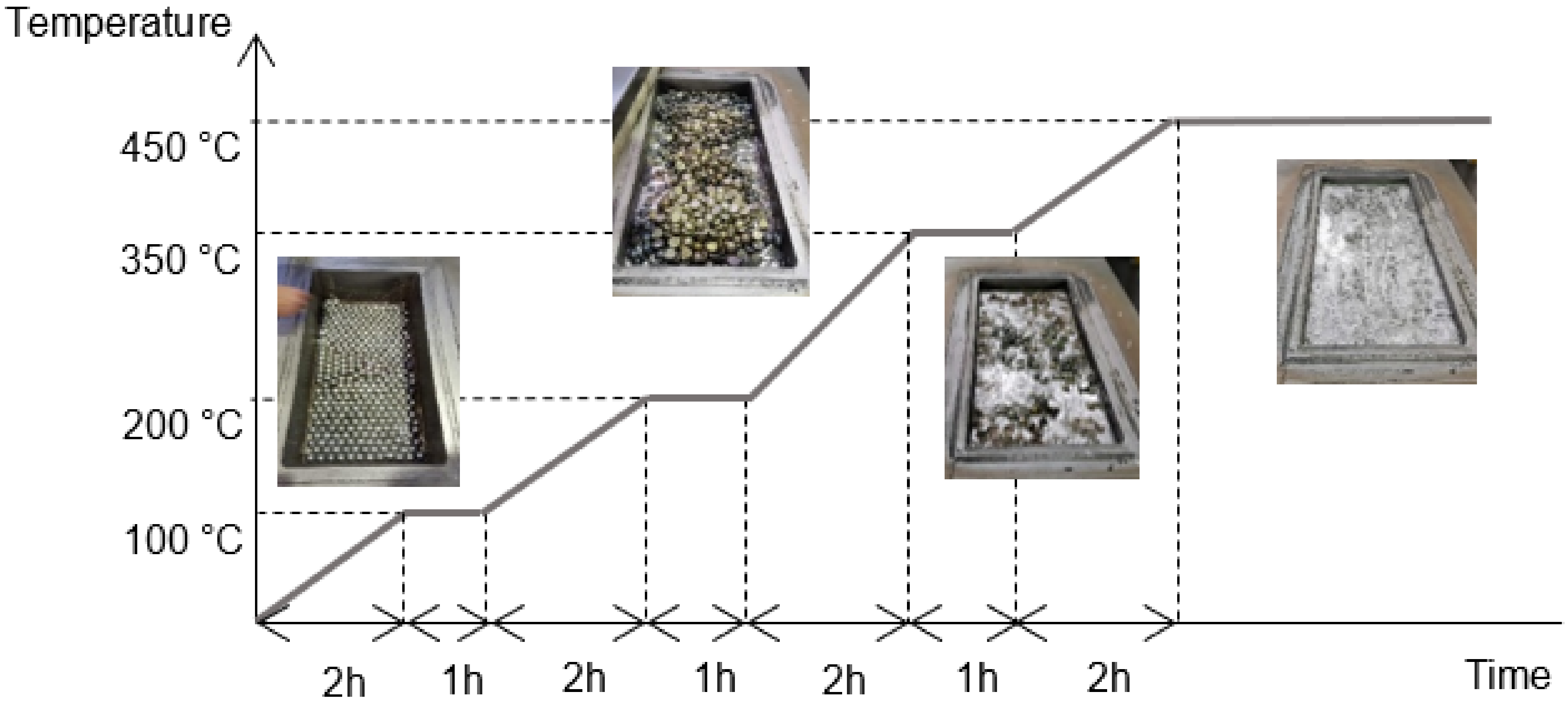
The aim of the zinc melt production was to achieve the standard chemical composition [
11]. The zinc melt was produced by low heating rates with additional intermediate holding times up to 450 °C. The exact process chain is shown in
Figure 2. Once the melt had reached a liquid state, zinc and further alloying elements were added in order to achieve the final volume of 38 litres. The zinc melt production was supported by the company Coatinc PreGa GmbH & Co. KG, Kreuztal, Germany. Samples for chemical analysis were taken regularly after the zinc melt production as well as during the experiments. Especially the depletion of the zinc melt in aluminium and the corresponding re-alloying required consideration in this context. The zinc ash used for the experiments was provided by Coatinc PreGa GmbH & Co. KG.
