1. Introduction
Ceramic bricks are one of the earliest man-made wall materials, as many historical sources attest. These have many advantages, including strength, durability, stability and versatility. They also have good air exchange capacity, which means that the bricks breathe and let the inhabitants of the house breathe. Brick walls heat up slowly and cool down slowly, keeping one warm in winter and cool in summer. Finally, they absorb excess moisture and then release their water “reserves” into the air, beneficially affecting the microclimate of the dwelling. Brick has not lost its relevance these days. It is constantly evolving, improving previous properties and acquiring new ones. One variety of ceramic bricks is clinker bricks. It is extremely hardwearing, durable and has low water absorption. Overseas, clinker cladding has been in great demand and popularity for hundreds of years. One of the main reasons for the lack of large-scale clinker production is the lack of quality raw materials. Clinker bricks require high-quality refractory clays with a wide sintering range, the supply of which is very limited.
In order to expand the raw material base and improve the technical performance, research is being carried out to develop compositions and technology for ceramic bricks using natural and man-made raw materials as additives.
Studies on the development of the energy- and resource-saving technology of ceramic bricks based on the blast-furnace slags of Karaganda Metallurgical Plant JSC “Ispat-Karmet” were conducted in Dulaty University [
1]. Ceramic brick compositions containing 67–75% granulated blast furnace slag were proposed. The binder components used were bentonite clay, glass block and an alkaline additive in the form of soda. The compressive strength of the bricks is 17–19 MPa.
The author of [
2] carried out research on the development of composition and the technology of clinker bricks based on fusible clay raw materials and aluminous calcium-containing chemical waste. A charge consisting of 70% loam and 30% waste was found to be optimum. The best properties in terms of physical and mechanical properties were obtained in pressing powders with 7.0 ± 0.5% moisture content and two-stage pressing with a hydraulic press: specific pressure in the first stage up to 5 MPa cycle 7 sec, second stage 25 MPa, cycle 5 s. A batch of 250mm × 120mm × 52 mm compression moulding clinker bricks was produced from the mass of this composition at the CNIIGeolnerud Experimental Production Facility (Kazan, Tatarstan). At a burning temperature of 1125 °C, products with water absorption of 3.4% with high physical and mechanical properties were obtained: compressive strength—65.3 MPa; bending strength—21.8 MPa; frost resistance of at least 100 cycles; abrasion—0.47 g/cm
2. The phase composition of the clinker samples is represented by quartz, anorthite and calcite.
Kazan State University [
3] investigated the possibility of producing clinker bricks from fusible polymineral clays containing zeolite clay as a technological additive. The samples were burned at 1100 and 1150 °C. After burning at 1100 °C, the samples without additives have a bending strength of 17.5–29 MPa, compressive strength of 99.3–154.2 MPa and a water absorption of 1.9–7%. The introduction of zeolite-containing clay into the fusible clays of different polymineral composition increases the flexural strength of samples up to 30–48.8% and compressive strength up to 6.2–48%. Thus, clinker samples with a flexural strength of 21.3–53 MPa, compressive strength of 103–157.8 MPa and water absorption of 0.7–3.9% were obtained.
In [
4], for the production of hollow porous products, the study of the composition of a fusible clay Atratyev deposit with a carbonate trepel Novo-Aibesinov deposit (ratio 60:40) established that, during the burning of crystalline neoplasm, wollastonite and an increased proportion of the glass phase were confirmed by the high compressive and flexural strength. The M250 (mark) solid lightweight products with an average density of 1260 kg/m
3 and M175 (mark) hollow lightweight products with a density of 800 kg/m
3 and 20% water absorption were produced. The possibility of producing clinker wall articles in the temperature interval from 1000 to 1170 °C in the composition of the fusible clay of the Alexeev deposit with the diatomite of Inza deposit (clay–diatomite ratio 70:30) was also established. At the same time, the feldspar and quartz content decreases, the cristobalite content increases significantly and the glass phase fraction increases significantly, accompanied by an increase in the compressive strength of the samples from 80 to 120 MPa and in the bending strength from 27 to 50 MPa.
