

Evolution of the Human Role in Manufacturing Systems: On the Route from Digitalization and Cybernation to Cognitization

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
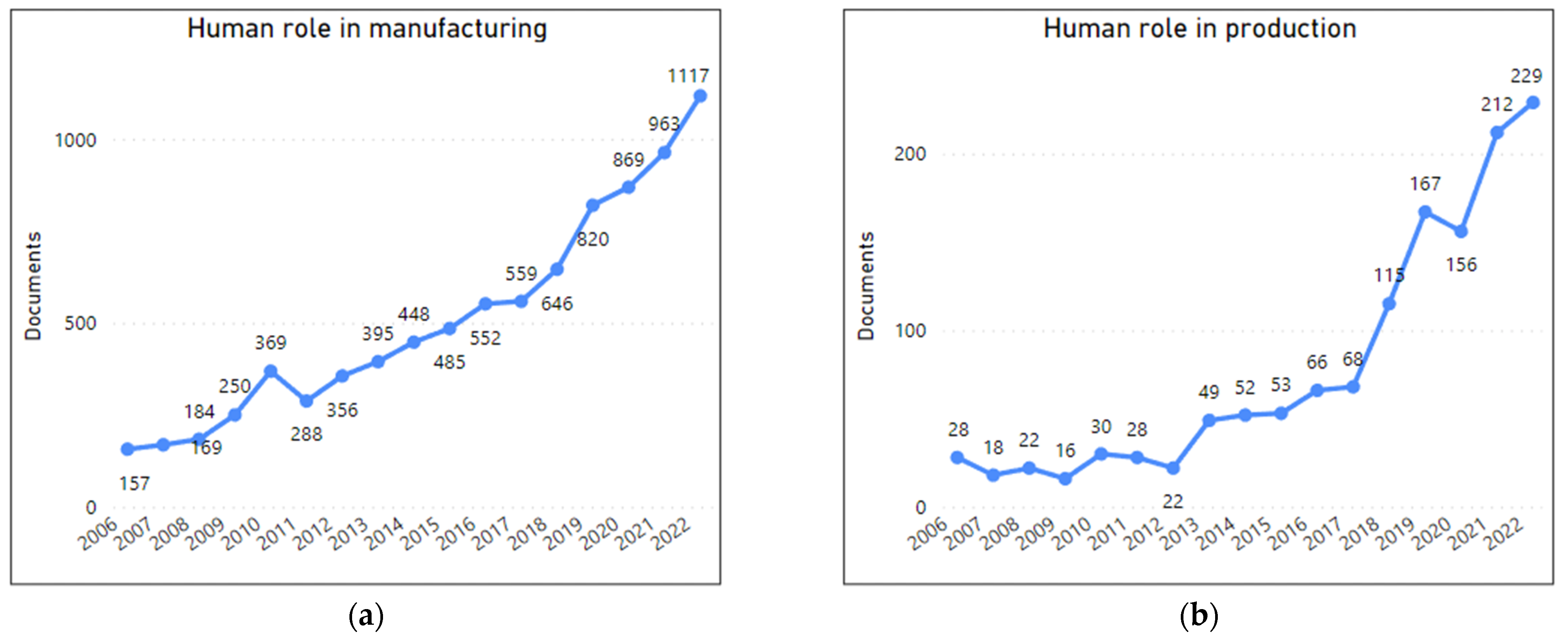
