As the experimental database covering low- and high-cycle investigations is concluded, evaluation of the non-linear material behaviour as well as the definition, validation and application of the energy-based fatigue assessment framework is studied next.
3.2. Parametrization of Elastic–Plastic Material Model
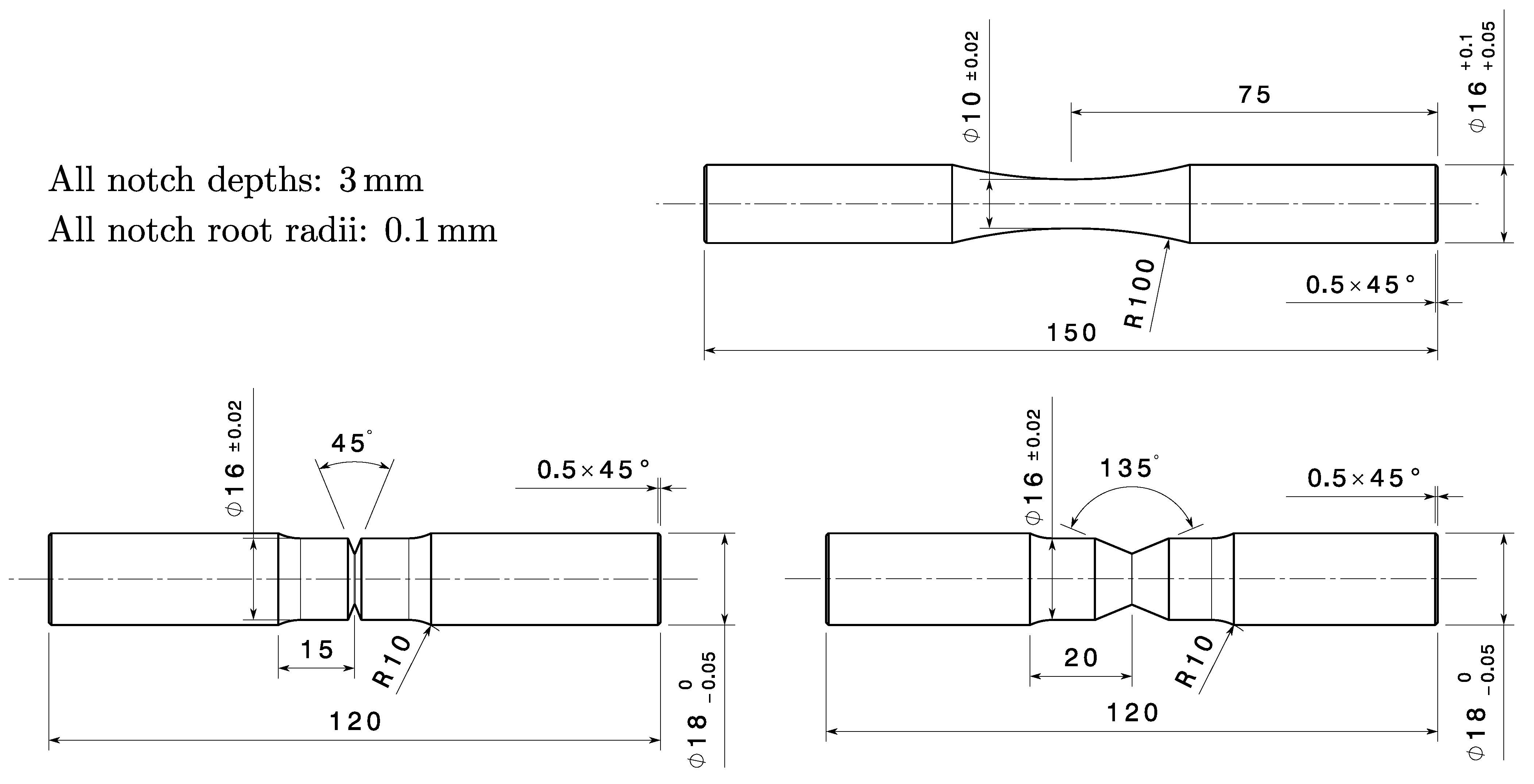
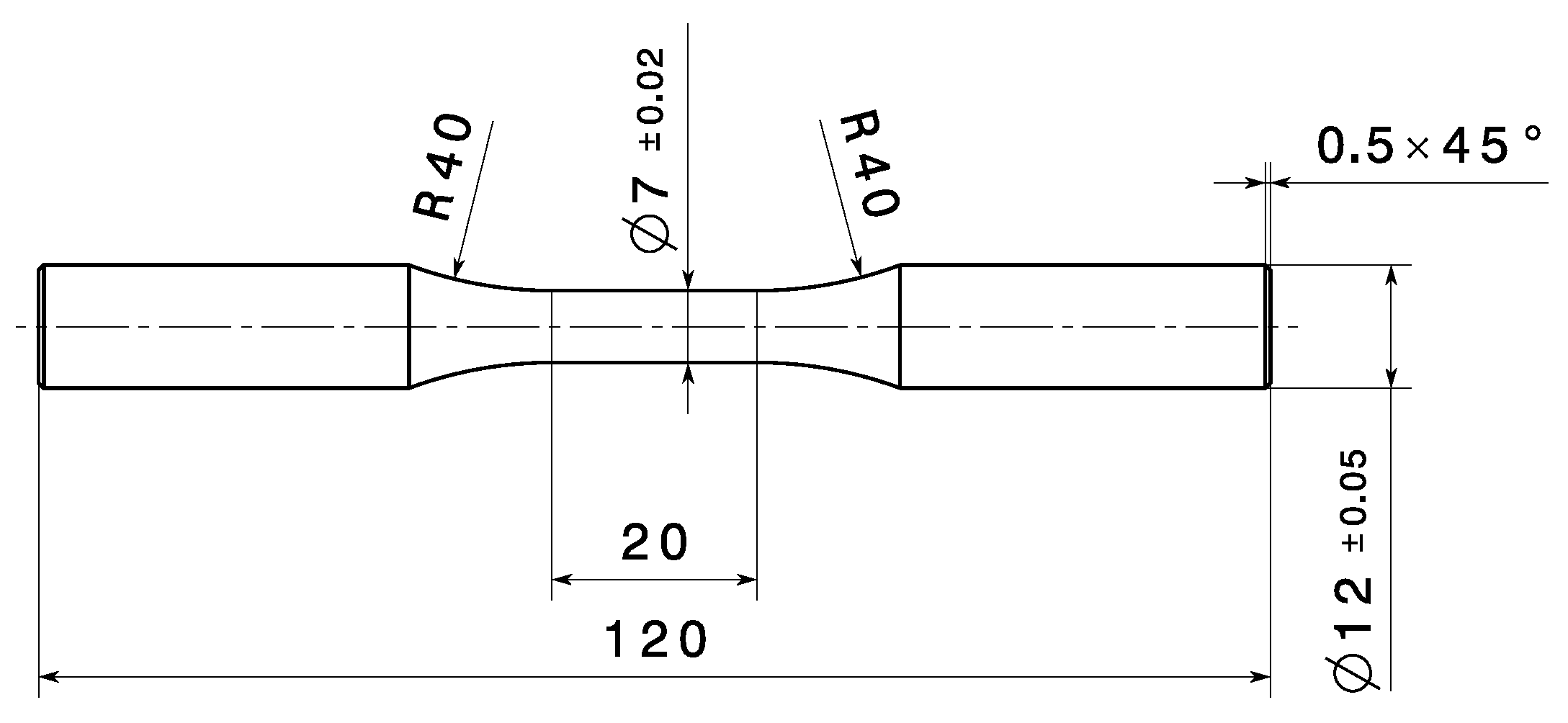
The low-cycle fatigue experiments reported in
Section 2.1 are conducted utilizing the plain specimen geometry depicted in
Figure 6. Hence, the description of the elastic–plastic strain as a function of stress according to Equation (
4) is only valid for unnotched specimens, where the deformation behaviour is uniform in the loaded cross-section. As notched specimens exhibit a stress gradient emanating from the notch root, local plastic deformation can occur in the highly-stressed vicinity of the notch root, while elastic deformation is predominant in regions further away from it. Dealing with cyclic loading, this local plastic deformation results in effects such as mean stress relaxation in the notch vicinity, leading to a complex evolution of the acting stress field which cannot be described in an analytical manner. Thus, numerical analyses are necessary utilizing a proper material model capable of describing the inelastic material behaviour.
In the present study, a combined hardening model considering isotropic and non-linear kinematic hardening is chosen to describe the non-linear material behaviour. The model is based on the definition of a yield function
f given in Equation (
7) [
30].
The term
corresponds to the von Mises criterion and is defined by Equation (
8) [
30].
Herein, the parameter represents the stress tensor and corresponds to the kinematic back stress tensor. The parameters and denote the deviatoric parts of and , respectively.
The yield function
f reported in Equation (
7) represents a surface in the space of stresses where plastic deformation of the stressed component takes place if the condition
is fulfilled. In the case of
, the material flow is of a linear–elastic type. The initial size of
f at zero plastic strain is described by the parameter
k. During cyclic plastic loading, the dislocation structure inherent in the material is altered, resulting in a change of the size and the position of the yield surface
f. The evolution of the surface size is described by the isotropic part
I of the combined hardening approach according to Equation (
9) [
97].
The size of the yield surface changes as a function of the accumulated plastic strain
p, where the parameter
Q denotes the difference between the initial and stabilized size of the yield surface and
represents the stabilization rate under constant strain amplitude loading [
28,
30].
The position and translation of the yield surface in the space of stresses are governed by the kinematic part of the combined hardening model [
97]. In order to improve the description accuracy of the non-linear material model, the kinematic back stress tensor
is defined according to Equation (
10) as a superposition of individual contributions
[
30].
Each part
follows a differential equation [
98] which can be integrated to give Equation (
11) for the uniaxial load case [
28,
30].
The parameters and represent the initial conditions, where denotes the plastic strain. The direction of the flow is described by which takes values of .
In the present study, the parameters of the combined hardening model, including the kinematic material parameters
and
, as well as
Q and
of the isotropic part, are evaluated utilizing an optimization routine [
31] which was developed at the Chair of Mechanical Engineering at the Montanuniversität Leoben. This routine was comprehensively validated for various materials under ambient and elevated temperatures [
99,
100,
101,
102,
103]. In the present study, the material parameters featured in Equation (
9) and (
11) are determined based on the experimental data reported in
Section 2.1. Concerning the non-linear kinematic part of the combined hardening model, two back stress components are considered.
Table 6 summarizes the parameters of the elastic–plastic material model.