The authors of [
5] conducted research on obtaining clinker ceramics from the compositions of fusible clays from deposits in the Republic of Tatarstan that meet the requirements of domestic and foreign scientific and technical documentation. Three samples of fusible polymineral clays were examined, chemically analysed and X-rayed; their technological properties were also determined. The ceramic masses were prepared by mixing the clay masses of the two samples in certain ratios, milled until they were passed through mesh No. 063, moistened to 16–18% and after thorough mixing, plastically shaped the beam samples so they were 160 × 40 × 40 mm in size. After drying, they were burned at temperatures of 1050 and 1100 °C. The samples fired at 1100 °C have an average density of 2.1–2.3 g/cm
2, a bending strength of 7.5–24.3 MPa, a compressive strength of 67.6–119.5 MPa and a water absorption of 1.3–6.2%, which meet the requirements for clinker brick.
The limited liability company Ceramic Research Institute [
6] has studied and recommended kaolinite clays from the different regions of Russia and Ukraine as additives for fusible brick clays. The study of the physical-chemical and technological properties of these clays and their behaviour when used as part of a charge with fusible brick clays allowed us to establish their advantages and disadvantages. As a result, blast furnace compositions were developed and clinker products with a water absorption of 2–4%, a compressive strength of 80–100 MPa and a flexural strength of 12–18 MPa were produced.
In [
7], the possibility of producing clinker bricks on the basis of a two-component charge was investigated, the main ingredient of which is a fusible clay of Kalininsk deposit (Tatarstan), and as an additive, the refractory clay of the Nizhne-Uvelsk deposit (Chelyabinsk region) was introduced. The basic properties of the bricks were determined by increasing the proportion of refractory clay in the charge, which was added in amounts ranging from 10% to 100%. Increasing the dosage of Nizhne-Uvelsk clay over 50% contributes to not only an increase in water absorption, apparently due to the lack of glass phase formed during the burning of alkaline and alkaline earth oxides present in Kalininsk clay at 1100 °C, but also some “loosening” of the structure of the shards due to an excess of refractory mineral relics of refractory clay formed at this temperature. It has been proven that clinker bricks of 600, 800 and 1000 grades can be produced with ratios of clay (Kalininsk: Nizhne-Uvelsk) in the charge equal to 90:10; 75:35 and 50:50 wt.%, respectively.
In [
8], the replacement of the clay with 6% hot-dip galvanised slurry and burning at 1020 °C showed acceptable mechanical and ceramic parameters, meeting the requirements of Euro norm standards. By adding up to 20% sludge (collected from industrial sewage treatment plants) to the bricks, the compressive strength measured at 960 and 1000 °C met the requirements of the Chinese national standard; replacing the clay with 25% glass waste sludge and burning at 850 °C showed a 37% improvement in compressive strength. Replacing the clay with 10% ceramic slurry and burning at 1050 °C satisfied the aesthetic requirements and retained sufficiently high mechanical properties. Different types of mud introduced different metals and minerals into the clay mixtures, which had different effects on the properties of the burned clay bricks.
The author of [
9] presented the results of studies to determine the possibility of obtaining Shevchenko field facial and clinker bricks by semidry pressing opokovid raw materials. It has been determined that the physical-mechanical and decorative properties of the samples can only be significantly improved by the grinding of the opoka to less than 0.25 mm followed by mass granulation. It has been found that the aforementioned products can be produced in red and yellow colour if corrective additives are added to the mass. The burning temperature range for the face products is 1020–1050 °C, and for the clinker products, it is 1050–1080 °C. The clinker brick masses are additionally supplied with refractory clay from the Vladimirovsk deposit. Two compositions of the charge were developed. The first composition for red clinker bricks contains opoka—65 wt.%, refractory clay—20 wt.%, sand—10 wt.%, waste phosphate mineral fertilisers—5 wt.% and 0.3 wt.% BaCO
3 (over 100%). The second composition for yellow clinker bricks contains opoka—60 wt.%, refractory clay—15 wt.%, chalk—19 wt.%, waste phosphate mineral fertilisers—5 wt.% and modifier for clarification of shingles—1 wt.%. The products were burning in the temperature range of 1050–1080 °C. The obtained samples had the following properties: a compressive strength of 47.6–62.1 MPa; a flexural strength of 18.9–25.8 MPa; water absorption of 4–5.2%; and frost resistance over 100 cycles.
