

On the Statistics of Mechanical Failure in Flame-Sprayed Self-Supporting Components
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
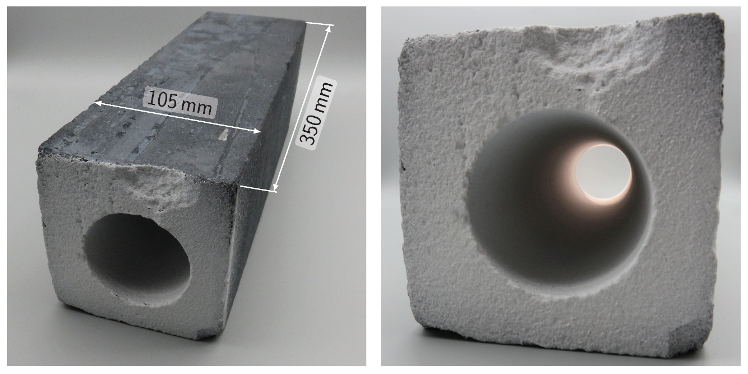
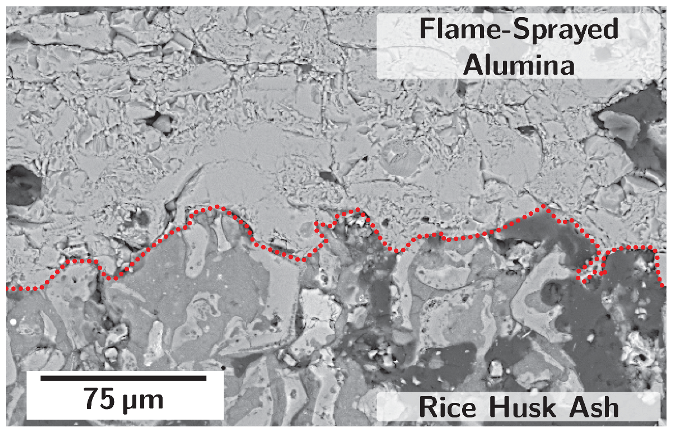
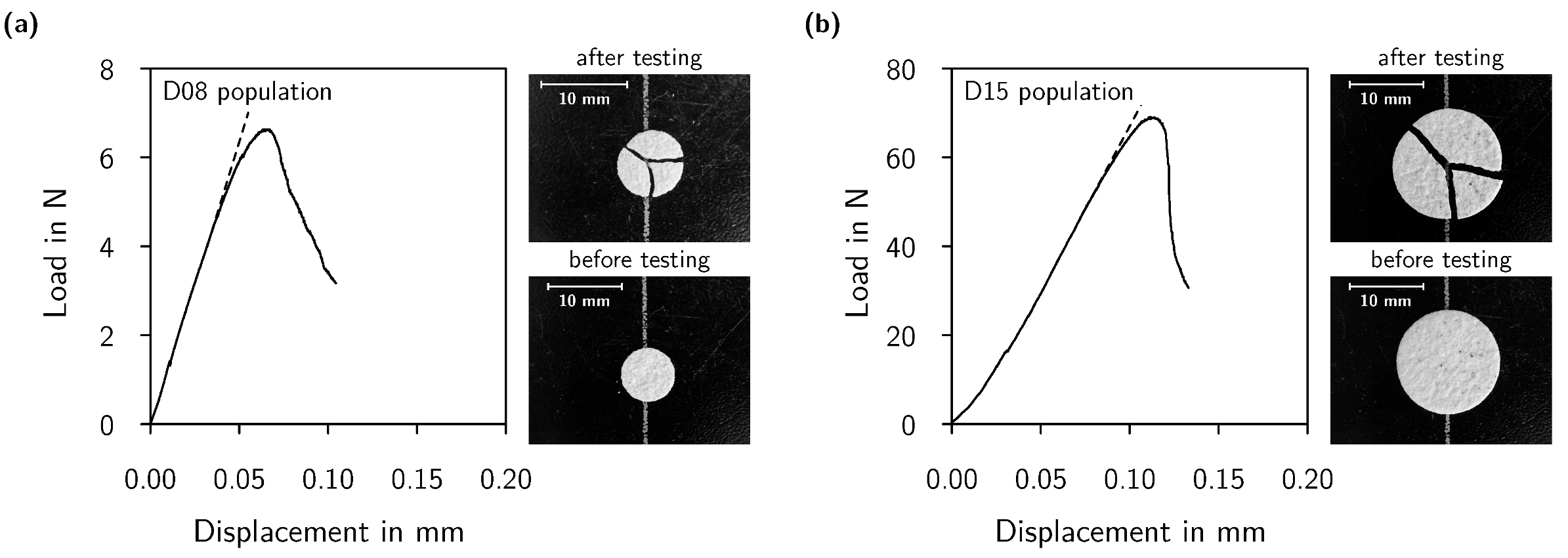
2.1. Fabrication and Testing of Specimens
2.2. Statistical Analyses
3. Results and Discussion
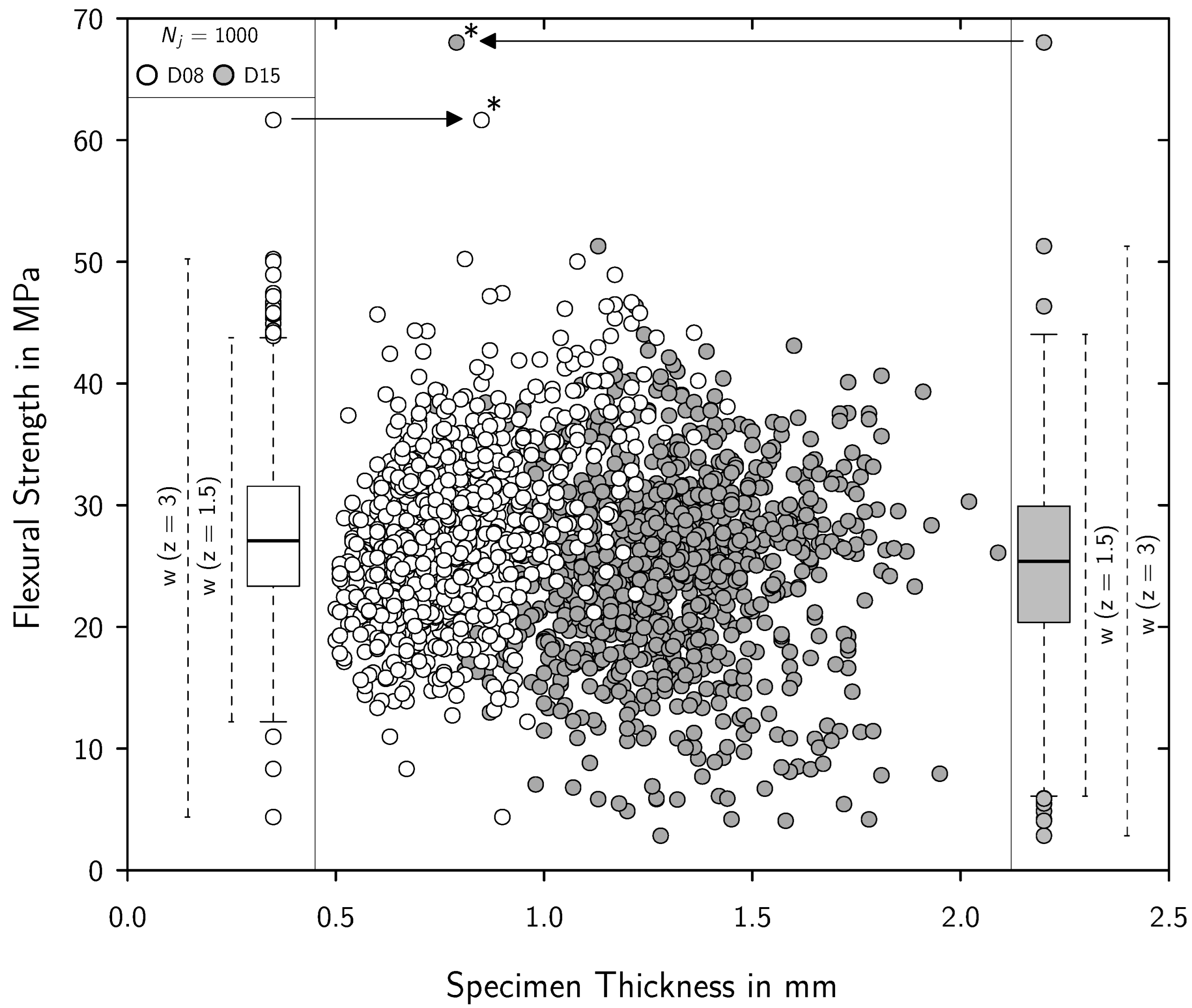
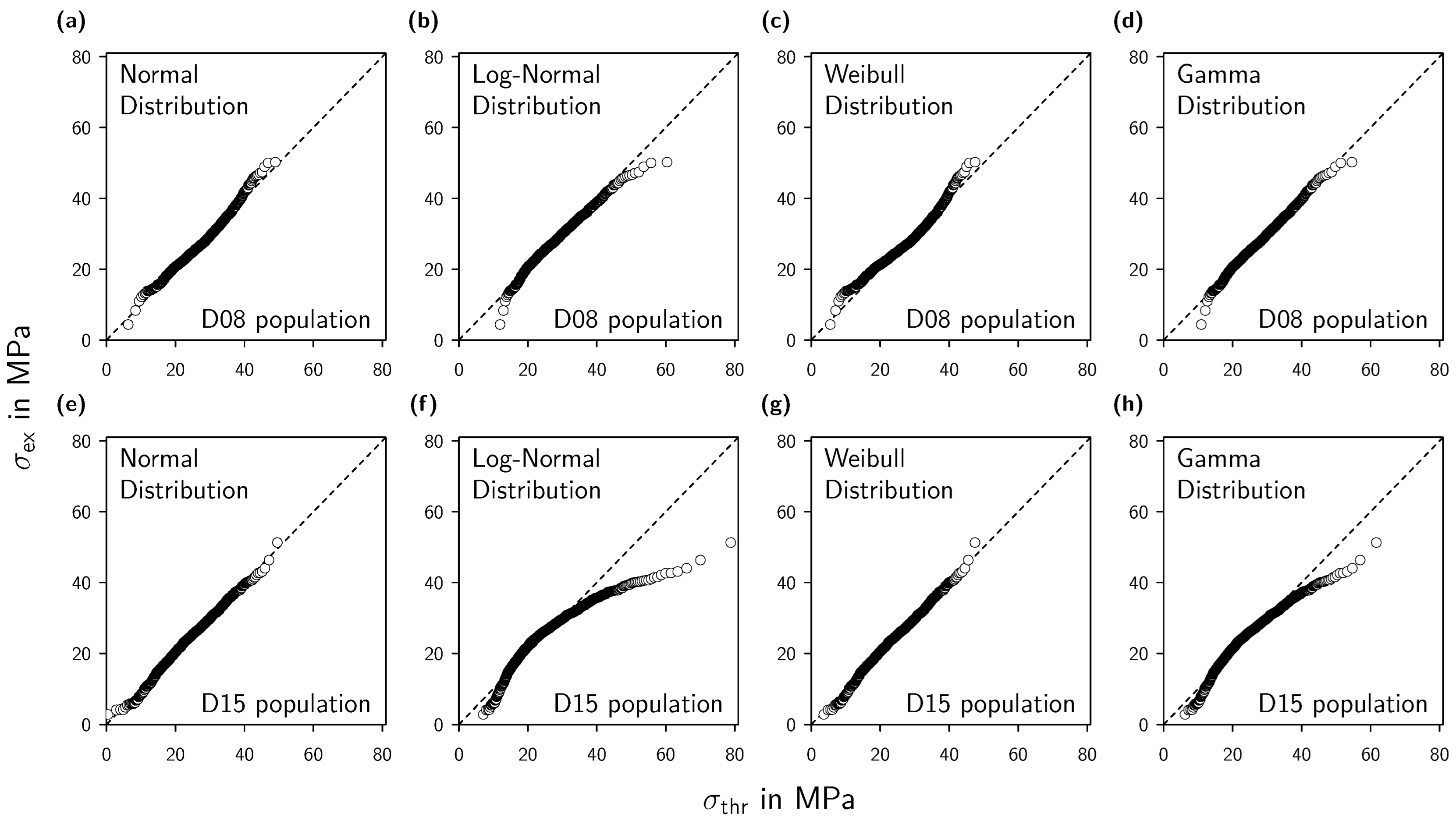
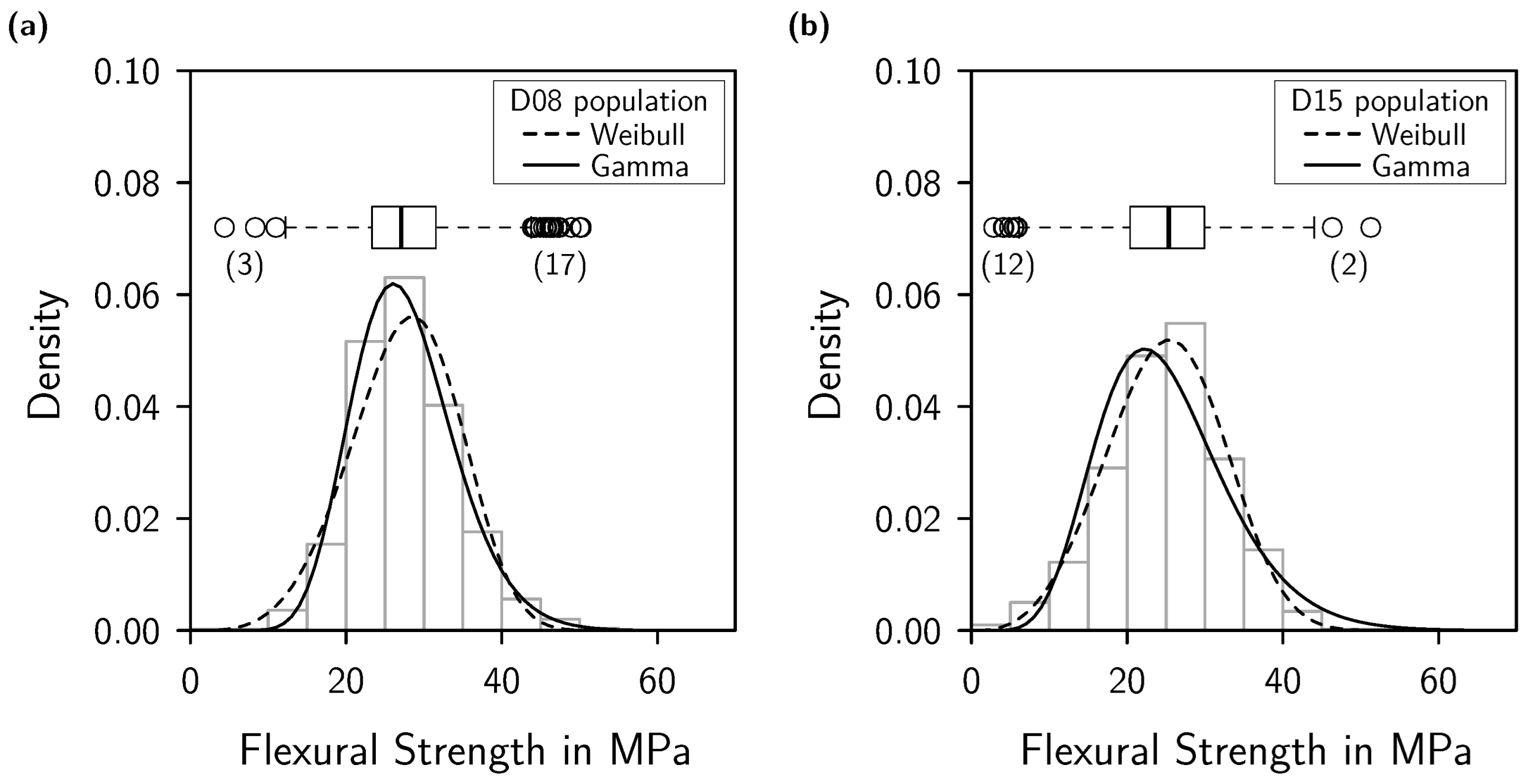
3.1. Fitting of Two-Parametric Distributions for Experimental Data
3.2. Random Sub-Population Analysis–Random Resampling
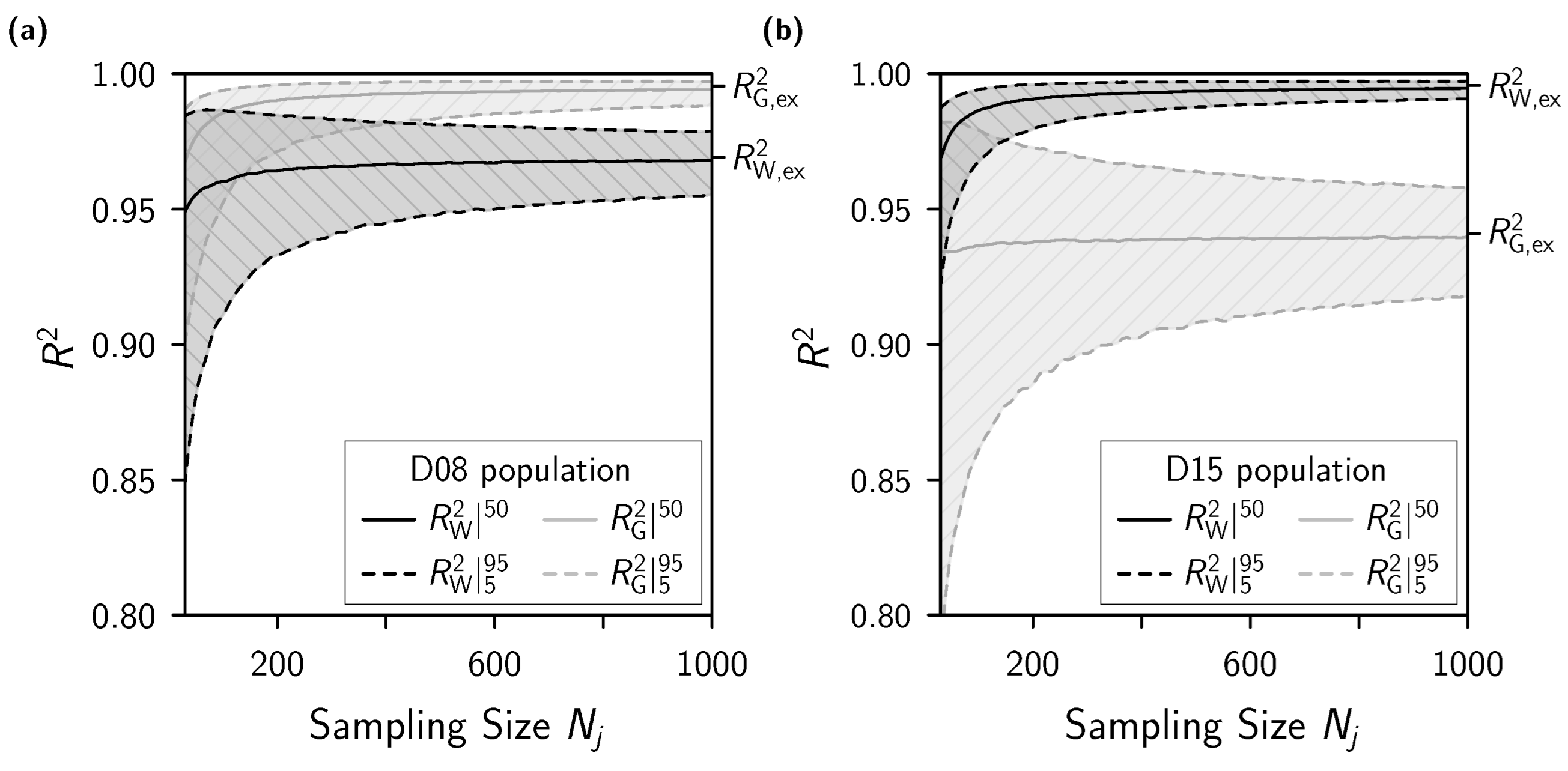
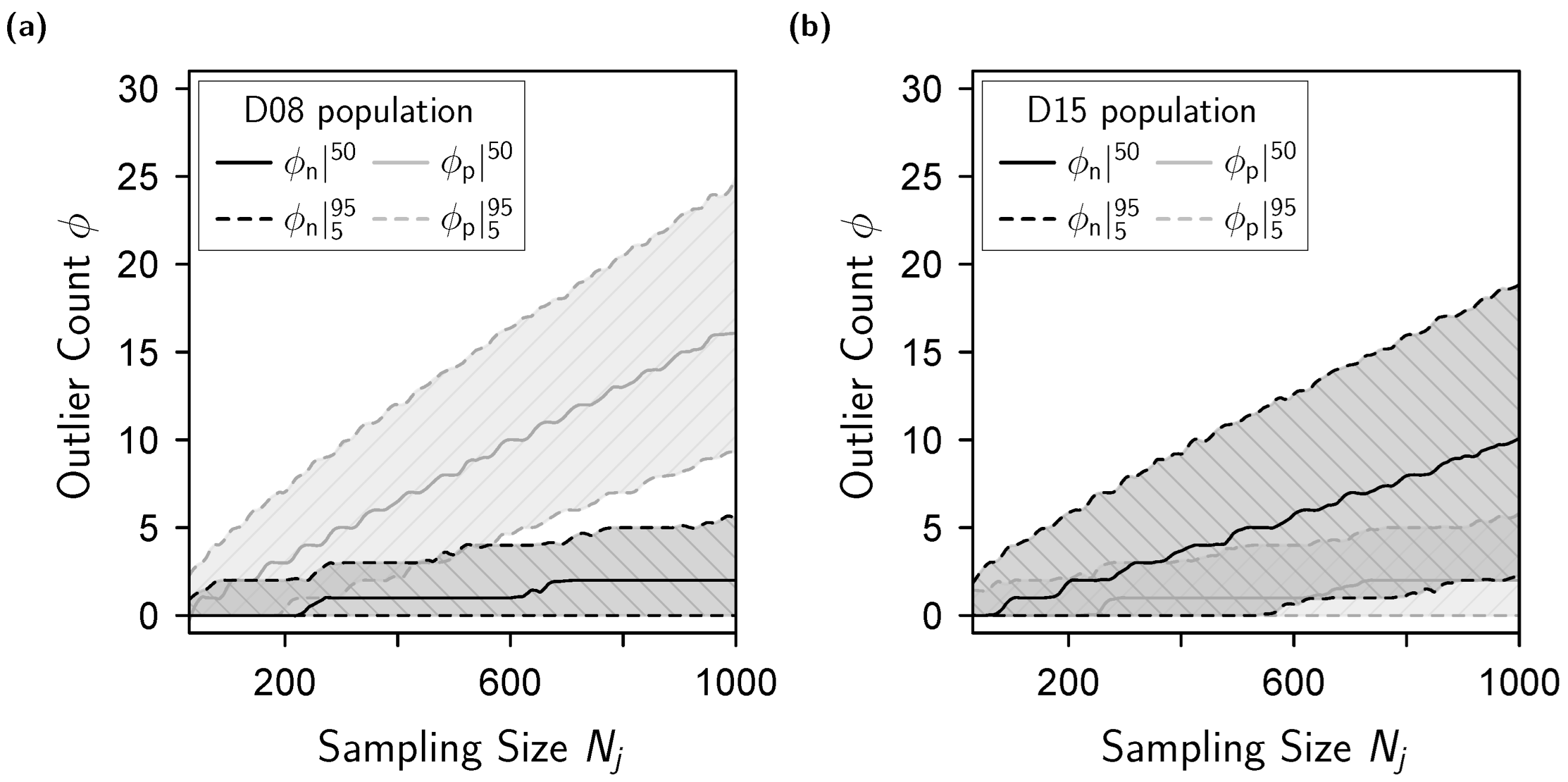
3.2.1. Coefficient of Determination
- Among others, the fit quality of a data set depends on the number of its outliers, which also affects the fit quality of sub-populations derived from the data.
- A sub-population from a data set containing a high number of outliers may have a high or low fit quality, depending on chance.
