
Assessing Compositional and Quality Parameters of Unconcentrated and Refractive Window Concentrated Milk Based on Color Components

 ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
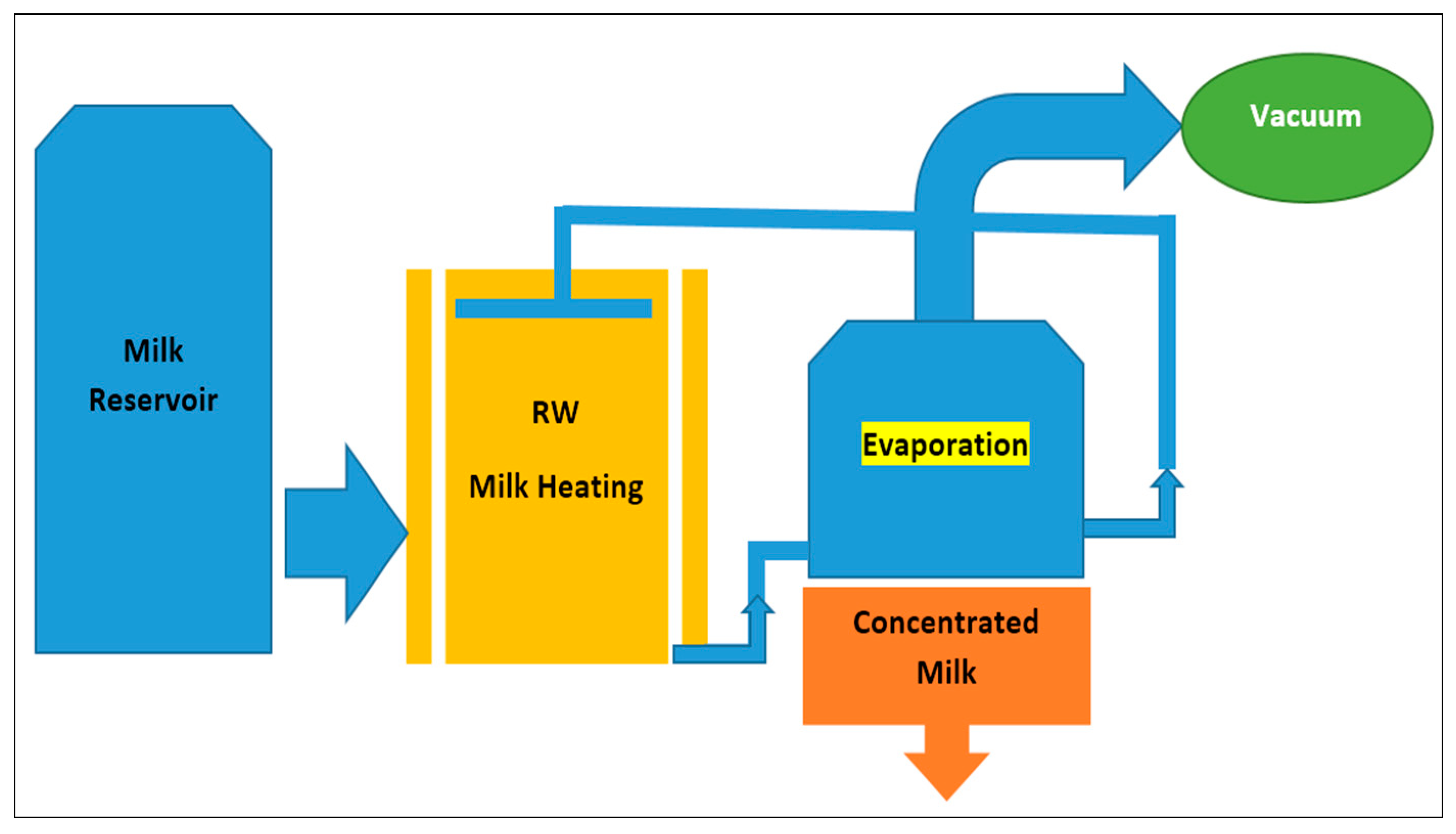
2.2. The Concentration of Milk Using the Refractance Window
2.3. Chemical Analysis
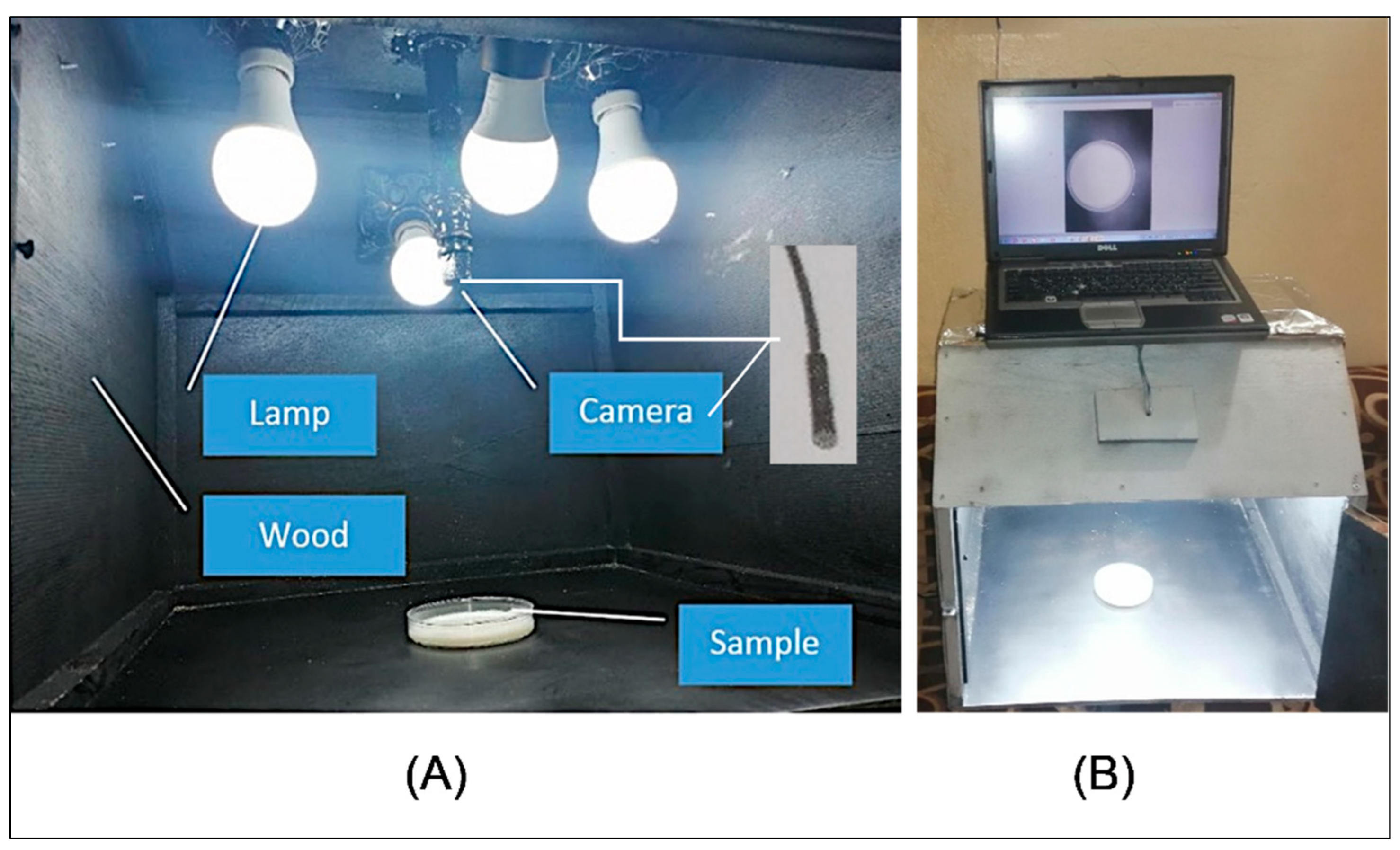
2.4. Color Assessment
2.5. Viscosity and Density Determination
2.6. Mathematical Modeling
2.7. Statistical Analysis
3. Results and Discussion
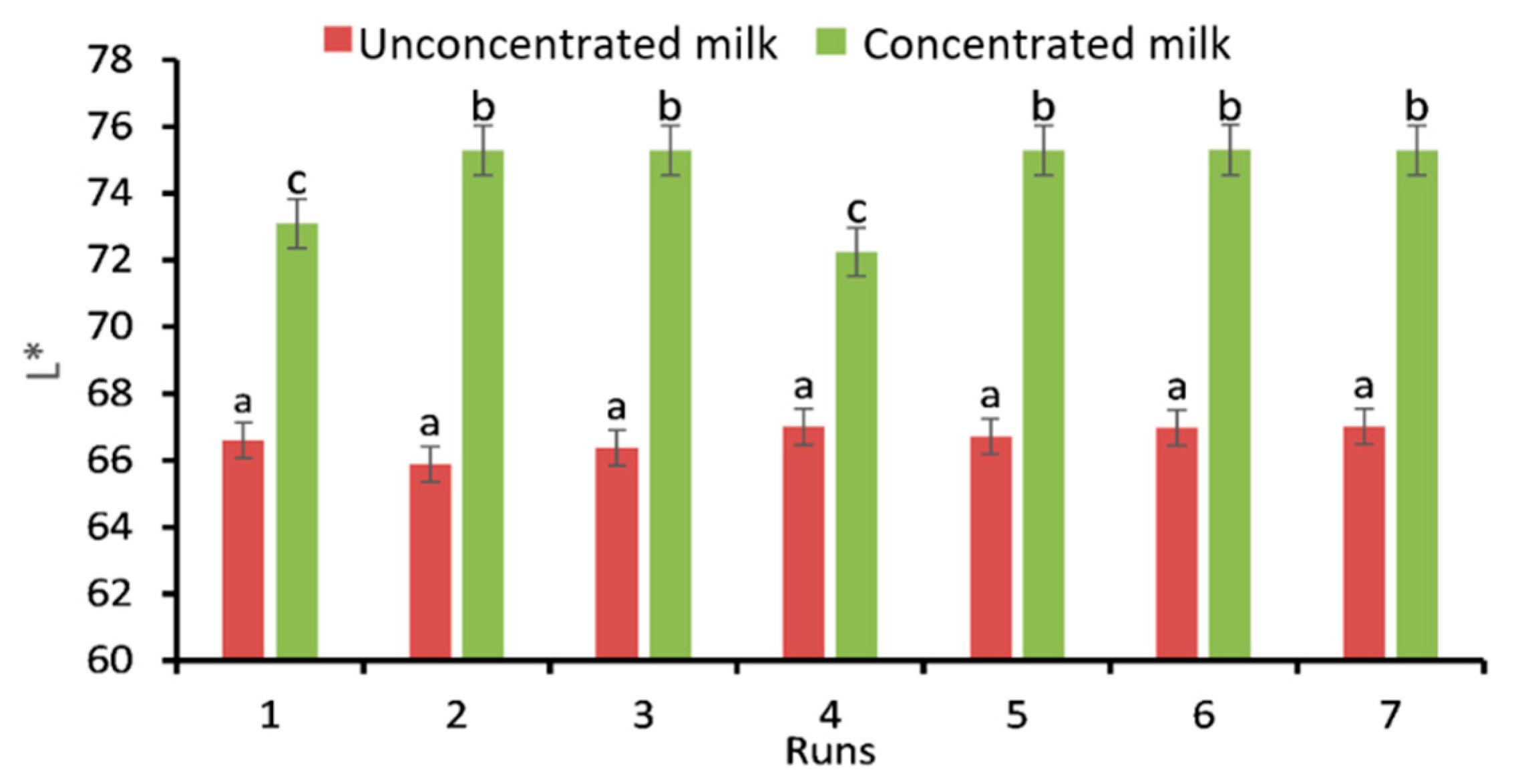
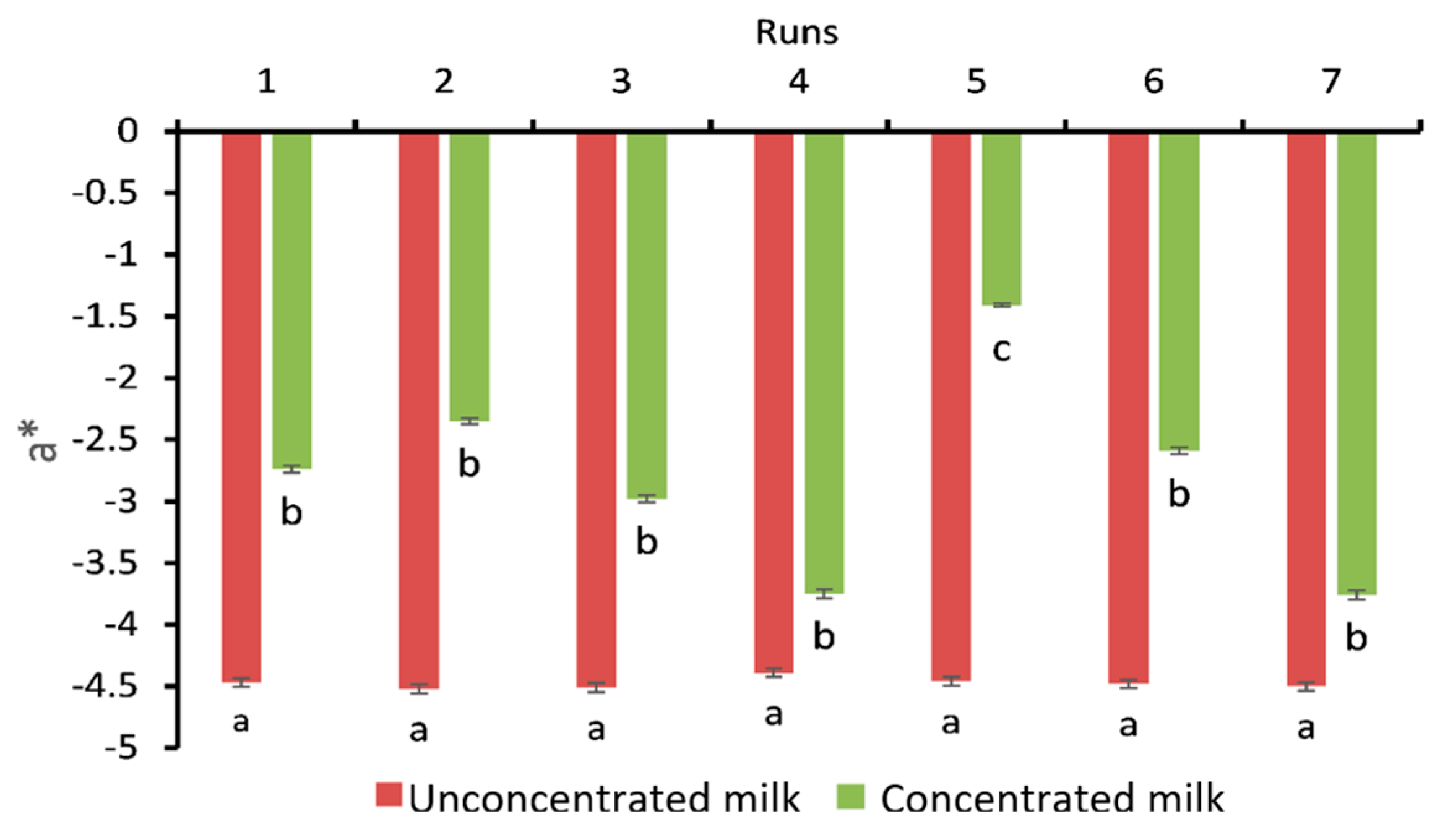
3.1. Color Components
3.1.1. Fat
3.1.2. pH
3.1.3. Density
3.1.4. Viscosity
3.1.5. Moisture Content
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wu, D.; Sun, D.W. Colour measurements by computer vision for food quality control–A review. Trends Food Sci. Technol. 2013, 29, 5–20. [Google Scholar] [CrossRef]
- Al-Hilphy, A.R.; Ali, H.I.; Al-IEssa, S.A.; Lorenzo, J.M.; Barba, F.J.; Gavahian, M. Refractance window (RW) concentration of milk Part II Computer vision approach for optimizing microbial and sensory qualities. J. Food Process. Preserv. 2021, 45, e15702. [Google Scholar] [CrossRef]
- Hadimani, L.; Mittal, N. Development of a computer vision system to estimate the colour indices of Kinnow mandarins. J. Food Sci. Technol. 2019, 56, 2305–2311. [Google Scholar] [CrossRef] [PubMed]
- De Marchi, M.; Toffanin, V.; Cassandro, M.; Penasa, M. Invited review Mid-infrared spectroscopy as a phenotyping tool for milk traits. J. Dairy Sci. 2014, 97, 1171–1186. [Google Scholar] [CrossRef]
- Al-Hilphy, A.R.; Ali, H.I.; Al-IEssa, S.A.; Lorenzo, J.M.; Barba, F.J.; Gavahian, M. Optimization of process variables on physicochemical properties of milk during an innovative refractance window concentration. J. Food Process. Preserv. 2020, 44, e14782. [Google Scholar] [CrossRef]