2.3. Design and Construction of the System Prototypes
The design of the skimming systems required automation and adjustment options for the system components. The utilisation of the SPSC robotic arm resulted in a dual, symmetrical design with two tools, respectively, which also allowed different combinations of the of the individual tools.
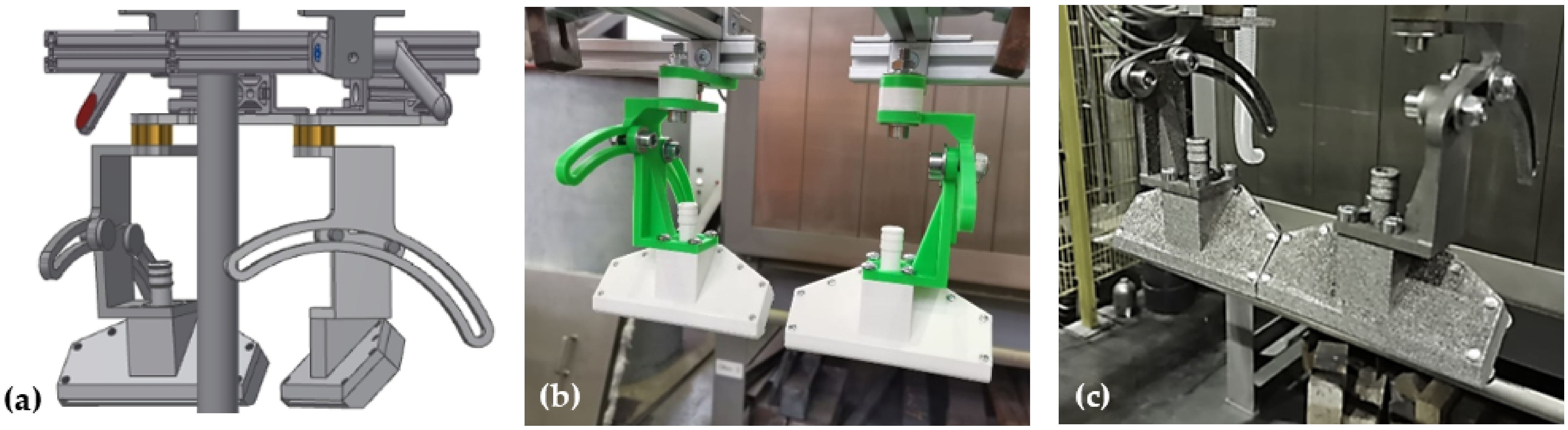
The mechanical skimming method (see
Figure 3a) is based on the currently used manual method of mechanical zinc ash removal. The gas-based skimming method (
Figure 3b) applies a nozzle system for skimming off the zinc ash from the zinc melt surface. As a part of experimental evaluation, the design of the automated extraction system (
Figure 3c) was conducted in the form of a shovel with drainage openings. The designed skimming and extraction systems allow adjustment in all three directions. In addition, the design allowed adjusting the angle between the zinc melt surface and the tool, as well as the angle between the tools. To simulate the attachment system, including its challenges to the skimming process, a sample frame was constructed to suspend the wires and chains.
The fabrication of the designed skimming systems (
Figure 4a) was initially performed by producing the 3D-printed plastics models (
Figure 4b). These models were utilised in the preliminary tests for programming the robot movements, setting the basic parameters and further optimisation. The final metallic prototypes (
Figure 4c) were produced using the laser powder bed fusion (LPBF) rapid prototyping method. The components were additively manufactured from stainless steel powder 1.4404 (316L) utilising the Aconity3D system (AconityMINI model) at IEHK and subsequently manually post-processed and assembled.
3. Results and Discussion
3.1. Mechanical Skimming System
The efficiency of the mechanical skimming system in removing the zinc ash from the free surface of the molten zinc (general efficiency) was investigated on the basis of a linear movement of the tool and verified as expected. Tools aligned in parallel were applied to skim the zinc melt surface. The system moved first linearly in the middle area and subsequently along the sides (see
Figure 5). The mechanical skimming system completely removed the zinc ash independently of the skimming rate (0.05 to 0.1 m/s).
