
Membrane Filtration Applied to the Purification of Sugarcane Bagasse Mild Alkaline Extracts

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Chemicals
2.2. Extraction
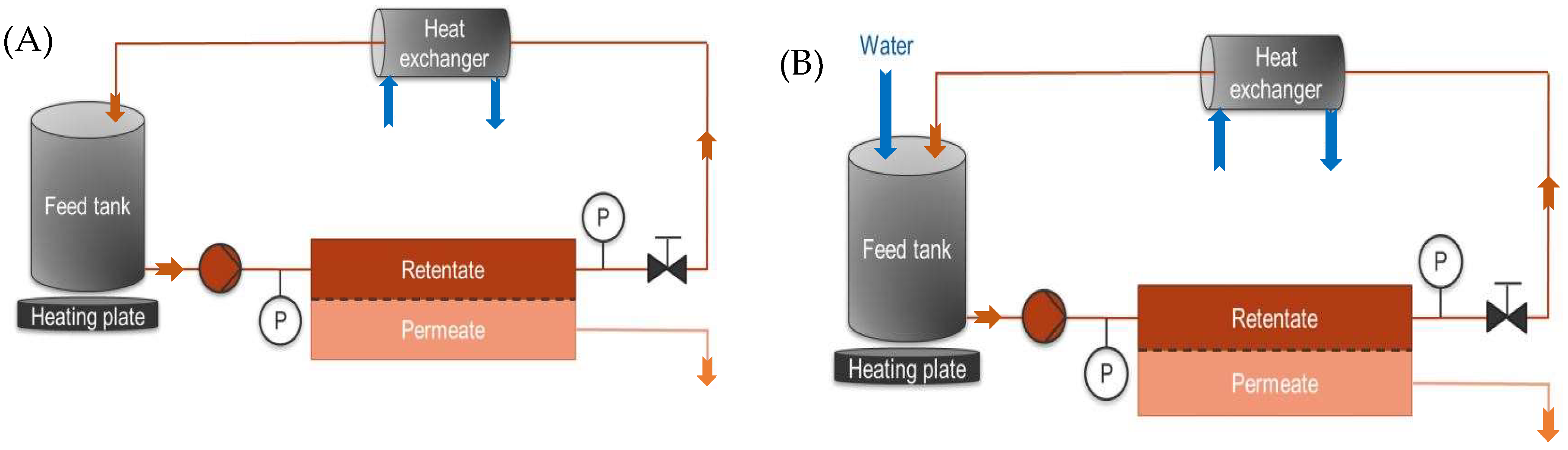
2.3. Filtration Set-Up
2.4. Membranes Characteristics
2.5. Analytical Method
2.5.1. Determination of Dry Matter and Ash
2.5.2. Carbohydrates and Lignin
2.5.3. Phenolic Monomers
3. Results and Discussion
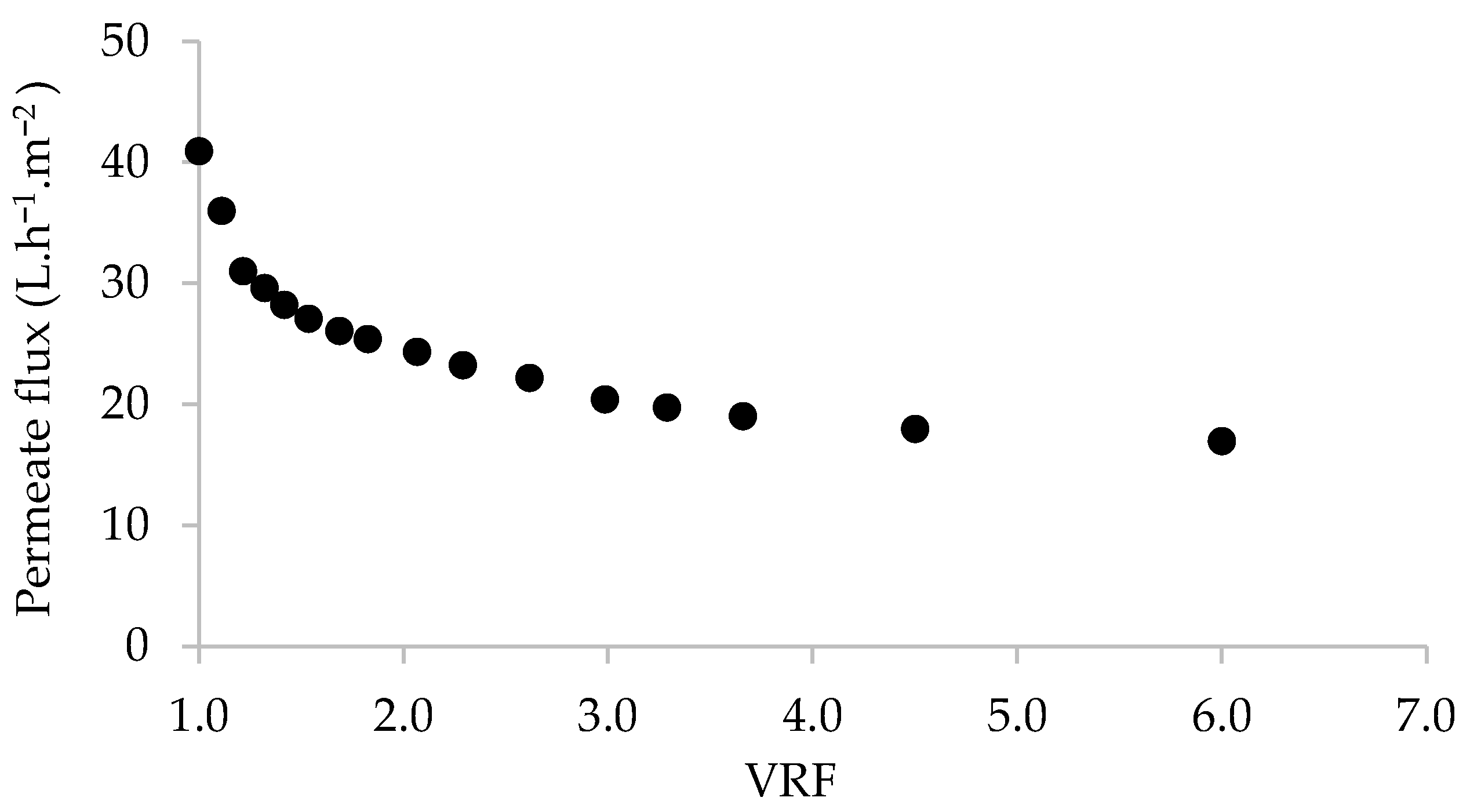
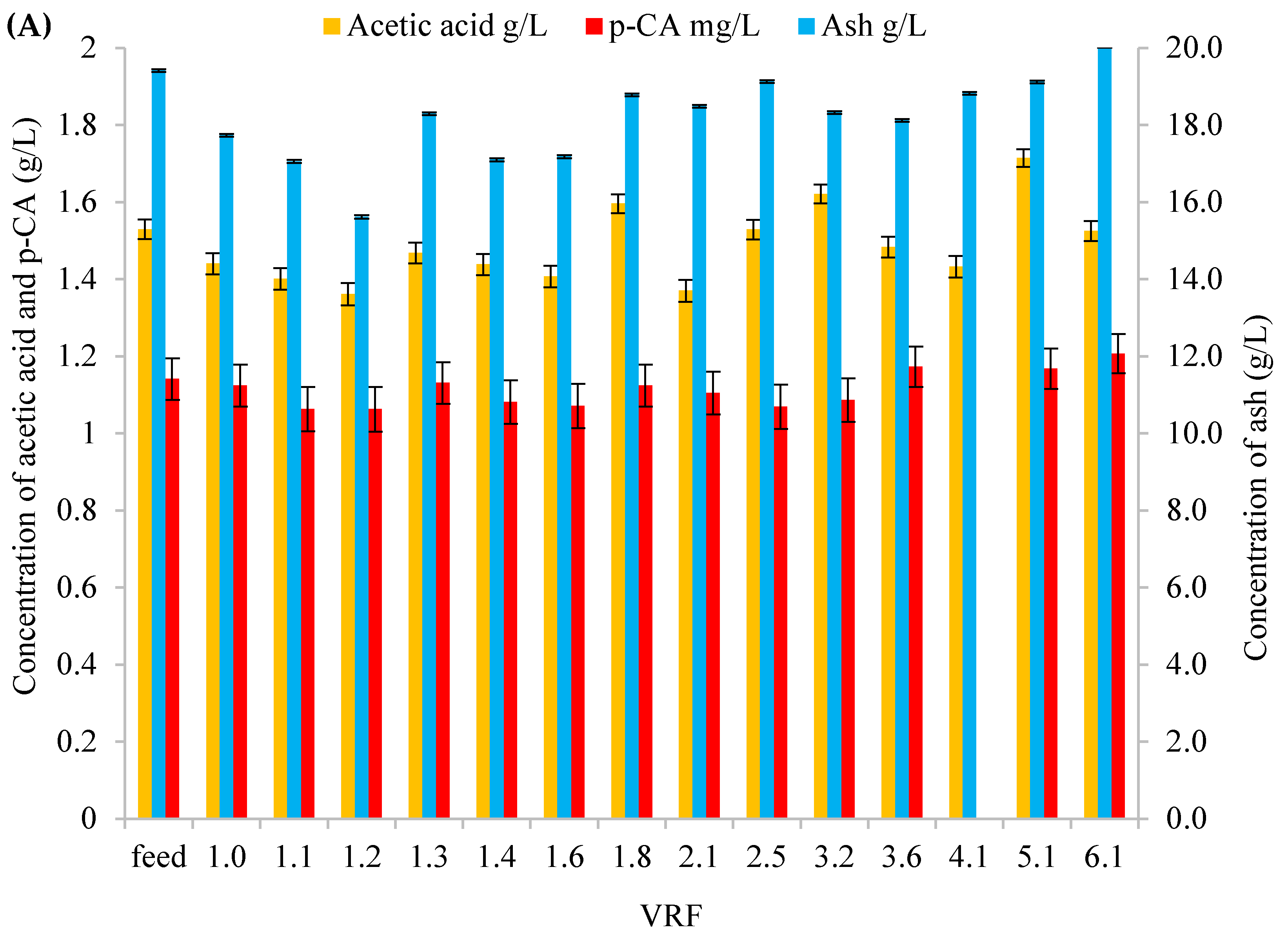
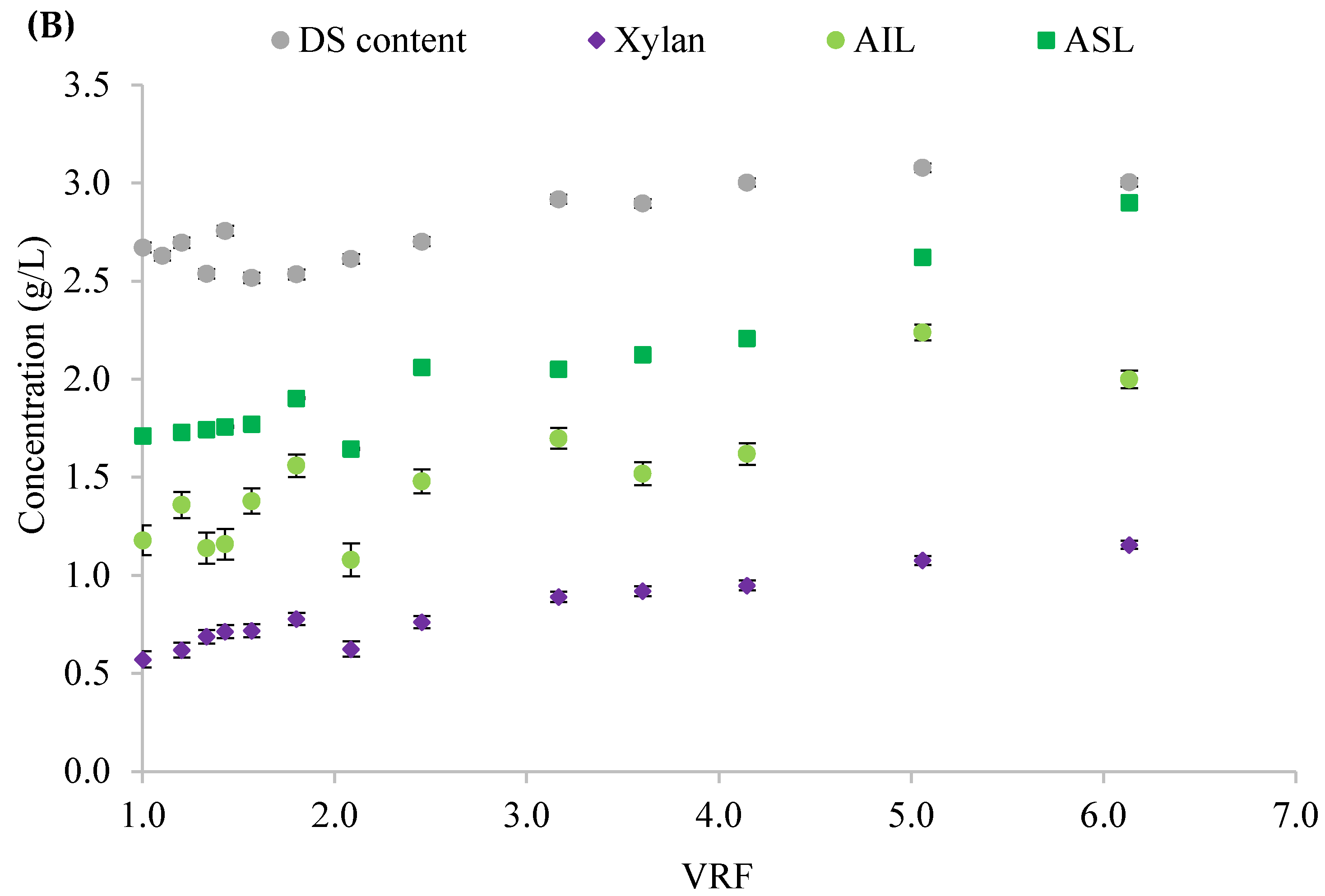
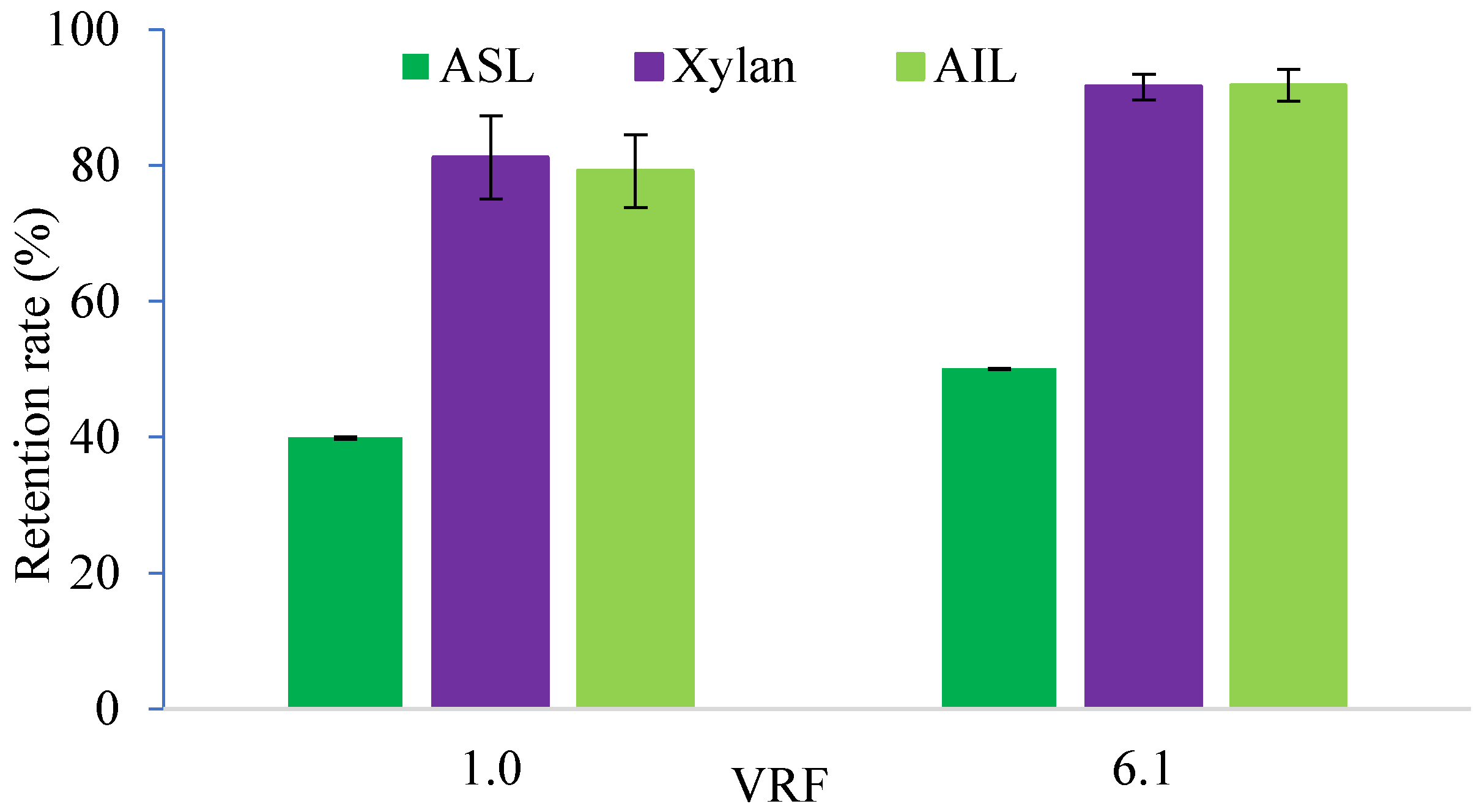
3.1. Filtration in Concentration Mode
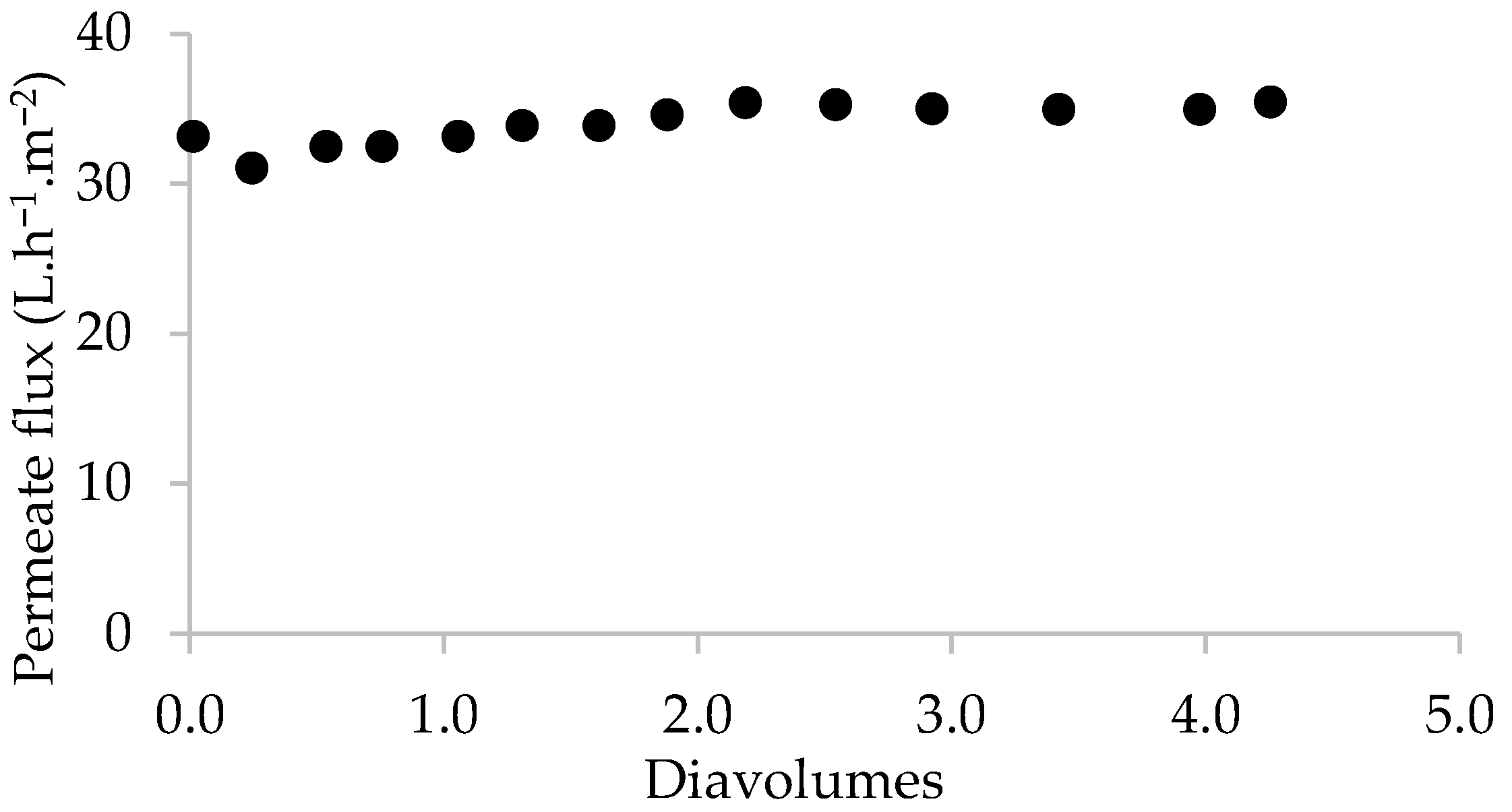
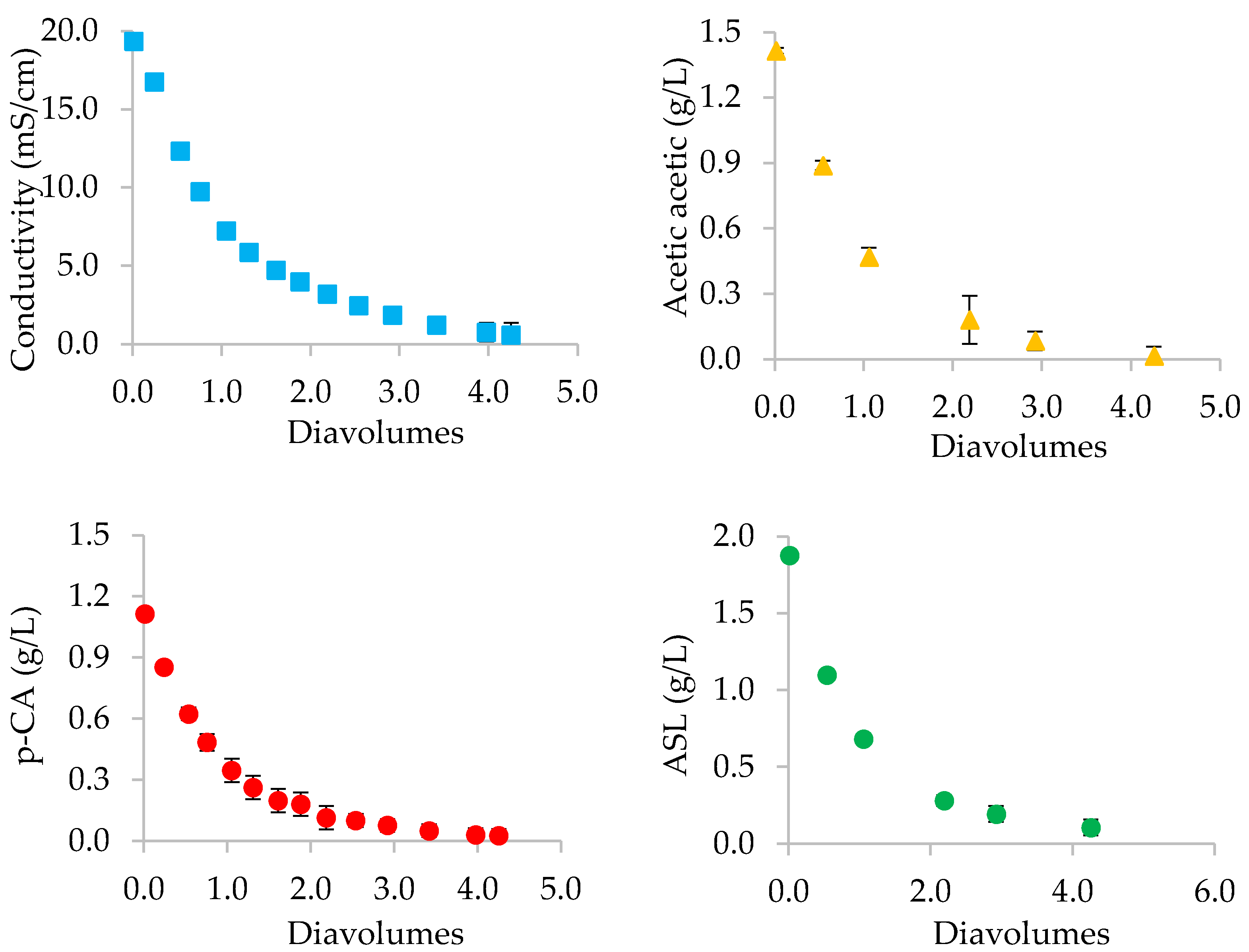
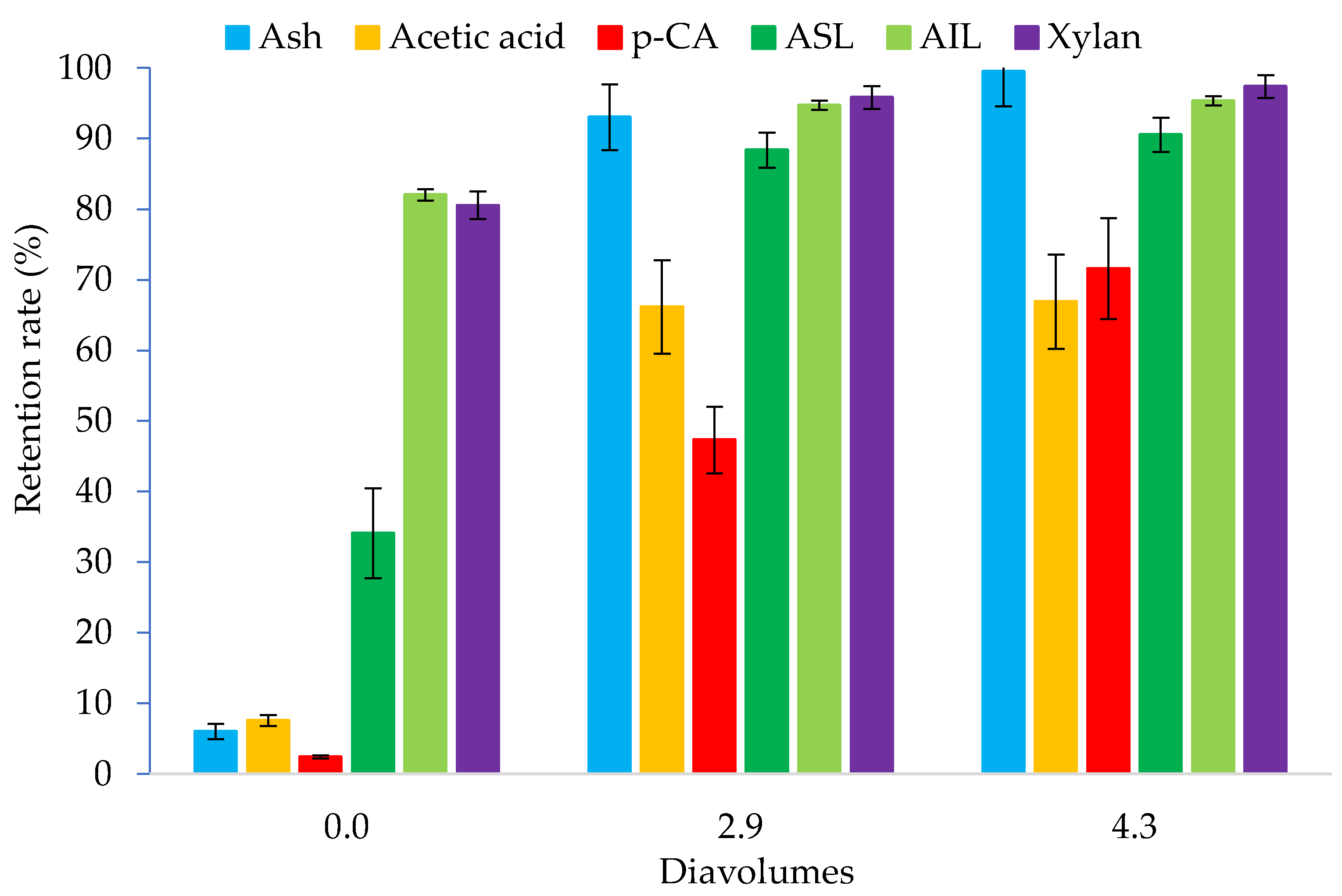
3.2. Diafiltration Mode
3.3. Combination of Concentration and Diafiltration Modes