At the Belarusian State University [
10], the sintering processes of raw material composition based on local mineral raw materials, including refractory clay, fusible clay, loam and granitic screenings were studied. The dependence of the product properties on changes in the mass content of components and the oxide composition of raw materials has been established, and optimum burning temperature regimes for the formation of crystalline phases, which provide the required indicators of the physical and mechanical properties of samples, were determined. The samples obtained at a firing temperature of 1120 °C have the following properties: a water absorption of 3.6–6.0%; a frost resistance of 150–175 cycles; a mechanical bending strength of 6.4–14.5 MPa; and a compression strength of 72.0–115.8 MPa. These parameters predetermine the production of densely fructified products—clinker bricks and shaped products—in the raw material system under investigation.
In [
11], research was carried out on the development of clinker brick technology based on argillite-like clays and mudstones (AC&M, Chelyabinsk Compressor Plant, Russia). Clinker samples were prepared by the compression pressing of press powders and plastic pressing. To lower the burning temperature, finely ground glass fibre and colemanite were added to the AC&M. The colemanite content of 1–2% and burning temperature of 1000 °C resulted in a water absorption of less than 6%, and at 1050 °C less than 1% for most types of AC&M. The strength of the samples burnt at 1050 °C, depending on the AC&M type and degree of crushing, was 60–160 MPa in compression and 18–45 MPa in flexure. The main technological factors are: the degree of crushing of the raw material; the moulding moisture of the press powder; the pressing pressure; the amount of additives; and the burning temperature.
In [
12], the possibility of producing clinker bricks on the basis of low-grade loess loam of the Yarmysh deposit in the Khorezm region of the Republic of Uzbekistan was established. The mineralogical analysis carried out shows that the minerals quartz, montmorillonite, hematite, gallite, tenardite, mica, gypsum and others are contained in the feedstock. By decantation, three fractions are separated: 1—a suspension consisting of water and dissolved salts; 2—a fine fraction mainly consisting of clay minerals; and 3—a bottom-coarse fraction comprising heavier minerals. According to these determinations, the yield of the plastic fine fraction is 20–30%. The fine fraction was subsequently used as a plasticising agent in the ceramic mass for the preparation of clinker bricks. The clinker brick samples obtained by this technology are characterised by improved performance properties: a water absorption of 2.5–9.0%; an ultimate compressive strength of 40–50 MPa; a frost resistance of 50–60 cycles; an abrasion of 0.45–0.52 g/cm
3; and a chemical resistance of 97.3–99.0%.
The authors of [
13] carried out research into the synthesis of ceramic clinker paving blocks from the loess rock of the “Kurbanovsk” deposit in the Khorezm region of the Republic of Uzbekistan. The clay matter is composed of kaolinite (6–15%), montmorillonite (10–18%) and hydromica (5–12%), with chlorite as an impurity. In terms of sintering, it belongs to the unbaked group, whilst in terms of refractoriness, it is easily fusible (1170 °C). A mixture of coloured container glass was used as an additive. Glass boron powder was milled in a ball mill for 3–5 h and the resulting granulate powder was screened through a 10 000 hole/cm
2. Glass fibre powder was added to the forest in an amount of 5–25%. The ceramic paving blocks were formed using the semi-dry moulding method with a moulding moisture content of 7–10%; the semi-finished product was pressed at 10–20 MPa. The test results of the samples after burning showed that the optimum properties are found in products containing 15–25% glass breakage. Thus, the durability of the samples upon compression and upon bending makes 40–62.4 MPa and 18.6–20.8 MPa, respectively, with a water absorption of 3.9–6.2%; a frost resistance of 90–100 cycles; and a wear resistance of 0.40–0.46 g/cm
2.
Thus, a considerable amount of research into the development of compositions and the technology of ceramic wall bricks and clinker products based on natural and man-made raw materials, as well as mixtures containing both natural and man-made raw materials, has now been carried out. The natural raw materials used are fusible, refractory argillite-like clays, loess-like rocks, carbonate-siliceous rock and siliceous raw materials (opoka). The anthropogenic raw materials used are blast furnace slag and aluminous calcium-containing waste, which are used as for the production of clinker bricks with mixtures of refractory and fusible clays, and diatomite, triple, kaolinite and zeolite clays, colomanite and glass scrap, which are used as additives for fusible clays.