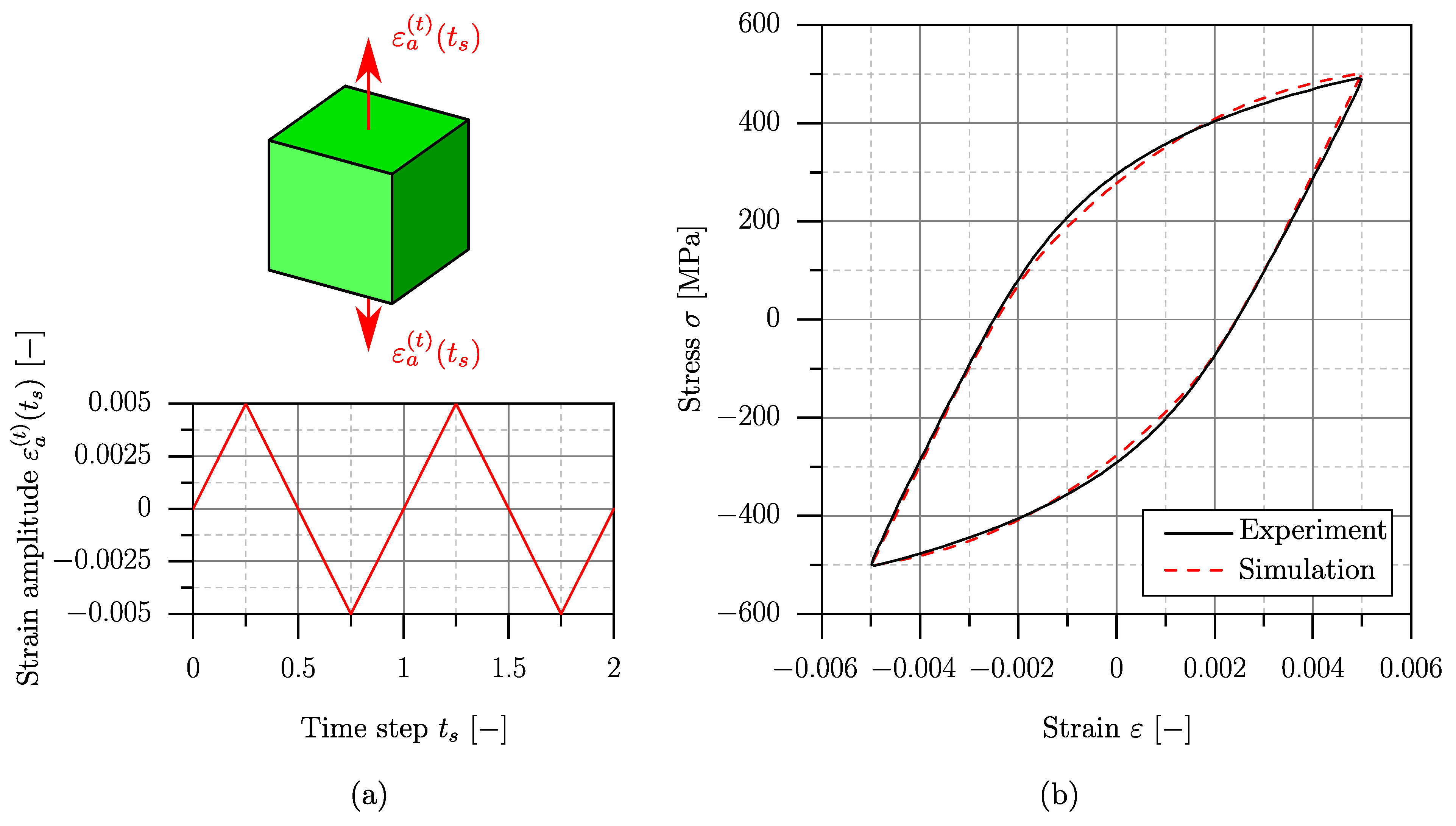
As the material parameters are determined, validation of the constitutional model is carried out by a non-linear finite element analysis in Abaqus
® 2021. A single three-dimensional element of unity edge length is utilised to evaluate the stabilized hysteresis loop at a total strain amplitude of
. The element is of the type C3D20 and features quadratic shape functions.
Figure 16 depicts the finite element model, as well as the numerically evaluated hysteresis loop for the stabilized material condition in contrast to the experimental results. In this case, a stabilization of the hysteresis loop has been obtained after approximately 1100 cycles.
The comparison of numerical and experimental results given in
Figure 16 reveals a satisfying representation of the stabilized cyclic material behaviour by the established combined hardening model.
3.3. Evaluation of the Elastic–Plastic Design Limit Curve
As the non-linear material behaviour of the investigated cast steel alloy G12MnMo7-4+QT is characterized, the elastic–plastic design limit curve can be assessed by means of an energy-based approach. This limit curve is further utilised to calculate the fatigue strength of defect-afflicted components. In order to derive the elastic–plastic design limit curve, the experimental high-cycle fatigue results of small-scale specimens, reported in a preceding study [
10], are reassessed.
The elastic–plastic design limit curve is evaluated based on the averaged total strain energy density
. Therefore, finite element analyses are conducted utilizing Abaqus
® 2021. The non-linear material behaviour is considered by implementation of the combined hardening model presented in
Section 3.2. Axisymmetric models are utilised to evaluate
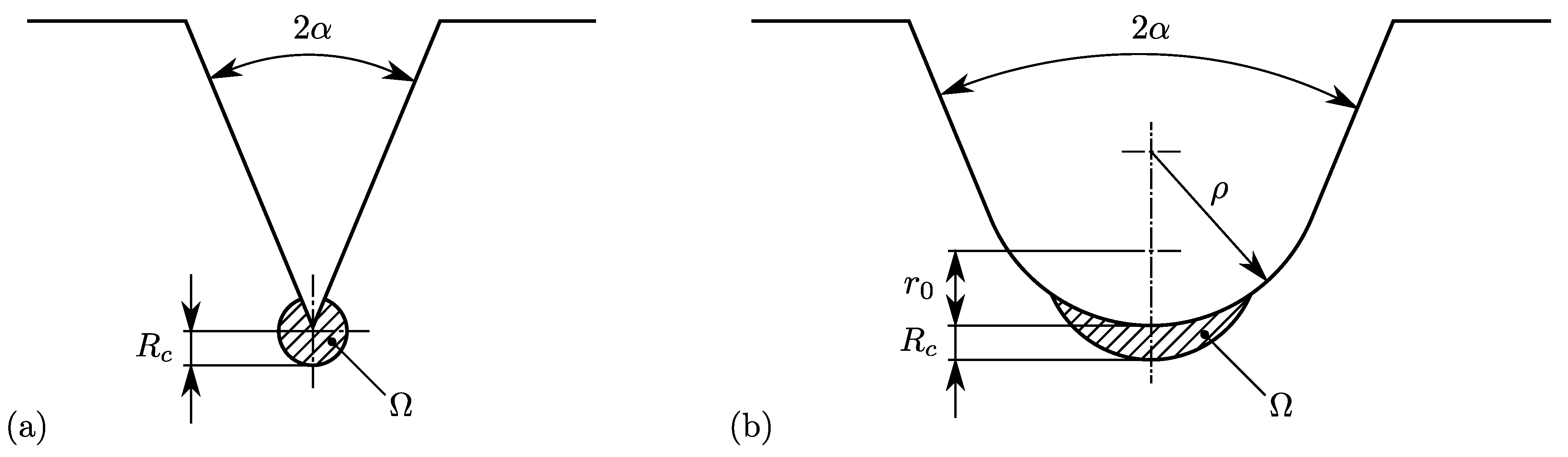
of the respective plain and notched specimens, featuring elements of type CAX6/CAX8 with quadratic shape functions. The control volume is modelled by partitioning of the notched geometries, considering a control radius of
mm, as evaluated in [
10] for G12MnMo7-4+QT. Herein, the evaluation of
was conducted following the linear–elastic framework given in [
40,
41], considering the fatigue strength and long-crack growth threshold stress intensity factor range which correspond to the fatigue limit at ten million load cycles. Three different stress ratios
R have been observed, where
is defined as the arithmetic mean value. In order to ensure appropriate element sizing within the control volume
, the results of a mesh sensitivity study conducted in a preceding study [
104] are considered. The SED within
is rather insensitive to the element size. Hence, control volumes consisting of a minimum of three elements yield appropriate SED values without sacrificing accuracy, as also stated in [
105]. The position
of the control volume center point is derived according to [
42] for the investigated notch opening angles of
and
. The numerical models are stressed under uniaxial tension-compression loading, covering the tested load amplitudes and stress ratios of the high-cycle fatigue experiments conducted in [
10]. A cyclic load is applied during numerical analysis until stabilization of the material behaviour is achieved. Stabilization is assumed if the iterative change in stresses of each cycle is less than approximately one percent. This was obtained after approximately one hundred load cycles for the conducted simulations. The cyclic load in Abaqus
® 2021 is realized by the definition of a time-dependent multiplier
, altering the currently acting load which corresponds to the investigated stress range
.
Figure 17 exemplarily depicts the finite element model of the investigated V-notched specimen geometry possessing a notch opening angle of
. The presented stress result refers to the stabilized material condition at a stress range of
MPa and a stress ratio of
. The specimen is depicted for the maximum value of the numerical cyclic load. Furthermore, the course of the load multiplier
utilised for the cyclic simulations is depicted for all investigated load ratios for the first two cycles.
Finally, the elastic and plastic strain energy contributions are evaluated from the control volume elements and the averaged total strain energy density in the stabilized material condition is calculated.
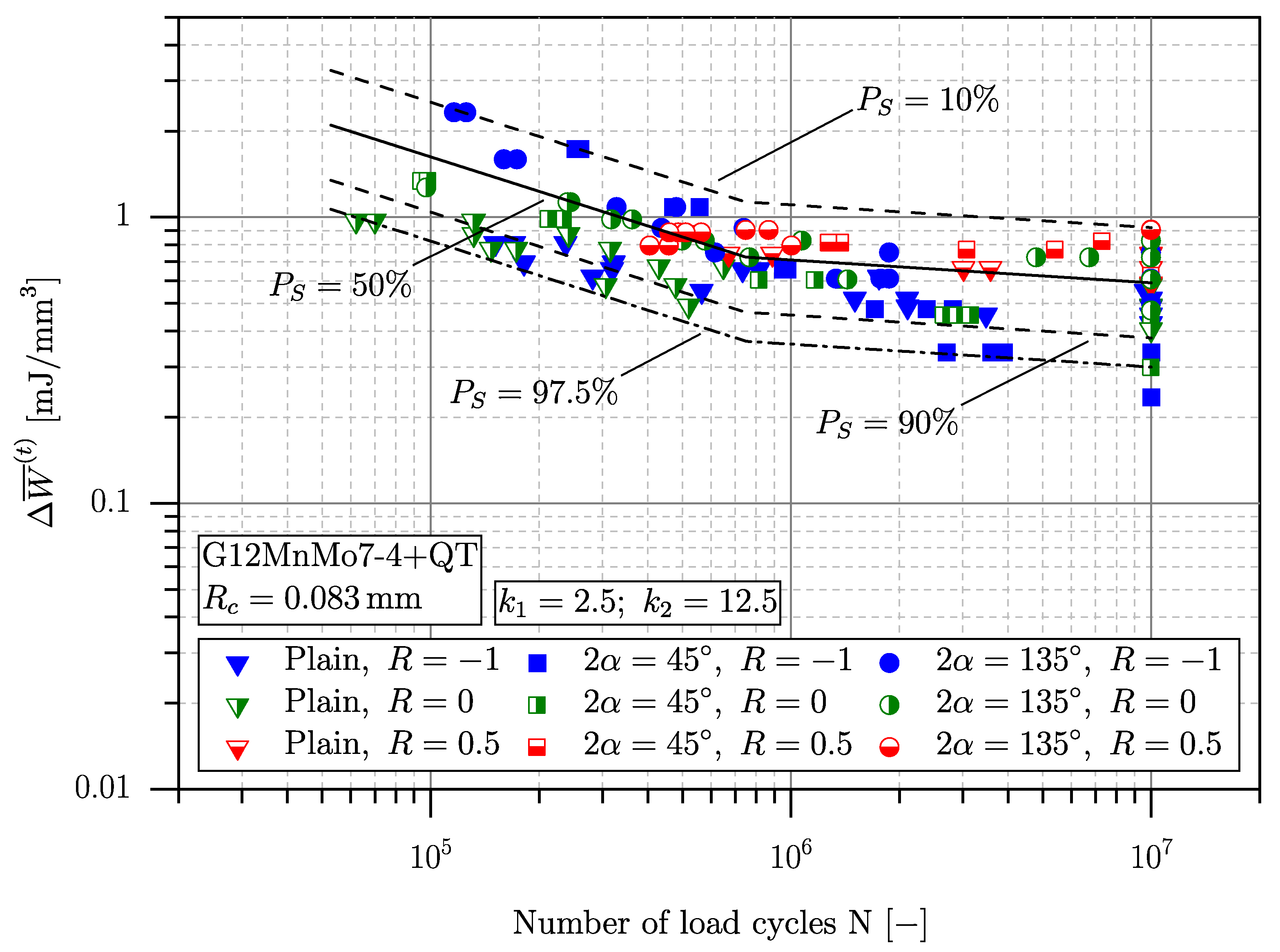
Figure 18 summarizes the elastic–plastic fatigue assessment results.
Concerning the long-life fatigue strength, the presented results are statistically evaluated according to the
approach [
106]. The finite-life fatigue regime is assessed following ASTM E739 [
107], including the statistical evaluation of the fatigue limit curves for a probability of survival of
, as well as for values of
and
. Furthermore, the limit curve for
is depicted, which serves as an assessment basis in fatigue design, according to the widely used guideline FKM (Forschungskuratorium Maschinenbau) [
18].