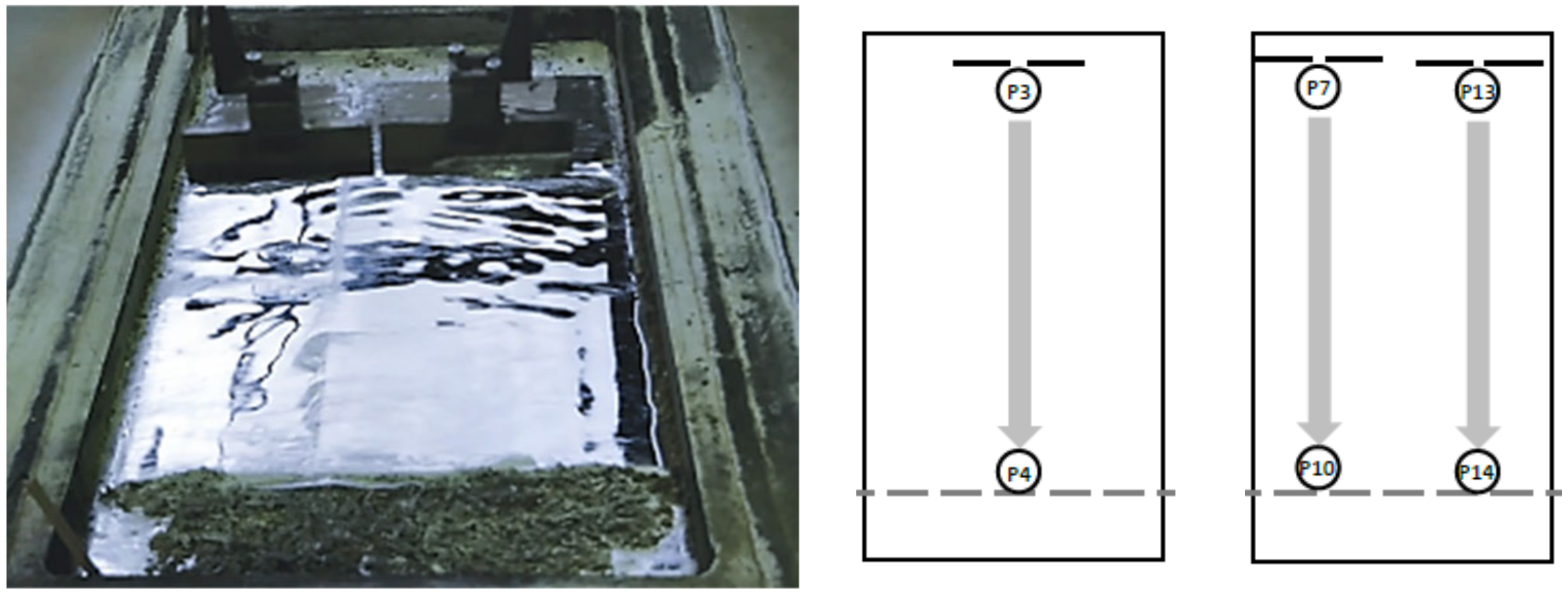
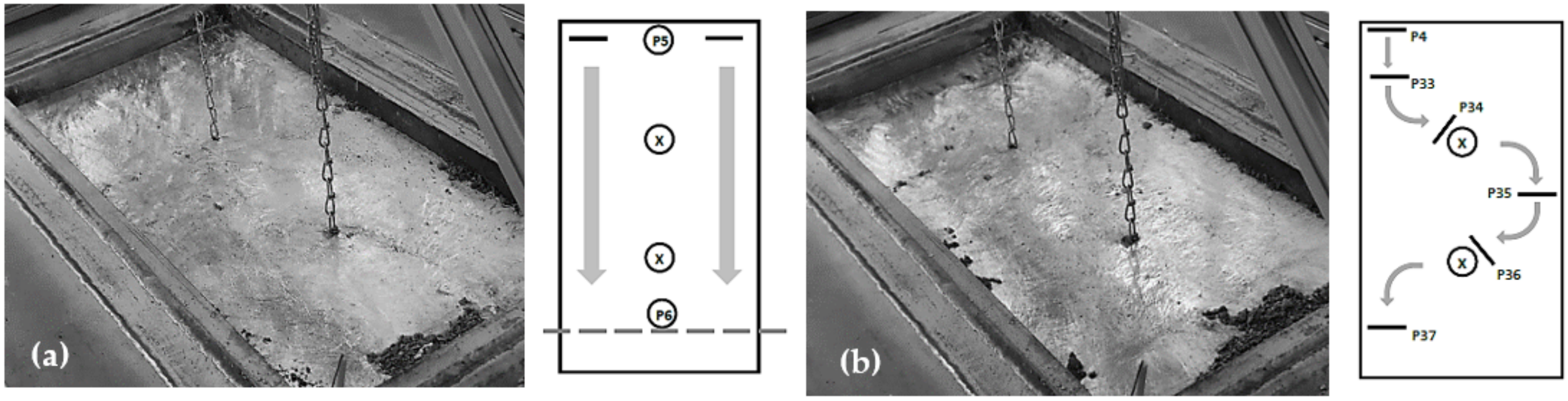
The investigation of the functionality of the mechanical skimming system in terms of task-related efficiency (skimming with an attachment system) was based on two methods: a two-step sinusoidal direct movement of the tool and an impulse transmission through the generated pulse waves. The automated sinusoidal movement was tested by varying the rate. It was observed that the zinc ash was not completely removed at a skimming rate (tool travelling speed) of above 0.1 m/s. This was the case in the middle area between the two tools, especially immediately in front of the attachment system (chain). The zinc ash removal was improved by lowering the processing speed to 0.05 m/s (
Figure 6a). An accumulation of the zinc ash in the immediate vicinity of the chains could also be observed, however to a significantly lower extent. The task-related efficiency of the pulse wave method was investigated as a function of the pulse intensity. Complete removal of the zinc ash, especially in the critical areas between the tools and in front of the chains, required a high-intensity pulse wave (
