
Effect of Torrefaction on the Physiochemical Properties of White Spruce Sawdust for Biofuel Production



Abstract
:1. Introduction
2. Materials and Methods
2.1. Feedstock Collection and Preparation
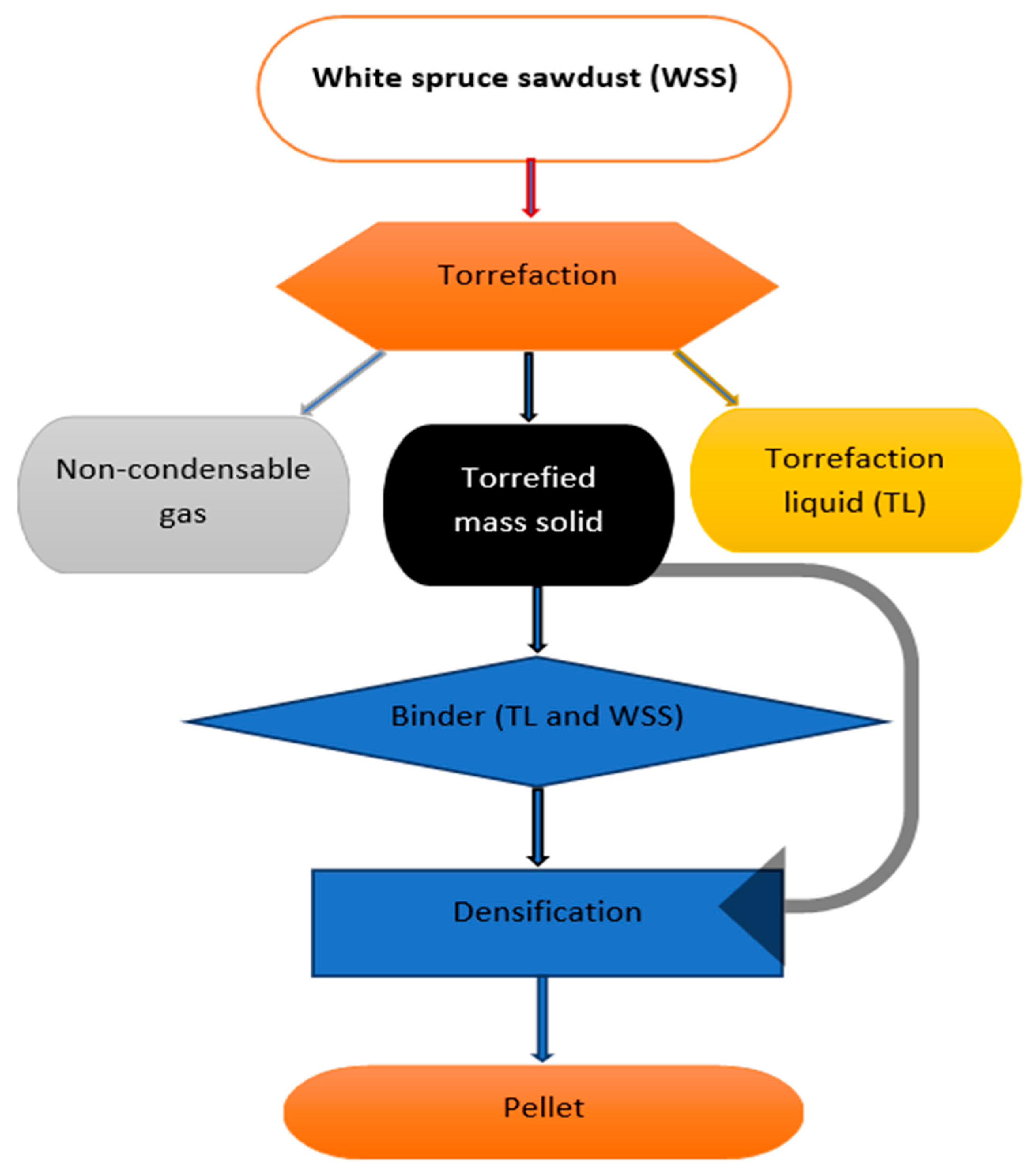
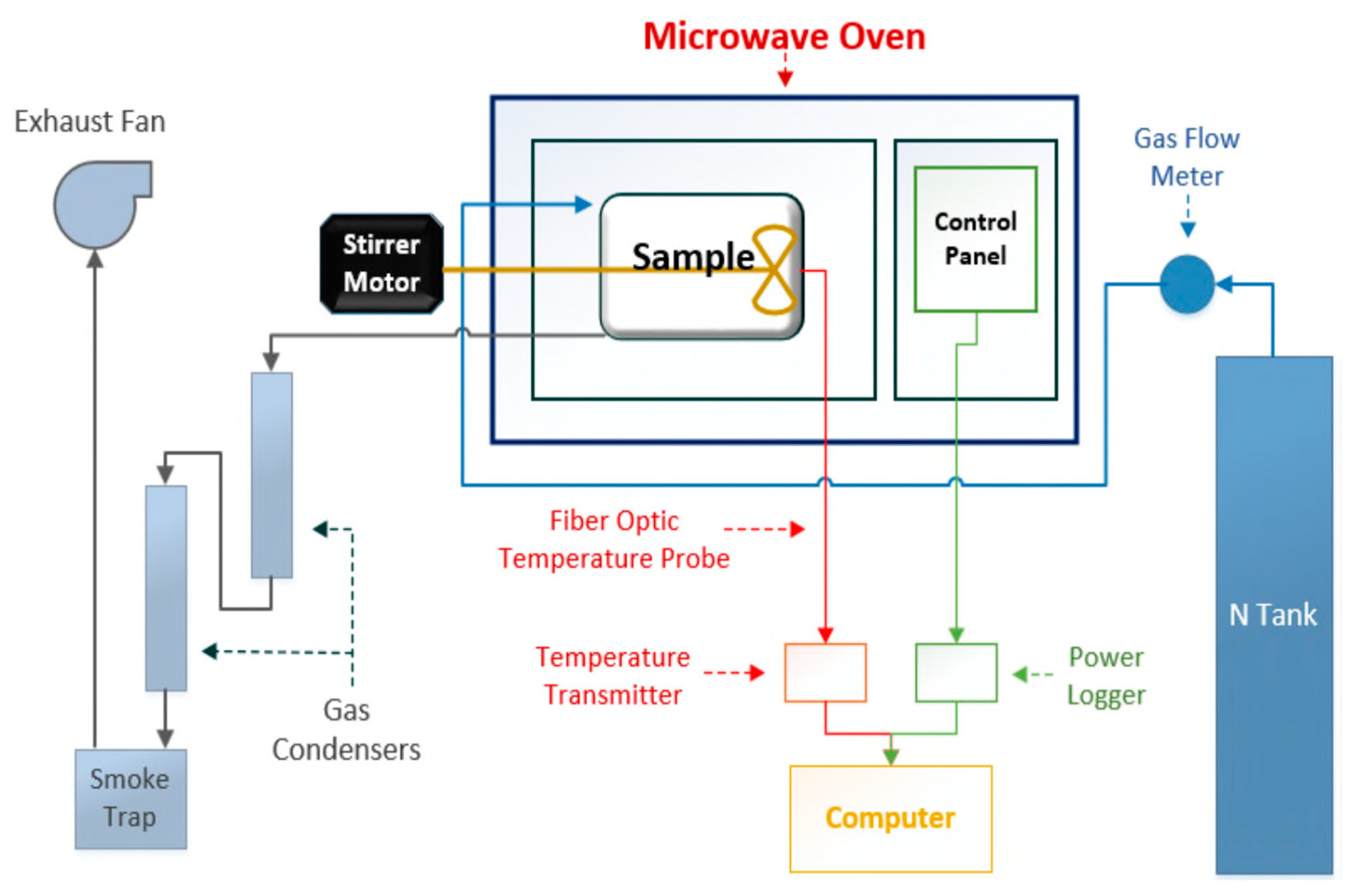
2.2. Torrefaction Experiment
2.3. Experimental Design of Torrefaction Pretreatment
2.4. Densification
2.5. Characterization of Torrefied White Spruce Sawdust
2.5.1. Moisture Content and Torrefaction Yield
2.5.2. Particle Size Analysis
2.5.3. Bulk and Particle Density
2.5.4. Elemental and Proximate Analysis
2.5.5. Higher Heating Value (HHV)
2.5.6. Chemical Composition of Torrefied WSS
2.6. Pellet Quality Analysis
2.6.1. Pellet Unit Density and Dimensional Stability
2.6.2. Pellet Tensile Strength
2.6.3. Moisture Uptake Test
2.6.4. Microstructural Examination
2.6.5. Thermogravimetric Analysis (TGA)
3. Results and Discussions
3.1. Torrefaction Severity Factor
3.2. Characterization of Untreated and Torrefied White Spruce Sawdust
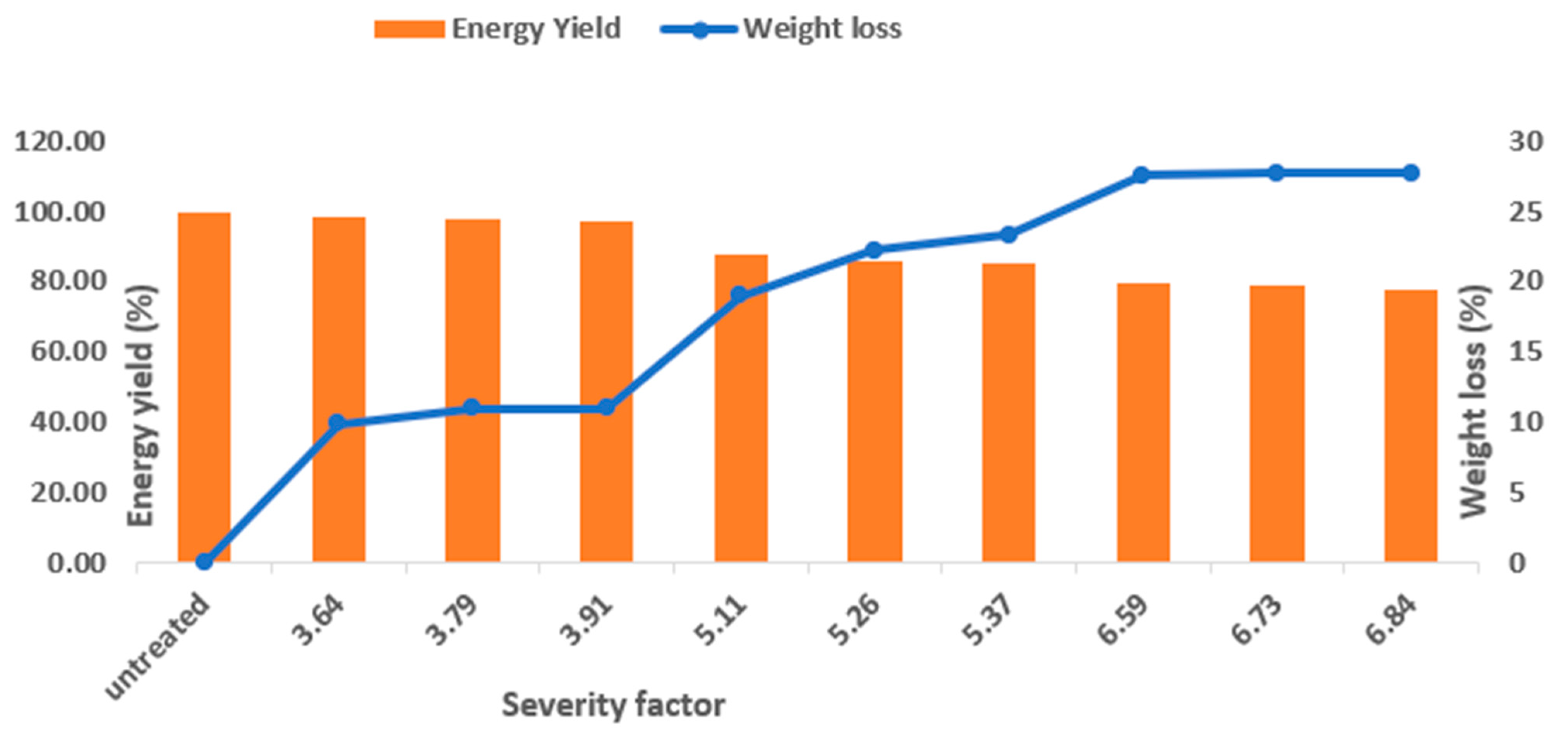
3.2.1. Moisture Content and Torrefaction Yield
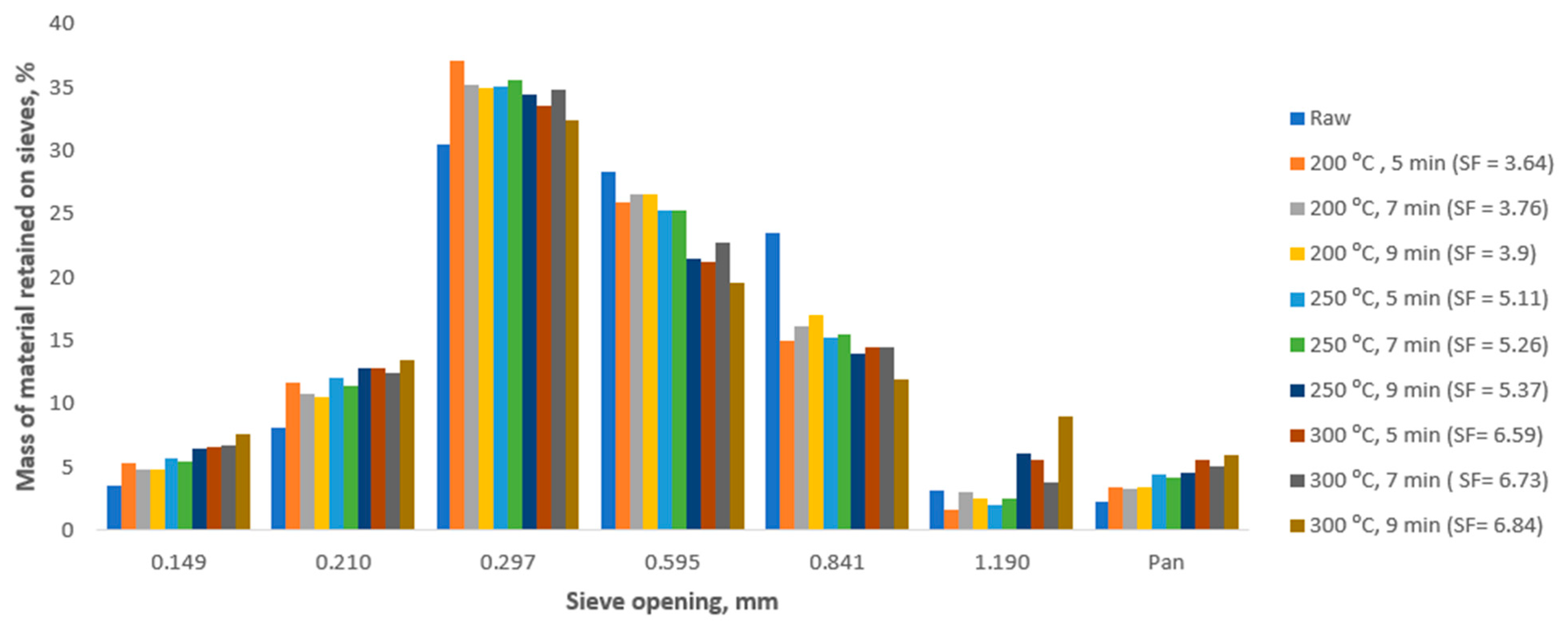
3.2.2. Particle Size Analysis
3.2.3. Bulk and Particle Density
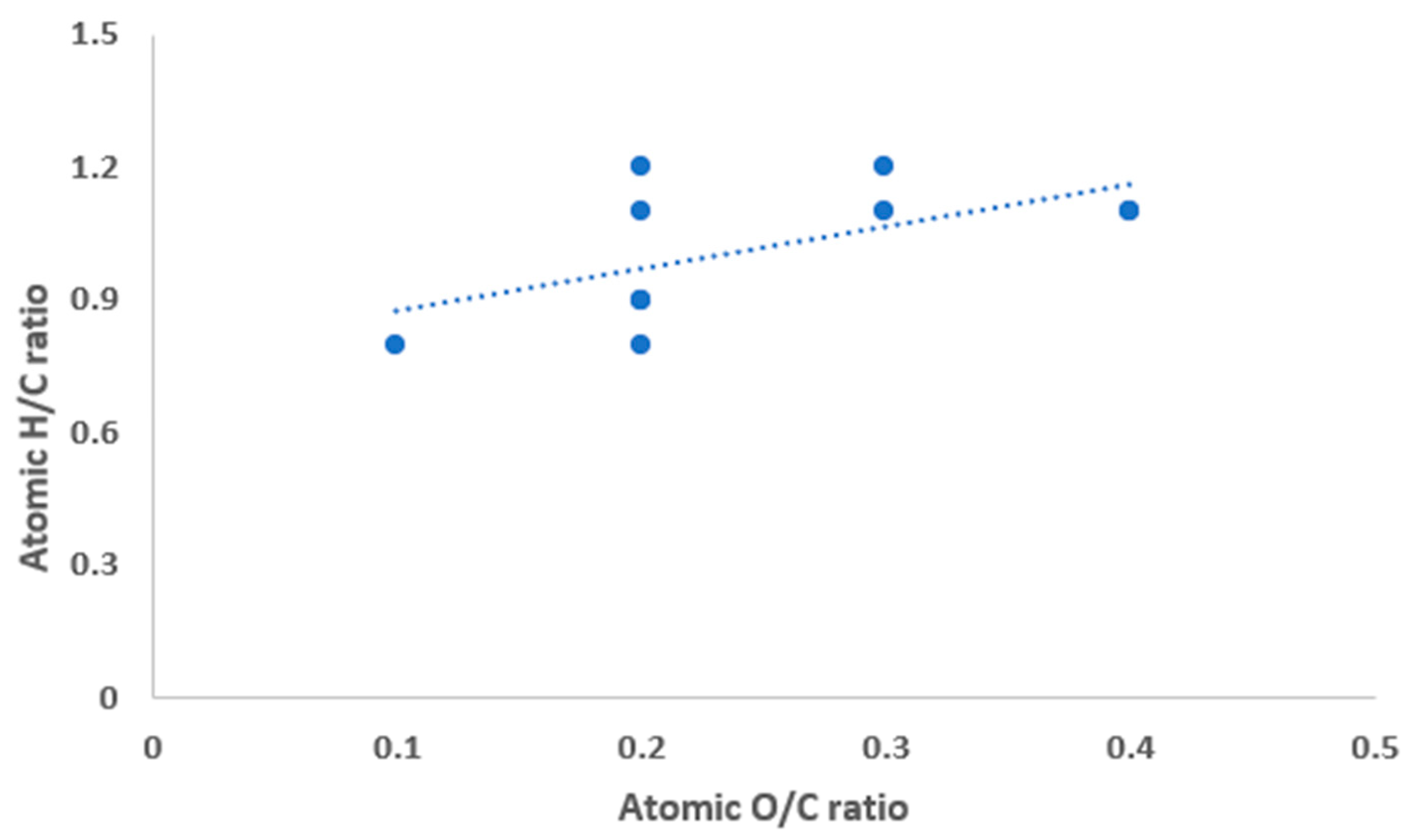
3.2.4. Elemental and Proximate Analysis
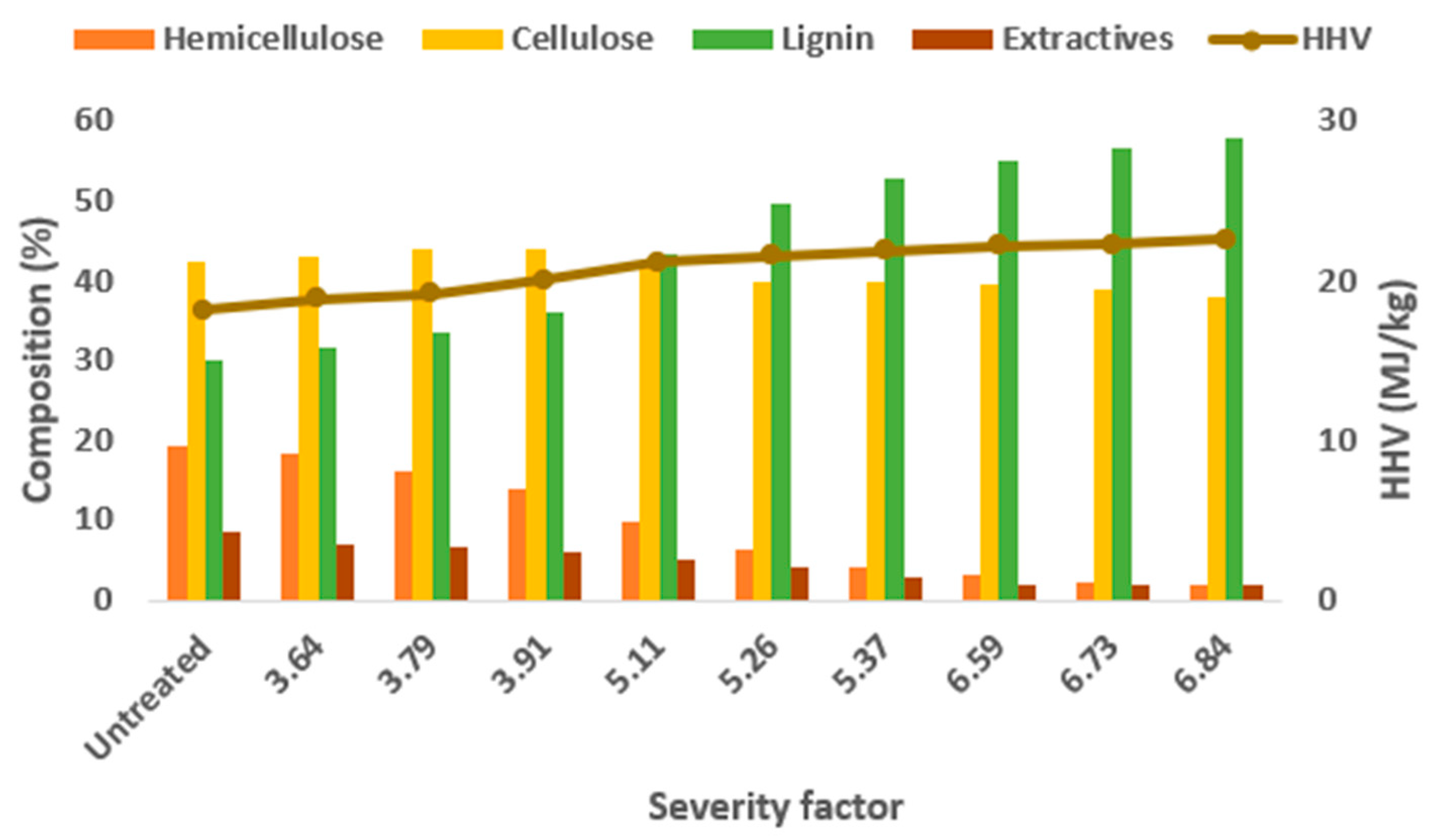
3.2.5. Energy Value and Chemical Composition of Untreated and WSS Biochar
3.3. Pellet Properties
3.3.1. Pellet Unit Density and Dimensional Stability (DS)
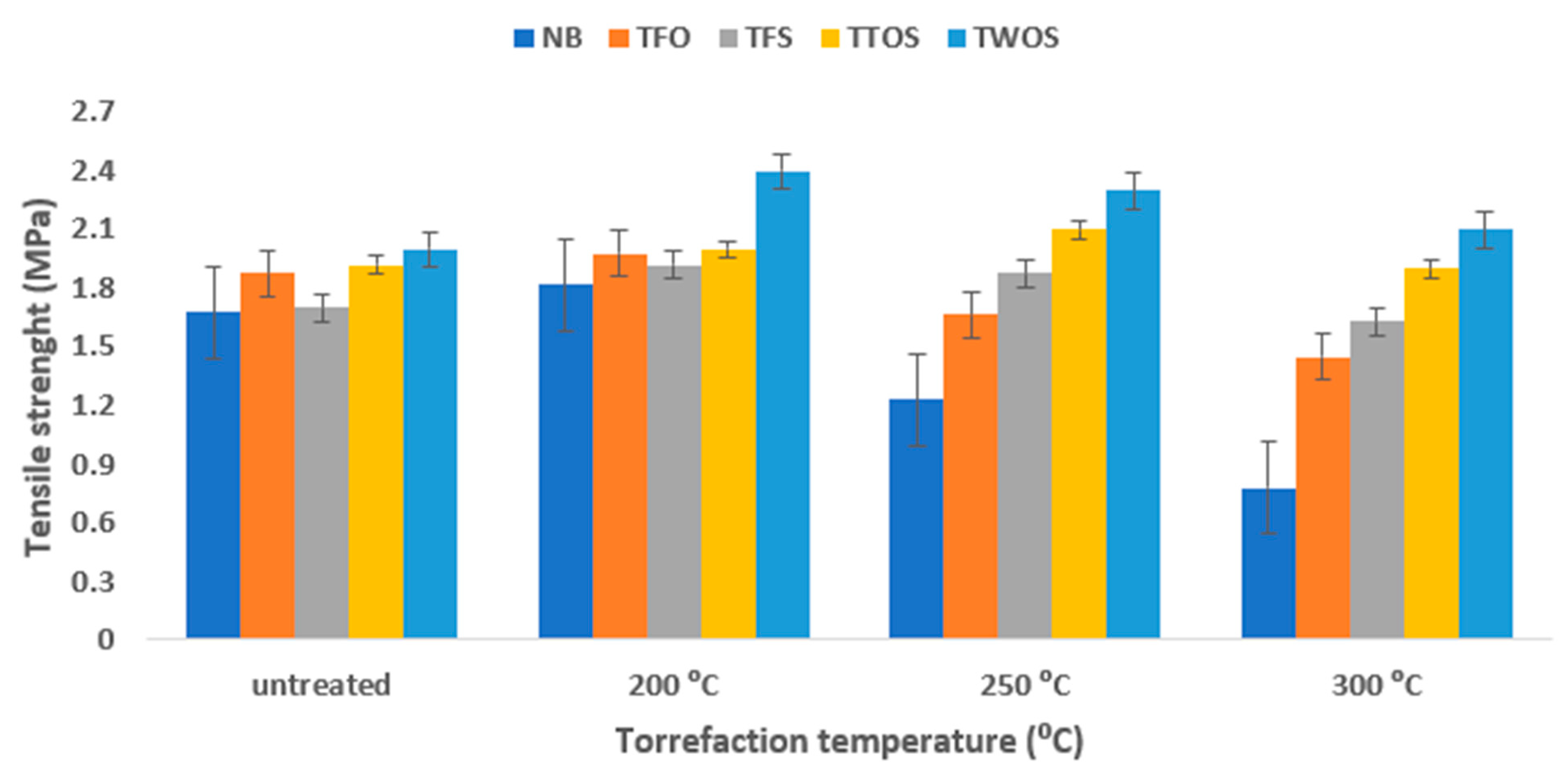