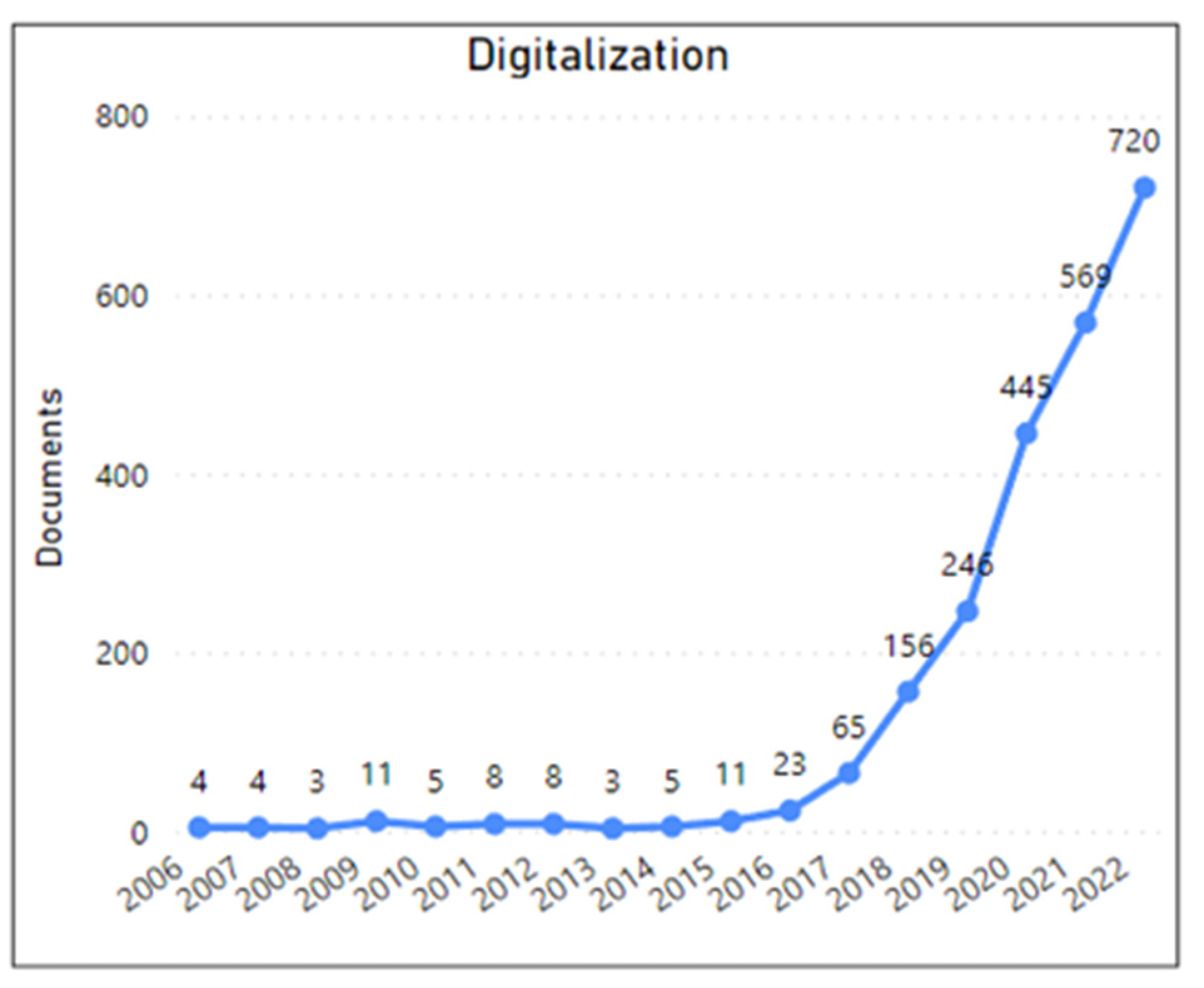
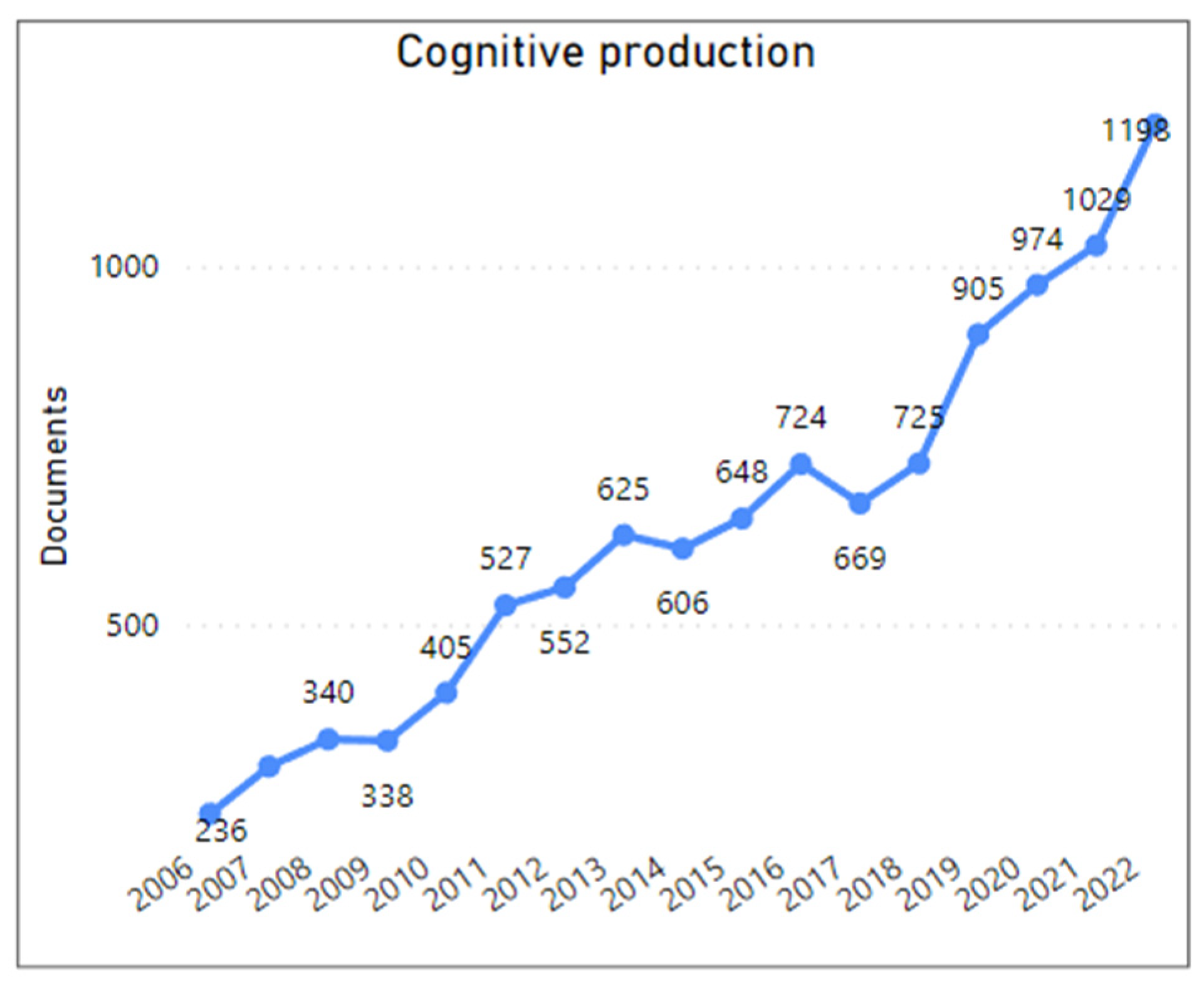