Figure 6b). A high-intensity wave results in stronger motion of the zinc melt in the surface-near area in general, whereby e.g., the formation of surface bubbles could be observed.
3.2. Gas-Based Skimming System
The general efficiency of the gas-based skimming system was investigated by means of a linear movement of the tool, as in the case of the mechanical skimming system (
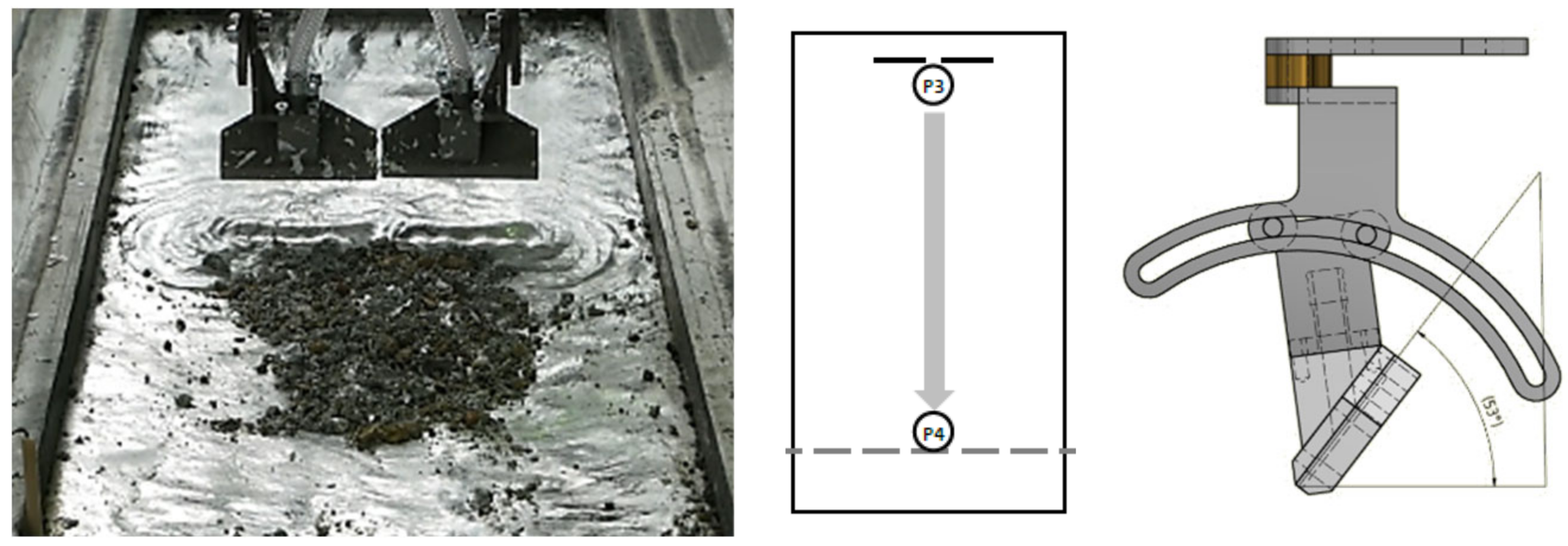
Figure 7). According to the feasibility study, nitrogen was initially applied as a process gas in order to minimise oxidation on the zinc melt surface (dross formation) during skimming. However, no significant difference was found compared to the use of compressed air, which can be explained by the fact that large amounts of ambient air are transported to the zinc melt surface by the nitrogen flow. Correspondingly, compressed air was utilised as a process gas for all further experiments. A constant pressure of 6 bar provided the appropriate minimum value for skimming the zinc ash sufficiently. Numerous variations of the nozzle position and the resulting effect on the skimming process were investigated. In addition, the impact of the nozzle movement rate was evaluated.