As depicted in
Figure 18, the elastic–plastic fatigue assessment based on the total strain energy density summarizes the fatigue results of three different specimen geometries tested at three different stress ratios into a unique narrow scatter band. The scatter index which is defined by the limit curves of
and
possesses a value of
. Comparing to the scatter index of
as reported in [
10] utilizing a linear–elastic SED approach, the consideration of the non-linear material behaviour by the total SED provides a significant improvement in prediction accuracy. As stated in [
10], the comparably high value of
is primarily assigned to the assessment results at a stress ratio of
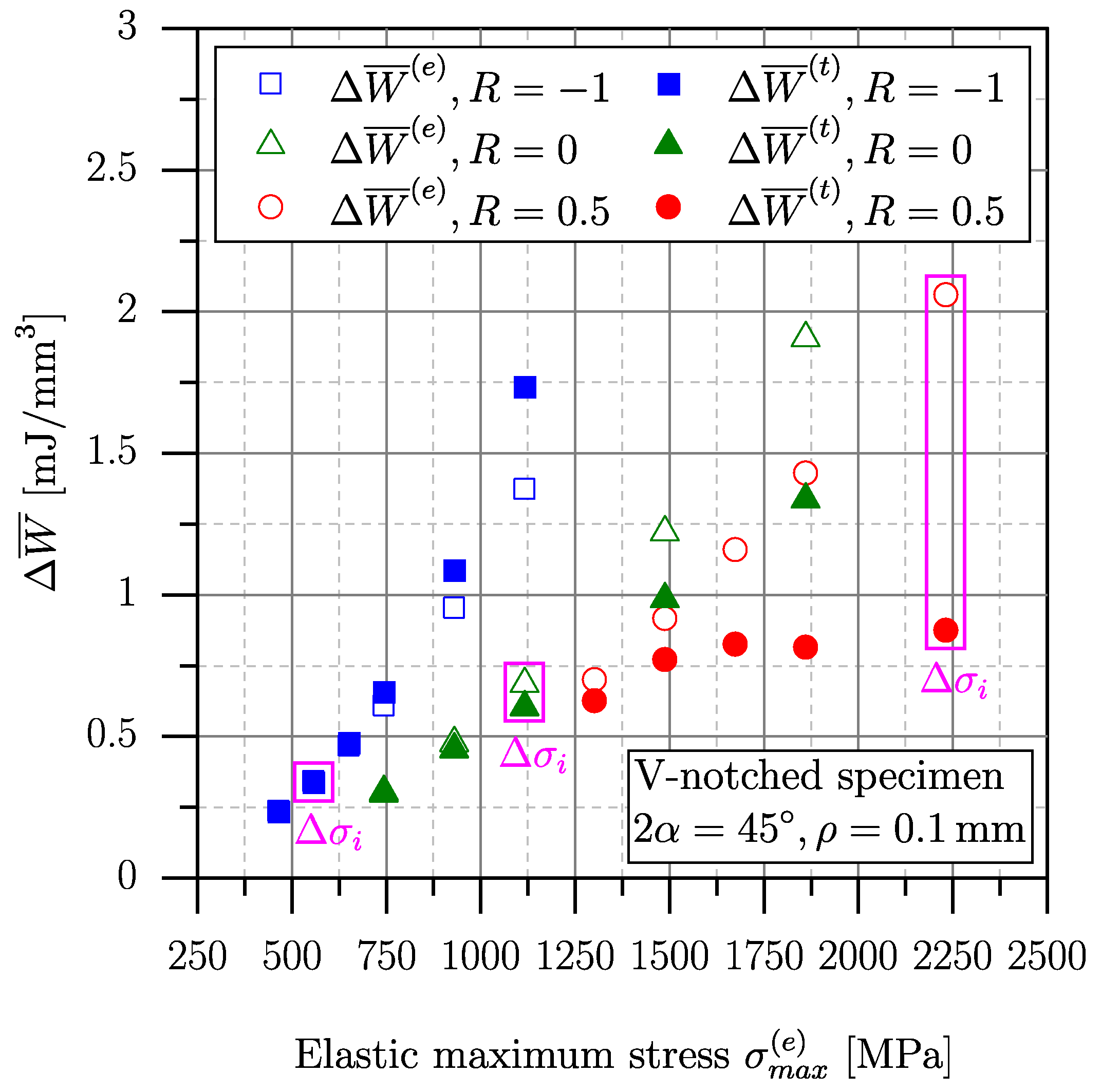
. Due to the high maximum loads, inelastic material deformation and related mean stress relaxation occur, which cannot be considered by the linear–elastic framework. This leads to an overestimation of the local inherent deformation energy and therefore an increased scatter index when gathering the fatigue assessment results obtained at different stress ratios. The overestimation due to the linear–elastic formulation holds especially true when dealing with high provoked stress concentrations, as in the case of sharply notched components. To illustrate the localized plastic deformation effect and its associated mean stress relaxation, a comparison between the results of the linear–elastic and the elastic–plastic SED concept is presented in
Figure 19. Both concepts are utilised to assess V-notched specimens with a notch opening angle of
and a notch root radius of
mm. The linear–elastic SED
is calculated analytically utilizing the framework given in [
42]. To consider the stress ratio in the calculation of
, the correction factor
according to [
61] is implemented. The total SED
is evaluated numerically utilizing the set up combined hardening model. The derived SED values are depicted over the linear–elastic maximum stress as a reference.
Reflecting the data points given in
Figure 19, the effect of cyclic mean stress relaxation can be observed. As the theoretical linear–elastic maximum stress increases, the total SED and the purely linear–elastic SED diverge from each other due to occurring plastic deformation in the vicinity of the notch root. In order to describe the effect of stress ratio, the behaviour of a common load level
is studied first. These calculations are highlighted by an additional bounding box in
Figure 19.
is chosen such that the deformation is mainly linear–elastic in the case of
. Hence, there is no significant difference between
and
. As the stress ratio and therefore the maximum stress increases, the mismatch between the elastic–plastic and the purely linear–elastic solution becomes more pronounced. This behaviour is explained by the occurring mean stress relaxation due to plastic deformation and the associated decrease in the locally acting stress ratio.
Second, the combined effect of stress range and stress ratio is investigated. Examining the depicted results in
Figure 19, one can observe opposite trends of
compared to
as the stress range and stress ratio increase; while
takes higher values than
with an increasing stress range in the case of
, the calculated results of
decrease compared to
in the case of higher stress ratios. This is reasoned by the cyclic plastic deformation which contributes a significant amount to the total SED in the case of
. Considering
and
, the bearable stress ranges are relatively small compared to
, resulting in a mainly elastic cyclic deformation. Hence, the contribution of the cyclic plastic SED to
cannot compensate for the dominant reduction of the cyclic elastic SED term due to mean stress relaxation. This results in an overall decrease of
compared to
.
As demonstrated, the implementation of the non-linear material behaviour severely affects the local stress field and therefore the fatigue behaviour of cast steel components. However, the elastic–plastic finite element analyses necessary to evaluate the total strain energy density increase computational efforts significantly. In order to keep time and cost expenses at a minimum, an alternative evaluation methodology based on the acting linear–elastic stress and strain field is studied next.
3.4. A Numerically Efficient Approximation Approach to Evaluate the Elastic–Plastic Strain Energy Density
In order to derive an engineering-feasible methodology for the approximation of the averaged elastic–plastic strain energy density
at complexly shaped casting imperfections, the V-notched specimens are investigated firstly. The respective specimen geometries correspond to the ones utilised for evaluation of the elastic–plastic design limit curve presented in
Section 3.3. As
is defined by the stabilized hysteresis loop, see
Figure 2, the non-linear stress and strain fields have to be calculated within the finite control volume
in order to derive
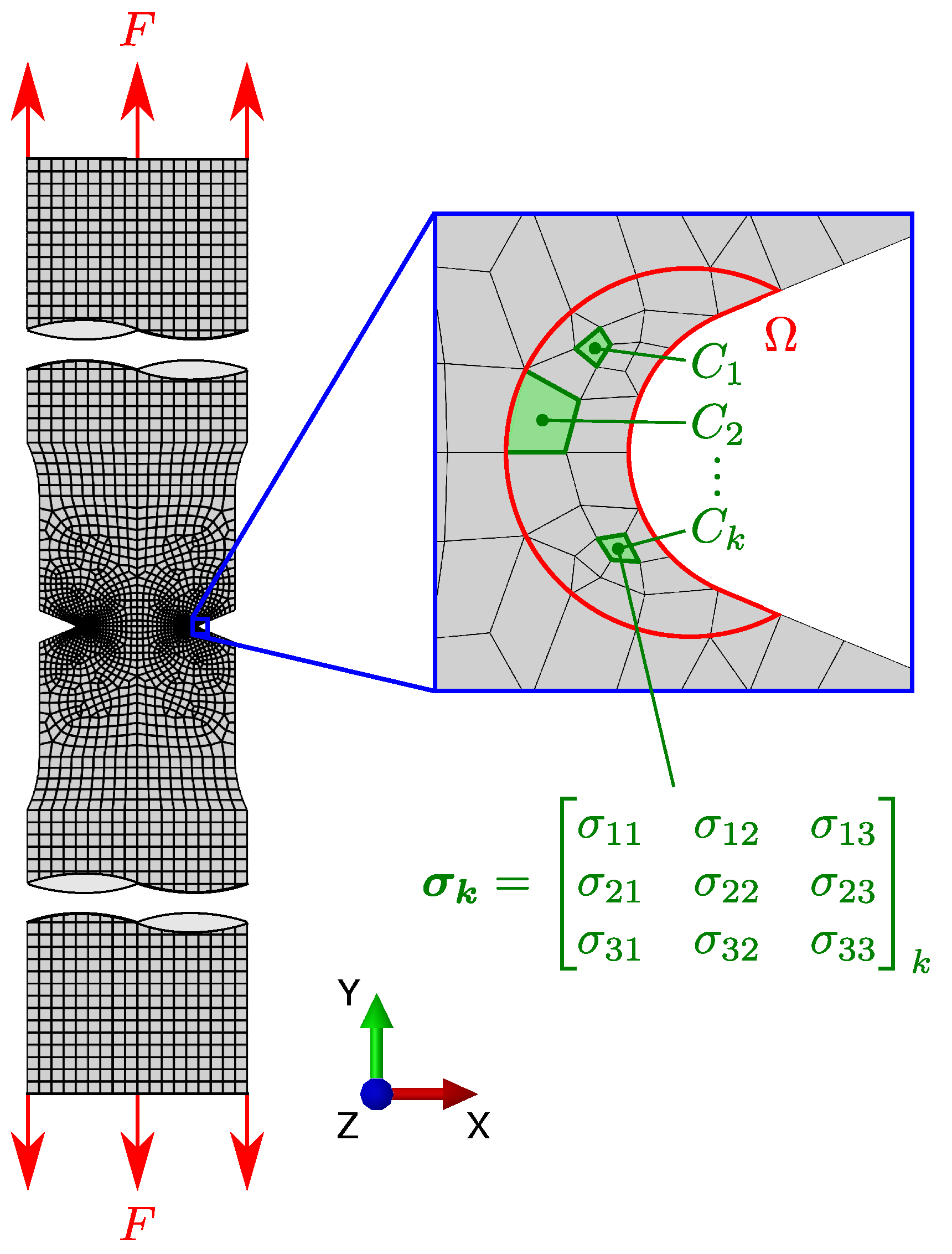
. Due to the general multiaxiality of the local acting stress state, the presented methodology is formulated to include all components of the stress tensor
and strain tensor
given in Equations (
12) and (
13).
In the following, the components of and are denoted as and , where . For the sake of completeness, it should be noted that and , due to the symmetry of and .
