
Long-Exposure Air and Steam Oxidation Characteristics of IN 617 Alloys

Abstract
:1. Introduction
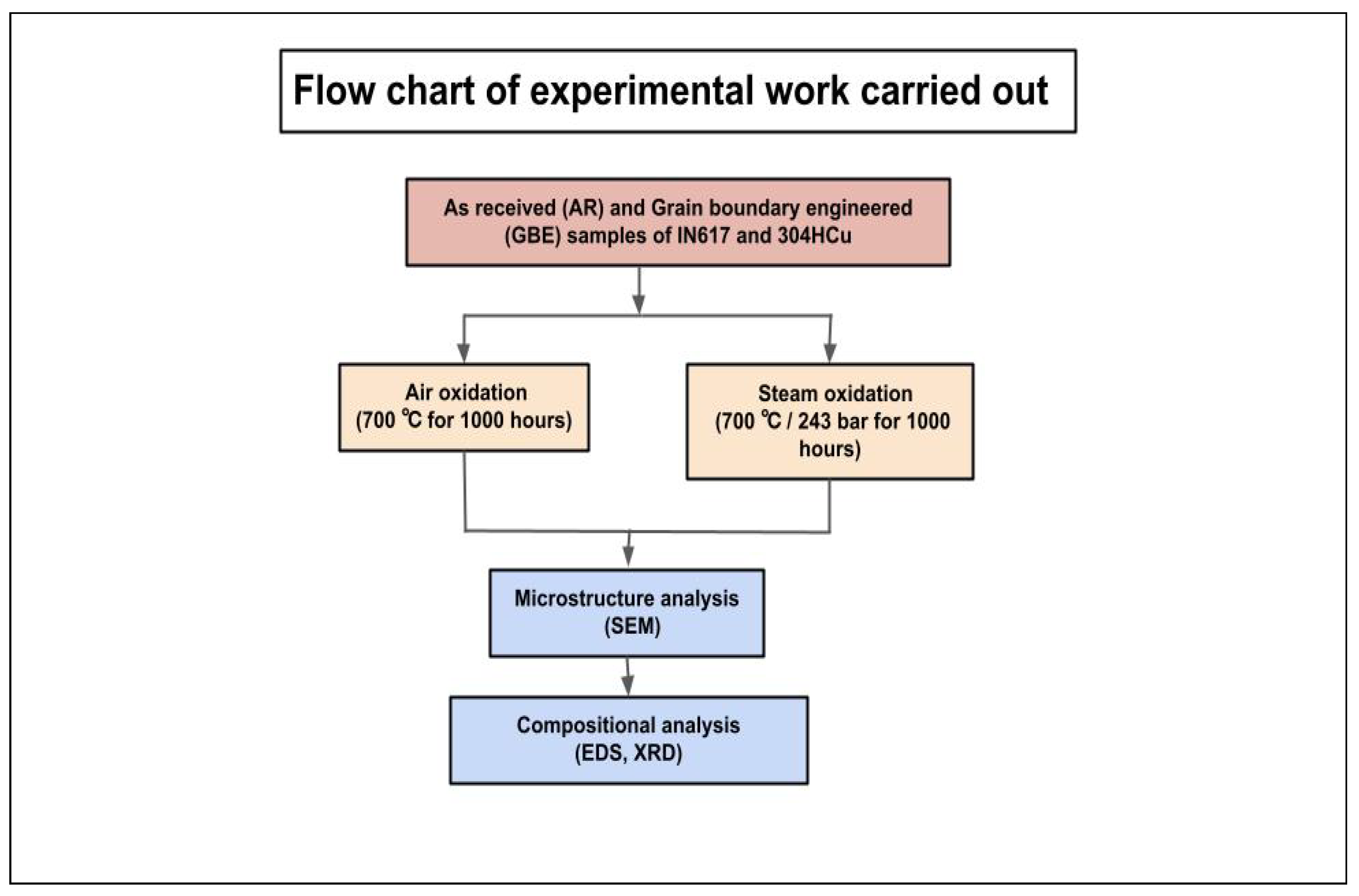
2. Materials and Testing Procedure
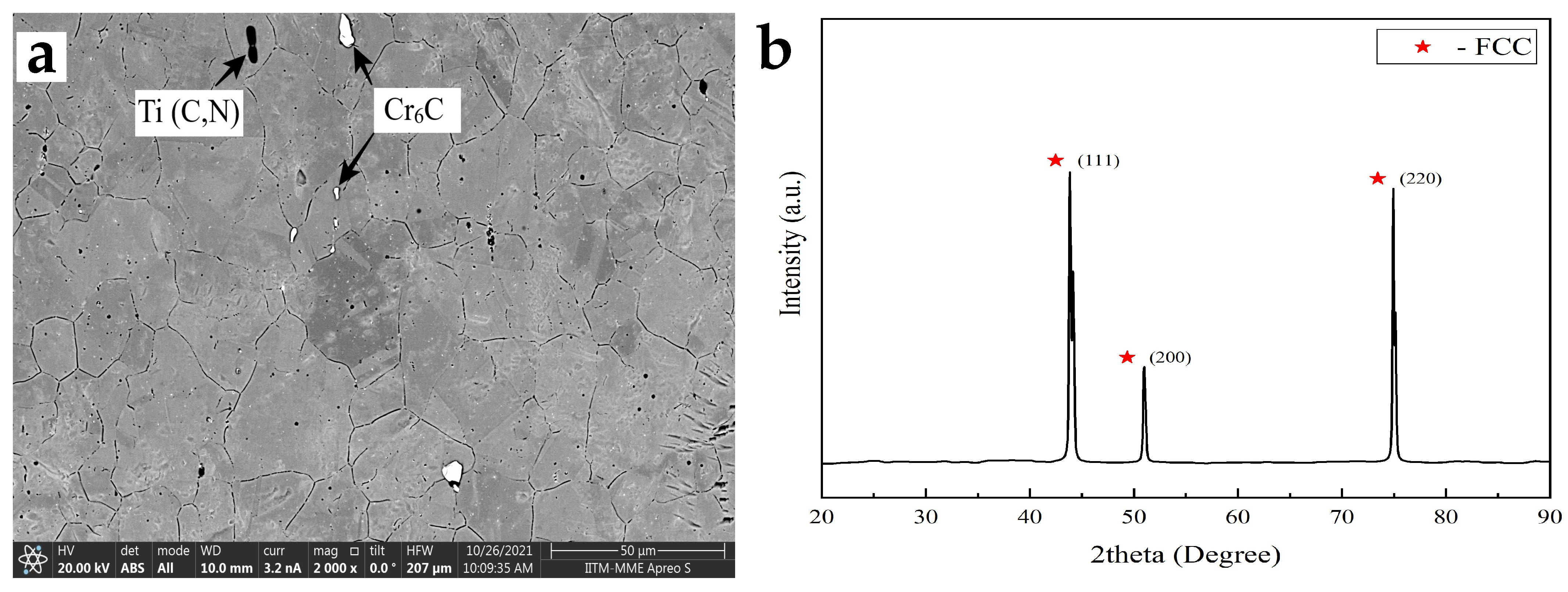
2.1. Initial Condition
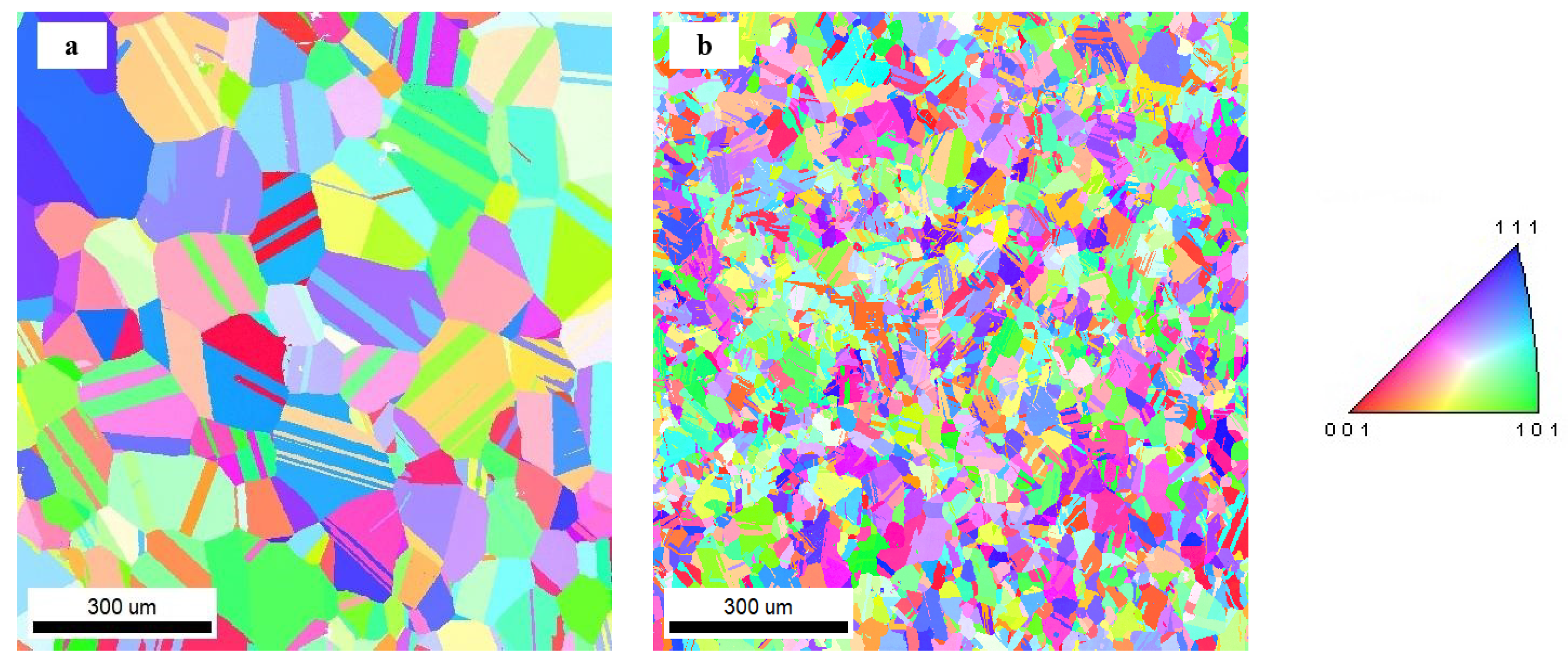
2.2. EBSD Analysis