- Raghavi, L.M.; Moses, J.A.; Anandharamakrishnan, C. Refractance window drying of foods: A review. J. Food Eng. 2018, 222, 267–275. [Google Scholar] [CrossRef]
- Tontul, İ.; Ergin, F.; Eroğlu, E.; Küçükçetin, A.; Topuz, A. Physical and microbiological properties of yoghurt powder produced by refractance window drying. Int. Dairy J. 2018, 85, 169–176. [Google Scholar] [CrossRef]
- Tontul, I.; Topuz, A. Effects of different drying methods on the physicochemical properties of pomegranate leather (pestil). LWT 2017, 80, 294–303. [Google Scholar] [CrossRef]
- AOAC. Official Methods of Analysis of AOAC. International; Rockville, M.D., Ed.; AOAC International: Rockville, MA, USA, 2016. [Google Scholar]
- Wasnik, P.G.; Menon, R.R.; Sivaram, M.; Nath, B.S.; Balasubramanyam, B.V.; Manjunatha, M. Development of mathematical model for prediction of adulteration levels of cow ghee with vegetable fat using image analysis. J. Food Sci. Technol. 2019, 56, 2320–2325. [Google Scholar] [CrossRef]
- Yam, K.L.; Papadakis, S.E. A simple digital imaging method for measuring and analyzing color of food surfaces. J. Food Eng. 2004, 61, 137–142. [Google Scholar] [CrossRef]
- Bermúdez-Aguirre, D.; Mawson, R.; Versteeg, K.; Barbosa-Cánovas, G.V. Composition properties, physicochemical characteristics and shelf life of whole milk after thermal and thermo-sonication treatments. J. Food Qual. 2009, 32, 283–302. [Google Scholar] [CrossRef]
- Vargas, M.; Chafer, M.; Albors, A.; Chiralt, A.; Gonzalez-Martinez, M. Physicochemical and sensory characteristics of yoghurt produced from mixtures of cows’ and goats’ milk. Int. J. Dairy Technol. 2008, 18, 1146–1152. [Google Scholar] [CrossRef]