3.3.2. Pellet Tensile Strength
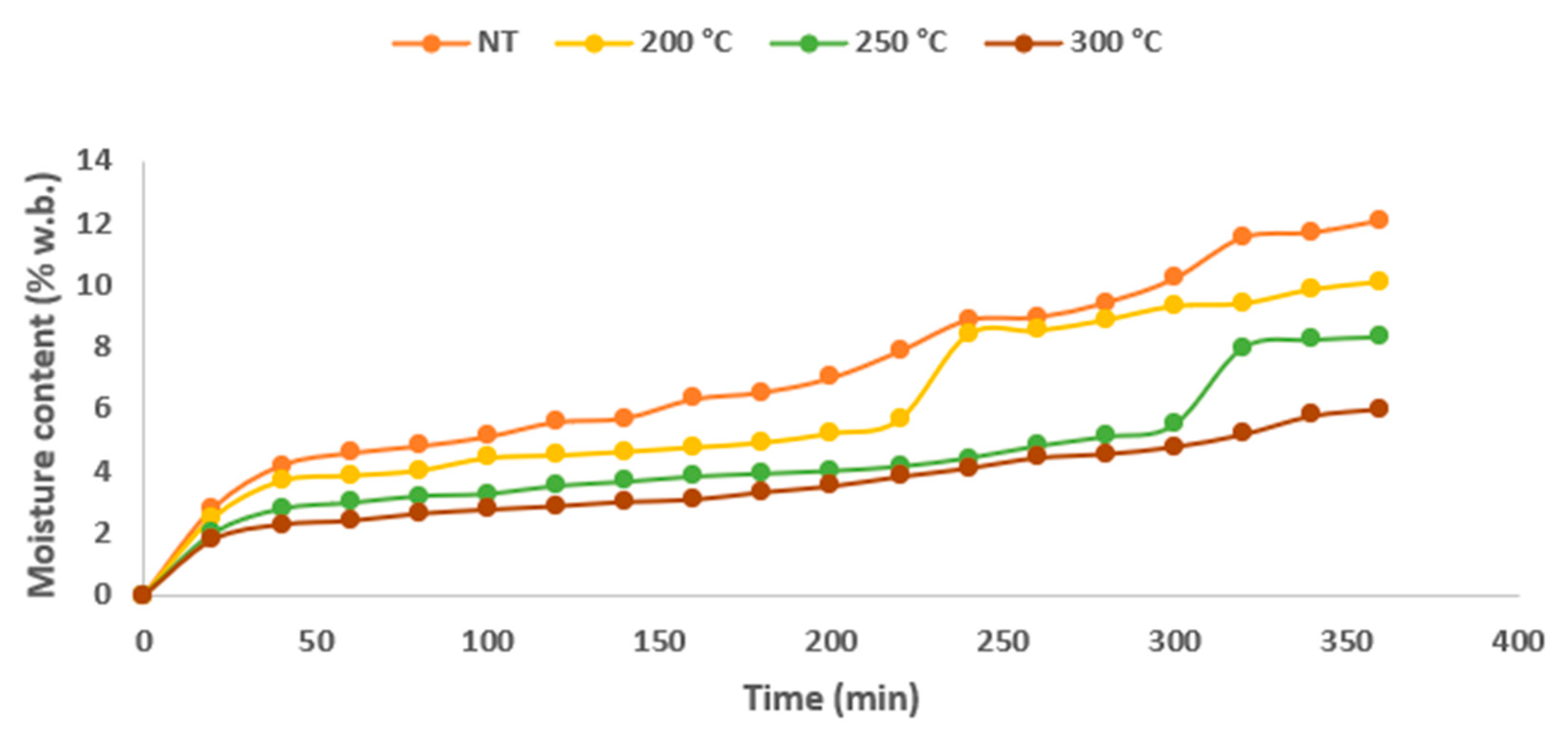
3.3.3. Moisture Uptake of Pellets
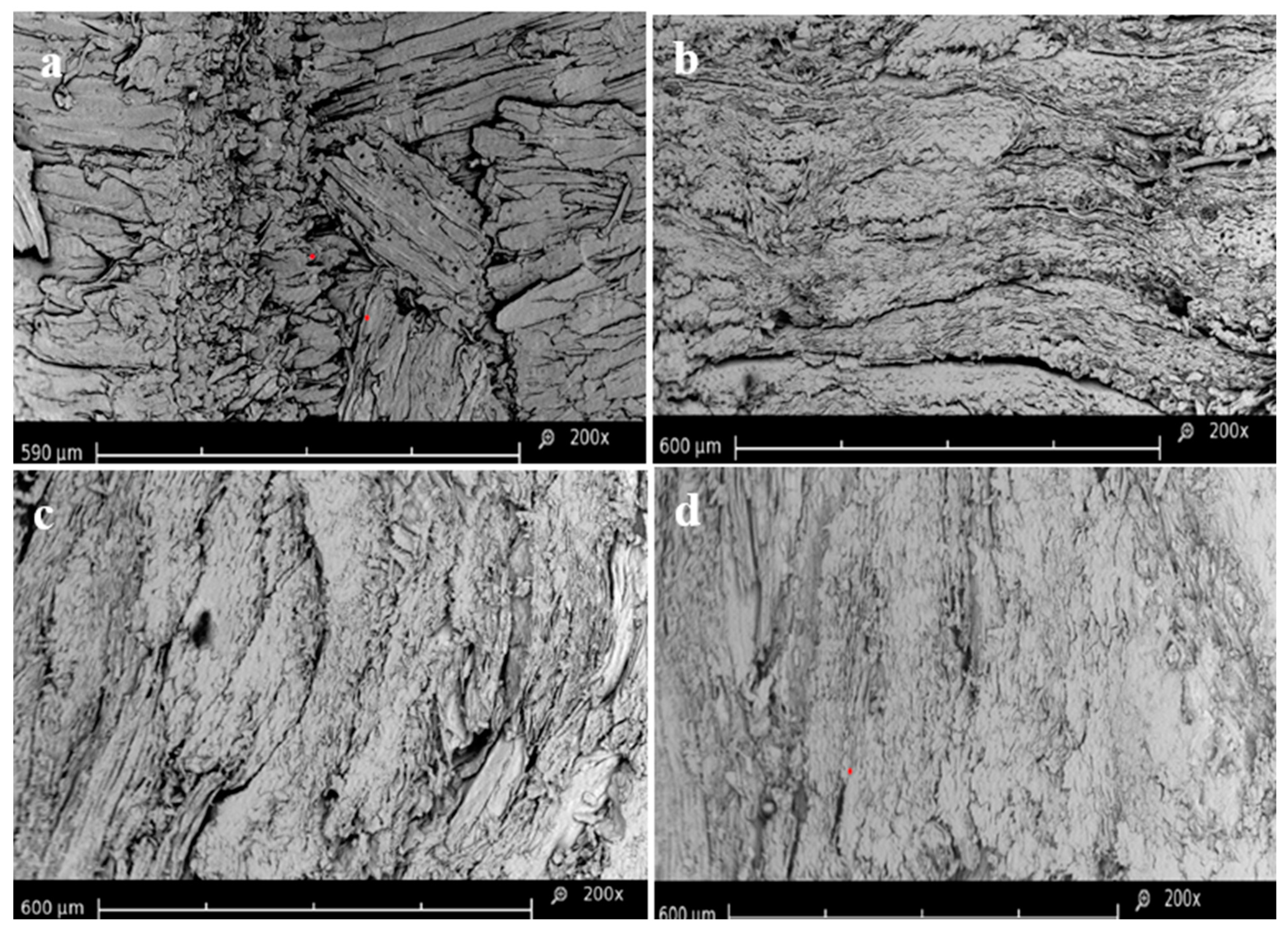
3.3.4. SEM Analysis
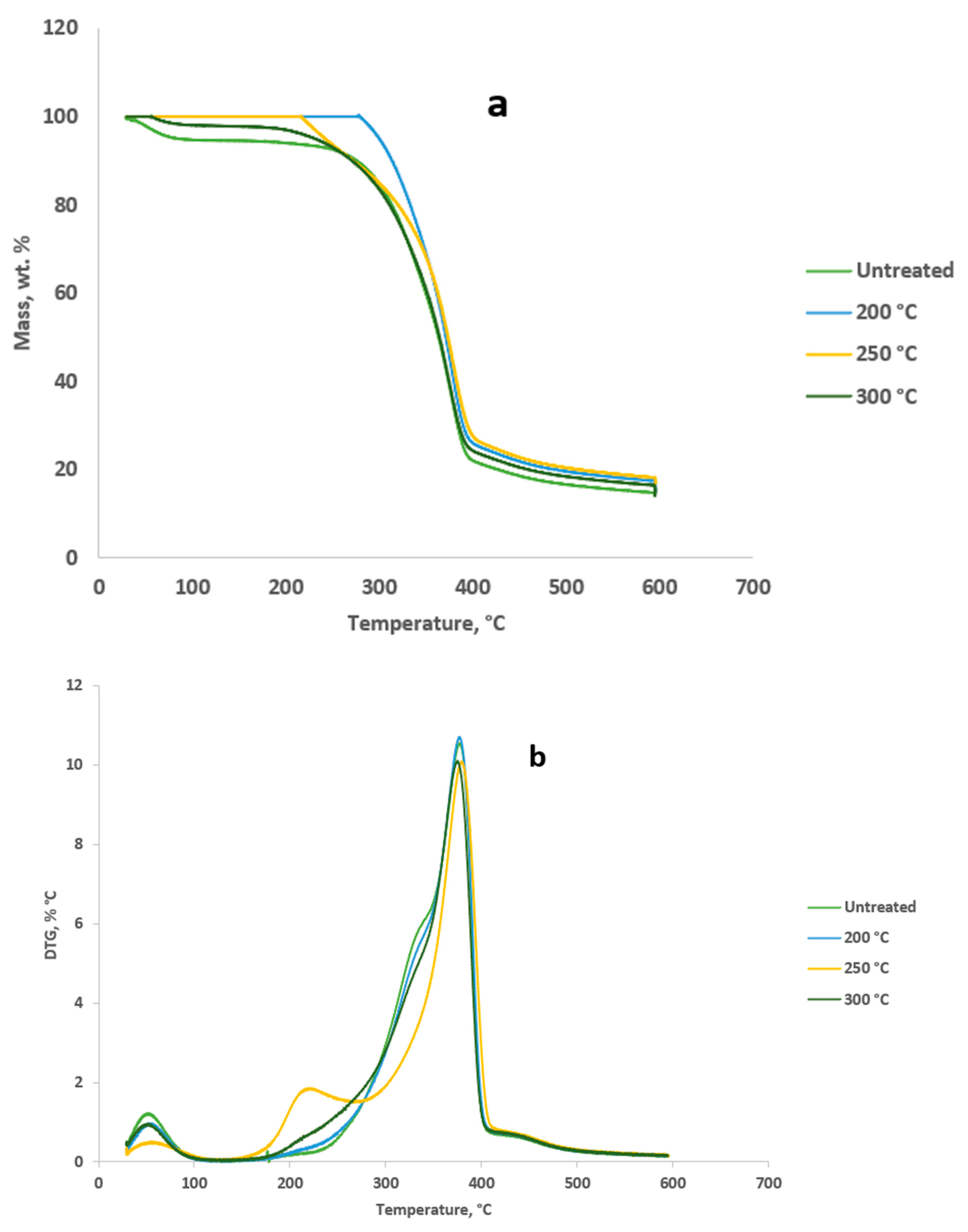
3.3.5. Differential Thermogravimetric Analysis (DTG)
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| TL | Torrefaction liquid |
| SF | Severity factor |
| DS | Dimensional stability |
| ANOVA | Analysis of variance |
| NDF | Neutral detergent fibre |
| ADF | Acid detergent fibre |
| ADL | Acid detergent lignin |
| OH | Hydroxyl |
| HHV | Higher heating value |
| DTG | Differential thermogravimetric |
| TGA | Thermogravimetric analysis |
| WSS | White spruce sawdust |
| FC | Fixed carbon |
| VM | Volatile matter |
| C | Carbon |
| H | Hydrogen |
| N | Nitrogen |
| S | Sulfur |
| O | Oxygen |
| O/C | Oxygen-carbon ratio |
| H/C | Hydrogen-carbon ratio |
| SEM | Scanning electron microscope |
References
- Dai, L.; Wang, Y.; Liu, Y.; He, C.; Ruan, R.; Yu, Z.; Jiang, L.; Zeng, Z.; Wu, Q. A review on selective production of value-added chemicals via catalytic pyrolysis of lignocellulosic biomass. Sci. Total Environ. 2020, 749, 142386. [Google Scholar] [CrossRef]
- Lehmann, J. Bioenergy in the black. Front. Ecol. Environ. 2007, 5, 381–387. [Google Scholar] [CrossRef] [Green Version]
- Czernik, S.; Bridgwater, A. Overview of applications of biomass fast pyrolysis oil. Energy Fuels 2004, 18, 590–598. [Google Scholar] [CrossRef]
