1. Introduction
Fat-free fermented concentrated milk products, such as fresh cheese, quark and high-protein yoghurt, have similar structures [
1]. The basic structure is composed of protein aggregates containing large amounts of serum and can thereby be referred to as fat-free fermented concentrated milk protein-based (MPb) microgel particles [
2]. Microgel particles can swell or shrink in response to changes in environmental and serum conditions, e.g., mechanical input and temperature, which results in gain or loss of serum from the microgel particles [
3,
4].
The main step in the processing of fat-free fermented concentrated MPb microgel dispersions is fermentation, where a gel network is formed by the aggregation of milk proteins, mainly caseins [
5]. Upon stirring and pumping, the (macro)gel network is broken down into smaller (micro)gel particles, which are suspended in the dispersion medium. Additional steps, such as heat treatments and concentration steps, may be carried out upstream or downstream from fermentation. Modifying the parameters at each stage of processing alters the micro- and macrostructure, which is directly related to the texture [
2].
The texture of fat-free fermented concentrated MPb microgel dispersions should be creamy, smooth, free of lumps and grainy particles, and have no apparent syneresis [
2,
6]. More specifically, particle size is a main factor that affects the sensory perception of fermented milk products [
7]. Previously, a threshold of 40 μm (volume-weighted diameter
d(75,3) evaluated using static light scattering (SLS)) was defined for the in-mouth graininess of fresh cheese [
8]. Furthermore, particle size is important for processing operations because of the direct relationship with rheological parameters, e.g., apparent viscosity [
4].
The relationships that upstream, fermentation and downstream processing parameters have with particle size in fat-free fermented concentrated MPb microgel dispersions have recently been reviewed [
2]. Downstream processing parameters are of particular interest, since microgel particle aggregation and breakdown can be tailored based on the applied conditions, such as tempering [
8,
9] and mechanical treatments [
10,
11,
12,
13], in order to control rheological properties. However, how specific processes alter particle size in technical-scale environments is not well understood, since process–structure–function relationships drawn from lab- and pilot-scale experiments cannot easily be transferred. Thus, knowledge of particle size at different stages during technical-scale processing, i.e., “live” and at final scale, would be advantageous to be able to adjust both the aggregation of microgel particles and the breakup of aggregated particle clusters during processing and to tailor final product properties.
SLS is a method often applied to offline particle size analysis [
14] and has been successfully applied for the analysis of fat-free fermented concentrated MPb microgel dispersions [
15,
16]. Particle size is evaluated as volume-based particle diameter, and particles are assumed to be spherical in shape. Samples are procured, analyzed and the data is viewed later, i.e., after sample production. SLS measurements require samples with low volume concentrations (<1%); therefore, this technique is not commonly used for inline particle size measurement. For offline evaluation using SLS, samples often must be diluted to reach the required particle volume concentration and the dilution procedure itself, e.g., mixing conditions and dispersion medium, must be optimized for repeatable results. Despite this, SLS is the most popular particle size evaluation technique because of its versatility, fast measurement, broad size range and high reproducibility [
17].
To obtain a more accurate representation of the particle size at different stages during processing, inline particle size analysis may be a beneficial tool. Inline usually means that a sampler, disperser, and/or sensor are mounted in the processing line. Hence, major advantages of inline analysis are, e.g., real-time analysis and subsequent corrective actions, non-invasive and continuous measuring, higher product quality within narrower specification limits, and decreased product losses [
18,
19].
A number of techniques can be used to evaluate particle size inline, e.g., focused beam reflectance measurement (FBRM) and 3-fold dynamical optical reflectance measurement (3D ORM) [
16,
20,
21]. Both techniques employ a laser that focuses on one circular path in the sample. The raw measurement signal data consists of pulse durations of reflected laser light as the laser rotates at constant speed, after which these distances are converted to particle size and reported as chord length. With this technique, it is possible to evaluate samples with high solid concentrations [
17]. FBRM has been applied successfully to yoghurt in order to evaluate particle size inline [
20]. Additionally, 3D ORM has been effectively used to analyze inline particle size of fresh cheese, where results correlated well (
R2 = 0.8250) with offline (SLS) particle size [
16]. To our knowledge, there has been no study investigating the use of inline particle size during the processing of fat-free fermented concentrated MPb microgel dispersions at the technical scale.
The aim of this study was to evaluate particle size inline at different stages during the processing of a fat-free fermented concentrated MPb microgel dispersion, namely, fresh cheese. Inline particle size analysis using FBRM was adapted to a technical-scale processing environment and compared with offline particle size analysis (SLS). The relationships between processes, inline and offline particle size, rheology, and protein content were examined to assess the potential of inline particle size analysis as a process monitoring and control tool.