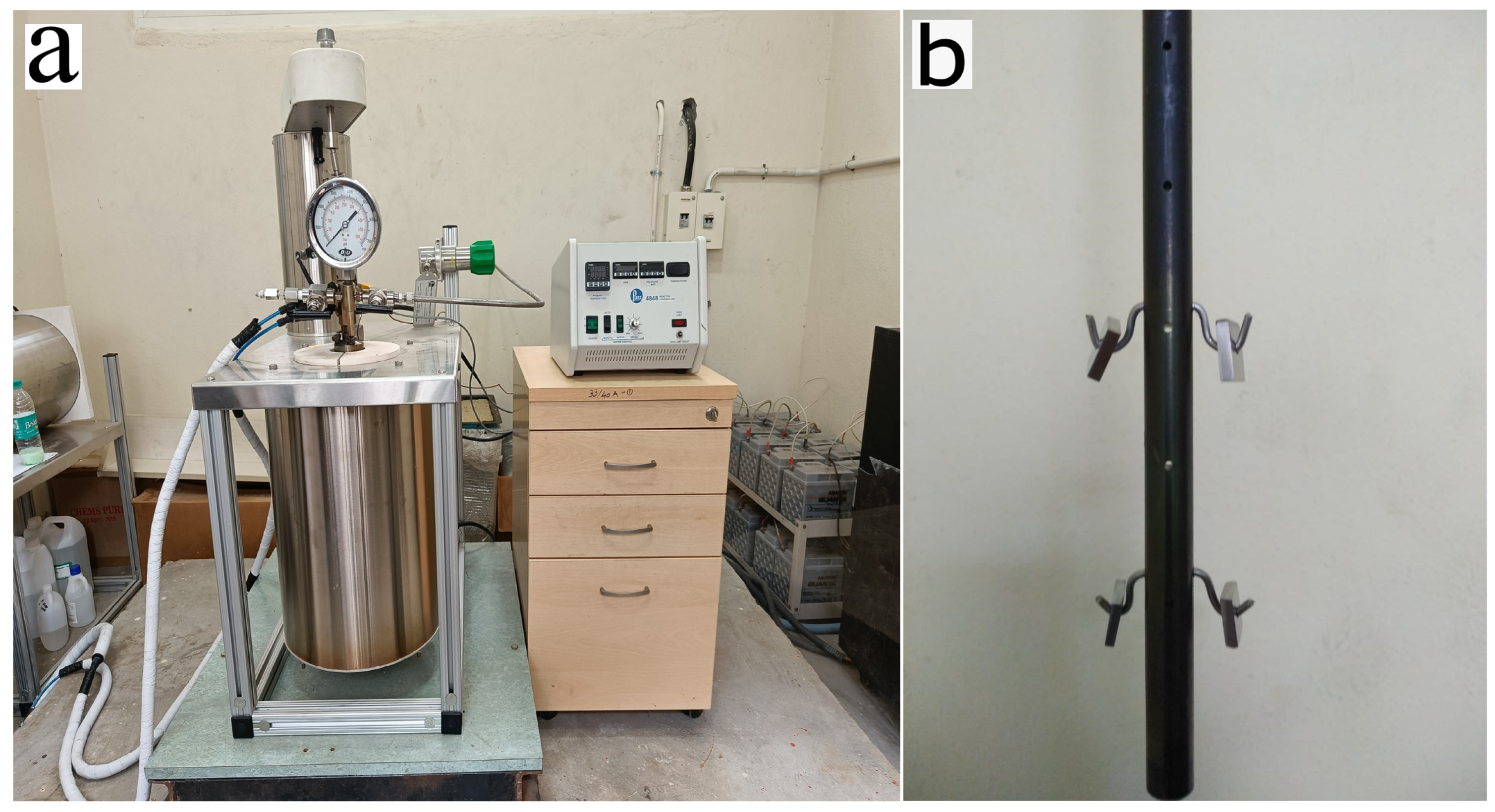
2.3. Preparation of Experimental Setup
2.4. Characterisation
3. Results
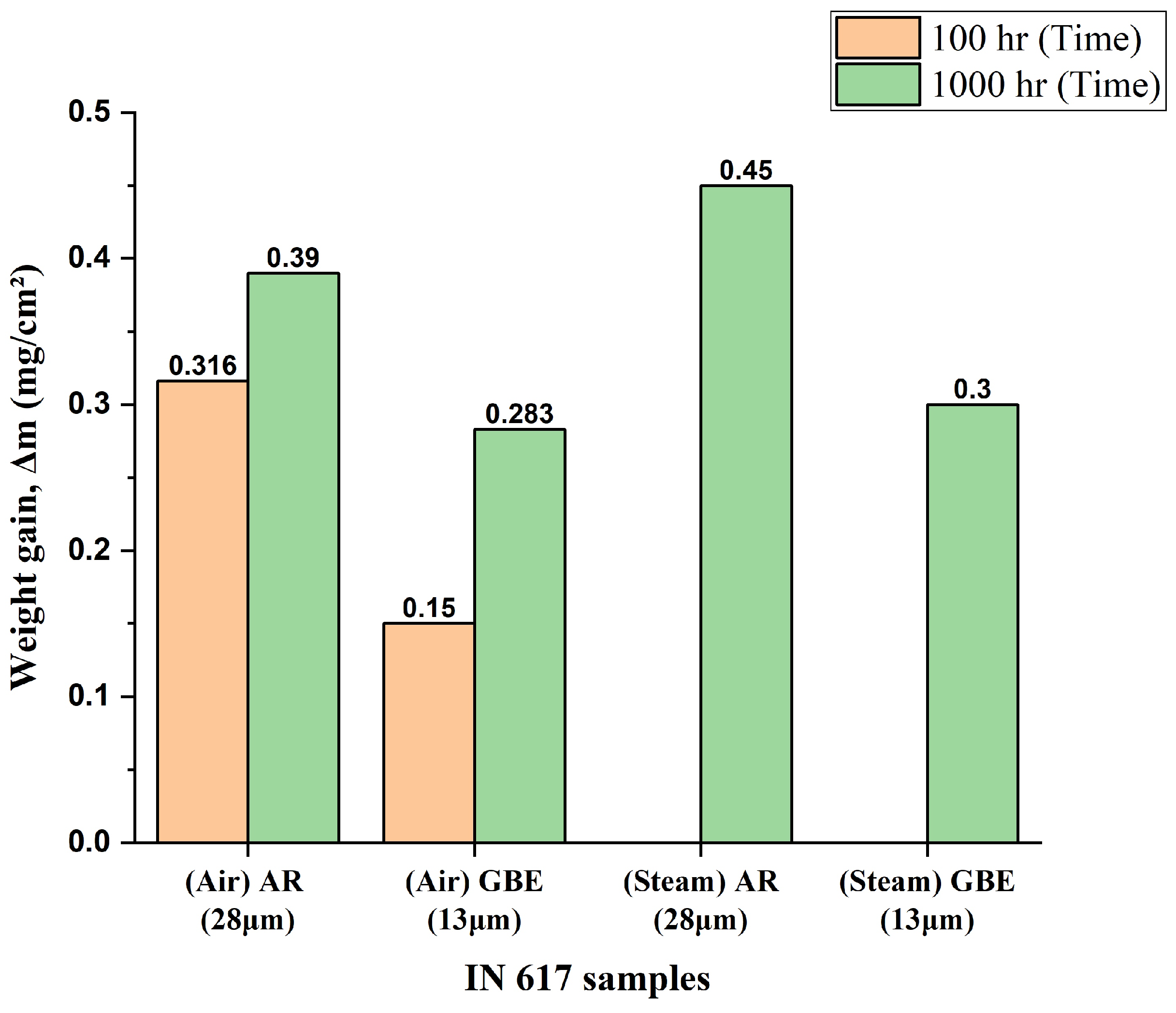
3.1. Comparison of Air and Steam Weight Change
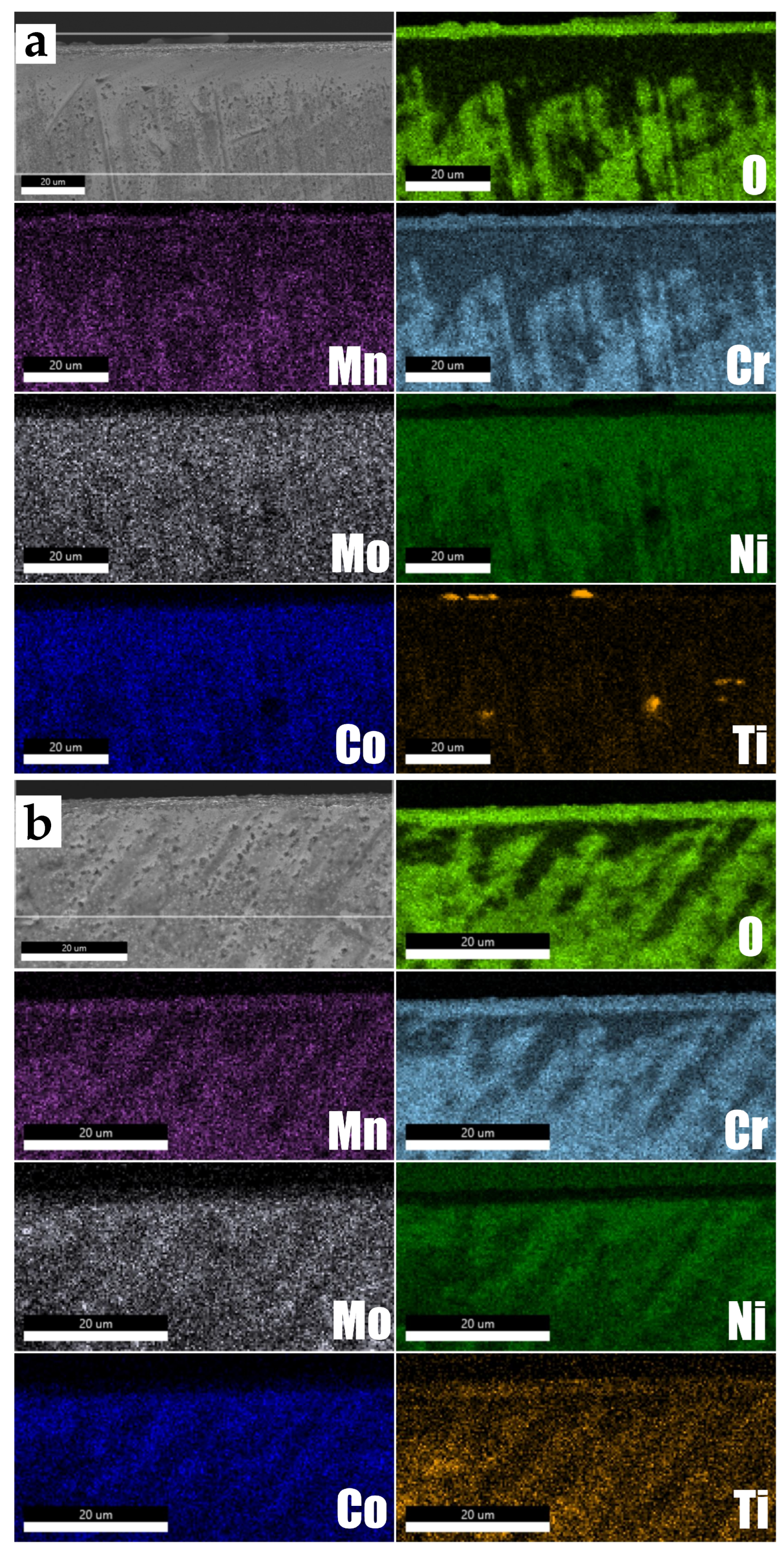
3.2. Air Oxidation
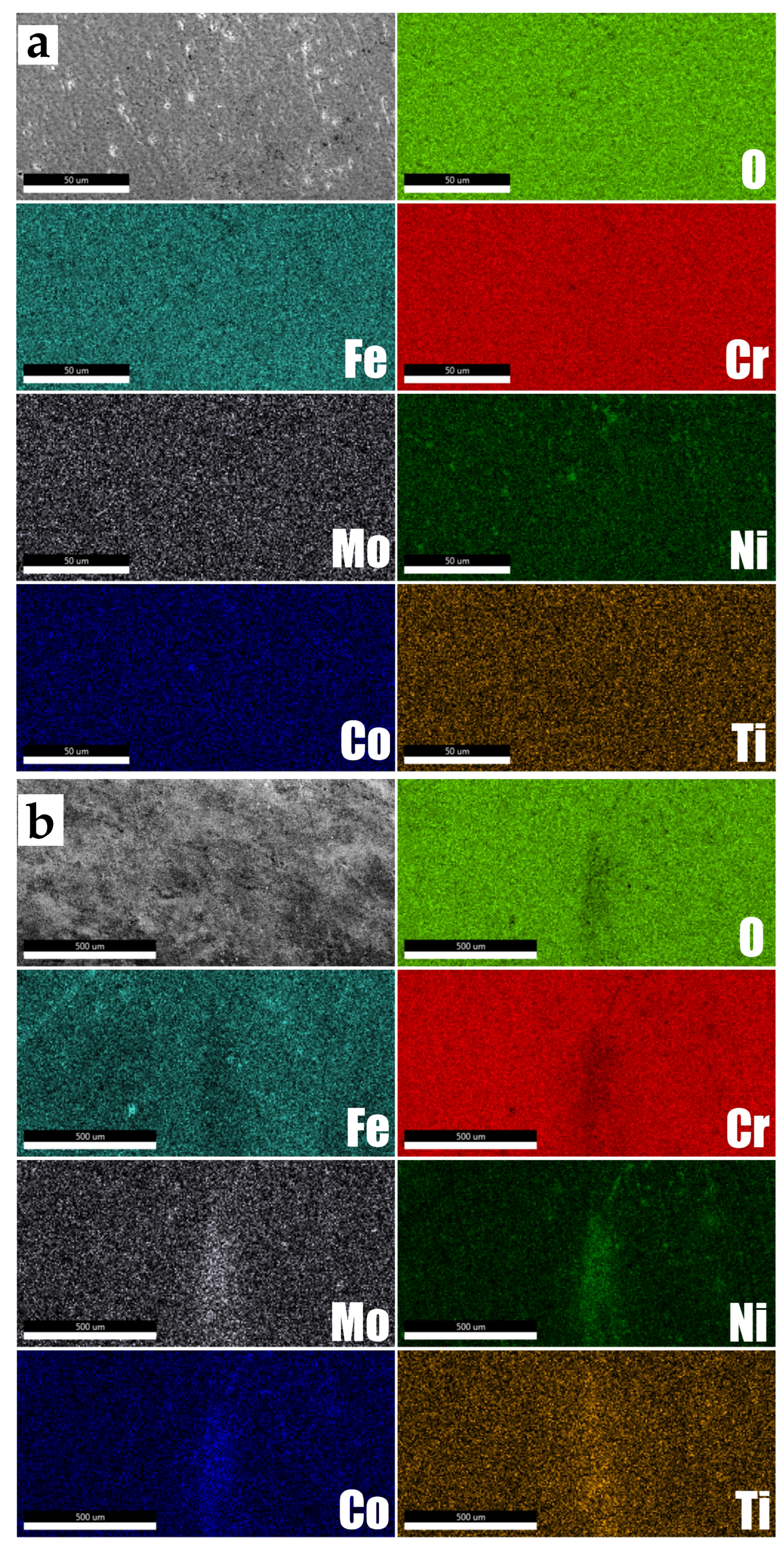