- Zhang, B.; Yang, B.; Wu, S.; Guo, W.; Zhang, J.; Wu, Z.; Wang, Z.; Lim, J.C. Effect of torrefaction pretreatment on the fast pyrolysis behavior of biomass: Product distribution and kinetic analysis on spruce-pin-fir sawdust. J. Anal. Appl. Pyrolysis 2021, 158, 105259. [Google Scholar] [CrossRef]
- Cai, W.; Fivga, A.; Kaario, O.; Liu, R. Effects of torrefaction on the physicochemical characteristics of sawdust and rice husk and their pyrolysis behavior by thermogravimetric analysis and pyrolysis–gas chromatography/mass spectrometry. Energy Fuels 2017, 31, 1544–1554. [Google Scholar] [CrossRef]
- Arias, B.; Pevida, C.; Fermoso, J.; Plaza, M.; Rubiera, F.; Pis, J. Influence of torrefaction on the grindability and reactivity of woody biomass. Fuel Process. Technol. 2008, 89, 169–175. [Google Scholar] [CrossRef] [Green Version]
- Strandberg, M.; Olofsson, I.; Pommer, L.; Wiklund-Lindström, S.; Åberg, K.; Nordin, A. Effects of temperature and residence time on continuous torrefaction of spruce wood. Fuel Process. Technol. 2015, 134, 387–398. [Google Scholar] [CrossRef]
- Li, J.; Brzdekiewicz, A.; Yang, W.; Blasiak, W. Co-firing based on biomass torrefaction in a pulverized coal boiler with aim of 100% fuel switching. Appl. Energy 2012, 99, 344–354. [Google Scholar] [CrossRef]
- Dudyński, M.; van Dyk, J.C.; Kwiatkowski, K.; Sosnowska, M. Biomass gasification: Influence of torrefaction on syngas production and tar formation. Fuel Process. Technol. 2015, 131, 203–212. [Google Scholar] [CrossRef]