2. Materials and Methods
2.1. Study Design
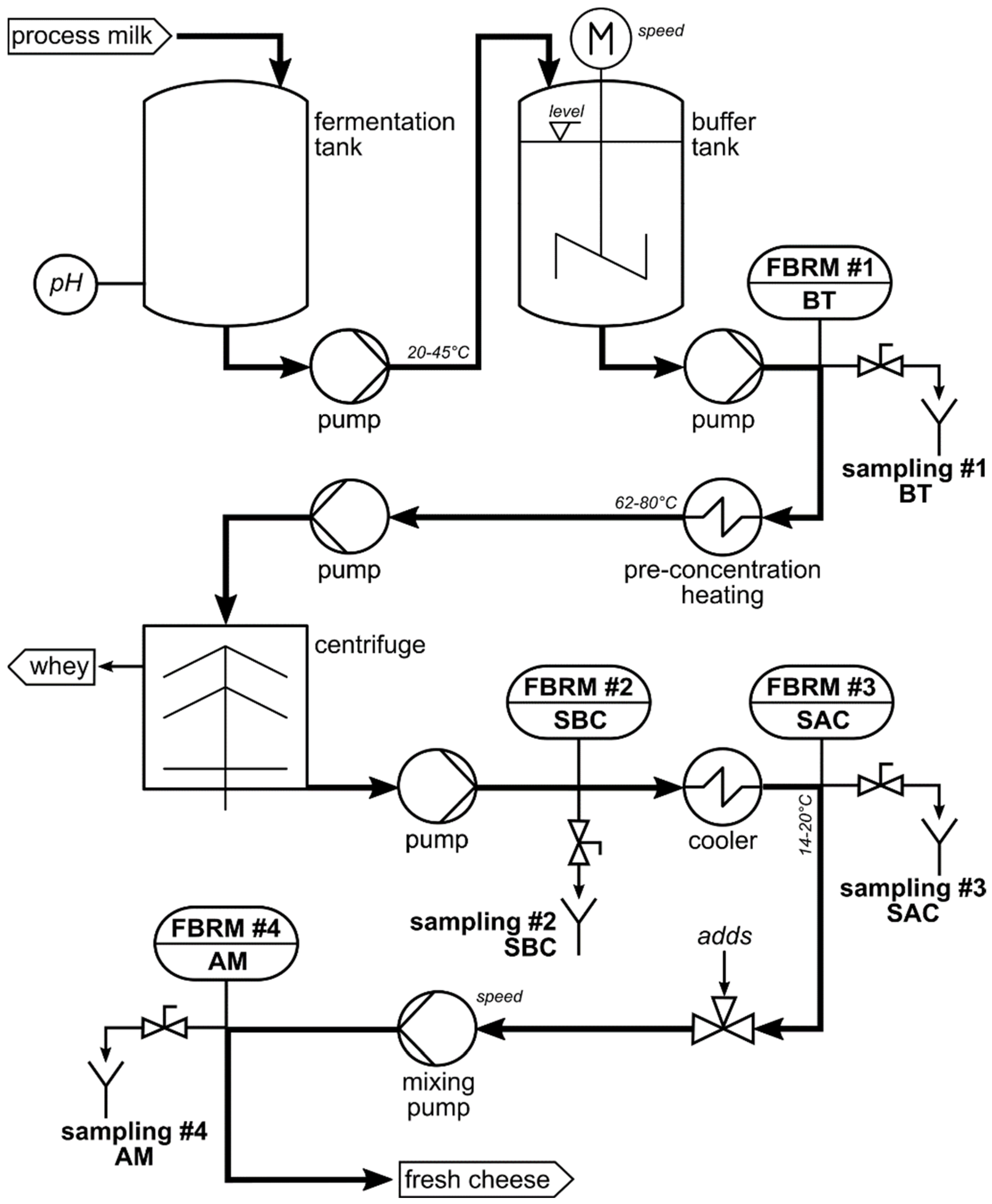
Inline measurements and offline sampling were conducted in a technical-scale fresh cheese processing facility. For this reason, the formulation and more specific details of the processing are not disclosed, as this is proprietary. A simplified overview of the processing line is depicted in
Figure 1.