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sakdaronnarong, C.; Jonglertjunya, W. Rice straw and sugarcane bagasse degradation mimicking lignocellulose decay in nature: An alternative approach to biorefinery. ScienceAsia 2012, 38, 364–372. [Google Scholar] [CrossRef]
- Thite, V.S.; Nerurkar, A.S. Valorization of sugarcane bagasse by chemical pretreatment and enzyme mediated deconstruction. Sci. Rep. 2019, 9, 15904. [Google Scholar] [CrossRef] [PubMed]
- Liu, Z.-H.; Chen, H.-Z. Xylose production from corn stover biomass by steam explosion combined with enzymatic digestibility. Bioresour. Technol. 2015, 193, 345–356. [Google Scholar] [CrossRef]
- Timung, R.; Mohan, M.; Chilukoti, B.; Sasmal, S.; Banerjee, T.; Goud, V.V. Optimization of dilute acid and hot water pretreatment of different lignocellulosic biomass: A comparative study. Biomass Bioenergy 2015, 81, 9–18. [Google Scholar] [CrossRef]
- Choi, W.-I.; Park, J.-Y.; Lee, J.-P.; Oh, Y.-K.; Park, Y.C.; Kim, J.S.; Park, J.M.; Kim, C.H.; Lee, J.-S. Optimization of NaOH-catalyzed steam pretreatment of empty fruit bunch. Biotechnol. Biofuels 2013, 6, 170. [Google Scholar] [CrossRef] [PubMed]
- Kim, J.S.; Lee, Y.Y.; Kim, T.H. A review on alkaline pretreatment technology for bioconversion of lignocellulosic biomass. Bioresour. Technol. 2016, 199, 42–48. [Google Scholar] [CrossRef]
- Oriez, V.; Peydecastaing, J.; Pontalier, P.-Y. Lignocellulosic Biomass Mild Alkaline Fractionation and Resulting Extract Purification Processes: Conditions, Yields, and Purities. Clean Technol. 2020, 2, 91–115. [Google Scholar] [CrossRef]
