1. Introduction
The depletion of fossil-based resources and the environmental impact of their consumption has accelerated the drive for replacing non-renewable fossil fuels with more sustainable alternatives such as biomass. Biomass can be used directly as fuel or it can be processed to produce new fuels and to recover a wide variety of chemical compounds, some of which present a significant added value in various chemical industries. The processing or upgrading of biomass can take place through biochemical and thermochemical processes.
The former focuses on the enzymatic hydrolysis of biomass, while the latter is divided into the three processes gasification, pyrolysis, and liquefaction, the last of which is the subject of this work [
1]. Liquefaction can be carried out in different conditions at high temperatures (>200 °C) and pressures, as in hydrothermal upgrading (HTU), or at moderate temperatures (100–250 °C) and atmospheric pressure in the presence of a solvent and a catalyst, as in direct liquefaction [
2]. Previous studies have shown that the yield of liquefaction is affected by several factors, such as the type of biomass feedstock, the solvent, the type and concentration of the catalyst, and the reaction time [
2].
Despite the relatively mild processing conditions, which simplify the reactor design, the varying feedstock composition can result in different product compositions. Therefore, the biomass feedstock is a crucial system boundary condition to consider, and understanding the different reaction pathways in an intricate network of possibilities is essential in modeling the liquefaction process [
3].
This work focuses on processing lignocellulosic biomass, which is mainly formed by three biopolymers: cellulose (40–60 wt.%), hemicellulose (20–40 wt.%), and lignin (10–25 wt.%). Cellulose is a linear polymer made up of repeating glucose units bonded by β-1,4-glycosidic bonds, which make it resistant to chemical attack [
4]. As any polymer, cellulose can be crystalline or amorphous, and crystalline cellulose is not depolymerizable at low temperatures, as the diffusion of the solvent and catalyst inside the polymer structure is hindered.