- Generating a sub-population with a high fit quality is more likely if the number of outliers in the underlying experimental data is low. This also reduces the scatter in the fit quality of the generated sub-populations.
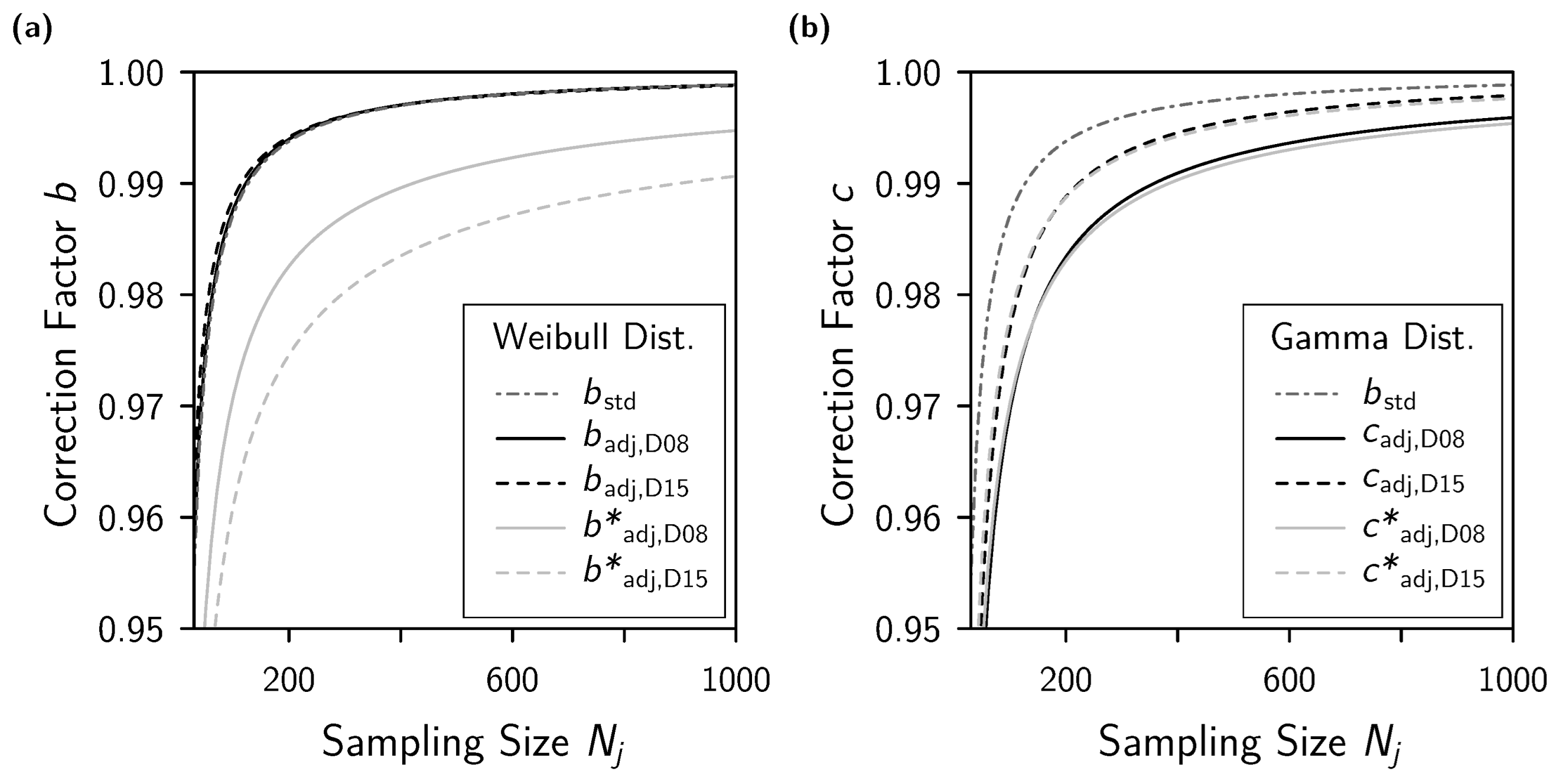
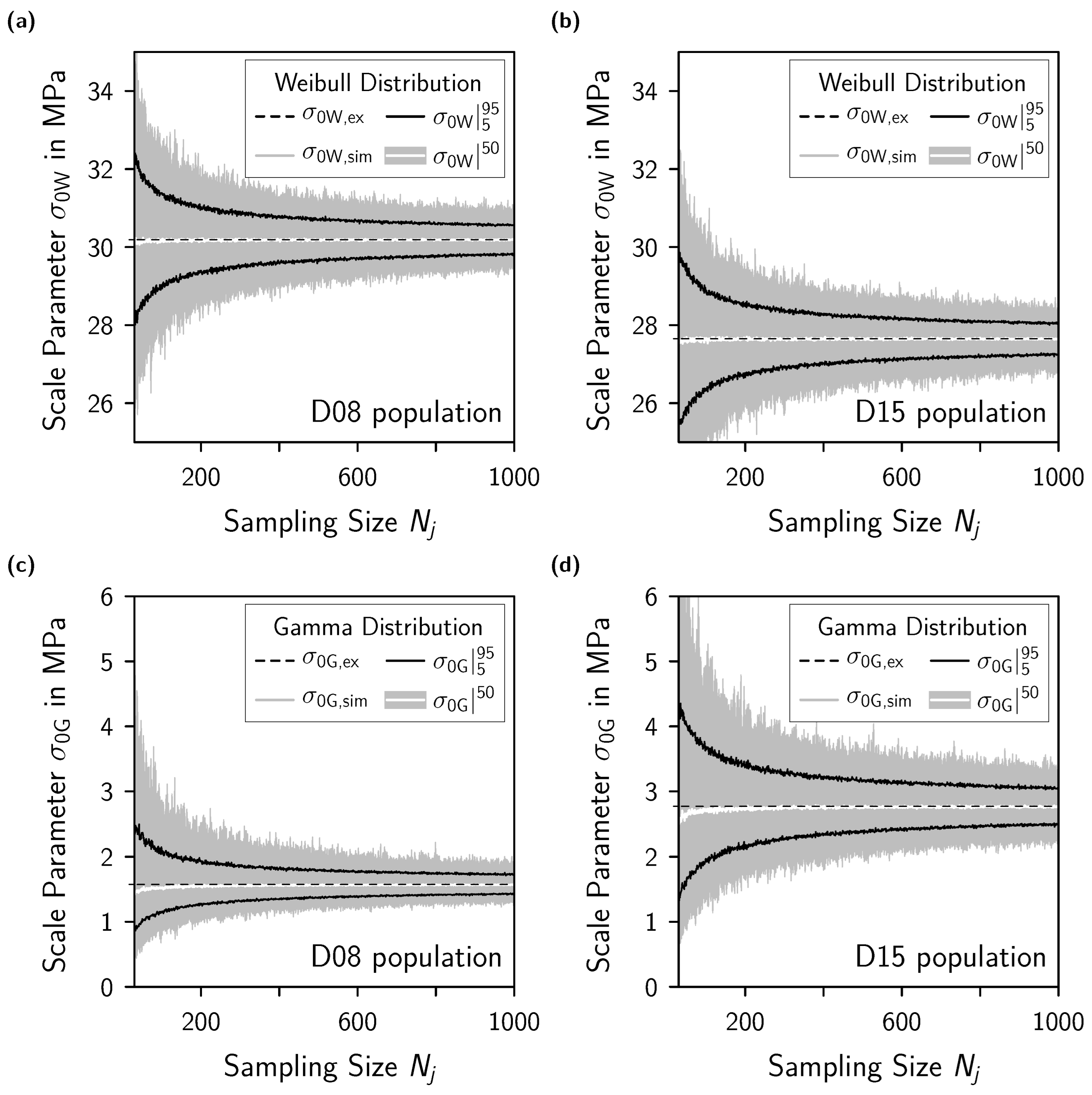
3.2.2. Distribution Parameters
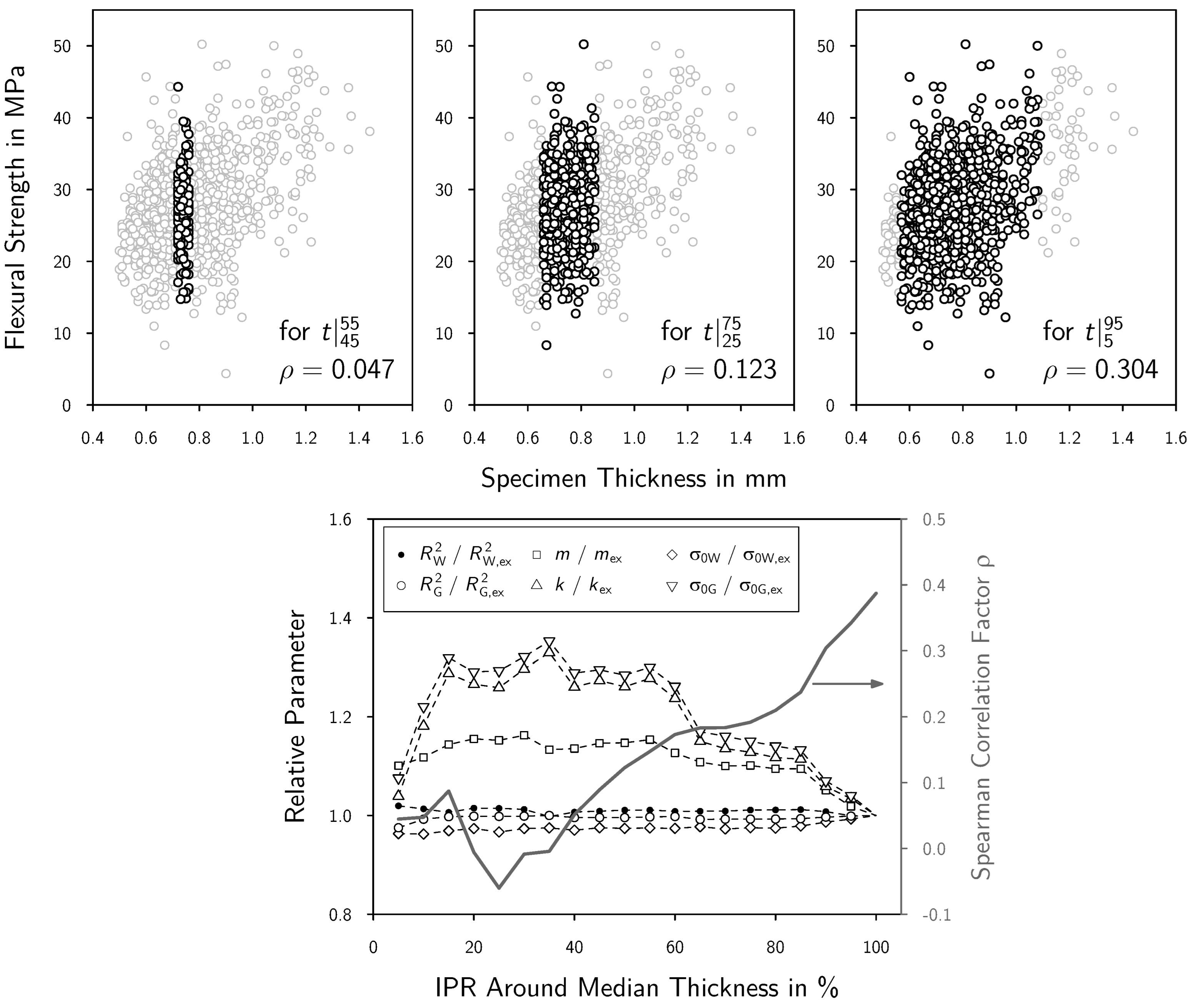
3.3. Conditional Sub-Population Analysis–Conditional Data Cropping
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fauchais, P.L.; Heberlein, J.V.; Boulos, M.I. Thermal Spray Fundamentals: From Powder to Part; Springer Science & Business Media: New York, NY, USA, 2014. [Google Scholar]
- Vardelle, A.; Moreau, C.; Akedo, J.; Ashrafizadeh, H.; Berndt, C.C.; Berghaus, J.O.; Boulos, M.; Brogan, J.; Bourtsalas, A.C.; Dolatabadi, A.; et al. The 2016 thermal spray roadmap. J. Therm. Spray Technol. 2016, 25, 1376–1440. [Google Scholar] [CrossRef]
- Aneziris, C.G.; Gehre, P.; Kratschmer, T.; Berek, H. Thermal shock behavior of flame-sprayed free-standing coatings based on Al2O3 with TiO2-and ZrO2-additions. Int. J. Appl. Ceram. Technol. 2011, 8, 953–964. [Google Scholar] [CrossRef]