The ceramic products developed, depending on the type of additive used and their purpose, have a wide range of properties that meet the requirements of regulations.
The purpose of this work was to investigate the effect of the burning environment on the properties and phase composition of clinker-based ceramic specimens made from loam with diatomite and bentonite clay in order to develop technological parameters for the manufacture of clinker products.
3. Results and Discussion
Previously, we established a positive effect and optimal addition of diatomaceous earth and bentonite clay on the properties of the local loam [
17]. The optimum addition of diatomaceous earth and bentonite clay in an amount of 15% to loam has been found to produce products of increased strength at a lower average density. With increasing burning temperatures of 1100, 1150 and 1170 °C, the strength of the samples naturally increases. After burning at 1170 °C, ceramic specimens with a high compressive strength and low water absorption were obtained.
Table 1 shows the physical and mechanical properties of the samples after testing.
According to GOST 530-2012 “Bricks and Ceramic Stone. General technical conditions”, the received samples correspond to the second class of medium density. The compressive strength of the clinker bricks is between M 400 and M 500. The phase compositions and microstructure of the products were determined.
The results of the semi-quantitative X-ray diffraction analysis of the samples are shown in
Table 2.
The interpretation of diffractograms and semi-quantitative X-ray phase analysis showed that augite is present as the main crystalline phase in the samples obtained from pure loam and with the addition of diatomite. In the sample with added bentonite clay, the predominant phase is quartz. Anorthite is present in all samples in small quantities. The addition of diatomite contributes to a large amount of augite in the composition of the products, resulting in higher strength values. Although augite predominates in the unadded loam-based sample, its compressive strength is lower than that of the sample (
Table 2) with added bentonite clay, which is dominated by quartz. It is likely that the addition of bentonite clay, under slightly oxidising burning conditions, improves the sintering properties of the ceramic tiles through the formation of a large volume of glass phase and thereby increases their strength. Under production conditions, the burning furnace environment can vary from oxidising to neutral, from neutral to reducing and vice versa. This depends on the type of fuel, furnace and burner design. It was therefore of some scientific and practical interest to carry out the burning of the samples in a reducing environment.
The samples were burned in a reducing medium and had the properties of a clinker after burning in a weakly oxidising medium (
Table 1). To obtain comparable results, the burning in a reducing medium was carried out at 1170 °C for 1 h. After cooling the samples, their compressive strength, average density, water absorption and overall shrinkage were determined. The properties of the products after testing are shown in
Table 3.
The properties of the samples after burning in a reducing environment have higher values compared to the samples burned in a weakly oxidising environment (
Table 1 and
Table 3). The compressive strength of the pure loam sample increased by 26.0 MPa, the diatomaceous earth sample by 15.7 MPa and the bentonite clay sample by 11.8 MPa. The samples also have higher average density values. The properties of the resulting samples correspond to those of clinker bricks and meet the requirements for normative and technical documentation [
23], whilst their property values correspond to those of clinker bricks (DIN V 105-1 (technical requirements for clinker façade bricks).
In [
24], the effects of oxidising and reducing media on the colour and properties of clay products of different chemical-mineralogical compositions with a high Fe
2O
3 content of 5–7.5% were studied. The following was found as a result of the research. The completion of the sintering process and the formation of the structure of samples is achieved at a burning temperature of 1000°C at oxidising and 950 °C at reducing with isothermal ageing for 3 h, at which the best parameters of properties on the optimal ceramic masses based on investigated clays are provided. The water absorption decreased by 0.8–1.7%, the compressive strength increased by 5.5–10.2 MPa and the frost resistance increased by 25–30 cycles. The colour of the bricks is dark brown or black due to the formation of ferrospinels containing Fe
2+ and Fe
3+ ions, mainly magnetite Fe
2+Fe
3+O
4 (Fe
3O
4) in black colour, in combination with fayalite and hematite. In [
25], the influence of the burning medium on the formation of mineral phases and the properties of the ceramic shards was also investigated. The material burned at a final temperature of 1000 °C in the gas medium from the incomplete combustion of fuel and the material burned at the nearly equal temperature of 1030–1040 °C in the oxidation medium had the following quality parameters, respectively: a water absorption of 10.1% and 11.3%; a volume weight of 1880 kg/m
3 and 1880 kg/m
3; an ultimate compressive strength of 73.0 MPa and 55 MP.