- Erbay, Z.; Koca, N. Efects of whey or maltodextrin addition during production on physical quality of white cheese powder during storage. J. Dairy Sci. 2015, 98, 8391–8404. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fernandez-Avila, C.; Gutierrez-Merida, C.; Trujillo, A.J. Physicochemical and sensory characteristics of a UHT milk-based product enriched with conjugated linoleic acid emulsified by Ultra-High-Pressure Homogenization. Innov. Food Sci. Emerg. Technol. 2017, 39, 275–283. [Google Scholar] [CrossRef]
- Garg, D.; Chakraborty, S.; Gokhale, J.S. Optimizing the extraction of proteinfrom Prosopis cineraria seeds using response surface methodology and characterization of seed protein concentrate. LWT 2020, 117, 108630. [Google Scholar] [CrossRef]
- Cheng, N.; Barbano, D.M.; Drake, M.A. Effect of pasteurization and fat, protein, casein to serum protein ratio, and milk temperature on milk beverage color and viscosity. J. Dairy Sci. 2019, 102, 2022–2043. [Google Scholar] [CrossRef]
- Patange, D.D.D.; Virshasen Vinayak, D.; Chandran, D.; Kumar, M.; Lorenzo, J.M. Comparative Effect of Cooling on the Physico-chemical-sensory Properties of Ghee from Cow and Buffalo Milk, and Evaluation of the Low-fat Spread Prepared from Cow and Buffalo Milk Ghee. Food Anal. Methods 2022, 5, 1–11. [Google Scholar] [CrossRef]
- Scarso, S.; McParland, S.; Visentin, G.; Berry, D.P.; McDermott, A.; De Marchi, M. Genetic and nongenetic factors associated with milk color in dairy cows. J. Dairy Sci. 2017, 100, 7345–7361. [Google Scholar] [CrossRef]
- Ávila, M.; Gómez-Torres, N.; Delgado, D.; Gaya, P.; Garde, S. Effect of high-pressure treatments on proteolysis, volatile compounds, texture, color, and sensory characteristics of semi-hard raw ewe milk cheese. Food Res. Int. 2017, 100, 595–602. [Google Scholar] [CrossRef]