- Bach, Q.; Tran, K.; Skreiberg, Ø. Comparative study on the thermal degradation of dry-and wet-torrefied woods. Appl. Energy 2017, 185, 1051. [Google Scholar] [CrossRef]
- Statista Research Department. Statists Research Forestry in Canada—Statistics & Facts. Available online: https://www.statista.com/topics/4763/forestry-in-canada/#topicHeader__wrapper (accessed on 24 December 2022).
- Onyenwoke, C.; Tabil, L.G.; Dumonceaux, T.; Cree, D.; Mupondwa, E.; Adapa, P.K.; Karunakaran, C. Investigation of steam explosion pretreatment of sawdust and oat straw to improve their quality as biofuel pellets. Energies 2022, 15, 7168. [Google Scholar] [CrossRef]
- Saskatchewan Forest Products Buyers’ Guide. 2019. Available online: http://reaerch.yahoo.com/fpinnovations.ca (accessed on 6 April 2021).
- Rabemanolontsoa, H.; Saka, S. Various pretreatments of lignocellulosics. Bioresour. Technol. 2016, 199, 83–91. [Google Scholar] [CrossRef]
- Adapa, P.K.; Schonenau, L.G.; Canam, T.; Dumonceaux, T. Quantitative analysis of lignocellulosic components of non-treated and steam exploded barley, canola, oat, and wheat straw using Fourier transform infrared spectroscopy. J. Agric. Sci. Technol. 2011, 1, 177–188. [Google Scholar]
- Ståhl, M.; Berghel, J.; Frodeson, S.; Granström, K.; Renström, R. Effects on pellet properties and energy use when starch is added in the wood-fuel pelletizing process. Energy Fuels 2012, 26, 1937–1945. [Google Scholar] [CrossRef]
- Abedi, A.; Cheng, H.; Dalai, A.K. Effects of natural additives on the properties of sawdust fuel pellets. Energy Fuels 2018, 32, 1863–1873. [Google Scholar] [CrossRef]