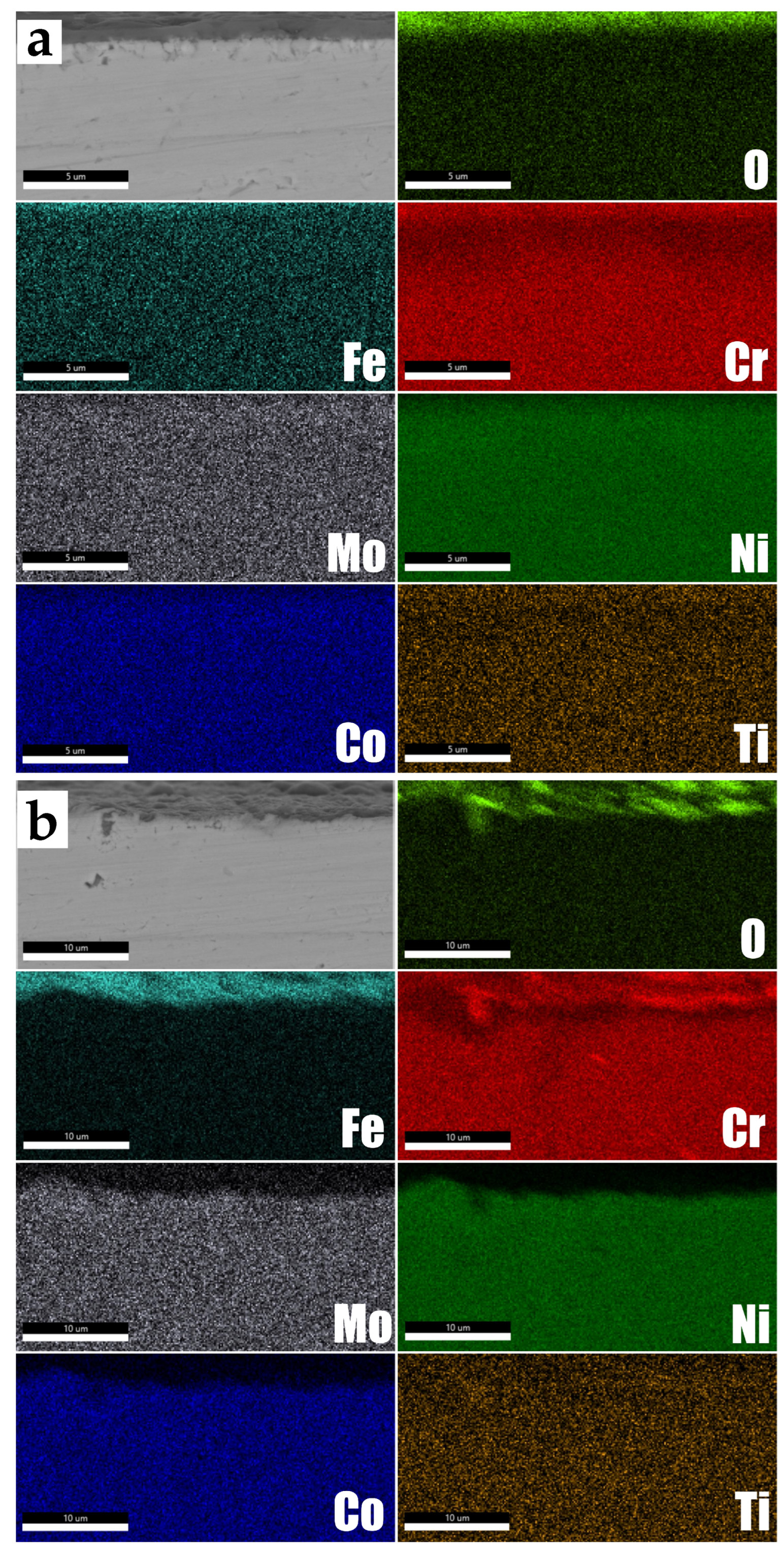
3.3. Steam Oxidation
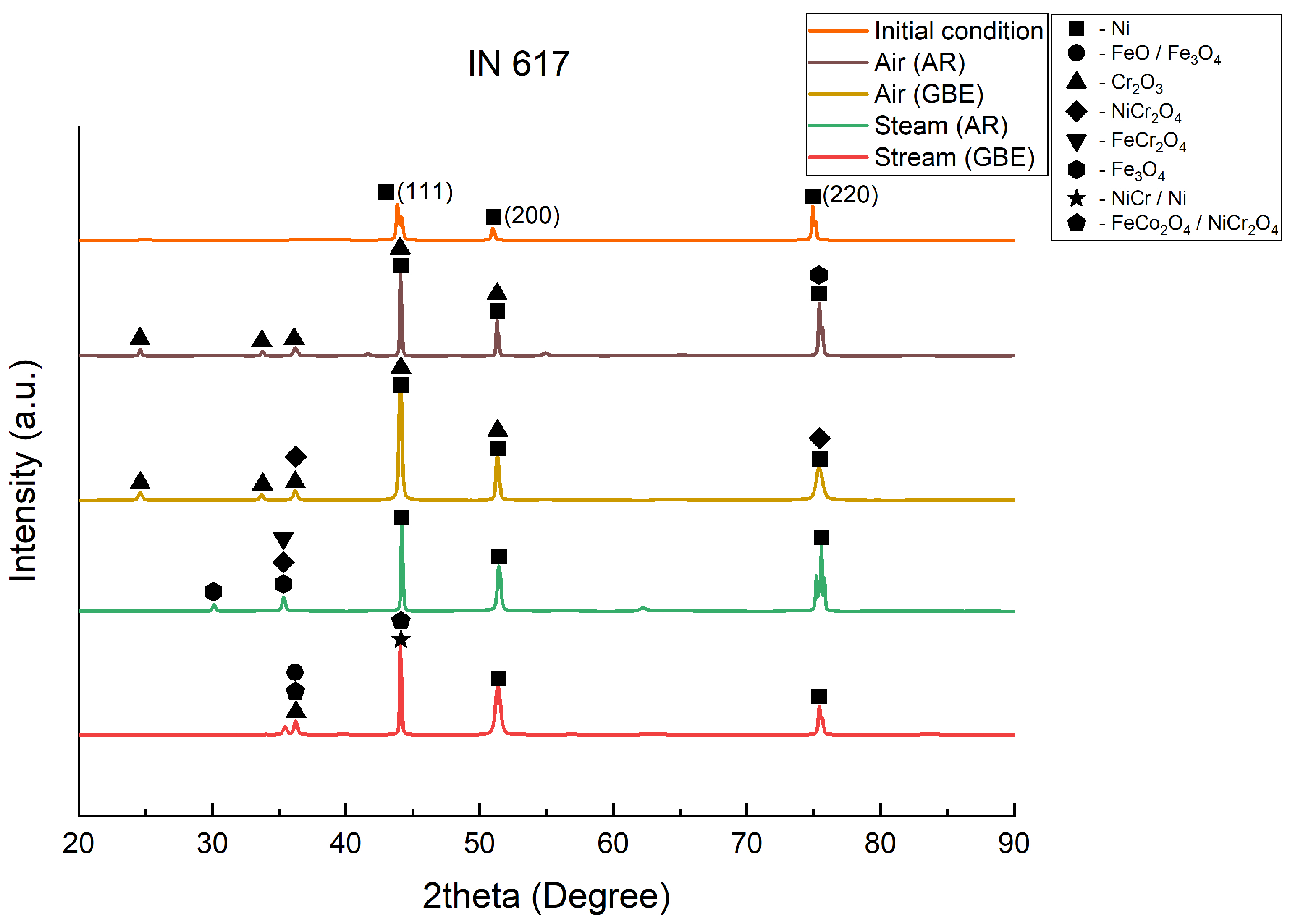
3.4. X-ray Diffraction (XRD) Analysis
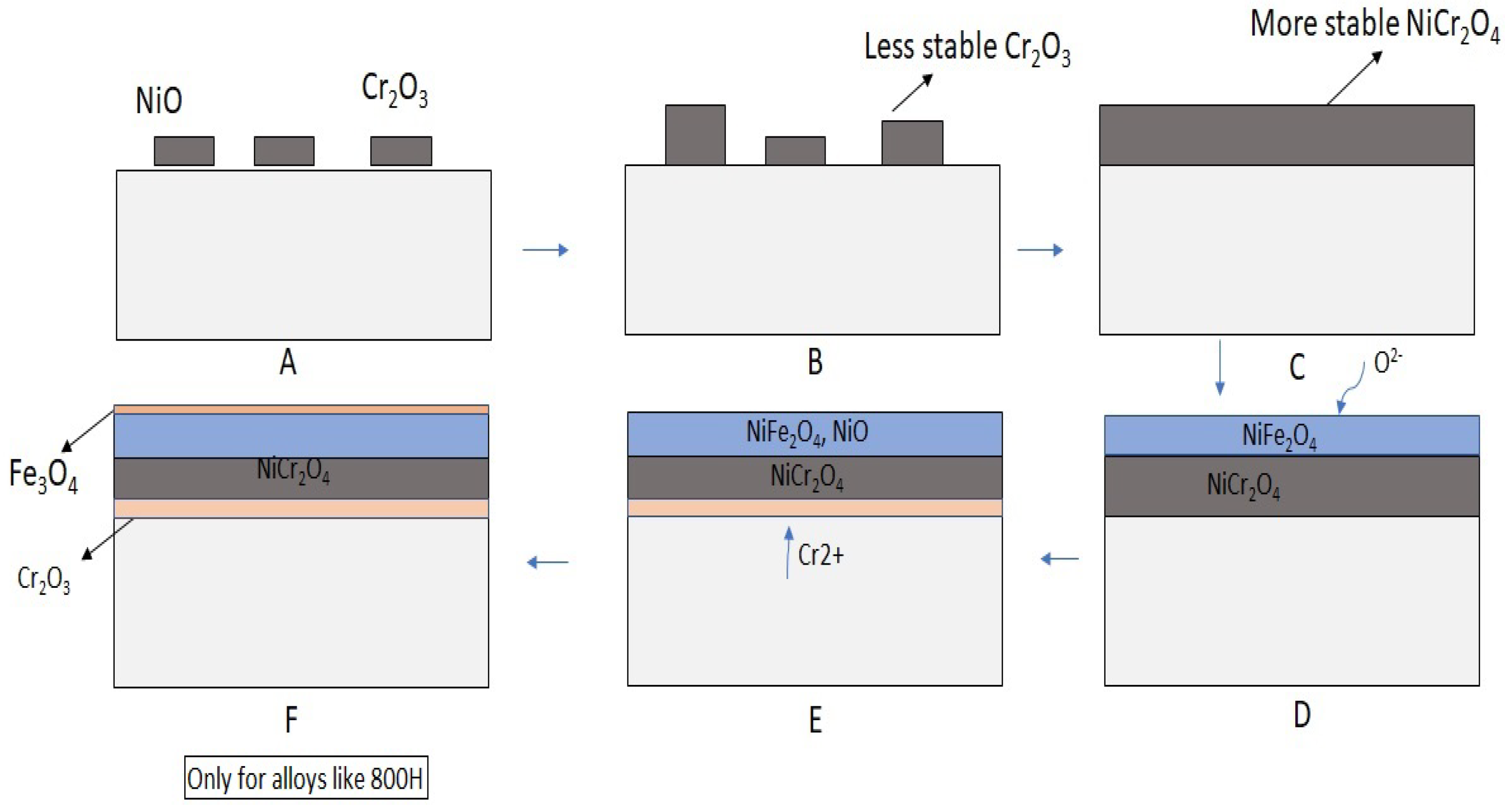
4. Discussion
5. Conclusions
- IN 617 GBE outperformed IN 617 AR, owing to thermomechanical process optimization, which resulted in smaller grain size.
- The weight gain increased with increase in exposure time, change in environment from air to steam and increase in grain size.
- IN 617 under air and steam formed protective Cr-based oxides.
- The severity of oxidation for IN 617 was less overall, and the XRD results showed matrix phases, even after oxidation.
- This material satisfactorily resisted steam corrosion under high-temperature and high-pressure conditions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Khatib, H. IEA world energy outlook 2011—A comment. Energy Policy 2012, 48, 737–743. [Google Scholar] [CrossRef]
- Evans, S.; Pearce, R. Mapped: The World’s Coal Power Plants. Carbon Brief. Available online: https://www.carbonbrief.org/mapped-worlds-coal-power-plants/ (accessed on 28 September 2022).
- Zhang, T. Methods of improving the efficiency of thermal power plants. J. Phys. Conf. Ser. 2020, 1449, 012001. [Google Scholar] [CrossRef]
- Ghosh, N.; D’souza, R. Why 2070 Is Justified as the Net-Zero Deadline Year for India. Available online: https://policycommons.net/artifacts/1900130/why-2070-is-justified-as-the-net-zero-deadline-year-for-india/2651297/ (accessed on 28 September 2022).