- Peng, F.; Peng, P.; Xu, F.; Sun, R.-C. Fractional purification and bioconversion of hemicelluloses. Biotechnol. Adv. 2012, 30, 879–903. [Google Scholar] [CrossRef]
- He, Y.; Bagley, D.M.; Leung, K.T.; Liss, S.N.; Liao, B.-Q. Recent advances in membrane technologies for biorefining and bioenergy production. Biotechnol. Adv. 2012, 30, 817–858. [Google Scholar] [CrossRef]
- Krawczyk, H.; Arkell, A.; Jönsson, A.-S. Impact of prefiltration on membrane performance during isolation of hemicelluloses extracted from wheat bran. Sep. Purif. Technol. 2013, 116, 192–198. [Google Scholar] [CrossRef]
- Rudolph, G.; Thuvander, J.; Jönsson, A.-S.; Lipnizki, F. Fouling and cleaning of membranes in biorefineries. In Proceedings of the 7th Nordic Wood Biorefinery Conference, Stockholm, Sweden, 28–30 March 2017; pp. 196–197. [Google Scholar]
- Zeitoun, R.; Pontalier, P.Y.; Marechal, P.; Rigal, L. Twin-screw extrusion for hemicellulose recovery: Influence on extract purity and purification performance. Bioresour. Technol. 2010, 101, 9348–9354. [Google Scholar] [CrossRef]
- Wallberg, O.; Jönsson, A.-S. Separation of lignin in kraft cooking liquor from a continuous digester by ultrafiltration at temperatures above 100 °C. Desalination 2006, 195, 187–200. [Google Scholar] [CrossRef]
- Singh, S.C.; Murthy, Z.V.P. Hemicelluloses separation from caustic-containing process stream by ultrafiltration. Sep. Sci. Technol. 2017, 52, 2252–2261. [Google Scholar] [CrossRef]
- Mazar, A.; Jemaa, N.; Al Dajani, W.W.; Marinova, M.; Perrier, M. Influence of membrane filtration on extraction and characteristics of lignin from a kraft dissolving pulp mill pre-hydrolysate. Ind. Crops Prod. 2018, 124, 726–734. [Google Scholar] [CrossRef]