Our results are thus in line with those reported in studies by foreign authors.
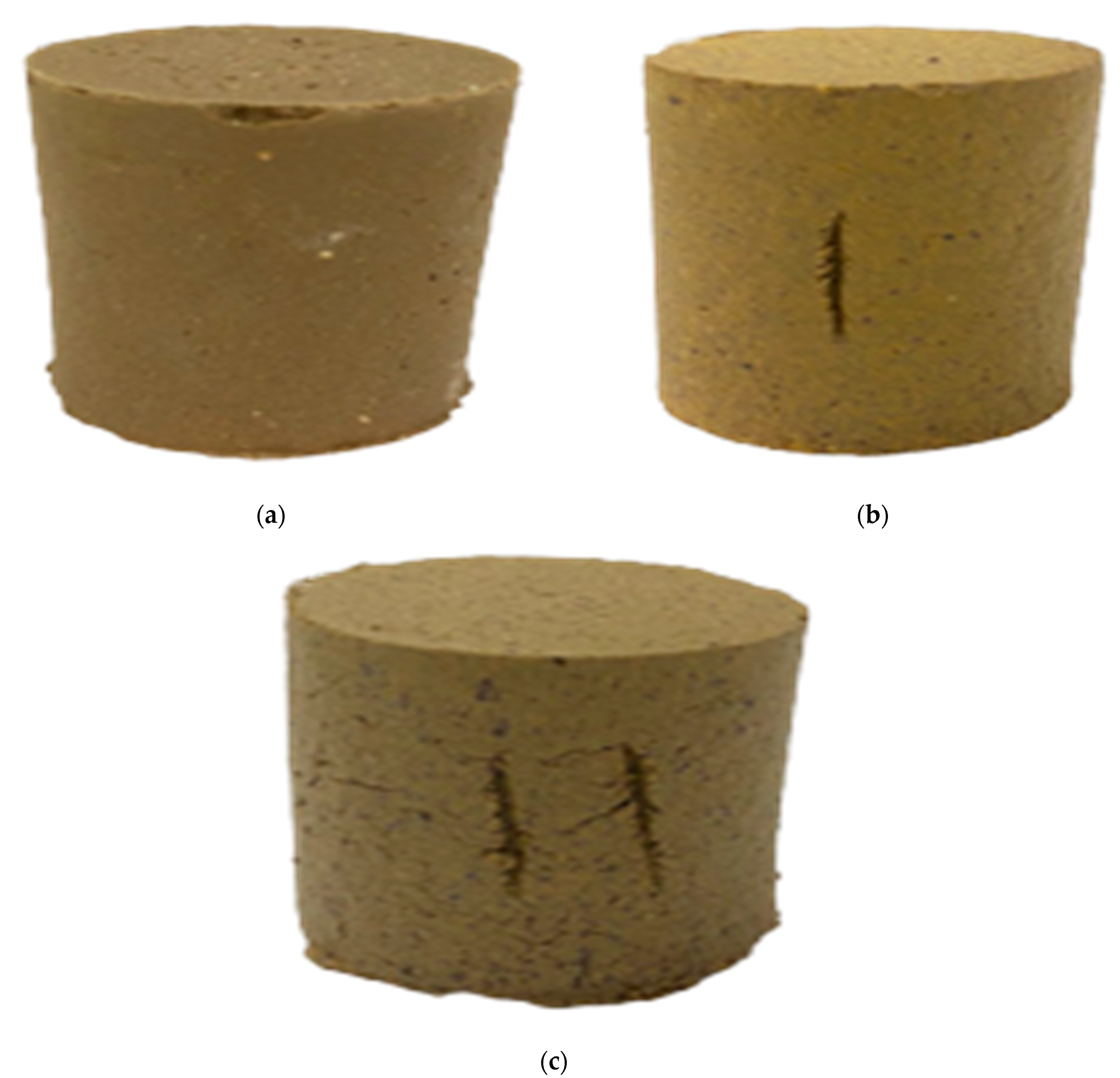
Figure 1 shows the samples after burning at 1170 °C in a reducing atmosphere.