- Zhang, D. Introduction to advanced and ultra-supercritical fossil fuel power plants. In Ultra-Supercritical Coal Power Plants; Elsevier: Amsterdam, The Netherlands, 2013; pp. 1–20. [Google Scholar]
- Nandi, S.; Jaipal Reddy, G.; Singh, K. Effect of Ageing on Creep behaviour of IN 617 Nickel Base Super Alloy for Advanced USC Power Plant Applications. Trans. Indian Inst. Met. 2016, 69, 271–276. [Google Scholar] [CrossRef]
- Archana, M.; Rao, C.; Ningshen, S.; Philip, J. High-temperature air and steam oxidation and oxide layer characteristics of alloy 617. J. Mater. Eng. Perform. 2021, 30, 931–943. [Google Scholar] [CrossRef]
- Hari, P.; Arivazhagan, N.; Rao, M.N.; Pavan, A. Oxidation studies on nickel-base superalloy 617 OCC. Mater. Today Proc. 2020, 27, 2763–2767. [Google Scholar] [CrossRef]
- Staszewska, K.; Scendo, M. Mechanism and kinetics oxidation of Inconel 617 and 625 alloys. Tech. Issues 2016, 1, 82–89. [Google Scholar]
- Holcomb, G.R. High pressure steam oxidation of alloys for advanced ultra-supercritical conditions. Oxid. Met. 2014, 82, 271–295. [Google Scholar] [CrossRef]
- Yang, J.; Wang, S.; Xu, D. High temperature oxidation of alloy 617, 740, HR6W and Sanicro 25 in supercritical water at 650 °C. Corros. Eng. Sci. Technol. 2020, 55, 196–204. [Google Scholar] [CrossRef]
- Katnagallu, S.S.; Mandal, S.; Cheekur Nagaraja, A.; De Boer, B.; Vadlamani, S.S. Role of carbide precipitates and process parameters on achieving grain boundary engineered microstructure in a Ni-based superalloy. Metall. Mater. Trans. A 2015, 46, 4740–4754. [Google Scholar] [CrossRef]
- Basak, S.; Sharma, S.K.; Sahu, K.K.; Gollapudi, S.; Majumdar, J.D. Surface modification of structural material for nuclear applications by electron beam melting: Enhancement of microstructural and corrosion properties of Inconel 617. SN Appl. Sci. 2019, 1, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Kim, J.H.; Kim, D.I.; Suwas, S.; Fleury, E.; Yi, K.W. Grain-size effects on the high-temperature oxidation of modified 304 austenitic stainless steel. Oxid. Met. 2013, 79, 239–247. [Google Scholar] [CrossRef]
- Mehdizadeh, M.; Farhangi, H. Precipitation behavior and mechanical properties of IN 617 superalloy during operating at 850 ° C. Int. J. Press. Vessel. Pip. 2022, 198, 104674. [Google Scholar] [CrossRef]
- Christ, H.J.; Künecke, U.; Meyer, K.; Sockel, H. Mechanisms of high-temperature corrosion in helium containing small amounts of impurities. II. Corrosion of the nickel-base alloy Inconel 617. Oxid. Met. 1988, 30, 27–51. [Google Scholar] [CrossRef]
- Al-Hatab, K.A.; Al-Bukhaiti, M.; Krupp, U. Cyclic oxidation kinetics and oxide scale morphologies developed on alloy 617. Appl. Surf. Sci. 2014, 318, 275–279. [Google Scholar] [CrossRef]
- Ghule, B.; Sundaresan, C.; Vijayshankar, D.; Raja, V. Oxidation Behaviour of Ni-Base Superalloys in Supercritical Water: A Review. J. Indian Inst. Sci. 2022, 102, 351–389. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ELEMENTS | Ni | Cr | Co | Mo | Fe | Ti | Al | Mn | Si | Cu |
|---|---|---|---|---|---|---|---|---|---|---|
| wt.% | 53.46 | 22.45 | 11.39 | 9.58 | 1.38 | 0.36 | 1.12 | 0.07 | 0.06 | 0.04 |
| Details | AR IN617 | GBE IN617 |
|---|---|---|
| Average intercept length, mm (including twins 3 & 9 ) | 28 ± 4 | 13 ± 3 |
| Average intercept length, mm (excluding twins 3 & 9 ) | 71 ± 11 | 51 ± 22 |
| CSL fraction, % | 62 ± 1 | 70 ± 4 |
| 3 fraction, % | 61 ± 1 | 61 ± 4 |
| Surface Roughness (Ra) | Initial Condition | Post-Oxidation |
|---|---|---|
| IN617 AR | 29 nm | 139 nm |
| IN617 GBE | 32 nm | 142 nm |
| Surface Roughness (Ra) | Initial Condition | Post-Oxidation |
|---|---|---|
| IN617 AR | 29 nm | 158 nm |
| IN617 GBE | 32 nm | 165 nm |
| Material and Condition | Major Elements Detected | Remaining |
|---|---|---|
| IN 617 AR (under air) | CrO—26.8% NiCrO—6% | Ni |
| IN 617 GBE (under air) | CrO—27.1% NiCrO—21% | Ni and Cr |
| IN 617 AR (under steam) | FeO—1.2% FeCrO—17.8% NiCrO—10.8% | Ni |
| IN 617 GBE (under steam) | FeO—6.6% CrO—1.8% FeCoO—7.5% FeO—6.3% NiCrO—8.3% | Ni and Cr |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Karthikeyan, R.; Seshadri, S.; Sarma, V.S.; Kamaraj, M. Long-Exposure Air and Steam Oxidation Characteristics of IN 617 Alloys. Corros. Mater. Degrad. 2023, 4, 90-103. https://doi.org/10.3390/cmd4010006
Karthikeyan R, Seshadri S, Sarma VS, Kamaraj M. Long-Exposure Air and Steam Oxidation Characteristics of IN 617 Alloys. Corrosion and Materials Degradation. 2023; 4(1):90-103. https://doi.org/10.3390/cmd4010006
Chicago/Turabian StyleKarthikeyan, Rishikesh, Satyanaryanan Seshadri, V Subramanya Sarma, and M Kamaraj. 2023. "Long-Exposure Air and Steam Oxidation Characteristics of IN 617 Alloys" Corrosion and Materials Degradation 4, no. 1: 90-103. https://doi.org/10.3390/cmd4010006