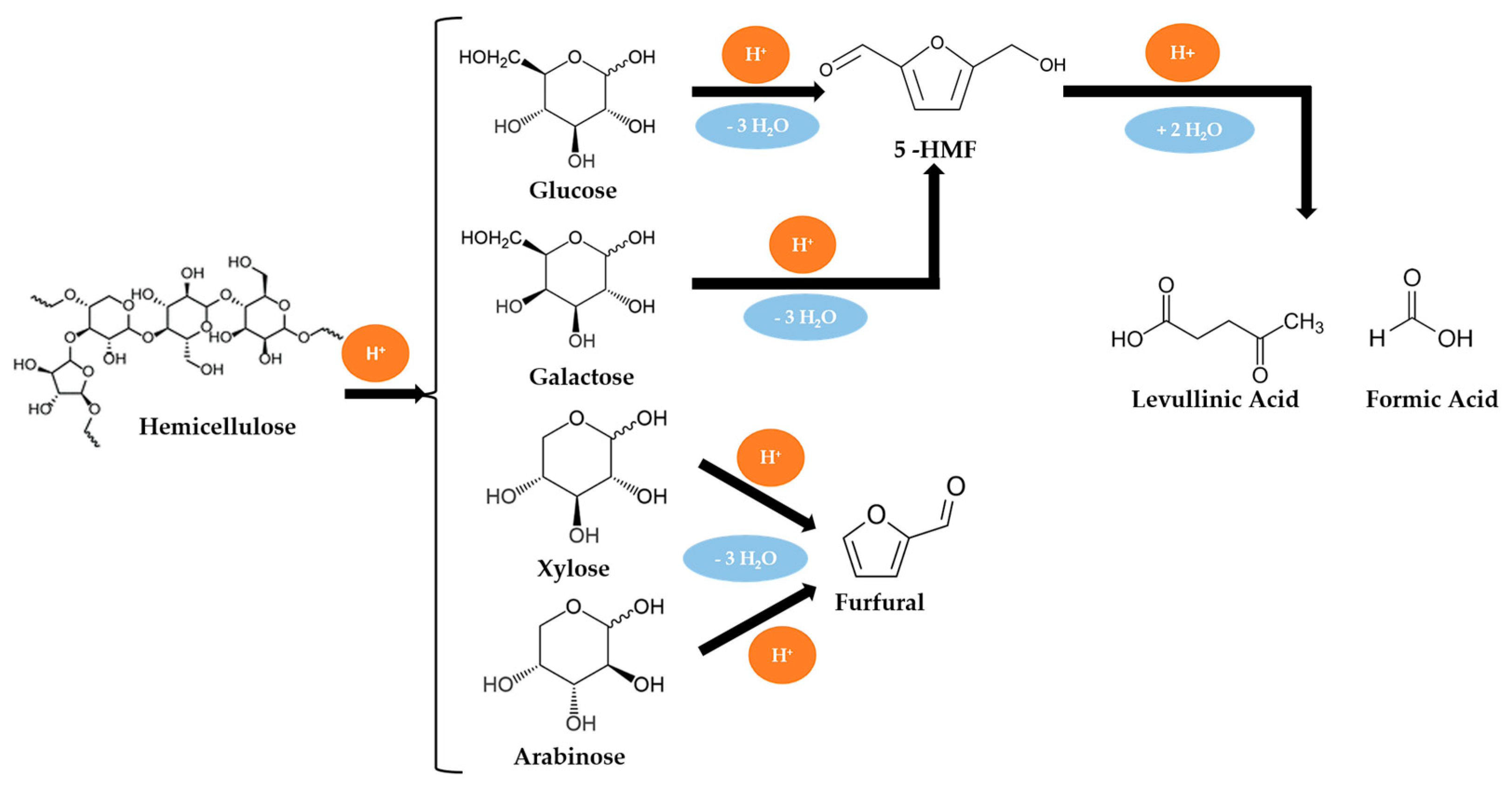
Hemicellulose is an amorphous heteropolymer formed by linear chains of pentoses and hexoses: xylose and arabinose as C5 sugars, and galactose, glucose, or mannose as C6 sugars. The polymer chains are usually branched with other sugars, carboxylic acids, and sometimes phenolic compounds. Due to its chemical composition and linear structure, hemicellulose is easily hydrolysable under mild conditions [
4].
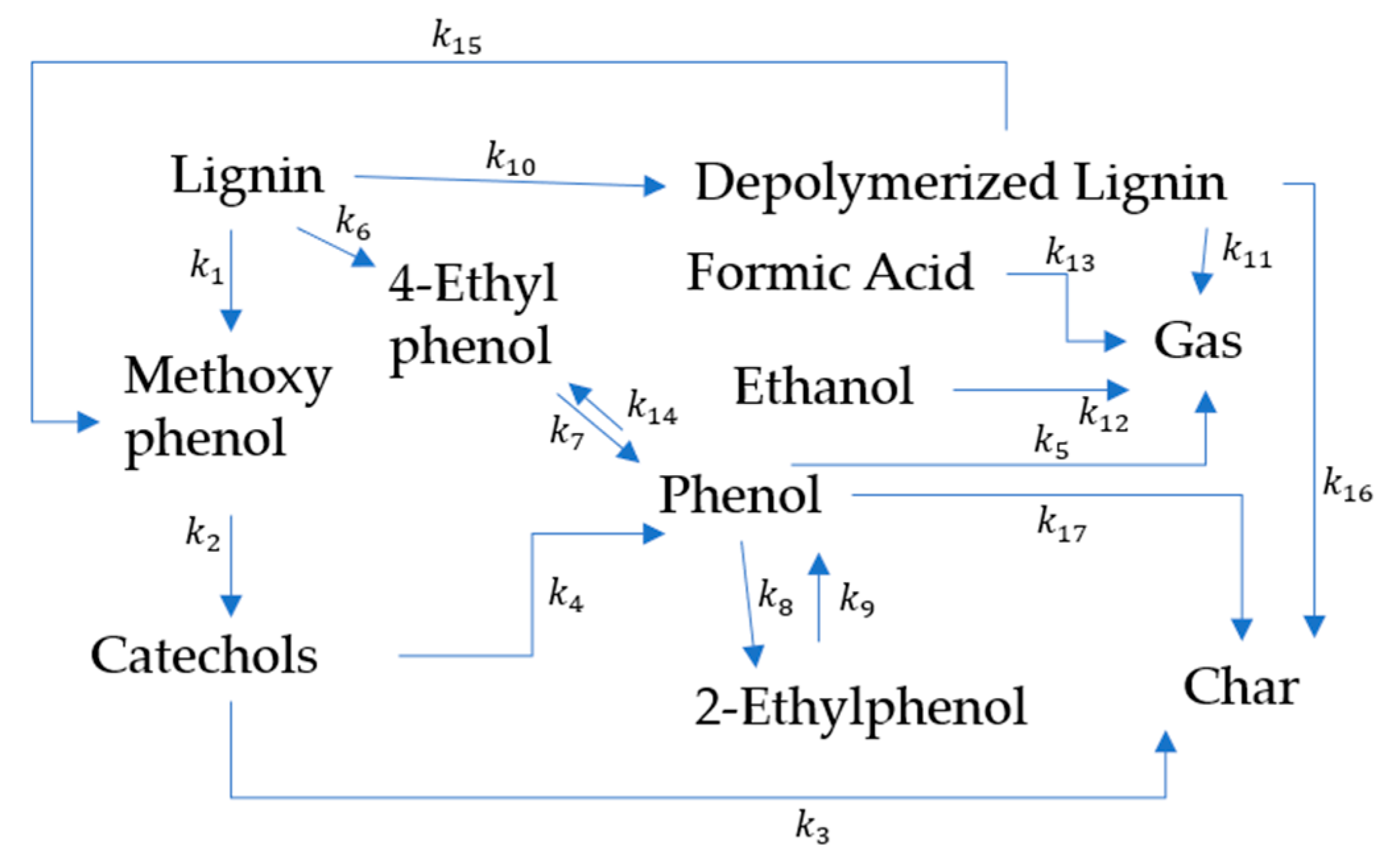
Contrary to cellulose and hemicellulose, lignin is a highly branched amorphous biopolymer, mainly composed of phenolic alcohols such as p-coumaryl, synapil, and conyferil alcohols. This high degree of branching leads to a three-dimensional network, which is difficult to chemically depolymerize [
4].
There are several mathematical and computational models proposed in the literature to describe the liquefaction process, mostly for hydrothermal liquefaction (HTL), which intend to provide a better understanding of the reactions network and allow mass and energy balances to be performed for the production process, to estimate, for example, the product yields. Braz et al. [
1] performed a series of experiments designed to study the effect of the catalyst concentration and temperature on pine wood sawdust thermochemical liquefaction. These experiments were used to adjust a simple kinetic model for reaction yield prediction. Hao et al. [
5] describe in their work advances regarding the use of empirical models, response surface methods, kinetic models, and machine learning models for the optimization of biomass hydrothermal liquefaction. The authors highlight the capabilities of kinetic modeling and machine learning in predicting and optimizing biomass HTL processes subject to a wide range of feedstock compositions. Other authors [
6,
7] developed models to predict not only yields but also bio-oil and biocrude properties. Using a multiphysics approach, Ranganathan et al. [