- Misawa, N.; Barbano, D.M.; Drake, M.A. Influence of casein as a percentage of true protein and protein level on color and texture of milks containing 1 and 2% fat1. J. Dairy Sci. 2016, 99, 5284–5304. [Google Scholar] [CrossRef]
- Wu, J.; Chen, S.; Nyiransabimana, L.; Van Damme, E.J.; De Meulenaer, B.; Van der Meeren, P. Improved heat stability of recombined filled evaporated milk emulsions by wet heat pre-treatment of skim milk powder dispersions at different pH values. LWT 2022, 154, 112739. [Google Scholar] [CrossRef]
- Parmar, P.; Singh, A.K.; Meena, G.S.; Borad, S.; Raju, P.N. Application of ohmic heating for concentration of milk. J. Food Sci. Technol. 2018, 55, 4956–4963. [Google Scholar] [CrossRef] [PubMed]
- Fematt-Flores, G.E.; Aguiló-Aguayo, I.; Marcos, B.; Camargo-Olivas, B.A.; Sánchez-Vega, R.; Soto-Caballero, M.C.; Rodríguez-Roque, M.J. Milk protein-based edible films: Influence on mechanical, hydrodynamic, optical and antioxidant properties. Coatings 2022, 12, 196. [Google Scholar] [CrossRef]
- Al-Hilphy, A.R.S.; Niamah, A.K.; Altemimi, A.B. Effect of ultrasonic treatment on buffalo milk homoginization and Numbers bacterial. Int. J. Food Sci. Nutr. Eng. 2012, 2, 113–118. [Google Scholar] [CrossRef] [Green Version]
- Guetouache, M.; Guessas, B.; Medjekal, S. Composition and nutritional value of raw milk. Biol. Sci. Pharm. Res. 2014, 2, 115–122. [Google Scholar] [CrossRef]
- Sharma, P.; Patel, H.; Patel, A. Evaporated and Sweetened Condensed Milks. In Dairy Processing and Quality Assurance; Ramesh, C., Chandan, R.C., Kilara, A., Shah, N.P., Eds.; John Wiley and Sons Ltd.: Hoboken, NJ, USA, 2015; pp. 310–332. [Google Scholar] [CrossRef]
- AL-Hilphy, A.R.S.; Mahmud, I.A.; AL Rubaiy, H.H.M. Designing and Construction Solar Milk Pasteurization and studying Its Efficiency. Misan J. Acad. Stud. 2012, 11, 128–146. [Google Scholar]