- Toledano, A.; García, A.; Mondragon, I.; Labidi, J. Lignin separation and fractionation by ultrafiltration. Sep. Purif. Technol. 2010, 71, 38–43. [Google Scholar] [CrossRef]
- Aoustin, E.; Schäfer, A.I.; Fane, A.G.; Waite, T.D. Ultrafiltration of natural organic matter. Sep. Purif. Technol. 2001, 22–23, 63–78. [Google Scholar] [CrossRef]
- Oriez, V.; Peydecastaing, J.; Pontalier, P.-Y. Separation of sugarcane bagasse mild alkaline extract components by ultrafiltration—Membrane screening and effect of filtration parameters. Process Biochem. 2019, 78, 91–99. [Google Scholar] [CrossRef]
- Blanc, C.-L.; Lemaire, J.; Duval, F.; Théoleyre, M.-A.; Pareau, D. Purification of pentoses from hemicellulosic hydrolysates without neutralization for sulfuric acid recovery. Sep. Purif. Technol. 2017, 174, 513–519. [Google Scholar] [CrossRef]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of Structural Carbohydrates and Lignin in Biomass; Laboratory Analytical Procedure (LAP), National Renewable Energy Laboratory: Golden, CO, USA, 2008.
- Holser, R. Near-Infrared Analysis of Peanut Seed Skins for Catechins. Am. J. Anal. Chem. 2014, 5, 378–383. [Google Scholar] [CrossRef]
- Puro, L. Identification of Extractives and Polysaccharides as Foulants in Membrane Filtration of Pulp and paper Mill Effluents; Lappeenranta University of Technology: Lappeenranta, Finland, 2011; ISBN 978-952-265-199-0. Available online: https://lutpub.lut.fi/handle/10024/72637 (accessed on 26 January 2023).