8] modeled the hydrothermal liquefaction of microalgae in a plug-flow reactor using the computational fluid dynamics software COMSOL Multiphysics 5.3. The authors presented a model that can adequately predict reactor temperature profiles, HTL product yields for the process, and that can be used as a tool for reactor scale-up and design. Ou et al. [
9] used the ChemCAD 6.5 software for chemical process modeling and economic cost estimation to evaluate the technical and economic feasibility of producing transportation fuel by HTL of defatted microalgae and subsequent hydroprocessing of the biocrude. The authors concluded that the minimum selling price of the fuels obtained from the process are economically competitive with those of conventional fuels. Several studies were also published based on the Aspen Plus
® software suite for chemical process modeling and simulation. For example, Hoffman et al. [
10] used Aspen Plus
® V7.3 to model and simulate a conceptual process combining an HTL plant with a biogas plant. The proposed process produces biogas, biocrude, and upgraded biofuels that can be used directly for transportation or for combined heat and power production. The necessary mass balances and the technical and economic feasibility of the proposed process are also presented. Pedersen et al. [
11] developed a model using Aspen Plus
® (unspecified version) to demonstrate the technical and economic feasibility of a conceptual process to produce drop-in fuels through HTL. The authors found that the proposed process is highly competitive when compared with other production alternatives and concluded that HTL optimization is the key factor to increase the competitiveness of the overall process. Ong et al. [
12] used Aspen Plus
® to obtain the mass and heat balances of a patented 2000 t/day HTL plant, processing pine wood Kraft black liquor to yield a gasoline/diesel blend. The authors reached a minimum fuel selling price slightly higher than that of gasoline in the United States and concluded that heat and exergy recovery are key factors to reach an economically competitive process.