- Neumann, M.; Gehre, P.; Hubálková, J.; Zielke, H.; Abendroth, M.; Aneziris, C.G. Statistical Analysis of the Flexural Strength of Free-Standing Flame-Sprayed Alumina Coatings Prior and After Thermal Shock. J. Therm. Spray Technol. 2020, 29, 2026–2032. [Google Scholar] [CrossRef]
- Stein, V.; Schemmel, T. Sustainable rice husk ash-based high-temperature insulating materials. Interceram-Int. Ceram. Rev. 2020, 69, 30–37. [Google Scholar] [CrossRef]
- Wetzig, T.; Neumann, M.; Schwarz, M.; Schöttler, L.; Abendroth, M.; Aneziris, C.G. Rapid Prototyping of Carbon-Bonded Alumina Filters with Flame-Sprayed Alumina Coating for Bottom-Teeming Steel Ingot Casting. Adv. Eng. Mater. 2022, 24, 2100777. [Google Scholar] [CrossRef]
- Zhang, L.; Thomas, B.G. State of the art in the control of inclusions during steel ingot casting. Metall. Mater. Trans. B 2006, 37, 733–761. [Google Scholar] [CrossRef]
- Schönwelski, W.; Ruwier, K.; Föllbach, S.; Sperber, J. High-quality refractories for high quality steel. In Proceedings of the ICRF 2014, 2nd International Conference on Ingot Casting, Rolling and Forging, Milan, Italy, 7–9 May 2014. [Google Scholar]
- Chagnon, P.; Fauchais, P. Thermal spraying of ceramics. Ceram. Int. 1984, 10, 119–131. [Google Scholar] [CrossRef]
- Ostojic, P.; Berndt, C. The variability in strength of thermally sprayed coatings. Surf. Coat. Technol. 1988, 34, 43–50. [Google Scholar] [CrossRef]
- Munz, D.; Fett, T. Ceramics, Mechanical Properties, Failure Behaviour, Materials Selection; Springer: Berlin, Germany, 2001; Volume 36, pp. 25–26. [Google Scholar]
- Danzer, R.; Lube, T.; Supancic, P.; Damani, R. Fracture of ceramics. Adv. Eng. Mater. 2008, 10, 275–298. [Google Scholar] [CrossRef]
- Schervish, M.J.; DeGroot, M.H. Probability and Statistics; Pearson Education: London, UK, 2012. [Google Scholar]
- Danzer, R.; Lube, T.; Supancic, P. Monte Carlo simulations of strength distributions of brittle materials—Type of distribution, specimen and sample size. Int. J. Mater. Res. 2001, 92, 773–783. [Google Scholar] [CrossRef]