In brief, (fat-free) process milk was acidified in a fermentation tank, followed by pumping to a buffer tank. After storage in a buffer tank, the fat-free fermented gel was pumped through a heat exchanger and pumped into a centrifuge for concentration. After obtaining the desired protein content, the fat-free fermented concentrated MPb microgel dispersion was pumped through a cooler, followed by a mixing pump, and lastly filled into packages. It is important to note that although one processing line is shown, there were, in fact, multiple processing lines that were interconnected, e.g., multiple buffer tanks and separators interconnected. Four locations in the processing line were chosen for investigation, namely, after a buffer tank (FBRM#1/BT), after a separator/before a cooler (FBRM#2/SBC), after a separator/after a cooler (FBRM#3/SAC), and after a mixing pump/before a filler (FBRM#4/AM). These are referred to in the text as: (1) after the buffer tank (BT); (2) after the separator/before the cooler (SBC); (3) after the separator/after the cooler (SAC); and (4) after the mixer (AM). Offline samples were taken from the product stream via sampling valves built into the processing line at the same locations. Samples were cooled (6 °C) until further analysis. Preliminary work showed that storage times between 6 days and 7 weeks did not impact results. Therefore, all analyses were conducted between 6 and 18 days of storage. An additional offline sample type was defined as the end product (END), where two packages of the final product were stored at 6 °C until further analysis. Sampling for offline evaluation was performed at intervals between 3 and 6 h. Since the offline sampling valves were at various physical locations within the processing facility, a tolerance of +10 min was given for manual sample collection. For example, if offline sampling was conducted at 4:00, all offline samples were collected between 4:00 and 4:10. Protein content (
Section 2.5), offline particle size (
Section 2.3), and apparent viscosity (
Section 2.4) were determined for the offline samples. Since only one FBRM probe was available for this study, inline measurements at each location were collected at different absolute times. Therefore, the inline particle size data cannot be directly compared between inline measurement locations. Furthermore, since this study was conducted during real processing in a technical-scale environment, several factors were out of our control. For example, offline samples at all four sampling valves could not always be taken at each sampling time, since cleaning at that sample valve location or processing at a different processing line was being carried out.
Information on the processing conditions listed below was kindly provided by the fresh cheese processor from the production protocol in order to facilitate drawing conclusions between processing, inline and offline particle size, protein content, and apparent viscosity. For the time frame of the experiment, details regarding fermentation (time and final pH), buffer tank (batch numbers, fill level in the buffer tank, whether the material in the buffer tank was being stirred quickly, slowly, or not at all), separator (bowl speed), and mixing pump (when material was being mixed in at this pump and the speed of the mixing) were shared by the fresh cheese producer.
2.2. Inline Particle Size Measurement
2.2.1. Measuring System
The particle size distributions of fresh cheese were measured inline using FBRM technology. A detailed explanation of the measuring principle, data acquisition, and numerical calculation of microgel particles is found in the literature [
20]. In short, a laser focuses on the sample in a circular path a few micrometers in front of the measurement window at the end of the FBRM probe. When the focal point encounters a particle, the laser light is reflected back and collected in the probe. Hence, the measurement raw signal consists of pulse length distributions caused by different sized reflectors. Unlike laser scattering and diffraction, reflectance intensity or angle will not be considered. Since the focal point of the laser rotates through the measurement window in a circle at 2 m/s, much faster than the speed of the particles passing by the measurement window, particles are regarded as stationary in relation to the focal point. From the time of reflection on the particle and the speed of the rotating laser, the chord length is obtained as a measure of particle size, and each measured particle is counted. With a sufficient number of particles, the so-called chord length distribution is obtained. The chord length distribution is initially number-weighted. The distribution can be converted to other weighting, e.g., volume, by assuming a spherical particle shape [
20]. It should be noted that the evaluated length is not necessarily the particle diameter, a spherical shape is assumed, and all reflective particles are measured, independent of particle properties, e.g., refractive index [
16].