The definition of the applied approximation method for a component loaded under an arbitrary stress range
and a stress ratio of
R is demonstrated for V-notched specimens, possessing a notch opening angle of
and a notch root radius of
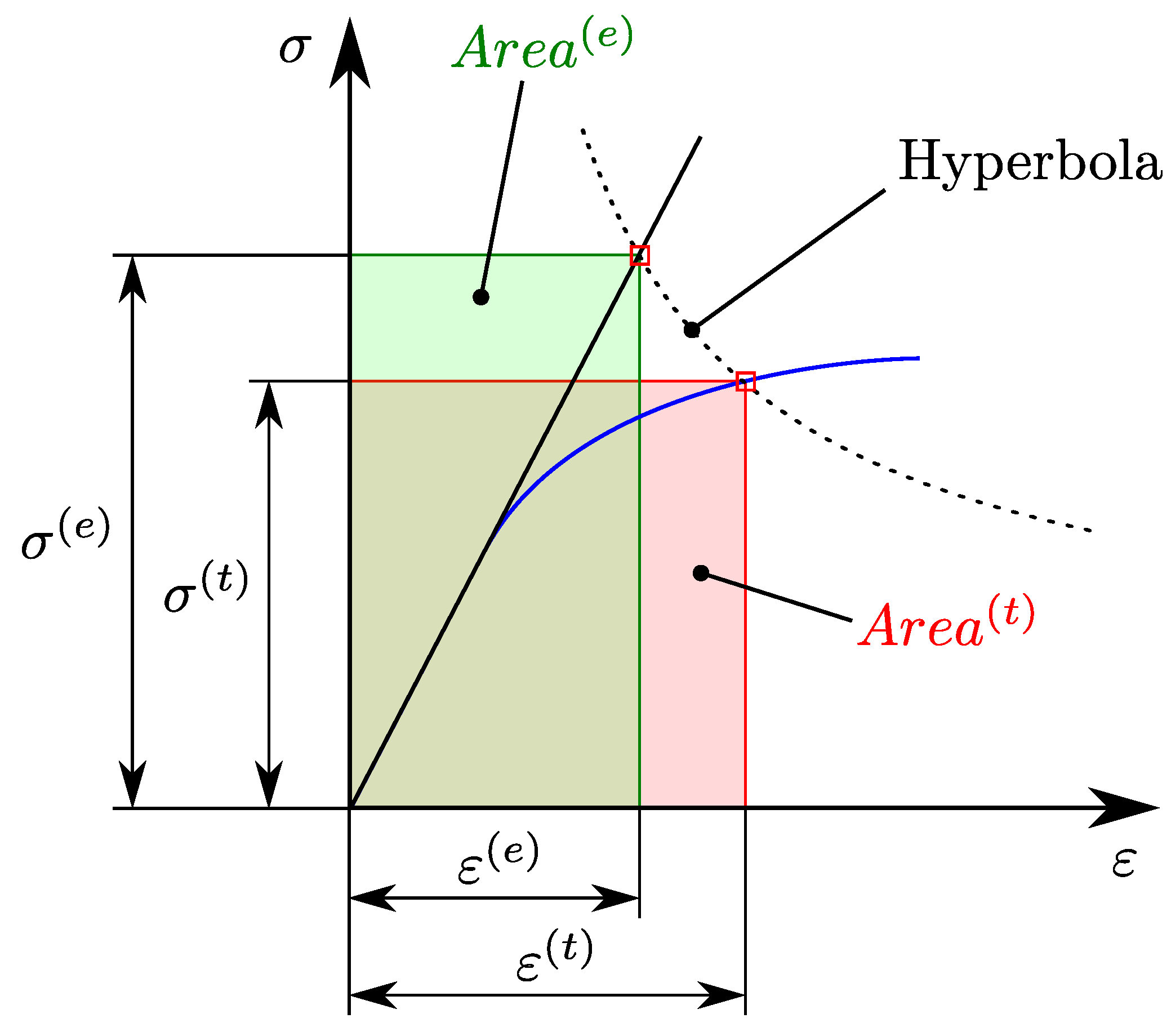
mm. In the present study, the conservative concept according to Neuber [
69] is chosen to evaluate the elastic–plastic stresses and strains in the control volume
. This necessitates the evaluation of the linear–elastic stress tensor
for each finite element
within
. Therefore, a linear–elastic finite element analysis is carried out, utilizing a stress of 1 MPa in the cross-section with a diameter of 16 mm.
Figure 20 schematically depicts the numerical model and the control volume of the investigated V-notched specimen geometry.
The stress components
are evaluated in the centroid of the respective element
. Due to the utilization of a stress of 1 MPa in the specimen cross-section,
constitutes the elemental stress concentration factors for the individual directions in the space of stresses. In order to approximate the elastic–plastic stresses and strains for cyclic loading of the specimen, the cyclic stress–strain curve, as evaluated in
Section 3.1, is utilised with some additional considerations. The low-cycle fatigue experiments conducted to determine the cyclic stress–strain curve utilised plain specimens loaded under uniaxial tension-compression loading. This implies the existence of a uniaxial stress state in the specimen cross-section. Hence, the cyclic stress–strain curve described by Equation (
4) is only valid for a uniaxial stress state. As the evaluated stress tensor of element
possesses in general more than one non-zero component, an equivalent stress has to be calculated in order to apply Neuber’s approximation concept. Therefore, the von Mises yield criterion [
108] is applied, which is based on the second invariant
of the deviatoric part of the stress tensor
. The derived equivalent stress represents the stress concentration factor
, which is calculated according to Equation (
14). The superscript
denotes that the respective parameter is evaluated for the equivalent uniaxial stress state.
Utilizing
and the cyclic stress–strain curve given by Equation (
4), the elastic–plastic stresses and strains within
can be approximated. At first, the uniaxial maximum stress
during cyclic loading is calculated by minimizing the objective function given in Equation (
15). The tilde accent denotes elastic–plastic parameters evaluated by the approximation framework.
To derive the maximum stress values of the components of the elastic–plastic stress tensor
from the approximated uniaxial maximum stress
, an additional assumption has to be made. Hereby, the ratio between the linear–elastic components
and the equivalent stress
is studied and it is assumed that this ratio remains valid in the case of non-linear material behaviour. Thus, the elastic–plastic maximum values
of the components of
can be computed according to Equation (
16).
The values of
constitute the upper reversal points of the approximated hysteresis loops during cyclic loading. In order to define also the lower reversal points, the elastic–plastic stress ranges
have to be calculated. As the investigated cast steel alloy G12MnMo7-4+QT exhibits Masing behaviour [
109], the cyclic strains can be described as a function of the stress ranges according to Equation (
17).
It should be noted that Equation (
17) results from Equation (
4) by substituting the amplitude terms for half of the respective ranges, for example,
. Thus, Equation (
17) is also only valid for the uniaxial stress state. Utilizing
, the equivalent uniaxial stress range
of the finite element
within
is calculated by minimizing the objective function given in Equation (
18).
In order to evaluate the elastic–plastic stress ranges
, the relationship reported in Equation (
16) is utilised in terms of cyclic stresses according to Equation (
19).
Subsequently, the minimum stresses
can be calculated following Equation (
20), constituting the lower reversal points of the approximated cyclic hysteresis loops.
As the cyclic hysteresis loops in element
are characterized in terms of the acting stress components, the corresponding strain components of the elastic–plastic strain tensor
have to be evaluated. Utilizing Hooke’s law, the elastic strain ranges are computed according to Equation (
21), where
represents Poisson’s ratio and
represents the Kronecker delta.
While the elastic strain components in the multiaxial stress state can be analytically evaluated following Equation (
21), the calculation of the plastic strain contributions
needs some further consideration. The evaluation of the plastic strain ranges following Equation (
17) is only valid for the uniaxial stress state, as the underlying experiments were conducted utilizing plain specimens subjected to uniaxial tension-compression loading. Hence, a direct calculation of the individual components
of
utilizing Equation (
17) is impermissible. Similar to Equations (
16) and (
19), an assumption based on the behaviour in the uniaxial stress state has to be made to approximate the plastic contributions
. Therefore, the ratio between the plastic and elastic strain for the equivalent stress
is calculated based on Equation (
17) and it is assumed that this ratio is valid also in the case of a multiaxial stress state. Hence, the plastic strain ranges
are approximated according to Equation (
22).
Finally, the total strain ranges
are calculated as a superposition of the elastic and plastic contributions, as given in Equation (
23).
As the stress and strain parameters describing the elastic–plastic hysteresis loops during cyclic loading are evaluated for the elements within the control volume , the total averaged strain energy density is calculated. The evaluation is carried out for each component of . After computation of the individual contributions, a superposition is carried out to derive . The general evaluation procedure is exemplified for element within .