- Park, C.W.; Drake, M. Condensed milk storage and evaporation affect the flavor of nonfat dry milk. J. Dairy Sci. 2016, 99, 9586–9597. [Google Scholar] [CrossRef]
- Minim, L.A.; Coimbra, J.S.; Minim, V.P.; Telis-Romero, J. Influence of temperature and water and fat contents on the thermophysical properties of milk. J. Chem. Eng. Data 2002, 47, 1488–1491. [Google Scholar] [CrossRef]
- Nieuwenhuijse, J.A.; Van Vliet, T.; Walstra, P. Kinetic aspects of the heat-induced coagulation of concentrated skim milk. Neth. Milk Dairy J. 1992, 46, 45–68. [Google Scholar]
- Keršienė, M.; Jasutienė, I.; Kubiliūtė, M.; Ruzgas, T.; Leskauskaitė, D. Composition and processing characteristics of milk from Lithuanian black and white cows. J. Food Nutr. Res. 2019, 7, 114–121. [Google Scholar] [CrossRef]
- Pinto, S.; Hoffmann, G.; Ammon, C.; Amon, B.; Heuwieser, W.; Halachmi, I.; Banhazi, T.; Amon, T. Influence of barn climate, body postures and milk yield on the respiration rate of dairy cows. Ann. Anim. Sci. 2019, 19, 469–481. [Google Scholar] [CrossRef] [Green Version]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Runs | C | h° | WI | YI | BI | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| FM | CM | FM | CM | FM | CM | FM | CM | FM | CM | |
| 1 | 16.15 ± 0.98 | 20.12 ± 1.11 | −16.08 ± 0.11 | −7.83 ± 0.12 | 62.90 ± 2.23 | 66.41 ± 3.12 | 33.29 ± 1.98 | 38.95 ± 1.77 | 20.67 ± 1.99 | 28.11 ± 1.55 |
| 2 | 16.12 ± 0.88 | 10.00 ± 1.32 | −16.30 ± 0.66 | −13.60 ± 0.98 | 62.27 ± 2.89 | 73.34 ± 3.09 | 33.54 ± 2.23 | 18.44 ± 1.78 | 20.77 ± 1.56 | 11.15 ± 1.04 |
| 3 | 15.19 ± 1.07 | 9.58 ± 0.12 | −17.29 ± 0.97 | −18.14 ± 0.96 | 63.11 ± 2.11 | 73.50 ± 2.99 | 31.21 ± 2.11 | 17.27 ± 1.01 | 18.79 ± 1.55 | 9.61 ± 0.99 |
| 4 | 16.09 ± 1.03 | 13.25 ± 0.14 | −15.84 ± 0.78 | −16.45 ± 0.89 | 63.30 ± 2.35 | 69.25 ± 2.78 | 33.00 ± 2.15 | 25.13 ± 1.03 | 20.54 ± 1.98 | 14.93 ± 1.04 |