2.2.2. Adaptation for Technical-Scale Process Line
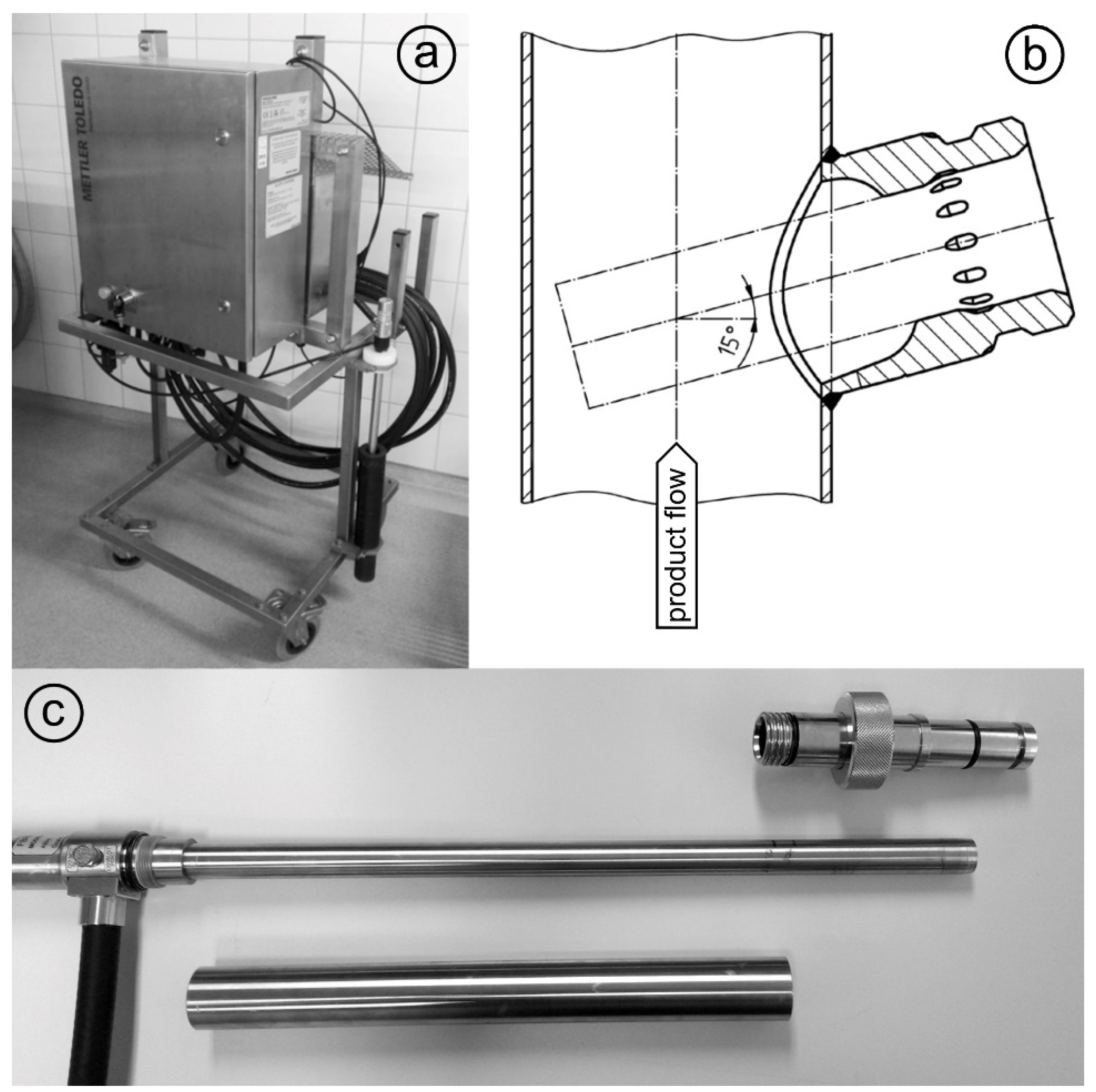
Since the FBRM probe of the measuring instrument (ParticleTrack G600B, 19 mm diameter sensor; Mettler Toledo, Columbus, OH, USA) is typically used for laboratory-scale experiments, where it is immersed in beakers or tanks, it was necessary to design: (i) a mobile measurement setup; and (ii) an adapter in order to install the probe into the pipelines of the technical-scale processing line (
Figure 2). In addition to the FBRM probe (cable length = 15 m), the mobile measurement setup consists of a mobile trolley with a laptop tray. When designing the probe adapter, it was important to install the probe at an angle of 15–60° to avoid product accumulation and fouling at the measurement window (communication with Mettler Toledo). Clean-in-place and sterilize-in-place -compliant, pressure-resistant Ingold weld-in adapters (bbi/biotech GmbH, Berlin, Germany) were procured and modified for use in the processing line. These adapters can be used to install the FBRM probe in processing lines with flowing media at pressures of up to 1 MPa (corresponding to the maximum permissible pressure of the probe). Adapters, with accompanying sampling valves kindly provided by the fresh cheese producer, were built into the processing line at each measuring location before the start of the experiment.