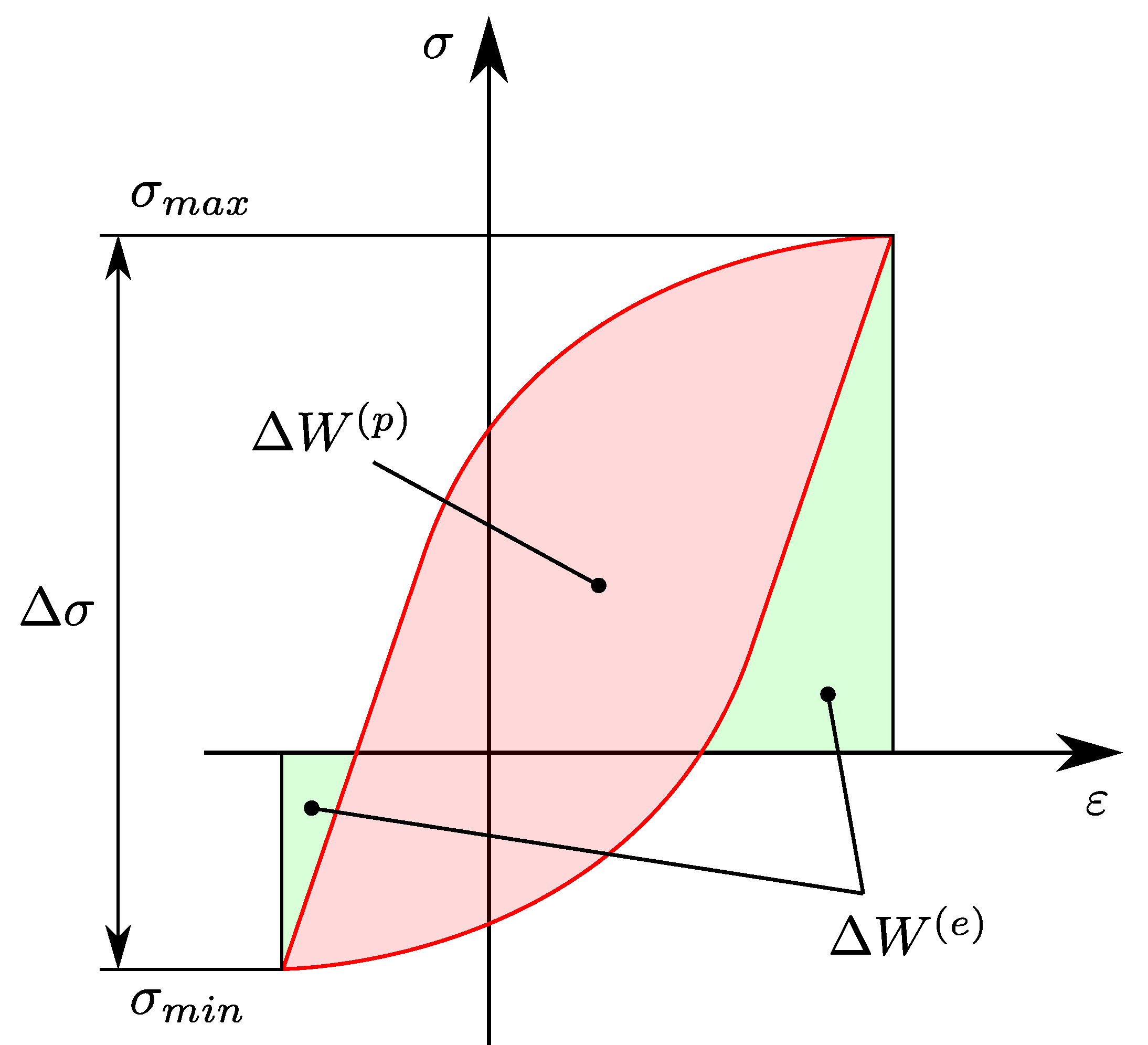
As illustrated in
Figure 2, the cyclic stabilized hysteresis loop defines the elastic and plastic SED during cyclic loading. Hence, the respective contributions to the total SED can be evaluated simply by calculating the corresponding areas in the stress–strain diagram. In the uniaxial load case, the ascending and descending branches of the hysteresis loop are described by Equation (
17). When dealing with a local multiaxial stress state, simply inserting the stress range component
into Equation (
17) will therefore not result in the calculated total strain range
. In order to derive a valid description of
when dealing with individual stress components
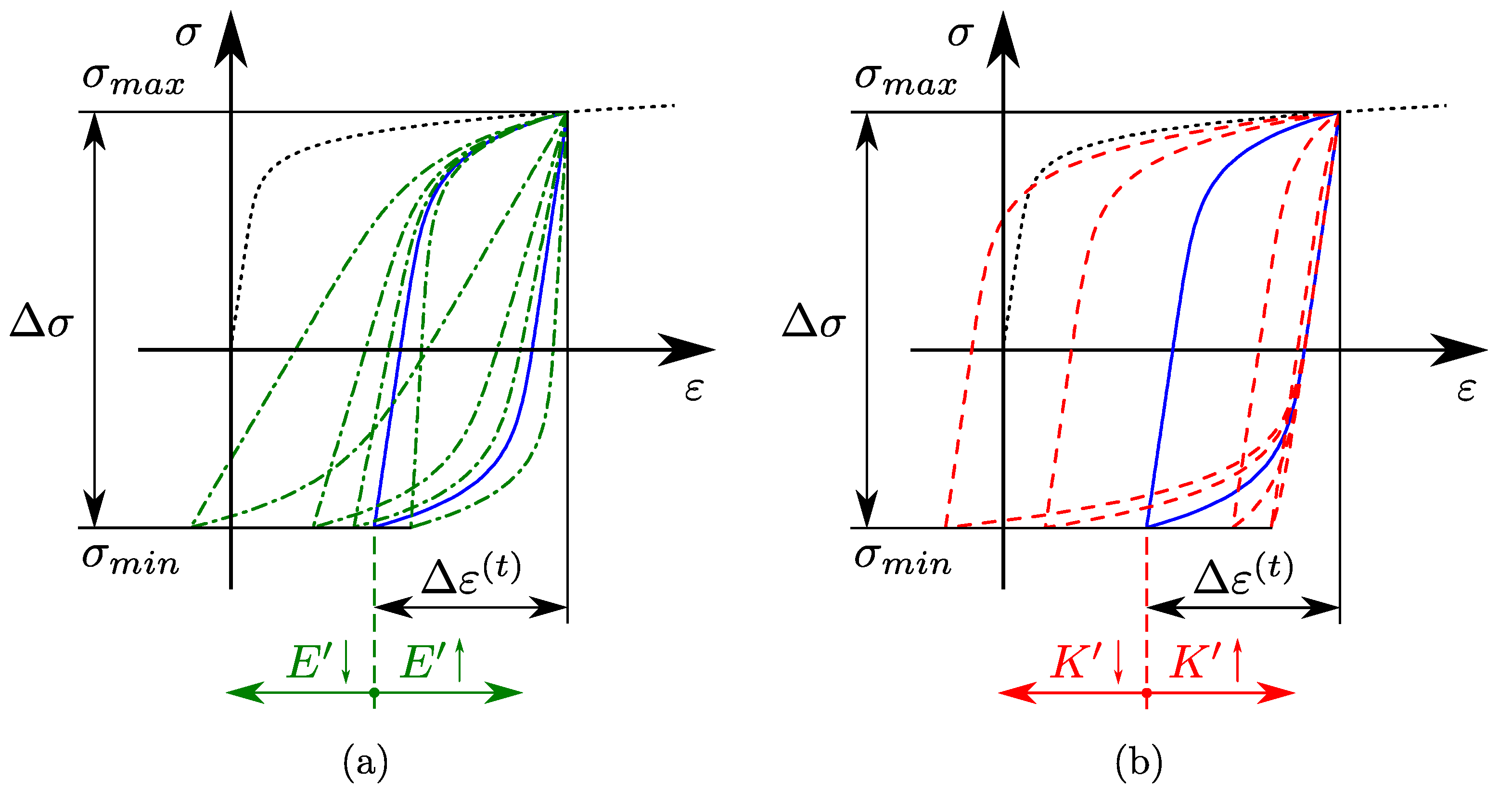
, some other considerations have to be made. Stress and strain in a specific volume element are connected through the stiffness of the respective body. Hence, modulation of the stiffness leads to a change in strain when the acting stress parameter is kept constant. In terms of cyclic loading, the stiffness in the stress–strain relationship according to Equation (
17) is described by
and
. The influence of the two parameters on the shape of the cyclic stabilized hysteresis loop is depicted in
Figure 21.
Concerning
Figure 21, the hysteresis loop depicted in blue constitutes the reference state. Varying
, as shown in
Figure 21a, alters the elastic SED
, while the plastic SED
is unaffected. Then again, modulating
changes
, while
remains virtually unchanged, as depicted in
Figure 21b.
The difference in strain response between the uniaxial and multiaxial stress state can be interpreted as some kind of constraint, which can be considered by a local change of stiffness in the volume element. In order to quantitatively describe this variation of stiffness, the modulation factors
and
are defined according to Equations (
24) and (
25). Both parameters are based on the comparison between the respective strain component
or
in the present multiaxial stress state and the corresponding hypothetical uniaxial strain component.
Utilizing
and
, the stress–strain relationship given in Equation (
26) is defined, which yields the total strain
in the multiaxial stress state consistent with Equation (
23).
As the stress–strain relation for the individual components of the multiaxial stress state is now defined according to Equation (
26), the elastic and plastic SED contributions can be evaluated. At first, the calculation of the respective SED parts is carried out for a stress ratio of
, independent of the effective stress ratio
. Combining Equation (
26) with trivial geometrical observations based on
Figure 2, the total SED
is evaluated according to Equation (
27).
Subsequently, the plastic SED
is calculated following Equation (
28).
The elastic SED
represents the difference between the total and the plastic SED, as given by Equation (
29).
Finally, the SED components are calculated for the effective stress ratio
, which is induced by the mean stress relaxation during cyclic loading and is given by Equation (
30).
As the plastic SED relies solely on the shape of the cyclic stabilized hysteresis loop, it follows that
at
equals
given by Equation (
28).
The elastic SED
depends on
and is evaluated according to Equation (
31).
As the elastic and plastic contributions are evaluated, the total SED
is calculated as their superposition following Equation (
32).
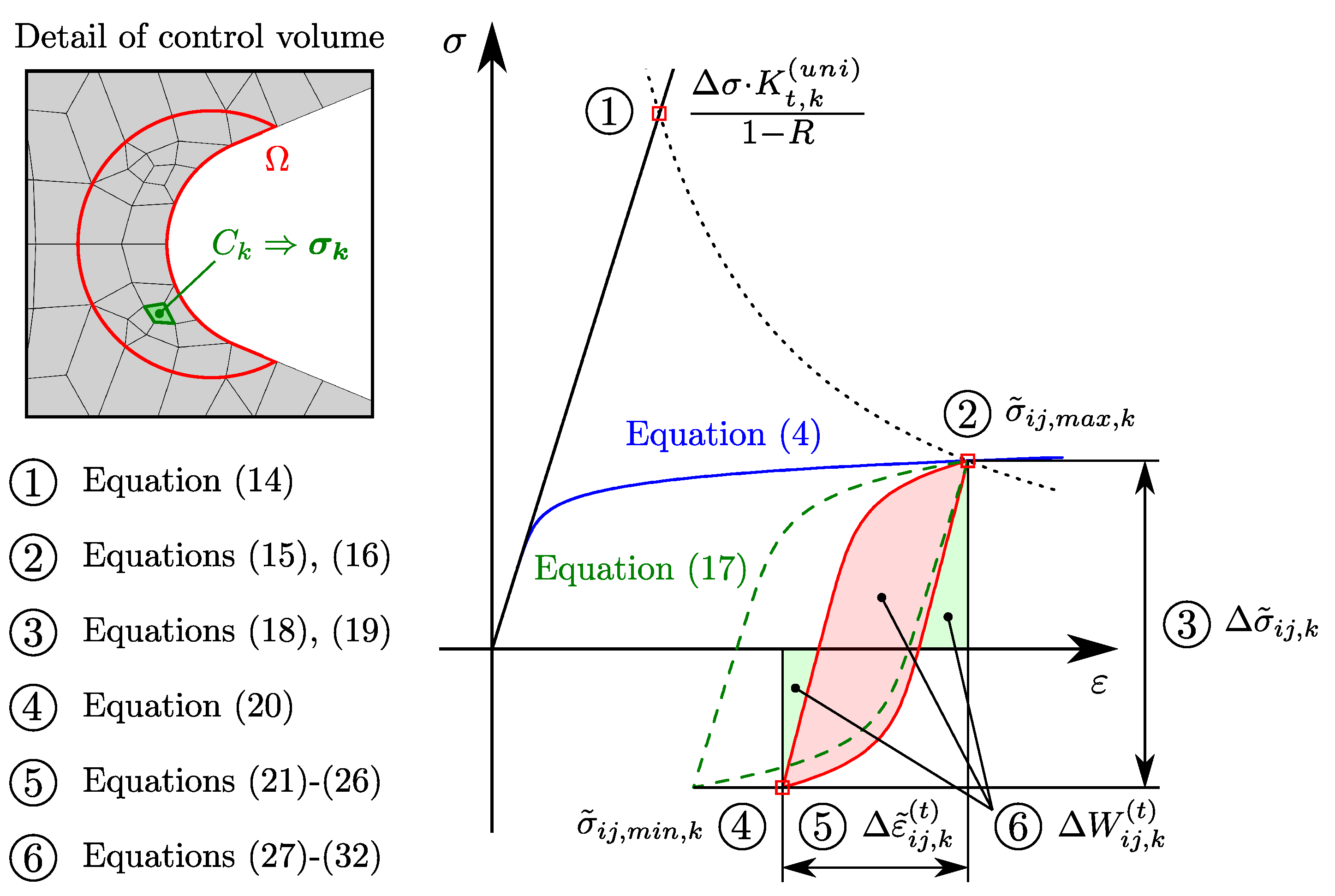
Figure 22 summarizes the individual steps of the approximation methodology in a graphical way.
The last step in the calculation procedure for the element
constitutes the evaluation of the strain energy. Utilizing the element volume
derived from the finite element model, the elastic, plastic and total strain energy contributions are evaluated following Equations (
33)–(
35).
The approximation framework according to Equations (
14)–(
16) and (
18)–(
35) is utilised to calculate the strain energy terms for each of the
n finite elements within
. In order to calculate the SED terms averaged over the whole control volume, the individual strain energy contributions of each element are summed and finally divided by the sum of the element volumes within
. To preserve consistency with the finite element simulations utilised to validate the approximation framework, it should be noted that each strain energy term
or
contributes either positively or negatively to the total sum. The respective sign depends on the ones of the stress and strain components and is implemented based on their product. As the resulting plastic strain energy is dissipated, the resulting sum of the individual contributions is defined as positive by convention. Finally, Equations (
36)–(
38) yield the averaged SED terms considering all
n elements within
, where
represents the signum function.
Equation (
38) concludes the definition of the introduced elastic–plastic approximation framework. In order to prove its capabilities for the elastic–plastic fatigue assessment of notched and defect-afflicted cast steel components, the following section validates the methodology.
3.5. Validation of the Elastic–Plastic Approximation Framework
The obtained results of the approximation framework defined in
Section 3.4 are validated utilizing non-linear finite element analyses. The validation procedure covers the non-linear simulations of the V-notched fatigue samples, which served as an experimental basis for the evaluation of the elastic–plastic design limit curve presented in
Section 3.3. Both specimen geometries possessing notch opening angles of
and
are assessed by the presented elastic–plastic approximation framework, covering all experimentally tested stress ranges
and stress ratios
R. The elastic and plastic SED terms
and
, as well as the total SED
, are evaluated and compared to the ones obtained by the finite element analyses.