The X-ray diffractometric analysis of the samples was carried out to establish phase formation in the products after burning in a reducing environment.
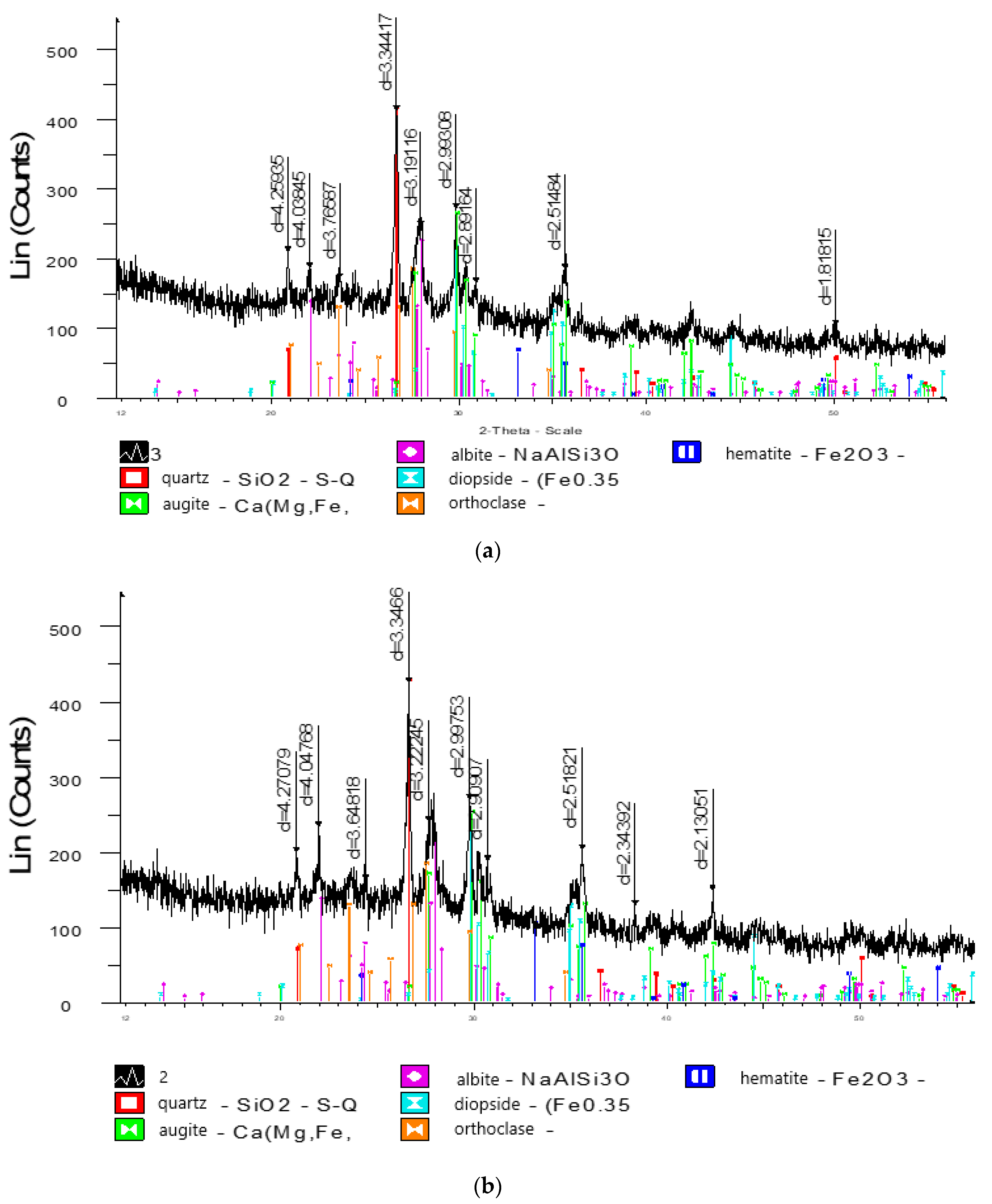
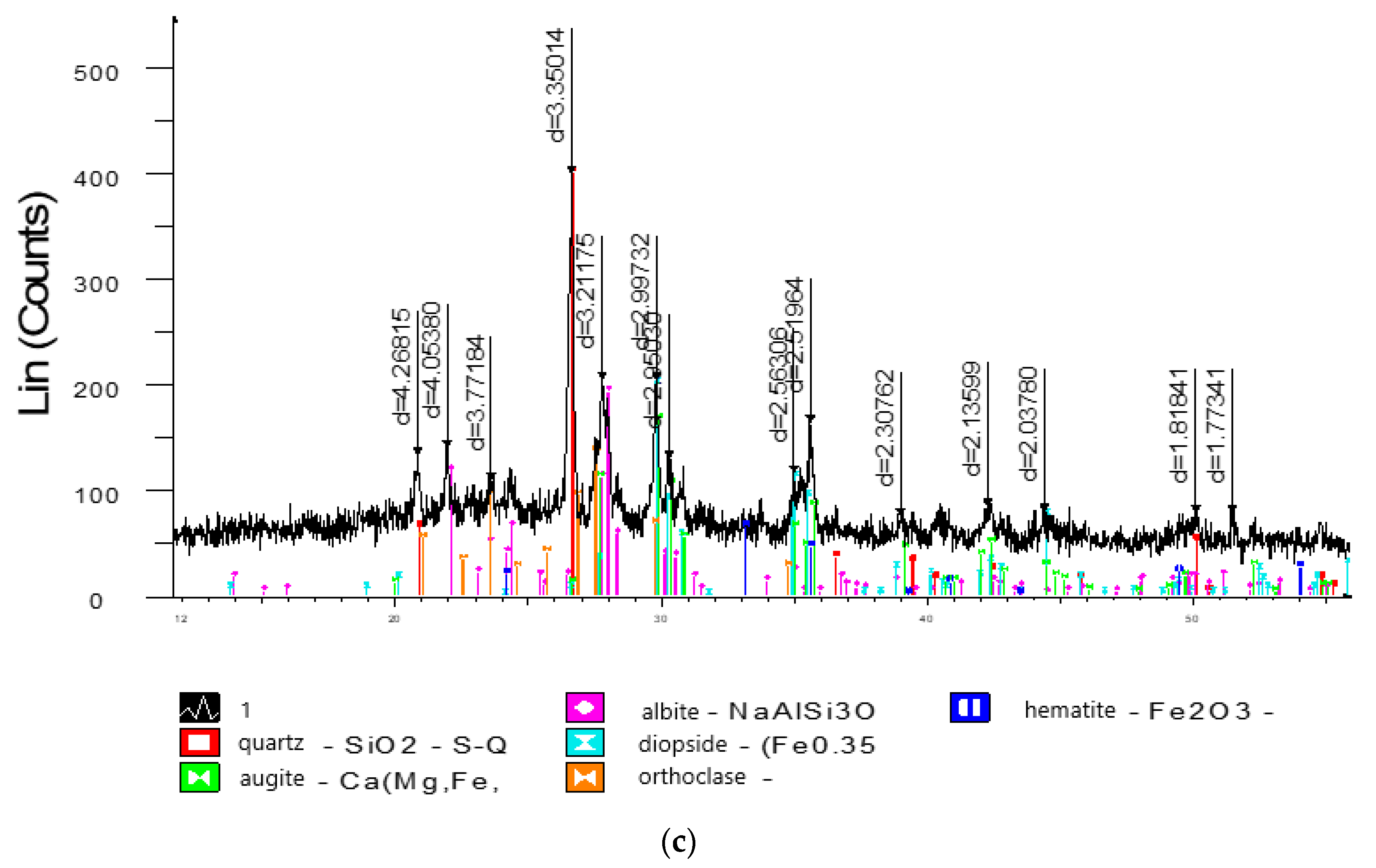
Figure 2a–c show the diffractograms of the samples after burning at 1170 °C in a reducing environment.
As can be seen in the figures, the diffractograms of the samples annealed in a reducing environment are qualitatively different from those of similar samples annealed in a weakly oxidising environment.
The results of the semi-quantitative X-ray diffraction analysis are shown in
Table 4.