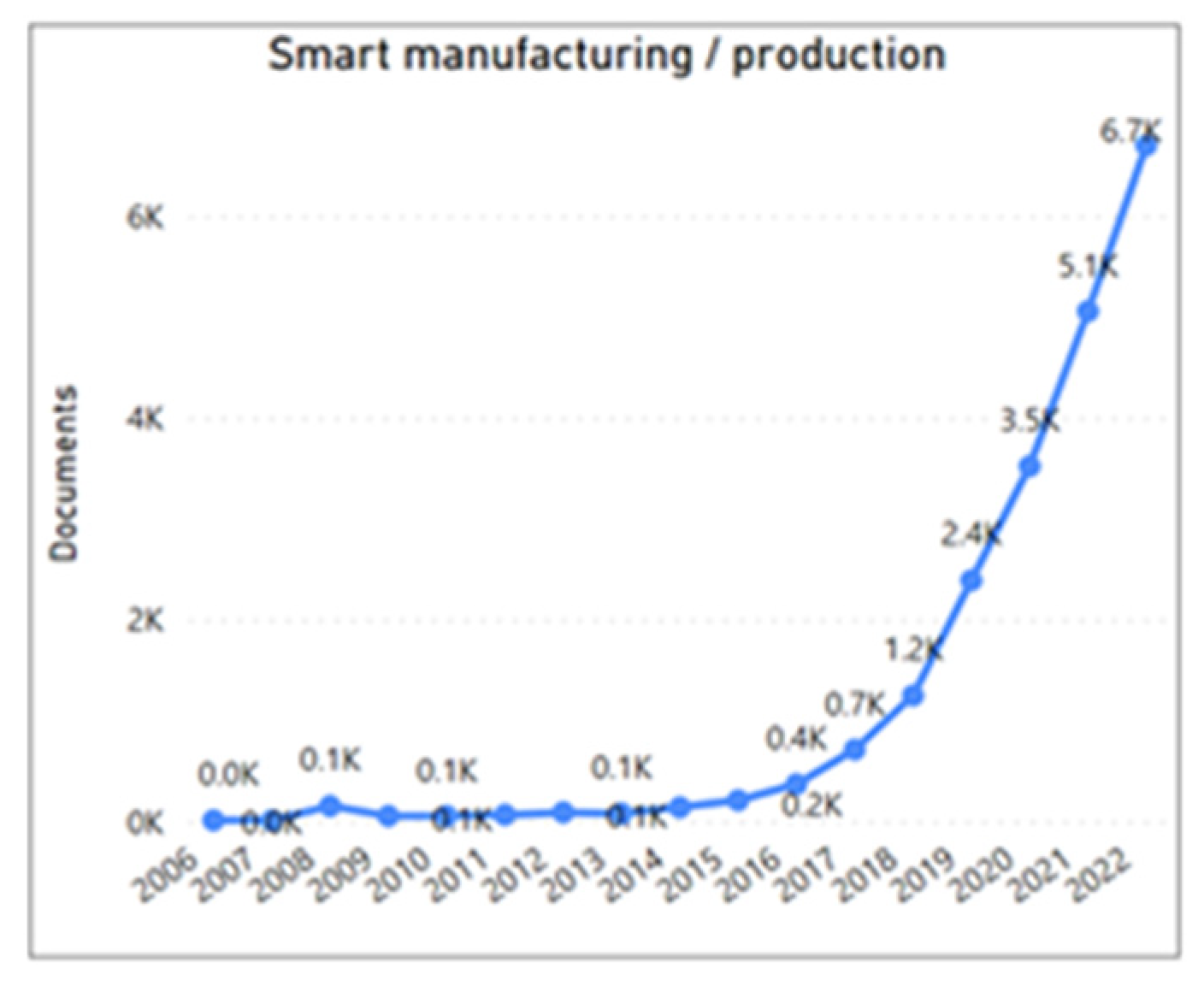
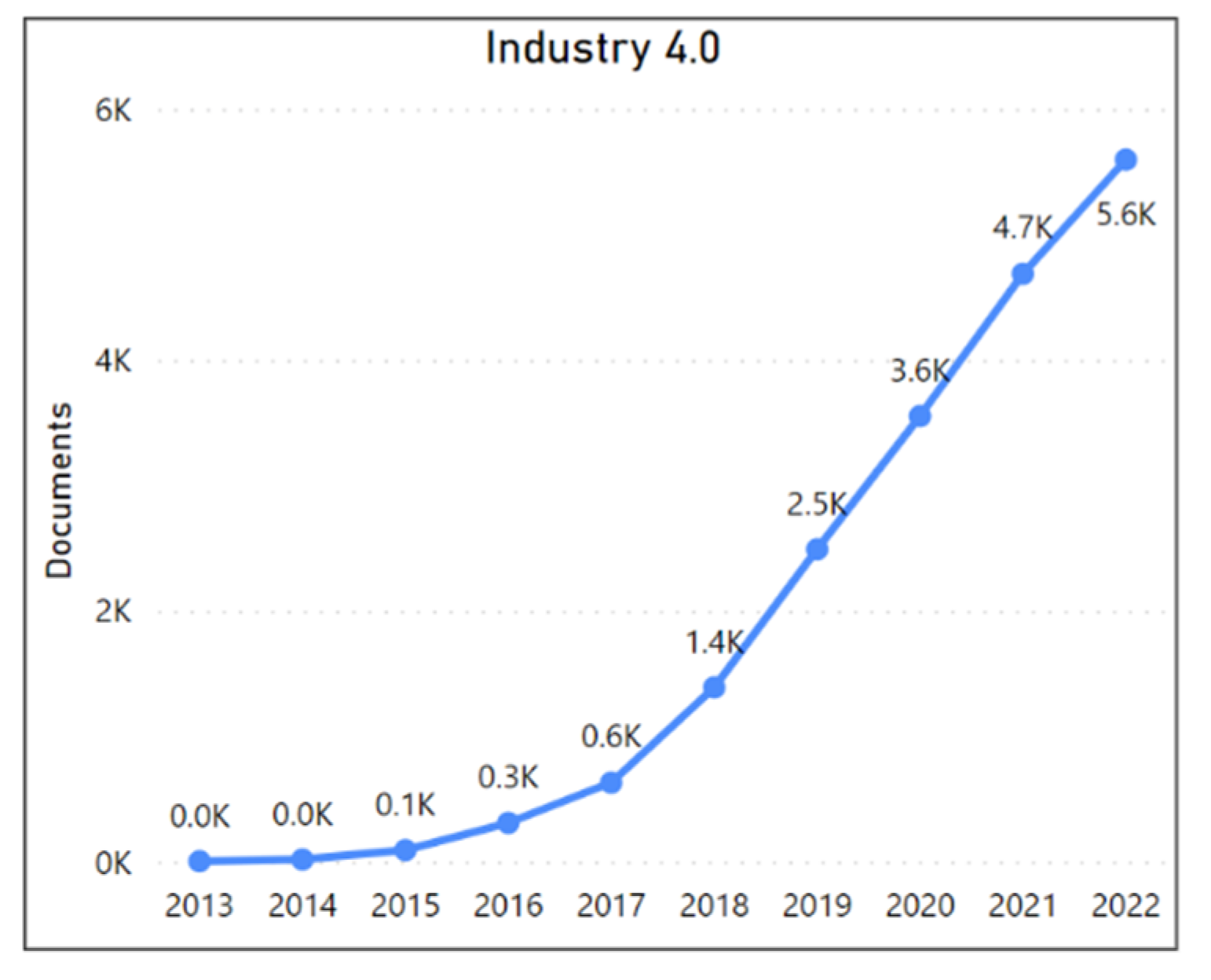
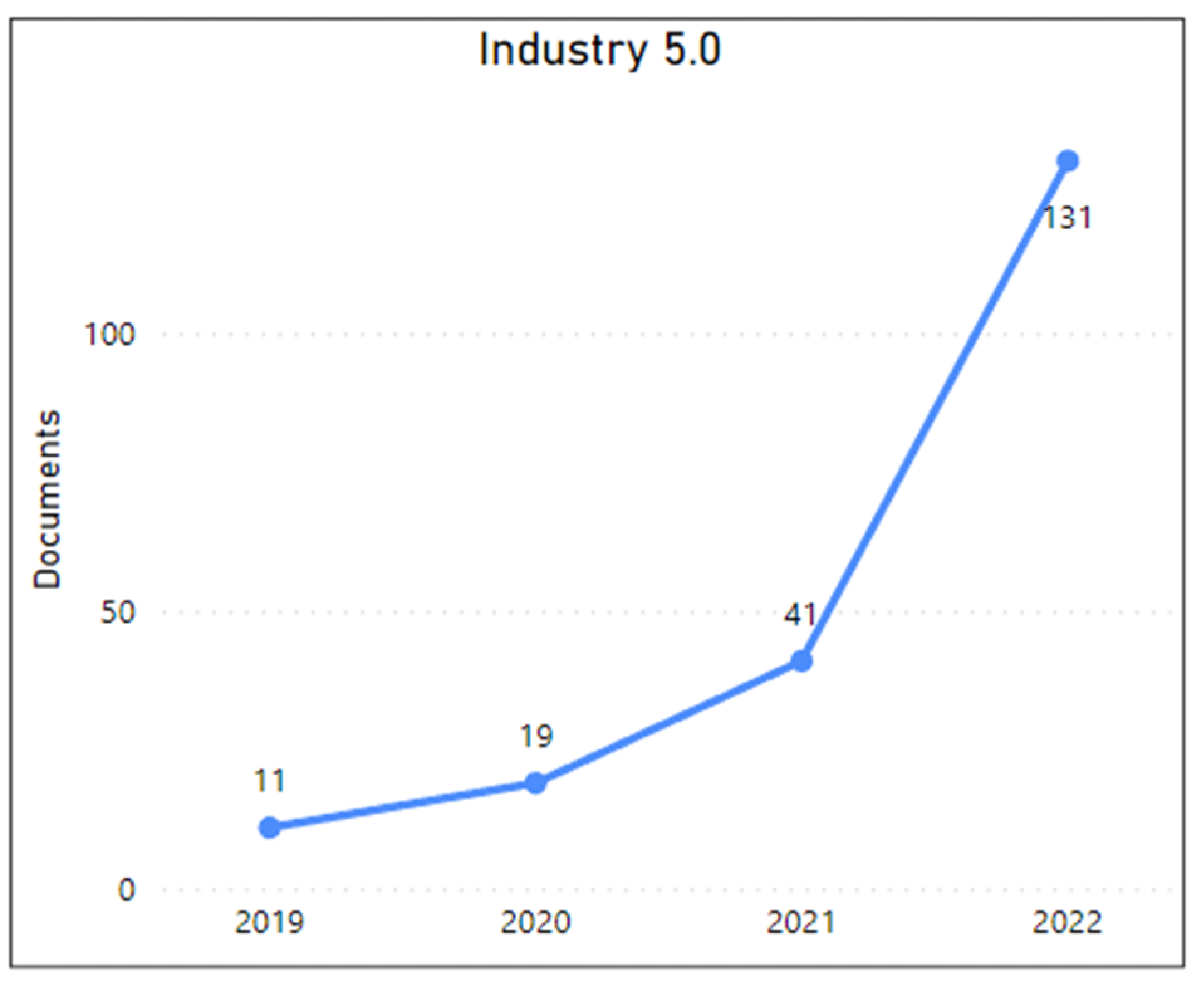