- Peng, J.H.; Bi, X.T.; Sokhansanj, S.; Lim, C.J. Torrefaction and densification of different species of softwood residues. Fuel 2013, 111, 411–421. [Google Scholar] [CrossRef]
- Peng, J.; Bi, X.T.; Lim, C.J.; Peng, H.; Kim, C.S.; Jia, D.; Zuo, H. Sawdust as an effective binder for making torrefied pellets. Appl. Energy 2015, 157, 491–498. [Google Scholar] [CrossRef]
- Alizadeh, P.; Tabil, L.G.; Adapa, P.K.; Cree, D.; Mupondwa, E.; Emadi, B. Torrefaction and densification of wood sawdust for bioenergy applications. Fuels 2022, 3, 152–175. [Google Scholar] [CrossRef]
- Valdez, E.; Tabil, L.G.; Mupondwa, E.; Cree, D.; Moazed, H. Microwave torrefaction of oat hull: Effect of temperature and residence time. Energies 2021, 14, 4298. [Google Scholar] [CrossRef]
- Overend, R.P.; Chornet, E.; Gascoigne, J.A.; Hartley, B.S.; Broda, P.M.A.; Senior, P.J. Fractionation of lignocellulosics by steam-aqueous pretreatments. Philos. Trans. R. Soc. Lond. Ser. A Math. Phys. Sci. 1987, 321, 523–536. [Google Scholar]
- ANSI/ASAE S358.3; American Society of Agricultural Engineers. Standard Test for Moisture Content Measurement of Forages. American Society of Agricultural Engineers: St. Joseph, MI, USA, 2012.
- AACC Standard 44-15A; Determination of Moisture Content by the Air-Oven Method. The American Association of Cereal Chemists (AACC International): St. Paul, MN, USA, 2005.
- ASABE Standards EP496.3; 49th ed. Agricultural Machinery Management. ASABE: St. Joseph, MI, USA, 2006; pp. 385–390.