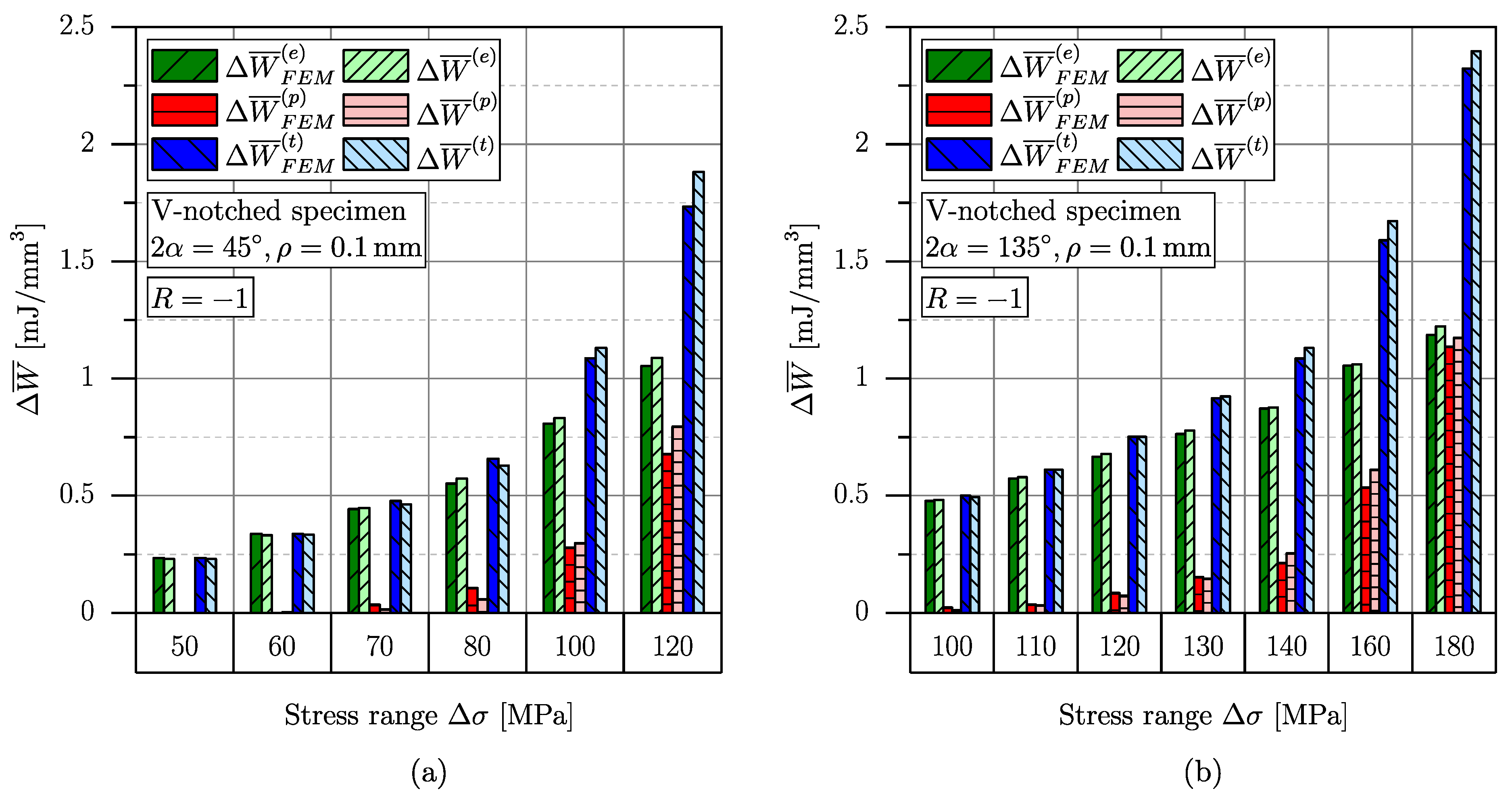
Figure 23 depicts a comparison of the non-linear simulation results and those obtained by the elastic–plastic approximation framework for both specimen geometries and a stress ratio of
.
Reflecting the results depicted in
Figure 23, a sound accordance of the results obtained by elastic–plastic finite element analyses
and the ones derived by the presented approximation framework
can be perceived. Both the elastic and plastic SED components show only a small deviation from the simulation results, therefore leading to a quite satisfying approximation of the total SED. Comparing (a) and (b) in
Figure 23, the effect of the notch geometry can be perceived clearly. Considering loading of both notch geometries under an identical stress range
, the elastic and plastic SED contributions possess higher values at a notch opening angle of
than at
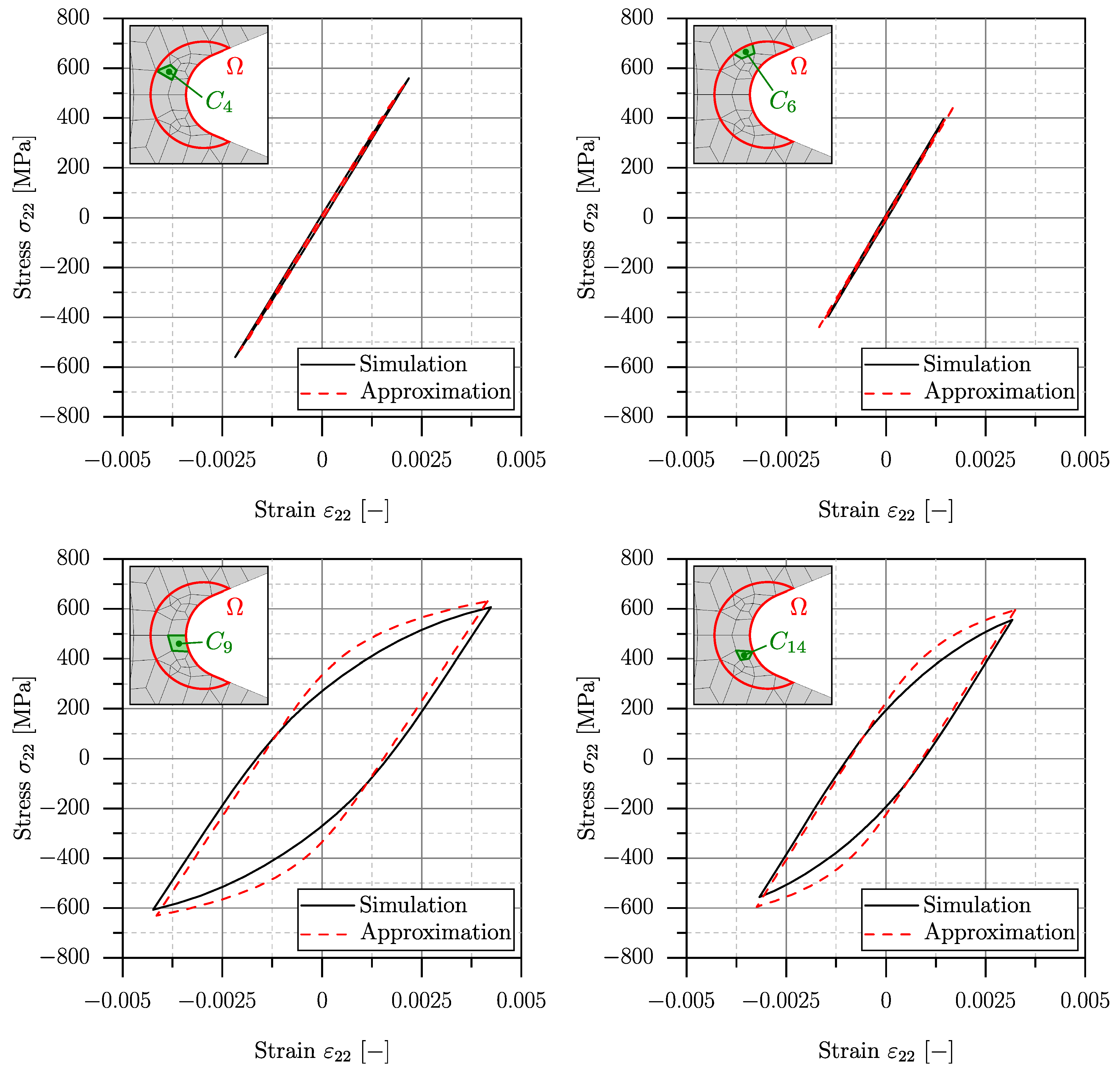
. To further investigate the capabilities of the introduced assessment method, the stabilized hysteresis loops evaluated by non-linear simulation and the presented approximation procedure are compared to each other.
Figure 24 depicts respective hysteresis loops for the stress component
parallel to the specimen axis which yields the main contribution to
.
Table 7 summarizes the comparison between elastic–plastic simulations and the approximation framework for the investigated notch geometries and stress ratios in terms of the unsigned and signed deviations
and
, as well as the root mean square error
; see Equations (
39)–(
41).
The depicted values in
Table 7 confirm the sound applicability of the presented approximation methodology as a maximum root mean square deviation of only
is achieved. To put this value into perspective, it should be noted that this energy-based deviation translates to
in terms of stress when considering a hypothetical linear–elastic material behaviour. In order to demonstrate the difference in numerical efficiency,
Figure 25 depicts a comparison of the computation time needed for total strain energy density calculation using non-linear finite element analyses and the elastic–plastic approximation framework. The depicted values summarize the evaluation effort of all experimentally tested stress ranges
.
Considering
Figure 25, the enhanced numerical efficiency obtained by the presented elastic–plastic approximation framework can be perceived clearly. Regarding the non-linear finite element analyses, the evaluation of the cyclic stabilized material behaviour constitutes the main contribution to the observed computation times. Due to the occurring elastic–plastic deformations, the investigated loads have to be applied in small increments in order to achieve an equilibrium condition in the implicit simulations. As the presented approximation procedure is solely based upon a quasi-static linear–elastic finite element analysis, no incremental load stepping has to be applied, which significantly reduces numerical efforts and therefore computation time. Hence, the application of the established approximation method enables a calculation of the total strain energy density which is on average approximately 400 times faster compared to non-linear finite element analyses.
Finally,
Figure 26 depicts the approximation results for the notched specimens with
and
tested at
,
and
, which merge well into the previously evaluated scatter band; compare
Figure 18 as a reference.
3.6. Calculation of the Elastic–Plastic Strain Energy Density of Bulk and Surface Defects
As the established approximation framework is validated, the methodology is applied to assess the fatigue strength of large-scale specimens affected by bulk and surface imperfections.
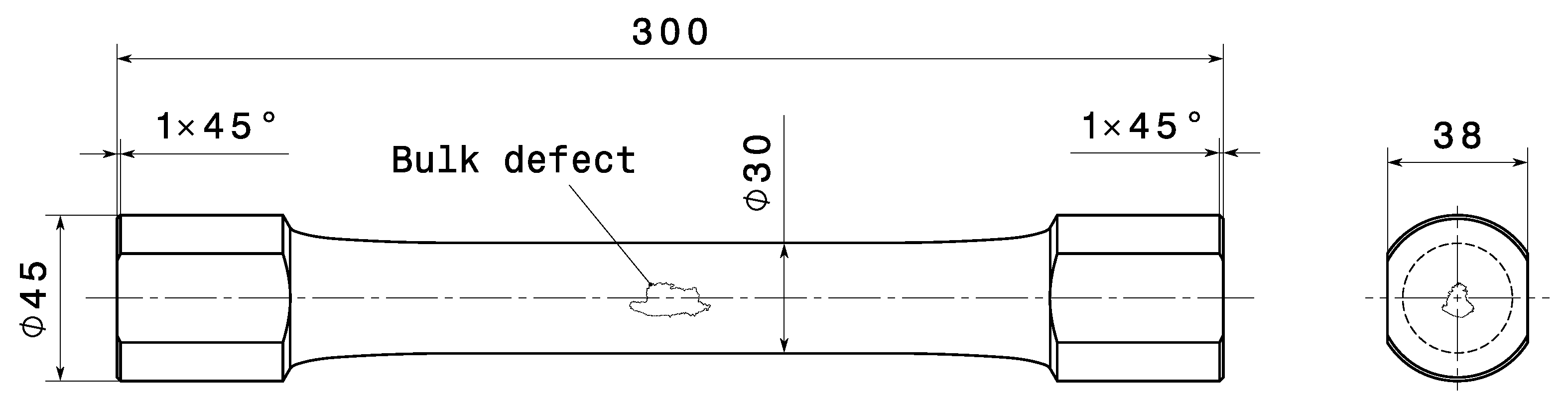
Starting with bulk defect-afflicted cast steel specimens, the consistency of the presented elastic–plastic approximation method in the linear–elastic fatigue regime is investigated at first. Therefore, the numerical results of the large-scale specimens given in [
10] are reassessed utilizing Abaqus
® 2021 and plane strain elements of the type CPE6/CPE8. Twenty defect contours are considered, including ten specimens tested at
and
, respectively. Furthermore, the selected specimens tested at
which are reported in
Section 2.2 are also included. A stress range of
MPa acting in the cross-section with a diameter of 30 mm is utilised in order to evaluate the elastic SED
according to [
10]. The evaluation of
includes the partitioning of individual control volumes along the respective defect contour which corresponds to Method 1 reported in a preceding study [
104]. Based on the investigated control volumes, the fatigue parameter
is evaluated, which is defined as the averaged SED value that exceeds
of all derived values along the defect perimeter [
10]. Subsequent to the evaluation of
, the derived linear–elastic stress fields in the investigated control volumes along the defect perimeter are assessed by the methodology introduced in
Section 3.4 and evaluated as a
elastic–plastic SED exceedance limit
.