- Carlsson, D.J.; Dal-Cin, M.M.; Black, P.; Lick, C.N. A surface spectroscopic study of membranes fouled by pulp mill effluent1Issued as NRC #41964.1. J. Membr. Sci. 1998, 142, 1–11. [Google Scholar] [CrossRef]
- Puro, L.; Kallioinen, M.; Mänttäri, M.; Nyström, M. Evaluation of behavior and fouling potential of wood extractives in ultrafiltration of pulp and paper mill process water. J. Membr. Sci. 2011, 368, 150–158. [Google Scholar] [CrossRef]
- Thuvander, J.; Jönsson, A.-S. Extraction of galactoglucomannan from thermomechanical pulp mill process water by microfiltration and ultrafiltration—Influence of microfiltration membrane pore size on ultrafiltration performance. Chem. Eng. Res. Des. 2016, 105, 171–176. [Google Scholar] [CrossRef]
- Thuvander, J.; Jönsson, A.-S. Techno-economic impact of air sparging prior to purification of alkaline extracted wheat bran hemicelluloses by membrane filtration. Sep. Purif. Technol. 2020, 253, 117498. [Google Scholar] [CrossRef]
- Pontalier, P.-Y.; Ismail, A.; Ghoul, M. Mechanisms for the selective rejection of solutes in nanofiltration membranes. Sep. Purif. Technol. 1997, 12, 175–181. [Google Scholar] [CrossRef]
- Silalahi, J. Hemicellulose: Isolation and Its Application in Pharmacy. In Handbook of Sustainable Polymers: Processing and Applications; Pan Stanford Publishing: Redwood City, CA, USA, 2016; pp. 305–339. ISBN 978-981-4613-53-8. [Google Scholar]
- Sen, S.; Martin, J.D.; Argyropoulos, D.S. Review of Cellulose Non-Derivatizing Solvent Interactions with Emphasis on Activity in Inorganic Molten Salt Hydrates. ACS Sustain. Chem. Eng. 2013, 1, 858–870. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Membrane serial number | UFP-10-E-4X2MA |
| Module configuration | Hollow fiber |
| Membrane material | Polyethersulfone |
| Membrane area (cm2) | 850 |
| Number of fibers/channels | 50 |
| Channel inner diameter (mm) | 1 |
| MWCO (kDa) | 10 |
| Initial water flux (L·h−1·m−2·bar−1) at 20 °C | 47.5 |
| Feed | Overall Permeate | Final Retentate | Yield Closure | |||
|---|---|---|---|---|---|---|
| Components | Content | Content | Yield | Content | Yield | |
| DS | 3.4 | 2.5 | 61 | 7.8 | 39 | 100 |
| Ash | 56.0 | 71.5 | 78 | 27.8 | 27 | 105 |
| Glucan | 1.4 | NA | NA | 2.0 | 55 | NA |
| Xylan | 8.8 | 3.0 | 21 | 18.2 | 82 | 102 |
| Arabinose | 2.2 | NA | NA | 4.0 | 74 | NA |
| Acetic acid | 4.4 | 5.9 | 81 | 2.1 | 19 | 100 |
| AIL | 16.6 | 6.0 | 21 | 32.4 | 72 | 92 |
| ASL | 8.2 | 8.1 | 55 | 7.7 | 34 | 89 |
| 4HBA | 0.1 | 0.1 | 86 | 0.0 | 14 | 101 |
| Vanillin | 0.1 | 0.1 | 88 | 0.0 | 16 | 104 |
| p-CA | 3.3 | 4.5 | 84 | 1.3 | 16 | 100 |
| FA | 0.4 | 0.5 | 77 | 0.1 | 15 | 92 |
| Mass closure | 101.5 | 99.7 | 95.7 | |||
| Feed | Overall Permeate | Final Retentate | Yield Closure | |||
|---|---|---|---|---|---|---|
| Components | Content | Content | Yield | Content | Yield | |
| DS | 3.4 | 0.6 | 77 | 1.0 | 29 | 105 |
| Ashes | 56.0 | 61.0 | 84 | 25.2 | 13 | 97 |
| Glucan | 1.4 | NA | NA | 2.3 | 46 | NA |
| Xylan | 8.8 | 2.3 | 20 | 20.2 | 66 | 86 |
| Arabinan | 2.2 | NA | NA | 4.7 | 64 | NA |
| Acetic acid | 4.4 | 3.3 | 89 | 0.5 | 3 | 93 |
| AIL | 16.6 | 7.7 | 36 | 42.3 | 75 | 111 |
| ASL | 8.2 | 8.0 | 74 | 11.4 | 40 | 114 |
| 4HBA | 0.1 | 0.1 | 92 | 0.0 | 3 | 95 |
| Vanillin | 0.1 | 0.1 | 100 | 0.0 | 5 | 105 |
| p-CA | 3.3 | 4.0 | 92 | 1.0 | 9 | 101 |
| FA | 0.4 | 0.4 | 86 | 0.3 | 8 | 94 |
| Mass closure | 101.5 | 86.8 | 107.9 | |||
| Component | Retentate | Permeate | ||||
|---|---|---|---|---|---|---|
| Content (%) | Yield (%) | Concentration (g/L) | Content (%) | Yield (%) | Concentration (g/L) | |
| Ash | 22.0 | 7 | 6.9 | 64.9 | 90 | 17.7 |
| Xylan | 13.2 | 67 | 4.1 | 1.4 | 17 | 0.4 |
| AIL | 48.8 | 71 | 15.3 | 4.6 | 18 | 1.3 |
| p-CA | 71 | 0 | 0.0 | 4.2 | 99 | 1.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Oriez, V.; Pham, N.T.-T.; Peydecastaing, J.; Behra, P.; Pontalier, P.-Y. Membrane Filtration Applied to the Purification of Sugarcane Bagasse Mild Alkaline Extracts. Clean Technol. 2023, 5, 518-530. https://doi.org/10.3390/cleantechnol5020027
Oriez V, Pham NT-T, Peydecastaing J, Behra P, Pontalier P-Y. Membrane Filtration Applied to the Purification of Sugarcane Bagasse Mild Alkaline Extracts. Clean Technologies. 2023; 5(2):518-530. https://doi.org/10.3390/cleantechnol5020027
Chicago/Turabian StyleOriez, Vincent, Nga Thi-Thanh Pham, Jérôme Peydecastaing, Philippe Behra, and Pierre-Yves Pontalier. 2023. "Membrane Filtration Applied to the Purification of Sugarcane Bagasse Mild Alkaline Extracts" Clean Technologies 5, no. 2: 518-530. https://doi.org/10.3390/cleantechnol5020027