- Iroba, K.L.; Baik, O.-D.; Tabil, L.G. Torrefaction of biomass from municipal solid waste fractions ii: Grindability characteristics, higher heating value, palatability, and moisture adsorption. Biomass Bioenergy 2017, 106, 8–20. [Google Scholar] [CrossRef]
- Satpathy, S.K.; Tabil, L.G.; Meda, V.; Narayana, S.; Rajendra, S. Torrefaction and Grinding Performance of Wheat and Barley Straw after Microwave Heating. In Proceedings of the CSBE/SCGAB 2013 Annual Conference, Saskatoon, SK, Canada, 7–10 July 2013; Available online: http://www.csbescgab.ca/docs/meetings/2013/CSBE13065 (accessed on 15 May 2022).
- ASTM D3174-04(2010); Standard Test Method for Ash in the Analysis Sample of Coal and Coke from Coal. ASTM: West Conshohocken, PA, USA, 2010. [CrossRef]
- ASTM D3173-03; Standard Test Method for Moisture in the Analysis Sample of Coal and Coke. ASTM: West Conshohocken, PA, USA, 1996. [CrossRef]
- ASTM D3175-20; Standard Test Method for Volatile Matter in the Analysis Sample of Coal and Coke. ASTM: West Conshohocken, PA, USA, 1997. [CrossRef]
- Bai, X.G.; Wang, Y.; Sun, Y.; Yu, J.; Liu, D.; Wang, Z. Effects of combined pretreatment with rod-milled and torrefaction on physicochemical and fuel characteristics of wheat straw. Bioresour. Technol. 2018, 267, 38–45. [Google Scholar] [CrossRef]
- ANKOM Technology. Method 5: Acid Detergent Fiber in Feeds—Filter Bag Technique (for A200 and A200I). Available online: https://www.ankom.com/sites/default/files/document-files/Method_5_ADF_A200.pdf (accessed on 1 April 2021).