Before each set of inline particle size measurements, the probe was cleaned thoroughly with ethanol and distilled water until the total counts (total measured number of particles) in air measured less than 300 counts per 10 s. The probe was built into the processing line via the adapter during a cleaning and sanitizing cycle at the inline measurement location. Inline measurements were initiated and continued until the next cleaning and sanitizing cycle at that inline measurement location, at which point the probe was removed and inserted at the next measurement location.
2.2.3. Data Acquisition
The iC FBRM Software V3 (Mettler Toledo, Columbus, OH, USA) was used to collect all FBRM data. Data were collected at 10 s intervals with the stuck particle correction function turned on. This function removes the data being collected from particles that appear with the same size at the same position on the lens in two consecutive measurements, with a maximum of 10% of the total particles. The particle sizes were calculated in MACRO mode, meaning that there was low sensitivity to slight disturbances in the detected signal (as opposed to PRIMARY mode, where there is high sensitivity to signal disturbances). For example, loosely aggregated particles would be observed as one larger particle in MACRO mode, whereas in PRIMARY mode, the loose aggregates would instead be observed as many smaller particles very close together. The collected particle sizes were converted to cube-weighted size distributions. Data smoothing was performed by calculating a moving average with a window of 30 data points as outlined in
Section 3. Representative cube-weighted inline particle sizes (chord lengths) of .x10, .x50, .x75, and .x90 were collected, representing the cube-weighted percentiles, e.g., x10 is the 10th percentile of the cube-weighted chord length. The span (xspan) was calculated as .x90 minus .x10. For the purpose of comparison, inline particle size values at the same time points as offline sampling were evaluated, e.g., at 1 h. Since inline measurements are relatively fast (1 data point every 10 s) compared to taking offline samples (hourly), the recorded data was averaged for two separate minutes for comparison with offline data. A first data point was calculated by averaging the data points collected during the first minute that offline data were collected. A second data point was calculated for the fifth minute, also averaging the data recorded for a complete minute. For example, for an offline particle size sample collected at hour 5, inline data points for 5:01 and 5:05 were calculated.
2.3. Offline Particle Size Measurement
SLS was used to evaluate the particle size of the offline samples. In this technique, a laser beam is directed through the sample. As the laser beam passes through the sample, the angular change of the scattered laser beam is used to calculate the size of the particles responsible for generating the scattering pattern. The particle sizes are given as the volume-equivalent sphere diameter, from which the particle size distribution is calculated. Representative particle sizes of .d10, .d50, .d75, and .d90 were evaluated, representing the volume-weighted percentiles containing 10%, 50%, 75% and 90%, respectively, of all particles being smaller than this size. The span (dspan) was calculated as .d90 minus .d10.
A Beckman Coulter LS 13 320, connected to a Universal Liquid Module and control software v6.01 (Beckman Coulter Inc., Miami, FL, USA) was used to analyze the particle size as described by Heck et al. [
15]. The imaginary refractive indices (RI) for particles and water were fixed at 0.00, since they are white or transparent materials [
22]. The real RI of the particles and water were set at 1.57 and 1.33, respectively.
Particle size analysis was conducted in duplicate for each offline sample.
2.4. Rheological Characterization
A stress-controlled rheometer AR 2000 (minimum torque: 9.1 nMm; TA Instruments Inc., Eschborn, Germany) with a concentric cylinder cup and bob system (stator inner radius = 15.0 mm, rotor outer radius = 14.0 mm) was used to evaluate flow curves of the samples using the procedure described by Fysun et al. [
23]. In brief, each sample was stirred gently for 15 to 20 s with a plastic spoon before the measurement. A sample weighing 16 to 17 g was added to the cup, followed by equilibration at 10 °C for 7 min. Then, the shear rate was increased from
= 0.001 to 1000 1/s over a period of 8 min with ten points per decade. The apparent viscosity at a shear rate of 100 s
−1 (
), found to correlate with in-mouth viscosity [
24], was extracted from the flow curve. Each sample was measured in duplicate.
2.5. Protein Analysis
The protein content of each offline sample was evaluated using the method of Dumas (IDF 185) using a nitrogen analyzer (Dumatherm DT; C. Gerhardt GmbH & Co. KG, Königswinter, Germany). The total nitrogen content was multiplied by a conversion factor of 6.38 to calculate the protein content. Samples were analyzed in triplicate.