The initial nozzle position represented an angle of 53° to the zinc melt surface. Skimming experiments with lower and higher angles of 30° resp. 70° were performed to define the impact on the skimming process. The distance between the nozzle and the entry point of the compressed air into the zinc melt changed with the angle. Therefore, a lower angle of 30° led to a broader dispersion of the compressed air flow, causing a reduced amount of zinc ash removal. A higher nozzle angle of 70° resulted in a focused entry point into the zinc melt surface and consequently caused the present zinc ash to dip and circulate in the zinc melt. This circulation created larger, heavier ash lumps on the surface which were difficult to remove. As a result, a middle-range angle of 53° provided an optimum compromise to achieve the complete removal of the zinc ash.
The orientation of the individual nozzles exhibited no immediate effect on the removal of the zinc ash. However, the orientation determined the skimmed area and movement direction of the skimmed zinc ash. Therefore, it is possible to determine a collection area of the skimmed zinc ash for subsequent extraction. In order to achieve the complete removal of the zinc ash, a sufficiently high flow of compressed air must be ensured in the intermediate area between the nozzles.
The quality of the zinc ash removal depends on the skimming process rate. The slower the movement of the system, the more thorough and complete the zinc ash removal is. However, a low rate means a time-consuming and cost-intensive skimming process. Therefore, the highest possible skimming rate by simultaneously achieving a complete removal of the zinc ash was aimed. A rate in the range of 0.01 to 0.05 m/s proved to be an ideal skimming rate for the gas-based system.
The task-related efficiency of the gas-based skimming system was investigated according to two different skimming methods. These are based on two-step sinusoidal and linear nozzle movement. The optimum skimming rate, considering the immersed chains and additionally applied zinc ash, was determined. Furthermore, the influence of the nozzle distance was investigated for the linear movement. The linear movement at the smallest nozzle distance (
Figure 8a) as well as the two-step sinusoidal movement (
Figure 8b), both performed with an identical skimming rate of 0.05 m/s, achieved the complete removal of the zinc ash from the zinc melt surface. Increasing the nozzle distance resulted in the incomplete removal of the zinc ash, namely in the middle area. This observation agrees with the results on the free surface (general efficiency).
3.3. Comparison of the Skimming Systems
As a result of the systems comparison, differences in the efficiency of the investigated skimming systems were captured. The complete removal of the zinc ash from a free surface (general efficiency) was achieved by utilising both systems. The systems only differ regarding the removal of the dross (oxide layer), not regarding the removal of the zinc ash. Since the mechanical system physically breaks through the dross, the dross can be completely removed with the zinc ash. In the case of the gas-based process, no physical breakthrough of the dross occurs, and, therefore, only the zinc ash is removed from the surface. Detailed investigation revealed that physically breaking through the oxide layer with the compressed air stream is possible. However, a comparatively slow skimming rate is required. At this point, it should be taken into consideration that the zinc melt used in the experimental batch galvanising furnace showed a significantly stronger formation of dross compared to the standardized industrial zinc melt. This can be attributed to the first-time application of the experimental furnace and the associated impurities in the molten zinc [
11]. Furthermore, the nominal chemical composition of the zinc melt was not precisely achieved, whereby the aluminium content represents a decisive factor in the formation of the dross [
11].