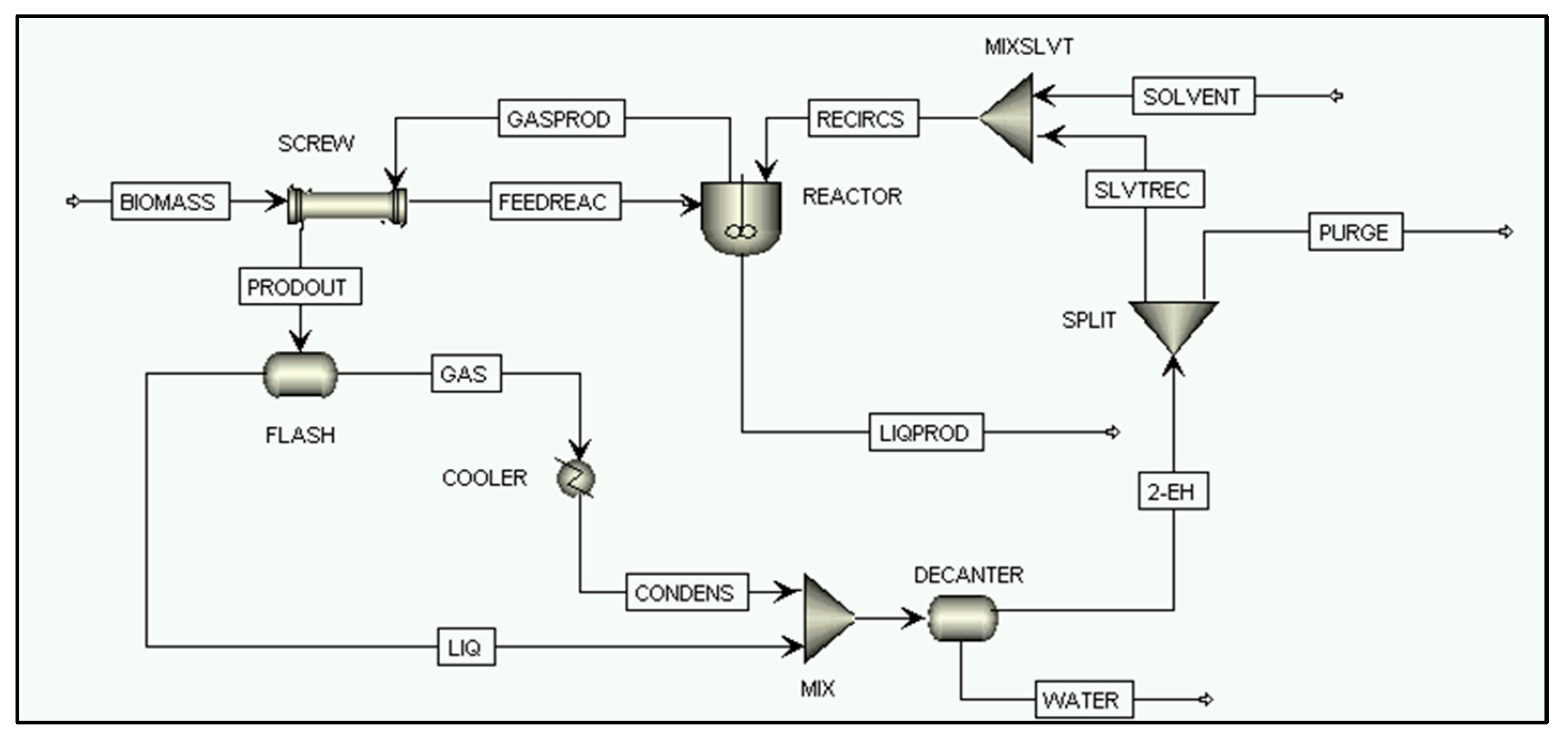
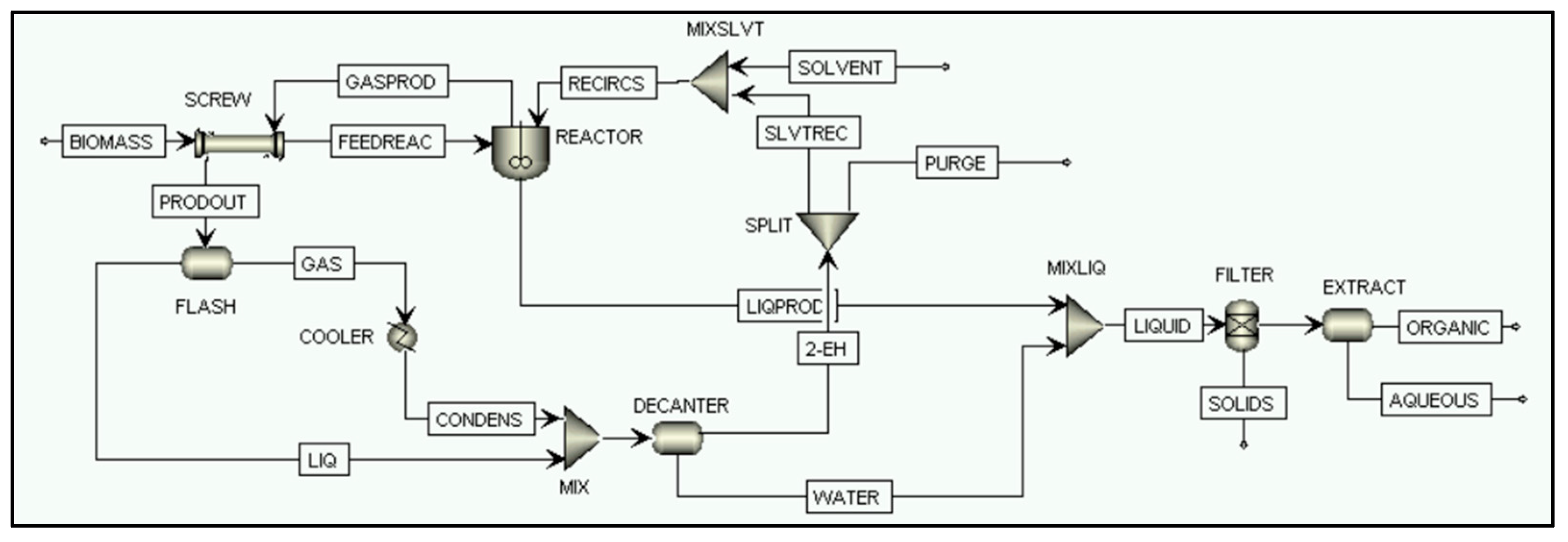
As mentioned above, direct liquefaction uses significantly milder conditions (<200 °C, 1 atm) than HTL, which constitutes an a priori advantage to achieve economic feasibility. Nevertheless, to the authors’ knowledge, there are no models published in the literature for the direct liquefaction of biomass. Therefore, this work intends to present the establishment of a model to describe the acid-catalyzed direct liquefaction of wood biomass to produce a biofuel for direct use in heavy duty kilns and added-value chemicals in a biorefinery perspective.



 ,
, 







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}