2.6. Statistical Analysis
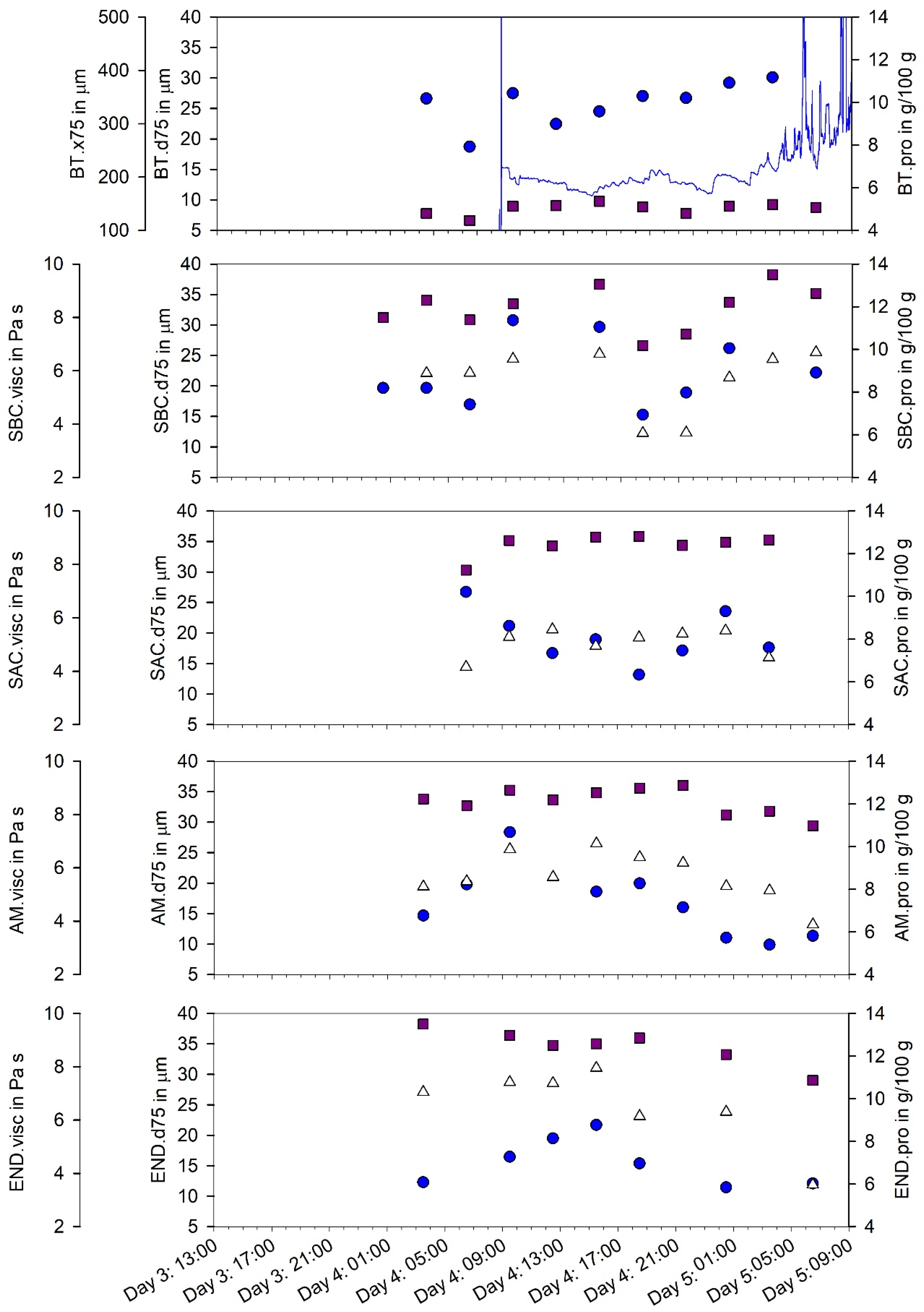
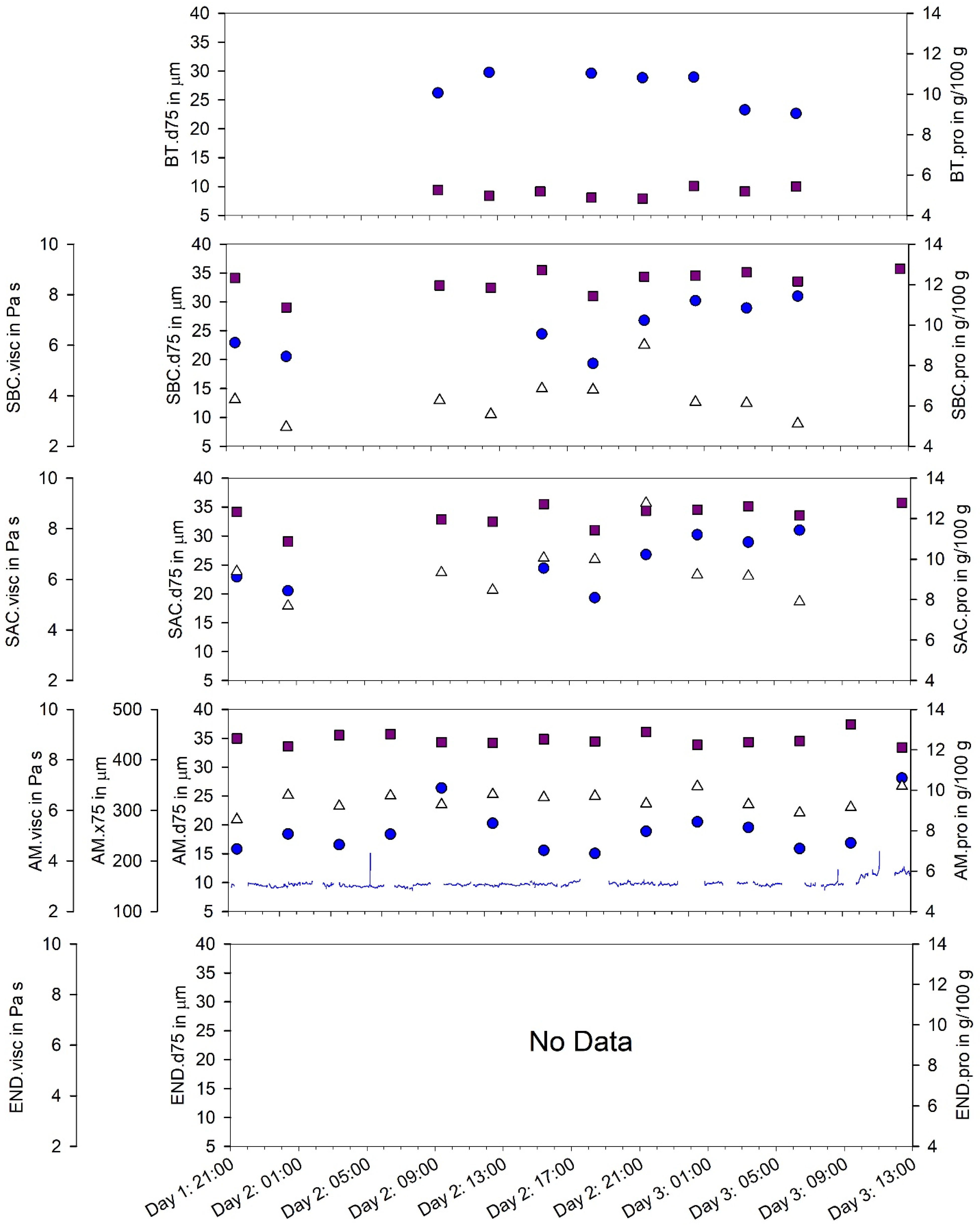
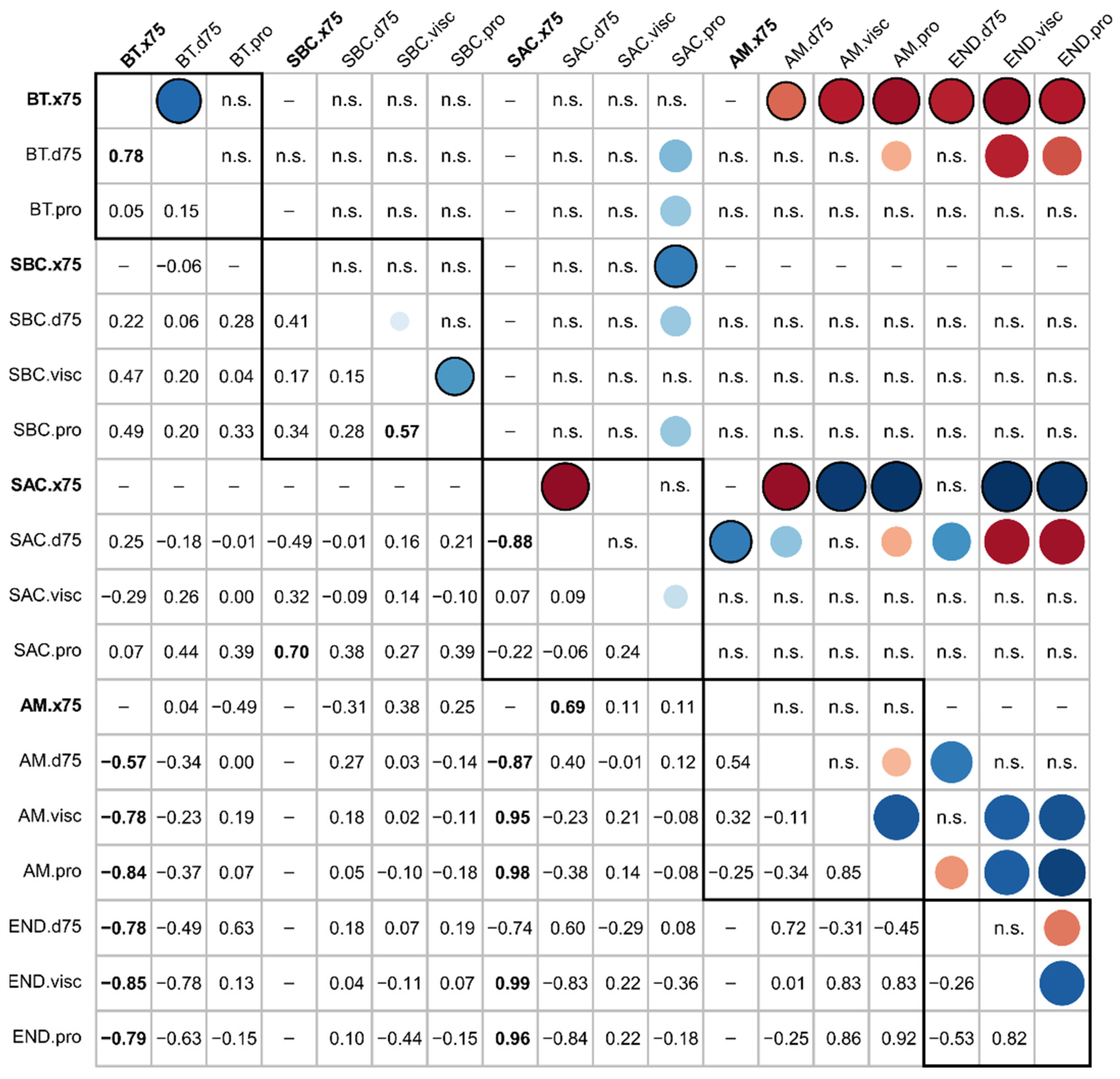
For inline and offline particle size, viscosity, and protein content, the statistics are given in combination with a measurement location abbreviation and the measurement abbreviation, e.g., for the buffer tank, the abbreviations would be BT.x75, BT.d75, BT.visc and BT.pro, respectively. Arithmetic means and standard deviations for the evaluated parameters are presented in
Section 3.
To investigate the relationships between inline particle size, offline particle size, protein content, and apparent viscosity, Pearson correlation coefficients were calculated. p-values of ≤0.10 indicate significant correlations. All statistical analyses were performed using SigmaPlot 12.5 (Systat Software Inc., San Jose, CA, USA).
4. Conclusions