| 5 | 15.95 ± 0.97 | 7.20 ± 0.87 | −16.25 ± 0.99 | −11.30 ± 0.88 | 63.10 ± 2.90 | 74.26 ± 3.97 | 32.78 ± 1.88 | 13.40 ± 1.22 | 20.24 ± 2.02 | 8.22 ± 1.56 |
| 6 | 16.13 ± 0.99 | 8.63 ± 0.77 | −16.13 ± 0.87 | −17.48 ± 0.68 | 63.25 ± 2.36 | 73.84 ± 3.02 | 33.06 ± 1.56 | 15.61 ± 1.11 | 20.48 ± 1.45 | 8.73 ± 0.78 |
| 7 | 16.10 ± 0.85 | 11.24 ± 0,90 | −16.24 ± 0.99 | −19.56 ± 0.67 | 63.30 ± 2.99 | 72.85 ± 2.98 | 32.95 ± 1.87 | 20.09 ± 1.07 | 20.37 ± 1.56 | 11.02 ± 0.93 |
| Runs | Exp. F. (%) | Pre. F. (%) | Error (%) | SD | RMSE | R |
|---|---|---|---|---|---|---|
| Unconcentrated Milk | ||||||
| 1 | 4.120 a | 4.120 a | 0.00 | 0.00000 | 0.0041 | 0.896 |
| 2 | 4.090 a | 4.091 a | 0.02 | 0.0006 | ||
| 3 | 4.100 a | 4.093 a | 0.17 | 0.0048 | ||
| 4 | 4.100 a | 4.096 a | 0.11 | 0.0032 | ||
| 5 | 4.090 a | 4.095 a | 0.11 | 0.0032 | ||
| 6 | 4.090 a | 4.096 a | 0.14 | 0.0041 | ||
| 7 | 4.100 a | 4.096 a | 0.09 | 0.0027 | ||
| Concentrated Milk | ||||||
| 1 | 7.49 a | 7.489 a | 8.401 × 10−5 | 4.44 × 10−6 | 0.0064 | 0.850 |
| 2 | 7.31 a | 7.330 a | 0.273 | 0.021 | ||
| 3 | 7.41 a | 7.338 a | 0.966 | 0.043 | ||
| 4 | 7.31 a | 7.321 a | 0.161 | 0.015 | ||
| 5 | 7.33 a | 7.317 a | 0.169 | 0.008 | ||
| 6 | 7.31 a | 7.333 a | 0.318 | 0.023 | ||
| 7 | 7.40 a | 7.348 a | 0.692 | 0.036 | ||
| Runs | Exp. pH | Pre. pH | Error (%) | SD | RMSE | R |
|---|---|---|---|---|---|---|
| Unconcentrated Milk | ||||||
| 1 | 6.520 a | 6.520 a | 0.001 | 0.00006 | 0.0082 | 0.864 |
| 2 | 6.480 a | 6.481 a | 0.02 | 0.0008 | ||
| 3 | 6.500 a | 6.508 a | 0.12 | 0.0056 | ||
| 4 | 6.530 a | 6.511 a | 0.29 | 0.0135 | ||
| 5 | 6.510 a | 6.514 a | 0.06 | 0.0028 | ||
| 6 | 6.530 a | 6.536 a | 0.09 | 0.0040 | ||
| 7 | 6.530 a | 6.544 a | 0.21 | 0.0099 | ||
| Concentrated Milk | ||||||