- Weibull, W. A statistical distribution function of wide applicability. J. Appl. Mech. 1951. [Google Scholar] [CrossRef]
- Michálek, M.; Michálková, M.; Blugan, G.; Kuebler, J. Strength of pure alumina ceramics above 1 GPa. Ceram. Int. 2018, 44, 3255–3260. [Google Scholar] [CrossRef]
- Danzer, R. A general strength distribution function for brittle materials. J. Eur. Ceram. Soc. 1992, 10, 461–472. [Google Scholar] [CrossRef]
- Danzer, R. Some notes on the correlation between fracture and defect statistics: Are Weibull statistics valid for very small specimens? J. Eur. Ceram. Soc. 2006, 26, 3043–3049. [Google Scholar] [CrossRef]
- Keleş, Ö.; García, R.E.; Bowman, K.J. Deviations from Weibull statistics in brittle porous materials. Acta Mater. 2013, 61, 7207–7215. [Google Scholar] [CrossRef]
- Gorjan, L.; Ambrožič, M. Bend strength of alumina ceramics: A comparison of Weibull statistics with other statistics based on very large experimental data set. J. Eur. Ceram. Soc. 2012, 32, 1221–1227. [Google Scholar] [CrossRef]
- Fedorov, A.; Gulyaeva, Y. Strength statistics for porous alumina. Powder Technol. 2019, 343, 783–791. [Google Scholar] [CrossRef]
- Danzer, R.; Harrer, W.; Supancic, P.; Lube, T.; Wang, Z.; Börger, A. The ball on three balls test—Strength and failure analysis of different materials. J. Eur. Ceram. Soc. 2007, 27, 1481–1485. [Google Scholar] [CrossRef]
- Börger, A.; Supancic, P.; Danzer, R. The ball on three balls test for strength testing of brittle discs: Stress distribution in the disc. J. Eur. Ceram. Soc. 2002, 22, 1425–1436. [Google Scholar] [CrossRef]
- R Core Team. R: A Language and Environment for Statistical Computing; R Foundation for Statistical Computing: Vienna, Austria, 2022. [Google Scholar]
- Cleveland, W.S. Robust locally weighted regression and smoothing scatterplots. J. Am. Stat. Assoc. 1979, 74, 829–836. [Google Scholar] [CrossRef]
- Schober, P.; Boer, C.; Schwarte, L.A. Correlation coefficients: Appropriate use and interpretation. Anesth. Analg. 2018, 126, 1763–1768. [Google Scholar] [CrossRef] [PubMed]