The semi-quantitative X-ray phase analysis showed that the quartz, augite, albite, diopside, orthoclase and hematite were present in all samples. The predominant phase in all samples is quartz. There are differences in the quantitative and qualitative phase compositions of the samples (
Table 2 and
Table 4). The sample with the addition of bentonite clay contains more quartz than the other samples, as with burning in a low-oxidation environment (
Table 2). While anorthite is present in the samples annealed in a weakly oxidising environment, there is no anorthite in samples annealed in a reducing environment. In our opinion, the formation of anorthite was facilitated by the decomposition of calcite contained in the loam as a result of solid-phase reactions. Under reductive firing conditions, it decomposed and the decomposition products reacted with NaO oxide to form albite. In a reducing environment, the magnetite present in the loam (FeO·Fe
2O
3) decomposed to form iron oxide (FeO) and hematite (Fe
2O
3). Since diopside forms a series of solid solutions with hedenbergite (FeCaSi
2O
6) and augite [
26], we can assume that the formation of diopside (hedenbergite) was promoted by FeO. After burning, hematite is present in all samples, in small quantities, indicating that it has not been completely reduced to FeO. It is known [
25] that the melting point of FeO is 150–200 °C lower than that of Fe
2O. This results in the formation of fusible iron phases, especially when the temperature rises to 850–900 °C. This leads to the sintering of the ceramic shards at lower temperatures. As stated above, sintering in the presence of Fe
2O
3 when burning in a reducing environment is 50–100 °C lower than in an oxidising environment. Burning in reducing and oxidising media was carried out at 1170 °C, and it is likely that the liquid phase formed in the temperature range of 1100–1120 °C when fired in reducing media. In our case, with burning at 50–100 °C higher, the volume of the liquid phase became larger, with more components of the ceramic mass dissolving in it, which when the products cooled, led to the crystallisation of the glass phase and consequently to an increase in the strength of the samples.
Table 3 and
Table 4 suggest that more FeO was formed in the loam-based sample, which contributed to the formation of a greater pyroxene phase during the firing and cooling processes. The total content of the pyroxene phase (augite + diopside-hedenbergite) in the pure loam sample) is 35%. This probably explains its high compressive strength (64.1 MPa). The sample with the addition of diatomite has approximately the same content of crystalline phases as the pure loam sample. The total content of the pyroxene phase (augite + diopside-hedenbergite) is 34%. In the sample with the addition of bentonite clay, the content of pyroxene phases (augite + diopside-hedenbergite) is 31.1%. As the total pyroxene content in the products decreases, the strength of the samples decreases.
4. Conclusions
Research was carried out on the influence of the burning environment on the properties of samples based on local loam with the addition of diatomite and bentonite clay. The aim was to develop ceramic masses for the production of bricks with improved physical and mechanical properties.
It was found that the optimum addition of diatomaceous earth and bentonite clay in an amount of 15% to clay loam allows to obtain, after slightly oxidising in a burning environment at a temperature of 1170 °C, samples of ceramic products of high durability. According to GOST 530-2012 “Bricks and Ceramic Stone” (Government standard), the samples correspond to the second medium density class—M 400 and M 500 grades for compressive strength. In terms of average density and compressive strength, the ceramic samples meet the requirements for clinker bricks.
Burning in a reducing atmosphere produces a qualitative change in the phase composition of the products compared to the phase composition of the products fired in a weakly oxidising environment. All changes in the phase composition of the products have been shown to be due to the formation of FeO, due to the decomposition of magnetite and the partial reduction in Fe2O3.
The formation of FeO has led to the formation of fusible liquid phases in which some of the refractory components of the ceramic mass have become dissolved. As a result, the crystallisation of the liquid phase occurs during the cooling of the products with the formation of augite, diopside, albite, orthoclase and hematite in the ceramic shards.
The formation of several crystalline phases in the ceramic slips resulted in an increase in average density, higher compressive strength and lower water absorption compared to the properties of products burned in a low-oxidation environment. The increased content of the total pyroxene phase (augite + diopside) increases the strength of the products.
The obtained samples meet the requirements for clinker bricks according to the normative and technical documentation as well as comply with the clinker brick (DIN V 105-1 (technical requirements for clinker bricks).


 ,
, 



{kind=link}
{kind=link}
{kind=link}