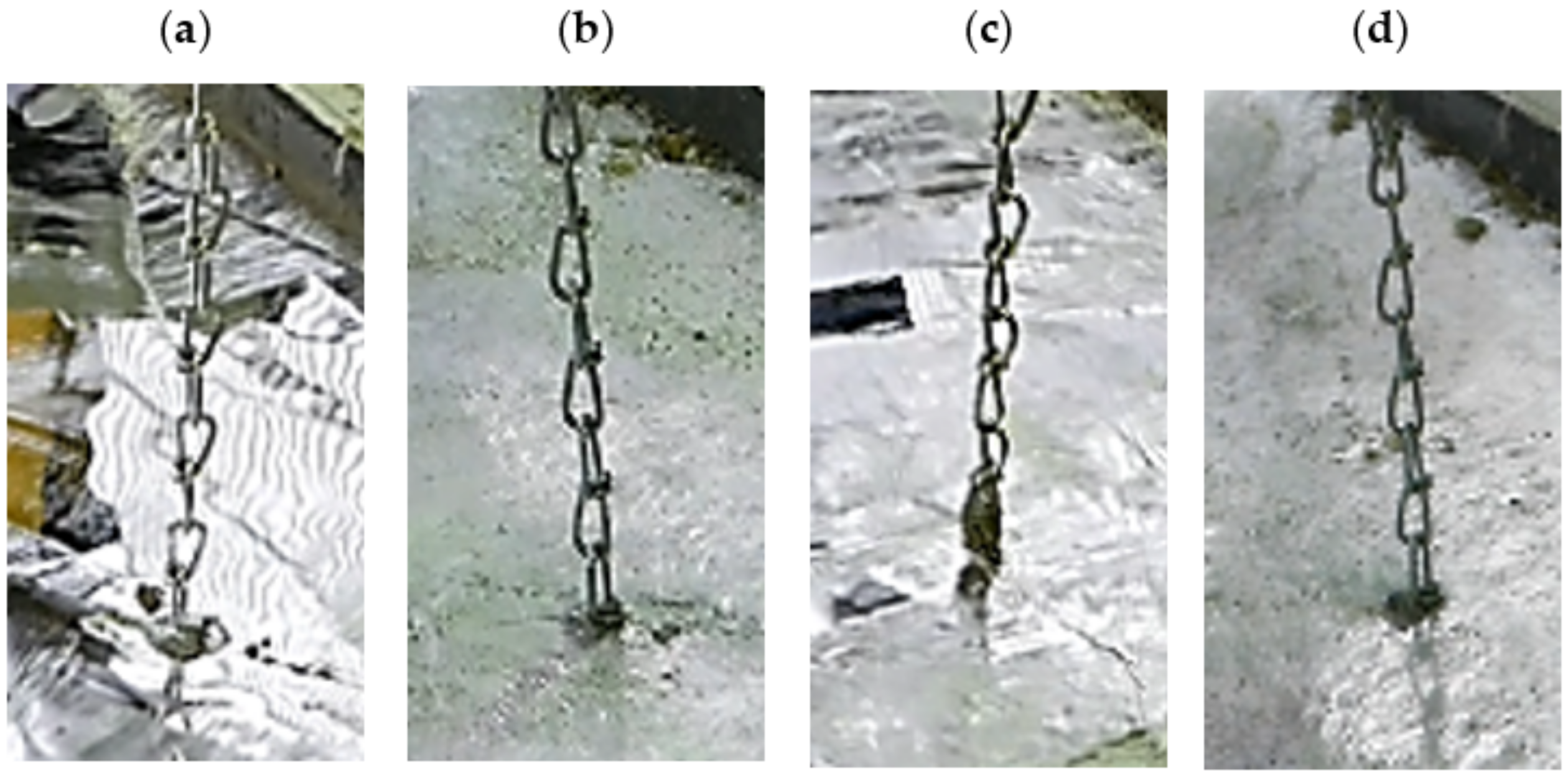
The different skimming methods tested with the attachment system can be directly compared on the basis of the results.
Figure 9 summarises detailed images of the critical area near the chain; every skimming method was performed with optimised process parameters. Complete removal of zinc ash from the surface was achieved with all skimming methods. Infinitesimal amounts of zinc ash remained directly on the chains. It can be assumed that this amount of zinc ash remaining on the zinc melt surface does not negatively influence the batch galvanising results. Since the zinc ash adheres to the surface of the chains (attachment system), as they are extracted, the zinc ash is removed from the zinc melt surface.