- ANKOM Technology. Method 6: Neutral Detergent Fiber in Feeds—Filter Bag Technique (for A200 and A200I). Available online: https://www.ankom.com/sites/default/files/document-files/Method_6_NDF_A200.pdf (accessed on 1 April 2021).
- ANKOM Technology. Method 8: Determining Acid Detergent Lignin in Beakers. Available online: https://www.ankom.com/sites/default/files/document-files/Method_8_Lignin_in_beakers_0.pdf (accessed on 1 April 2021).
- Kashaninejad, M.; Tabil, L.G. Effect of microwave-chemical pre-treatment on compression characteristics of biomass grinds. Biosyst. Eng. 2011, 108, 36–45. [Google Scholar] [CrossRef]
- Azargohar, R.; Soleimani, M.; Nosran, S.; Bond, T.; Karunakaran, C.; Dalai, A.K.; Tabil, L.G. Thermo-physical characterization of torrefied fuel pellet from co-pelletization of canola hulls and meal. Ind. Crops Prod. 2019, 128, 424–435. [Google Scholar] [CrossRef]
- Lam, P.S.; Sokhansanj, S.; Bi, X.T.; Lim, C.J.; Larsson, S.H. Drying characteristics and equilibrium moisture content of steam-treated douglas fir (Pseudotsuga menziesii L.). Bioresour. Technol. 2012, 116, 396–402. [Google Scholar] [CrossRef] [PubMed]
- Li, X.; Yan, J.; Yang, J.; Peng, T.; Yang, Q. Study on processing technology for microwave pyrolysis of municipal solid waste. In Proceedings of the 2011 International Conference on Materials for Renewable Energy Environment, Shanghai, China, 20–22 May 2011; pp. 336–340. [Google Scholar]
- Tumuluru, S.J.; Sokhansanj, S.; Wright, C.T.; Boardman, R.D. Review: A review on biomass torrefaction process and product properties for energy applications. Ind. Biotechnol. 2011, 7, 384–401. [Google Scholar] [CrossRef] [Green Version]
- Rousset, P.; Aguiar, C.; Labbe, N.; Commandre, J.M. Enhancing the combustible properties of bamboo by torrefaction. Bioresour. Technol. 2011, 102, 8225–8231. [Google Scholar] [CrossRef]
- Evergreen Renewables, LLC (2022) Biomass Torrefaction as a Preprocessing Step for Thermal Conversion: Reducing Costs in the Biomass Supply Chain (Online). Available online: http//evergreenrenewable.com/welcome_files/Biomass%20torrefaction.pdf (accessed on 19 October 2022).
- Chen, W.H.; Peng, J.; Bi, X.T. A state-of-the-art review of biomass torrefaction, densification, and applications. Renew. Sustain. Energy Rev. 2015, 44, 847–866. [Google Scholar] [CrossRef]
- Chew, J.J.; Doshi, V. Recent advances in biomass pretreatment torrefaction fundamentals and technology. Renew. Sustain. Energy Rev. 2011, 15, 4212–4222. [Google Scholar] [CrossRef]
- Yan, W.; Hastings, J.T.; Acharjee, T.C.; Coronella, C.J.; Vásquez, V.R. Mass and energy balances of wet torrefaction of lignocellulosic biomass. Energy Fuels 2010, 24, 4738–4742. [Google Scholar] [CrossRef]
- Van der Stelt, M.; Gerhauser, H.; Kiel, J.; Ptasinski, K. Biomass upgrading by torrefaction for the production of biofuels: A review. Biomass Bioenergy 2011, 35, 3748–3762. [Google Scholar] [CrossRef]
- Li, H.; Liu, X.; Legros, R.; Bi, X.T.; Lim, C.J.; Sokhansanj, S. Pelletization of torrefied sawdust and properties of torrefied pellets. Appl. Energy 2012, 93, 680–685. [Google Scholar] [CrossRef]
- Rudolfsson, M.; Stelte, W.; Lestander, T.A. Process optimization of combined biomass torrefaction and pelletization for fuel pellet production—A parametric study. Appl. Energy 2015, 140, 378–384. [Google Scholar] [CrossRef]
- Serrano, C.; Monedero, E.; Lapuerta, M.; Portero, H. Effect of moisture content, particle size and pine addition on quality parameters of barley straw pellets. Fuel Process. Technol. 2011, 92, 699–706. [Google Scholar] [CrossRef]
- Ghiasisis, B. Steam-Assisted Pelletization and Torrefaction of Lignocellulosic Biomass. Master’s Thesis, University of British Columbia, Vancouver, BC, Canada, 2020. [Google Scholar]
- Huang, Y.; Finell, M.; Larsson, S.; Wang, X.; Zhang, J.; Wei, R.; Liu, L. Biofuel pellets made at low moisture content—Influence of water in the binding mechanism of densified biomass. Biomass Bioenergy 2017, 98, 8–14. [Google Scholar] [CrossRef]
- Mani, S.; Tabil, L.G.; Sokhansanj, S. Grinding performance and physical properties of wheat and barley straws, corn stover, and switchgrass. Biomass Bioenergy 2004, 27, 339–352. [Google Scholar] [CrossRef]
- Tabil, L.G. Binding and Pelleting Characteristics of Alfalfa. Ph.D. Thesis, Department of Agricultural and Bioresource Engineering, University of Saskatchewan, Saskatoon, SK, Canada, 1996. [Google Scholar]
- Phanphanich, M.; Mani, S. Impact of torrefaction on the grindability and fuel characteristics of forest biomass. Bioresour. Technol. 2011, 102, 1246–1253. [Google Scholar] [CrossRef]
- Chen, W.H.; Hsu, H.C.; Lu, K.M.; Lee, W.C.; Lin, D.C. Thermal pretreatment of wood (Lauan) block by torrefaction and its influence on the properties of biomass. Energy 2011, 36, 3012–3021. [Google Scholar] [CrossRef]
- Peng, J.; Wang, J.; Bi, X.T.; Lim, C.J.L.; Sokhansanj, S.; Peng, H.; Jia, D. Effects of thermal treatment on energy density and hardness of torrefied wood pellets. Fuel Process. Technol. 2014, 129, 168–173. [Google Scholar] [CrossRef]
- Chen, W.H.; Kuo, P.C. Torrefaction and co-torrefaction characterization of hemicellulose, cellulose, and lignin as well as torrefaction of some basic constituents in biomass. Energy 2011, 36, 803–811. [Google Scholar] [CrossRef]
- Mani, S.; Tabil, L.G.; Sokhansanj, S. Effects of compressive force, particle size and moisture content on mechanical properties of biomass pellets from grasses. Biomass Bioenergy 2006, 30, 648–654. [Google Scholar] [CrossRef]
- Zanzi, R.; Ferro, D.T.; Torres, A.; Soler, P.B.; Bjornbom, E. Biomass torrefaction. In Proceedings of the 6th Asian-Pacific International Symposium on Combustion and Energy Utilization, Kuala Lumpur, Malaysia, 20–22 May 2022. [Google Scholar]
- Sarker, T.R.; Azargohar, R.; Dalai, A.K.; Venkatesh, M. Physicochemical and fuel characteristics of torrefied agricultural residues for sustainable fuel production. Energy Fuels 2020, 34, 14169–14181. [Google Scholar] [CrossRef]
- Bridgeman, T.G.; Jones, J.M.; Shield, I.; Williams, P.T. Torrefaction of reed canary grass, wheat straw, and willow to enhance solid fuel qualities and combustion properties. Fuel 2008, 87, 844–856. [Google Scholar] [CrossRef]
- Lu, K.M.; Lee, W.J.; Chen, W.H.; Lin, T.C. Torrefaction and low-temperature carbonization of oil palm fiber and eucalyptus in nitrogen and air atmospheres. Bioresour Technol. 2012, 123, 98–105. [Google Scholar] [CrossRef]