| 1 | 6.40 a | 6.40 a | 0.009 | 0.000 | 0.0126 | 0.79 |
| 2 | 6.51 a | 6.57 a | 0.920 | 0.042 | ||
| 3 | 6.60 a | 6.57 a | 0.457 | 0.021 | ||
| 4 | 6.60 a | 6.57 a | 0.457 | 0.021 | ||
| 5 | 6.63 a | 6.57 a | 0.907 | 0.043 | ||
| 6 | 6.51 a | 6.57 a | 0.920 | 0.042 | ||
| 7 | 6.54 a | 6.57 a | 0.457 | 0.021 | ||
| Runs | Error (%) | SD | RMSE | R | ||
|---|---|---|---|---|---|---|
| Unconcentrated Milk | ||||||
| 1 | 1.026 a | 1.027 a | 0.028 | 0.00020 | 0.00102 | 0.851 |
| 2 | 1.027 a | 1.026 a | 0.007 | 5.46 × 10−5 | ||
| 3 | 1.027 a | 1.027 a | 0.010 | 7.51 × 10−5 | ||
| 4 | 1.025 a | 1.025 a | 0.026 | 0.00018 | ||
| 5 | 1.026 a | 1.027 a | 0.075 | 0.00054 | ||
| 6 | 1.026 a | 1.026 a | 0.044 | 0.00031 | ||
| 7 | 1.027 a | 1.027 a | 0.026 | 0.00018 | ||
| Concentrated Milk | ||||||
| 1 | 1.045 a | 1.045 a | 0.040 | 0.00029 | 0.001585 | 0.947 |
| 2 | 1.044 a | 1.042 a | 0.17 | 0.0012 | ||
| 3 | 1.045 a | 1.048 a | 0.30 | 0.0022 | ||
| 4 | 1.034 a | 1.035 a | 0.05 | 0.0004 | ||
| 5 | 1.032 a | 1.034 a | 0.15 | 0.0011 | ||
| 6 | 1.046 a | 1.045 a | 0.14 | 0.0010 | ||
| 7 | 1.050 a | 1.055 a | 0.51 | 0.0038 | ||
| Runs | Exp. V. (cp) | Pre. V.(cp) | Error (%) | SD | RMSE | R |
|---|---|---|---|---|---|---|
| Unconcentrated Milk | ||||||
| 1 | 2.08 a | 2.078 a | 0.096 | 0.00141 | 0.0035 | 0.883 |
| 2 | 2.07 a | 2.063 a | 0.36 | 0.0053 | ||
| 3 | 2.07 a | 2.069 a | 0.07 | 0.0010 | ||
| 4 | 2.07 a | 2.069 a | 0.05 | 0.0007 | ||
| 5 | 2.07 a | 2.070 a | 0.01 | 0.0001 | ||
| 6 | 2.08 a | 2.075 a | 0.25 | 0.0037 | ||
| 7 | 2.08 a | 2.077 a | 0.16 | 0.0024 | ||
| Concentrated Milk | ||||||
| 1 | 3.23 a | 3.23 a | 0.002 | 0.0000 | 0.00070 | 0.888 |
| 2 | 3.28 a | 3.28 a | 0.11 | 0.0026 | ||
| 3 | 3.29 a | 3.28 a | 0.29 | 0.0069 | ||
| 4 | 3.28 a | 3.29 a | 0.16 | 0.0036 | ||
| 5 | 3.25 a | 3.27 a | 0.63 | 0.0145 | ||