Figure 9 shows, by comparison, the above-described difference in dross removal between a mechanical and a gas-based skimming system.
3.4. Extraction System
The extraction of the skimmed zinc ash was manually performed on the front side of the batch galvanising kettle. Therefore, this procedure was executed in the area of a free zinc melt surface and locally distant from the attachment system.
Figure 10 shows an automated extraction process. The designed extraction shovel was provided with elongated drainage openings to enable the shovelled zinc to melt and drain off in order to minimise the amount of extracted mass. The extraction system experiments resulted in successful, fully automated extraction of the zinc ash from the furnace area.
4. Conclusions
The efficiency of the two investigated skimming systems, the mechanical skimming system, and the gas-based skimming system, respectively, as well as the extraction system, was successfully demonstrated. A complete removal of the zinc ash from the zinc bath surface was achieved. In the process characterisation, the optimum process parameters for given laboratory conditions of the respective method (position, speed, flow rate, etc.) were determined. The advantage of both methods, the gas-based skimming system and the pulse wave method of the mechanical skimming system, is that they operate independently from the attachment system (i.e., from the position of the binding wires of the immersed components), and thus represent a promising solution for implementation on an industrial scale. Extraction of the skimmed zinc ash can equally be automated. The implementation on an industrial scale and the associated upscaling of the skimming systems requires a corresponding adaptation to the geometries present in the batch galvanising industry. Scaling up and practical implementation of the separation, skimming, and extraction systems (number, placement, design of the systems) then represents the challenges for the application of an automated separation system on an industrial scale.
Author Contributions
Conceptualization, J.P.; methodology, J.P. and A.V.; validation, J.P., S.O. and A.V.; investigation, J.P. and S.O.; writing—original draft preparation, J.P.; writing—review and editing, A.V. and U.K.; visualization, J.P. and S.O. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by German Social Accident Insurance Institution for the Woodworking and Metalworking Industries (BGHM): FP 2018-001 and the APC was funded by Steel Institute (IEHK), RWTH Aachen.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Acknowledgments
The authors gratefully acknowledge the support of the staff at the Steel Institute IEHK at RWTH Aachen University in performing the skimming experiments.
Conflicts of Interest
The authors declare no conflict of interest.
References
- MAK- und BAT-Werte-Liste 2020: Maximale Arbeitsplatzkonzentrationen und Biologische Arbeitsstofftoleranzwerte; Deutsche Forschungsgemeinschaft (DFG): Boon, Germany, 2020; ISBN 978-3-9822007-0-5.
- Koppisch, D.; Gabriel, S.; Hahn, J.U.; Bagschik, U.; Voßberg, A.; Böckler, M. Zinkexpositionen in der Metallbranche. Gefahrst. Reinhalt. Luft 2013, 73, 351–357. [Google Scholar]
- German Standard DIN EN 746-4; Industrielle Thermoprozessanlagen Teil 4: Besondere Sicherheitsanforderungen an Feuerverzinkungsanlagen. Beuth Verlag GmbH: Berlin, Germany, 2000.
- Berufsgenossenschaft Holz und Metall (BGHM): Expositionsbeschreibung—Gefahrstoffexpositionen beim Stückverzinken; BGHM: Mainz, Germany, 2018.
- Bubble Apparatus for Removing and Diluting Dross in a Steel Treating Bath. U.S. Patent 5683650, 4 November 1997.
- High Efficient Method of Slag Scooping-Up from Liquid Iron and a Device for Implementing Said Method. U.S. Patent 2009/0293677 A1, 3 December 2009.
- Dross Removal and Solder Reclamation Improvements. U.S. Patent 6948650 B2, 27 September 2005.
- Mechanical Skimmer. U.S. Patent 3941360, 16 December 1974.
- Skim Removal. U.S. Patent 4191559, 3 April 1980.
- German Standard DIN EN ISO 1461; Durch Feuerverzinken auf Stahl aufgebrachte Zinküberzüge (Stückverzinken)—Anforderungen und Prüfungen. Beuth Verlag GmbH: Berlin, Germany, 2009.
- Peissker, P.; Huckshold, M. Handbuch Feuerverzinken; Wiley-VCH Verlag GmbH & Co. KG aA: Weinheim, Germany, 2016; ISBN 978-3-527-33767-5. [Google Scholar]
| Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}