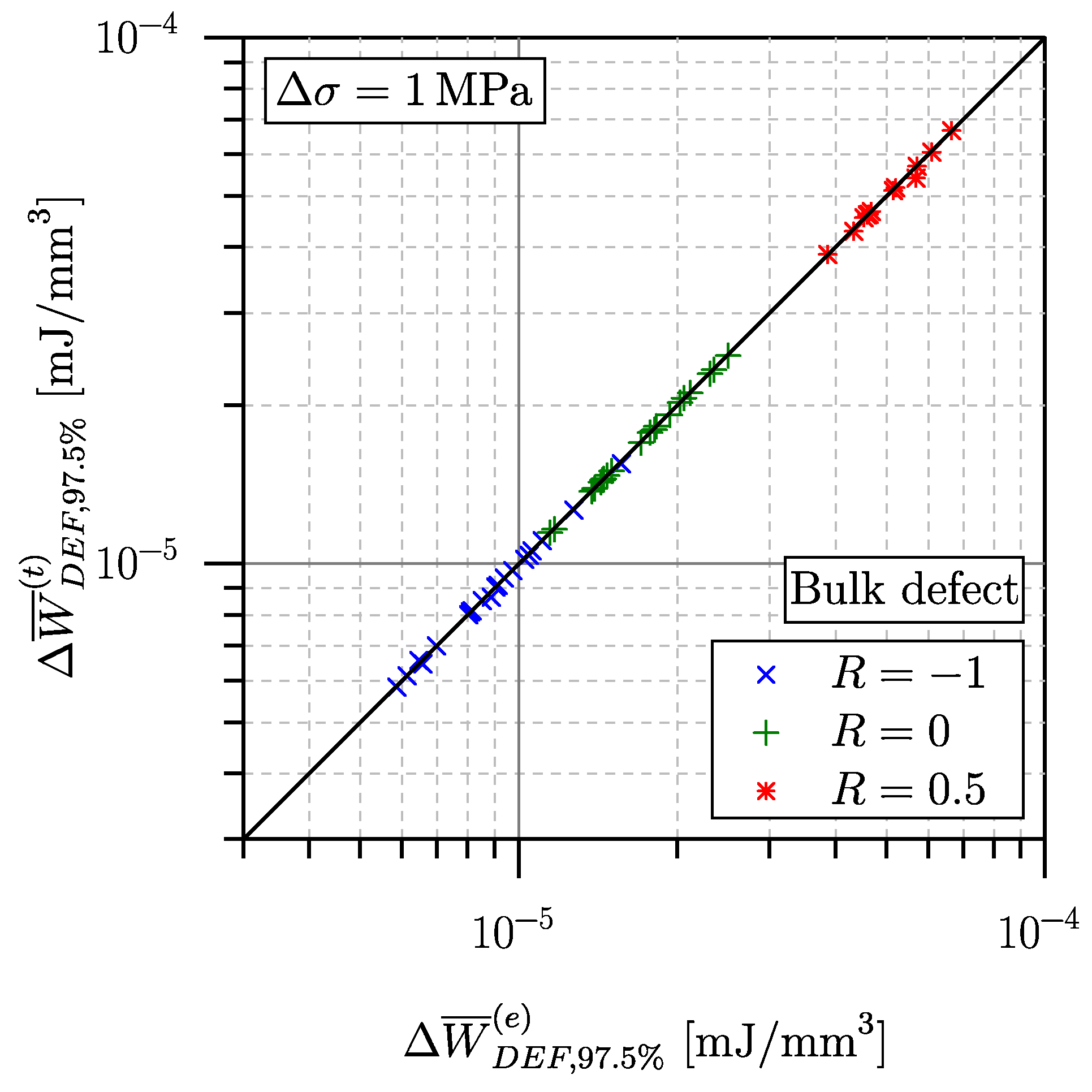
Figure 27 depicts a comparison of
and
for a gross stress of
MPa.
The consistency between the approximation framework and the fatigue assessment method introduced in [
10] in the linear–elastic fatigue regime can be perceived clearly. Nearly all evaluated data points are on the diagonal line, indicating a match of the calculated SED values. The derived statistical deviations possess values of
,
and
, confirming the sound applicability of the elastic–plastic approximation framework in the linear–elastic fatigue regime.
Subsequent to the consistency check, the elastic–plastic approximation framework is utilised for the elastic–plastic fatigue assessment of the bulk defect-afflicted large-scale specimens as reported in
Section 2.2 and [
10]. This includes the evaluation of the linear–elastic stress fields in the control volumes along the defect contour. Two-dimensional finite element models subjected to a gross stress of
MPa are used, featuring plane strain elements of type CPE6/CPE8. Considering the stress ranges investigated in the respective experiments, the total SED
is evaluated at increased stress levels of hundreds of Megapascals of gross stress under uniaxial tension, utilizing an exceedance limit of
along the defect contour in accordance with [
10]. It should be noted that each defect is assessed in terms of the two radiographs captured prior to testing. Hence, the energy-based fatigue assessment method yields two values of
for each individual defect.
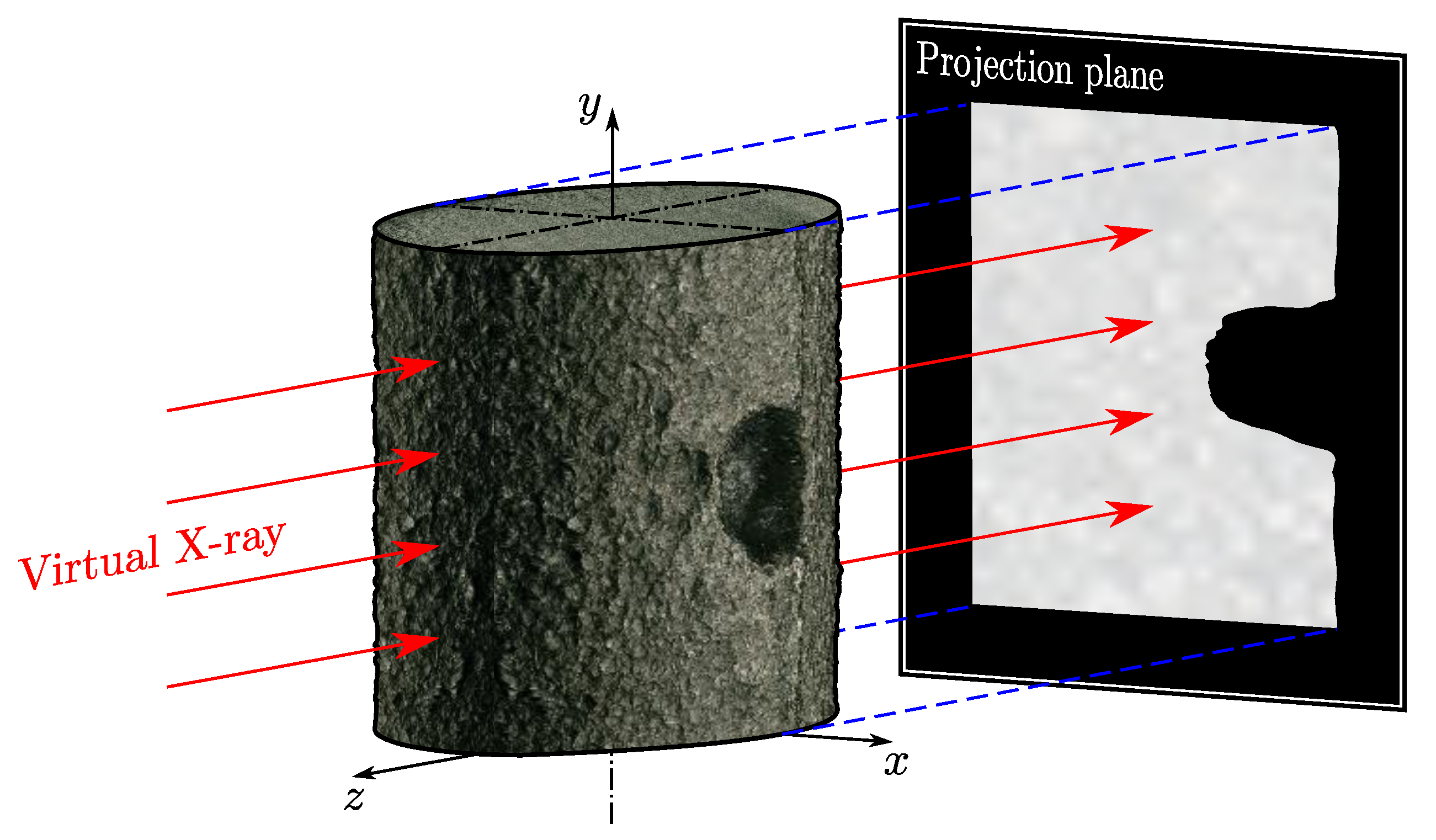
Concerning the surface defect-afflicted specimens presented in
Section 2.3, the energy-based fatigue assessment considers the three-dimensional image stacks of the individual defect structures, which were captured prior to testing. The image stack contains the spatial coordinates of the defect contour which are processed for projected edge detection. The scripted procedure includes the alignment of the defect structure on the specimen. The three-dimensional point cloud is utilised to derive a virtual radiograph by projecting the volumetric surface defect onto a plane which is parallel to the specimen axis, as shown in
Figure 28.