| 6 | 3.29 a | 3.28 a | 0.37 | 0.0086 | ||
| 7 | 3.29 a | 3.29 a | 0.15 | 0.0034 | ||
| Runs | Exp. V. (cp) | Pre. V.(cp) | Error (%) | SD | RMSE | R |
|---|---|---|---|---|---|---|
| Unconcentrated Milk | ||||||
| 1 | 86.80 a | 86.80 a | 0.00 | 0.0000 | 0.1853 | 0.866 |
| 2 | 85.60 a | 85.77 a | 0.20 | 0.1240 | ||
| 3 | 86.52 a | 86.18 a | 0.37 | 0.2255 | ||
| 4 | 86.41 a | 86.70 a | 0.35 | 0.2141 | ||
| 5 | 86.50 a | 86.46 a | 0.04 | 0.0264 | ||
| 6 | 86.81 a | 86.67 a | 0.14 | 0.0863 | ||
| 7 | 86.60 a | 86.71 a | 0.13 | 0.0786 | ||
| Concentrated Milk | ||||||
| 1 | 76.01 a | 76.01 a | 0.004 | 0.00239 | 0.3721 | 0.9001 |
| 2 | 76.04 a | 75.19 a | 1.12 | 0.6014 | ||
| 3 | 75.50 a | 75.81 a | 0.41 | 0.2186 | ||
| 4 | 74.01 a | 73.65 a | 0.49 | 0.2541 | ||
| 5 | 74.21 a | 74.26 a | 0.07 | 0.0388 | ||
| 6 | 75.30 a | 75.44 a | 0.18 | 0.0955 | ||
| 7 | 76.10 a | 76.58 a | 0.63 | 0.3368 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Al-Hilphy, A.R.; Ali, H.I.; Al-IEssa, S.A.; Gavahian, M.; Mousavi-Khaneghah, A. Assessing Compositional and Quality Parameters of Unconcentrated and Refractive Window Concentrated Milk Based on Color Components. Dairy 2022, 3, 400-412. https://doi.org/10.3390/dairy3020030
Al-Hilphy AR, Ali HI, Al-IEssa SA, Gavahian M, Mousavi-Khaneghah A. Assessing Compositional and Quality Parameters of Unconcentrated and Refractive Window Concentrated Milk Based on Color Components. Dairy. 2022; 3(2):400-412. https://doi.org/10.3390/dairy3020030
Chicago/Turabian StyleAl-Hilphy, Asaad R., Haider I. Ali, Sajedah A. Al-IEssa, Mohsen Gavahian, and Amin Mousavi-Khaneghah. 2022. "Assessing Compositional and Quality Parameters of Unconcentrated and Refractive Window Concentrated Milk Based on Color Components" Dairy 3, no. 2: 400-412. https://doi.org/10.3390/dairy3020030