- Gadelmoula, A.; Al-Athel, K.; Akhtar, S.; Arif, A. A Stochastically Generated Geometrical Finite Element Model for Predicting the Residual Stresses of Thermally Sprayed Coatings Under Different Process Parameters. J. Therm. Spray Technol. 2020, 29, 1256–1267. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Dimension | Value |
|---|---|---|
| flow rate of O2 | 3.2 | |
| flow rate of C2H2 | 1.3 | |
| flow rate of pressurised air | 38 | |
| feed rate | 0.28–0.30 |
| Distribution | Coeff. of Det. | Shape Par. | Scale Par. in MPa | |||
|---|---|---|---|---|---|---|
| D08 | D15 | D08 | D15 | D08 | D15 | |
| Normal | 0.9892 | 0.9959 | 6.481 | 7.460 | 27.640 | 25.003 |
| Log-Normal | 0.9847 | 0.8057 | 0.246 | 0.366 | 26.857 | 23.631 |
| Weibull | 0.9691 | 0.9957 | 4.478 | 3.753 | 30.189 | 27.650 |
| Gamma | 0.9954 | 0.9410 | 17.556 | 9.025 | 1.574 | 2.770 |
| i | 0.05 | 0.025 | 0.01 |
|---|---|---|---|
| -D08 | 30 | 30 | 74 |
| -D15 | 30 | 34 | 93 |
| -D08 | 30 | 35 | 98 |
| -D15 | 30 | 30 | 30 |
| Correction Factor | s | h |
|---|---|---|
| Weibull Distribution: | ||
| 1.5931 | 1.0470 | |
| 1.4361 | 1.0328 | |
| 0.9905 | 0.9694 | |