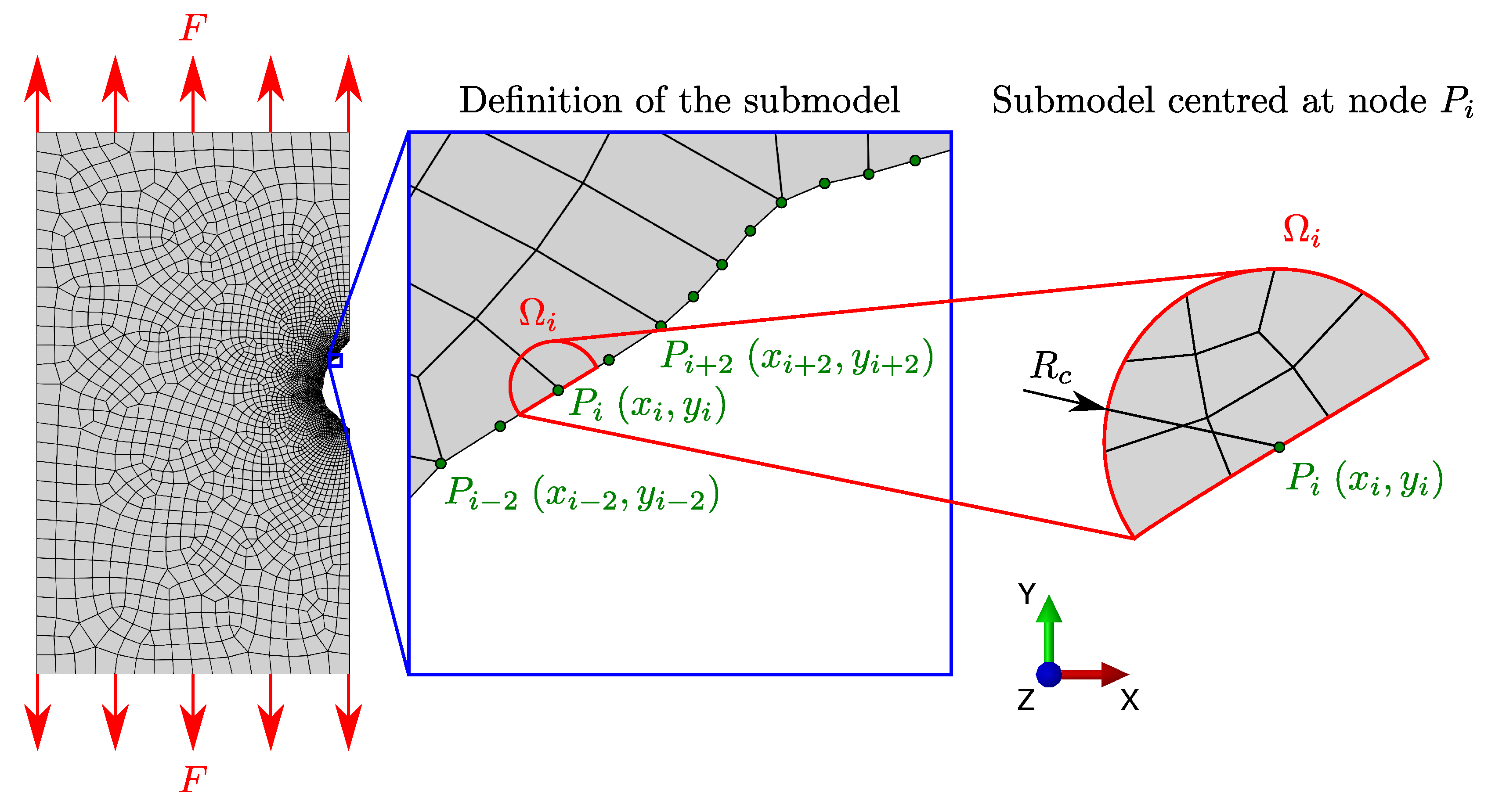
Based on this planar edge projection, a linear–elastic plane strain finite element model is set up. Analogous to the assessment of the bulk defect-afflicted specimens, the finite element submodeling technique is utilised to derive the linear–elastic stress tensors of each element within the control volume
. Subsequently,
is assessed following the elastic–plastic approximation framework presented in
Section 3.4. As the total SED is evaluated for
, the numerical procedure is repeated until the whole defect contour has been assessed. As in the case of the bulk defect-afflicted specimens, the fatigue effective total SED
is derived by considering an exceedance limit of
.
Figure 29 exemplarily depicts the implemented finite element submodeling technique.
As the investigated bulk and surface defects are assessed by the elastic–plastic approximation framework, the evaluated data points
are plotted as a function of the experimentally derived numbers of load cycles.
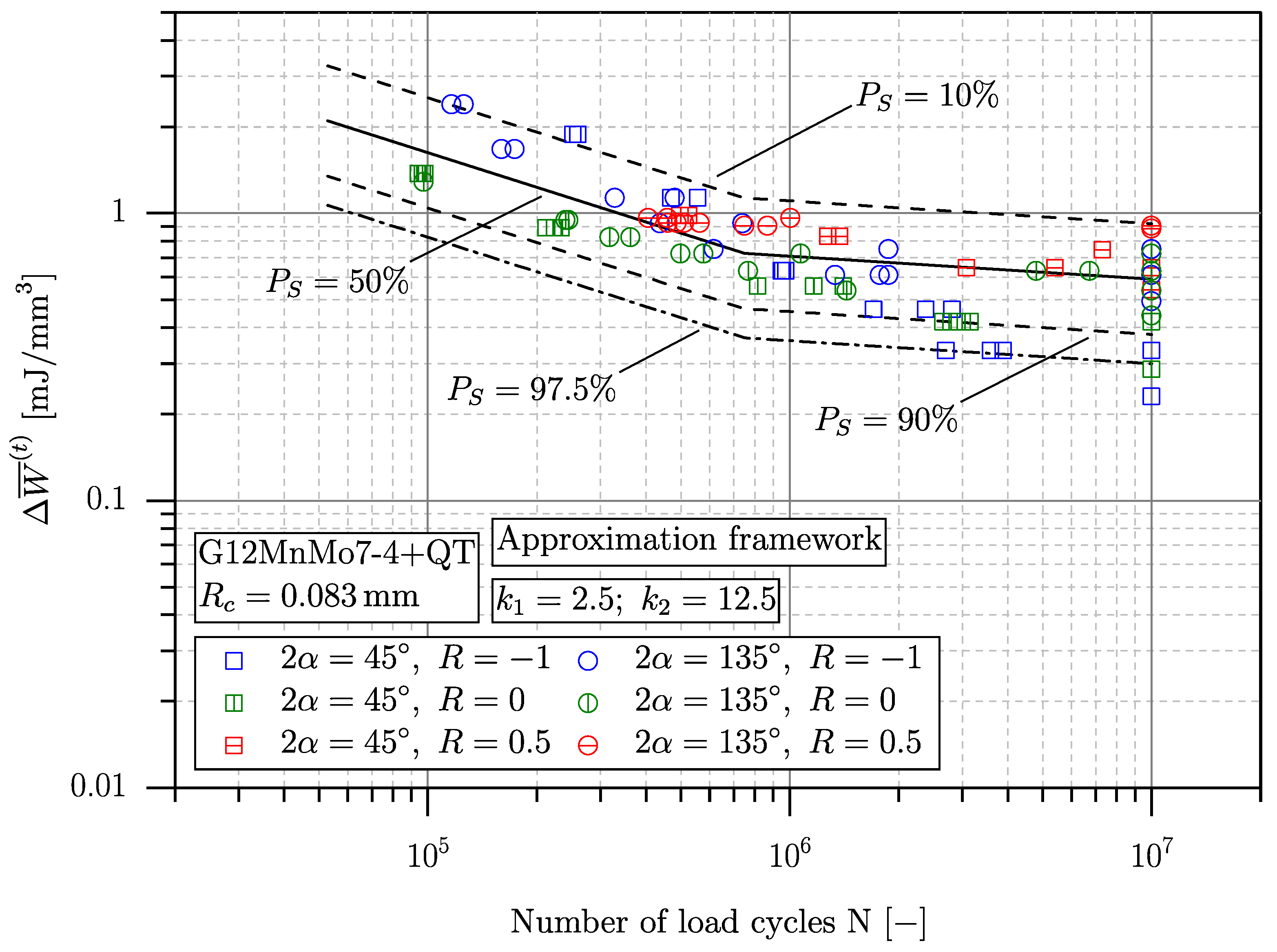
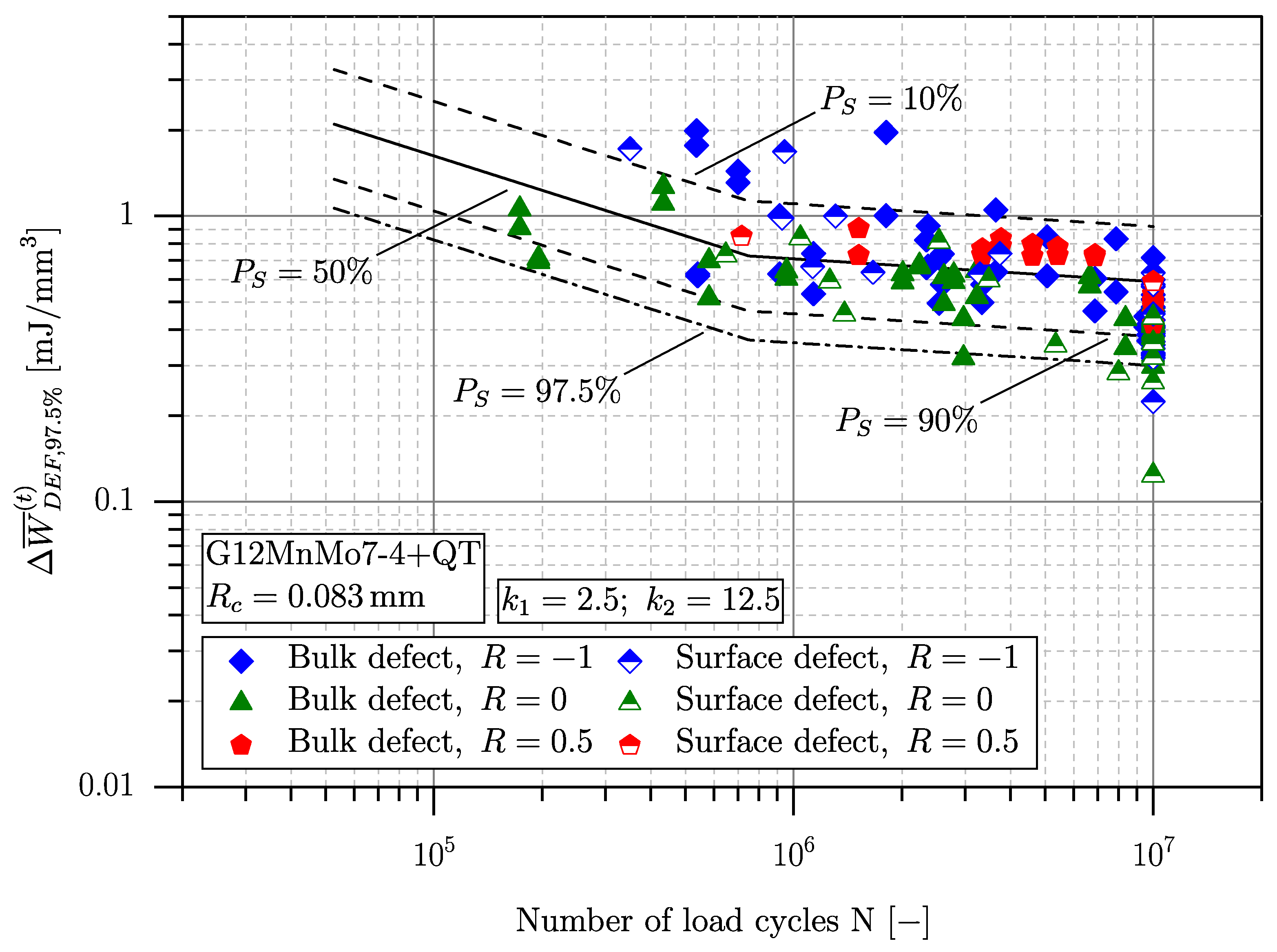
Figure 30 depicts the original scatter band, as evaluated in
Section 3.3, as well as the fatigue assessment results of the defect-afflicted large-scale specimens.
Concerning
Figure 30, the elastic–plastic fatigue assessment of bulk and surface defect-afflicted cast steel specimens yields satisfying results, as nearly all data points fall within the scatter band derived by small-scale specimen experiments. This highlights the ability of the total strain energy density concept to assess arbitrarily notched geometrical features. Bearing in mind that each data point in
Figure 30 represents only a planar projection of a complexly shaped spatial imperfection, the depicted results also prove the presented approximation framework as an engineering-feasible fatigue assessment methodology. Focusing on the data points at a stress ratio of
, the implementation of the mean stress relaxation and the resulting effective stress ratio is emphasized, which constitutes a significant improvement in prediction accuracy compared to the linear–elastic SED concept. As associated numerical efforts are substantially reduced compared to non-linear finite element analyses, the elastic–plastic approximation method represents a promising tool to assess arbitrarily shaped defect geometries. In order to minimize computational efforts for complex defect geometries or imperfection networks even further, the implementation of a free-mesh approach as reported in [
104] is encouraged for future work. Moreover, the presented elastic–plastic approximation framework can be expanded from planar case studies towards spatial fatigue assessment as well.

































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}