- Wannapeera, J.; Fungtammasan, B.; Worasuwannarak, B. Effects of temperature and holding time during torrefaction on the pyrolysis behaviours of woody biomass. J. Anal. Appl. Pyrolysis 2011, 92, 99–105. [Google Scholar] [CrossRef]
- Tumuluru, J.S.; Ghiasi, B.; Soelberg, N.R.; Sokhansanj, S. Biomass torrefaction process, product properties, reactor types, and moving bed reactor design concepts. Front. Energy Res. 2021, 9, 728140. [Google Scholar] [CrossRef]
- Phusunti, N.; Phetwarotai, W.; Tekasakul, S. Effects of torrefaction on physical properties, chemical composition, and reactivity of microalgae. Korean J. Chem. Eng. 2018, 35, 503–510. [Google Scholar] [CrossRef]
- Oyebode, W.A.; Ogunsuyi, H.O. Impact of torrefaction process temperature on the energy content and chemical composition of stool tree (Alstonia congenisis Engl) woody biomass. Curr. Res. Green Sust. Chem. 2021, 4, 100115. [Google Scholar] [CrossRef]
- Baicar, M.; Zagula, G.; Saletnik, B.; Tarapatskyy, M.; Puchalski, C. Relationship between torrefaction parameters and physicochemical properties of torrefied products obtained from selected plant biomass. Energies 2018, 11, 2919. [Google Scholar] [CrossRef] [Green Version]
- Poudel, J.; Karki, S.; Oh, S.C. Valorization of waste wood as a solid fuel by torrefaction. Energies 2018, 11, 1641. [Google Scholar] [CrossRef] [Green Version]
- Wang, L.; Riva, L.; Skreiberg, Ø.; Khalil, R.; Bartocci, P.; Yang, Q.; Yang, H.; Wang, X.; Chen, D.; Rudolfsson, M.; et al. Effect of torrefaction on properties of pellets produced from woody biomass. Energy Fuels 2020, 34, 15343–15354. [Google Scholar] [CrossRef]
- Pellet Fuel Institute (PFI) Standards Committee. Pellet Fuel Institute (PFI) Standard Specification for Residential/Commercial Densified Fuel; PFI Standards Committee: Seattle, WA, USA, 2011. [Google Scholar]
- Shang, L.; Nielsen, N.P.K.; Dahl, J.; Stelte, W.; Ahrenfeldt, J.; Holm, J.K.; Thomsen, T.H. Quality effects caused by torrefaction of pellets made from Scots pine. Fuel Process. Technol. 2012, 101, 23–28. [Google Scholar] [CrossRef]
- Kanwal, S.N.; Chaudhry, S.; Munir, H.; Sana, H. Effect of torrefaction conditions on the physicochemical characterization of agricultural waste (sugarcane bagasse). Waste Manag. 2019, 88, 280–290. [Google Scholar] [CrossRef] [PubMed]
- Sarker, T.R.; Azargohar, R.; Dalai, A.K.; Meda, V. Characteristics of torrefied fuel pellets obtained from co-pelletization of agriculture residues with pyrolysis oil. Biomass Bioenergy 2021, 150, 106139. [Google Scholar] [CrossRef]
- Rudolfsson, M.; Boren, E.; Pommer, L.; Nordin, A.; Lestander, T.A. Combined effects of torrefaction and pelletization parameters on the quality of pellets produced from torrefied biomass. Appl. Energy 2017, 191, 414–424. [Google Scholar] [CrossRef]
- Ghiasi, B.; Kumar, L.; Furubayashi, T.; Lim, C.J.; Bi, X.; Kim, C.S.; Sokhansanj, S. Densified biocoal from woodchips: Is it better to do torrefaction before or after densification? Appl. Energy 2014, 134, 133–142. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, F.; Chen, D.; Cen, K.; Zhang, J.; Cao, X. Upgrading of biomass pellets by torrefaction and its influence on the hydrophobicity, mechanical property, and fuel quality. Biomass Convers. Biorefin. 2020, 12, 2061–2070. [Google Scholar] [CrossRef]
- Kambo, H.S.; Dutta, A. Strength, storage, and combustion characteristics of densified lignocellulosic biomass produced via torrefaction and hydrothermal carbonization. Appl. Energy 2014, 135, 182–191. [Google Scholar] [CrossRef]
- Gastaldi, G.; Capretti, G.; Focher, B.; Cosentino, C. Characterization and properties of cellulose isolated from the Crambe abyssinica hull. Ind. Crops Prod. 1998, 8, 208–218. [Google Scholar] [CrossRef]
- Kristensen, J.B.; Thygesen, L.G.; Felby, C.; Jorgensen, H.; Elder, T. Cell-wall structural changes in wheat straw pretreated for bioethanol production. Biotechnol. Biofuels 2008, 1, 5. [Google Scholar] [CrossRef] [Green Version]
- Kang, K.; Zhu, M.; Sun, G.; Qiu, L.; Guo, X.; Meda, V.; Sun, R. Codensification of Eucommia ulmoides Oliver stem with pyrolysis oil and char for solid biofuel: An optimization and characterization study. Appl. Energy 2018, 223, 347–357. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Biomass | Binder | Key Findings | References |
|---|---|---|---|
| Sawdust (Norway spruce) | Four Starch grades (wheat, oxidized corn, potato, and oxidized potato). |
| [16] |
| Spruce sawdust | Lignin, lignosulfonate, proline, corn starch, and torrefied oat hull. |
| [17] |
| Softwood residues | Moisture |
| [18] |
| Pine sawdust | Sawdust |
| [19] |
| Wood sawdust | Steam-treated spruce sawdust |
| [20] |
| Composition | Torrefied WSS (%) | Torrefaction Liquid (%) | Sawdust (%) |
|---|---|---|---|
| NB | 100 | - | - |
| TFO | 75 | 25 | - |
| TFS | 75 | - | 25 |
| TTOS | 33.3 | 33.3 | 33.3 |
| TWOS | 75 | 12.5 | 12.5 |
| Temperature (°C) | Time (min) | Severity Factor |
|---|---|---|
| 200 | 5 | 3.64 |
| 200 | 7 | 3.79 |
| 200 | 9 | 3.91 |
| 250 | 5 | 5.11 |
| 250 | 7 | 5.26 |
| 250 | 9 | 5.37 |
| 300 | 5 | 6.59 |
| 300 | 7 | 6.73 |
| 300 | 9 | 6.84 |
| Temperature (°C) | Time (min) | dgw (mm) | Sgw (mm) | Bulk Density (kg/m3) | Particle Density (kg/m3) |
|---|---|---|---|---|---|
| Untreated | - | 0.36 | 0.28 | 199.75 | 1054.56 |
| 200 | 5 | 0.34 | 0.22 | 167.24 | 1250.68 |
| 200 | 7 | 0.34 | 0.22 | 160.32 | 1277.79 |
| 200 | 9 | 0.35 | 0.17 | 158.56 | 1293.90 |
| 250 | 5 | 0.34 | 0.18 | 155.67 | 1345.11 |
| 250 | 7 | 0.33 | 0.16 | 150.00 | 1357.26 |
| 250 | 9 | 0.33 | 0.14 | 147.87 | 1365.37 |
| 300 | 5 | 0.34 | 0.17 | 120.44 | 1406.59 |
| 300 | 7 | 0.32 | 0.16 | 116.23 | 1426.73 |
| 300 | 9 | 0.32 | 0.14 | 110.24 | 1454.84 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Onyenwoke, C.; Tabil, L.G.; Mupondwa, E.; Cree, D.; Adapa, P. Effect of Torrefaction on the Physiochemical Properties of White Spruce Sawdust for Biofuel Production. Fuels 2023, 4, 111-131. https://doi.org/10.3390/fuels4010008
Onyenwoke C, Tabil LG, Mupondwa E, Cree D, Adapa P. Effect of Torrefaction on the Physiochemical Properties of White Spruce Sawdust for Biofuel Production. Fuels. 2023; 4(1):111-131. https://doi.org/10.3390/fuels4010008
Chicago/Turabian StyleOnyenwoke, Chukwuka, Lope G. Tabil, Edmund Mupondwa, Duncan Cree, and Phani Adapa. 2023. "Effect of Torrefaction on the Physiochemical Properties of White Spruce Sawdust for Biofuel Production" Fuels 4, no. 1: 111-131. https://doi.org/10.3390/fuels4010008