Measuring particle size inline has the advantage that changes are already visible during processing, making it possible to monitor the manufacturing process and adjust the desired product properties in situ. For the processing line in this study, measuring inline particle size directly after the buffer tank and after the mixing pump (after concentration and before filling) show potential for use as process controls.
The impact of stirring procedures in the buffer tank were observable in the inline particle size evaluated after the buffer tank. As such, inline data collected after the buffer tank could allow for adjustment of the product before it enters further processing, such as tailored stirring procedures resulting in precise control of the product characteristics when exiting the buffer tank (feed forward control). Thus, the variance of product entering the remaining downstream processing would be reduced, also minimizing the variance in the final product. Inline particle size after the mixer was related to final product particle size and viscosity. Therefore, this measurement location should be investigated further to define the potential to control final product properties by adjusting the particle size distribution directly before filling, e.g., using added material or mechanical treatment. Inline particle size measurement after the mixing pump would allow for precise control of these processes at the end of the processing line (closed loop control). Proper selection of locations in the processing line for inline measurement is required for collection of quality data; consistent product flow rate and pressure are essential.
The inline measurement proved to be a suitable tool to reveal processing-dependent differences in particle sizes, which would not have been detected using an offline measurement. To further clarify whether the FBRM technology has potential as a tool for process control, it is recommended to include an analysis of final product syneresis and sensory properties in future studies.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}