| 0.9070 | 0.7458 | |
| 0.6821 | 0.9694 | |
| Gamma Distribution: | ||
| 1.6765 | 0.8711 | |
| 2.7654 | 1.0399 | |
| 1.2296 | 0.8085 | |
| 1.8863 | 0.9664 |
| 1.012 | 0.955 | ||
| 1.329 | 1.539 | ||
| 0.990 | 1.531 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kerber, F.; Hollenbach, M.; Neumann, M.; Wetzig, T.; Schemmel, T.; Jansen, H.; Aneziris, C.G. On the Statistics of Mechanical Failure in Flame-Sprayed Self-Supporting Components. Ceramics 2023, 6, 1050-1066. https://doi.org/10.3390/ceramics6020062
Kerber F, Hollenbach M, Neumann M, Wetzig T, Schemmel T, Jansen H, Aneziris CG. On the Statistics of Mechanical Failure in Flame-Sprayed Self-Supporting Components. Ceramics. 2023; 6(2):1050-1066. https://doi.org/10.3390/ceramics6020062
Chicago/Turabian StyleKerber, Florian, Magda Hollenbach, Marc Neumann, Tony Wetzig, Thomas Schemmel, Helge Jansen, and Christos G. Aneziris. 2023. "On the Statistics of Mechanical Failure in Flame-Sprayed Self-Supporting Components" Ceramics 6, no. 2: 1050-1066. https://doi.org/10.3390/ceramics6020062