Publications Trends and Bibliometric Analaysis
2. Digitalization and Cybernation of Work Processes in Manufacturing Systems
2.1. Background
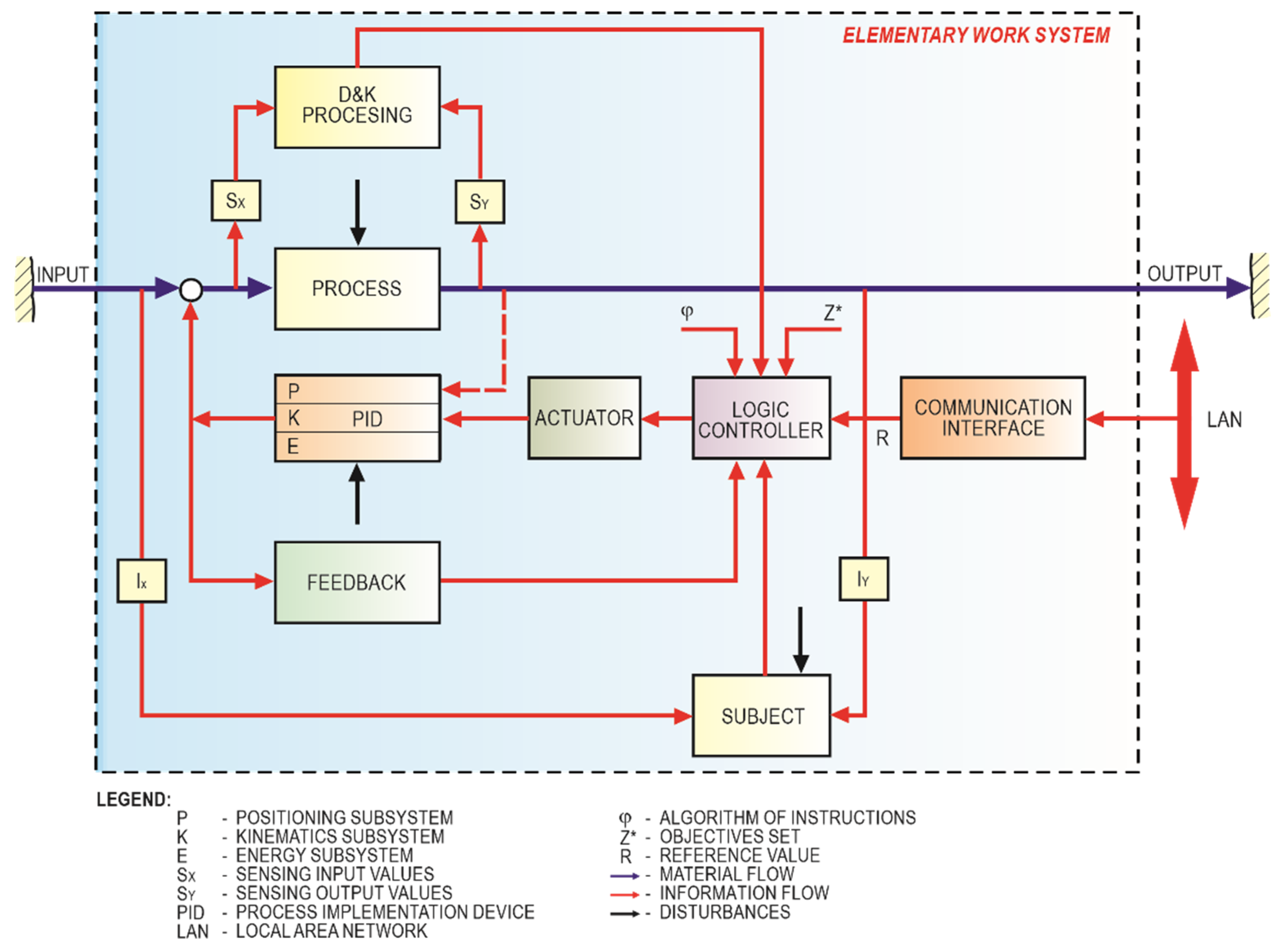
2.2. Description of Manufacturing Systems
2.3. Cyber-Physical Production Systems
2.4. Artificial Intelligence and Cognitive Technologies
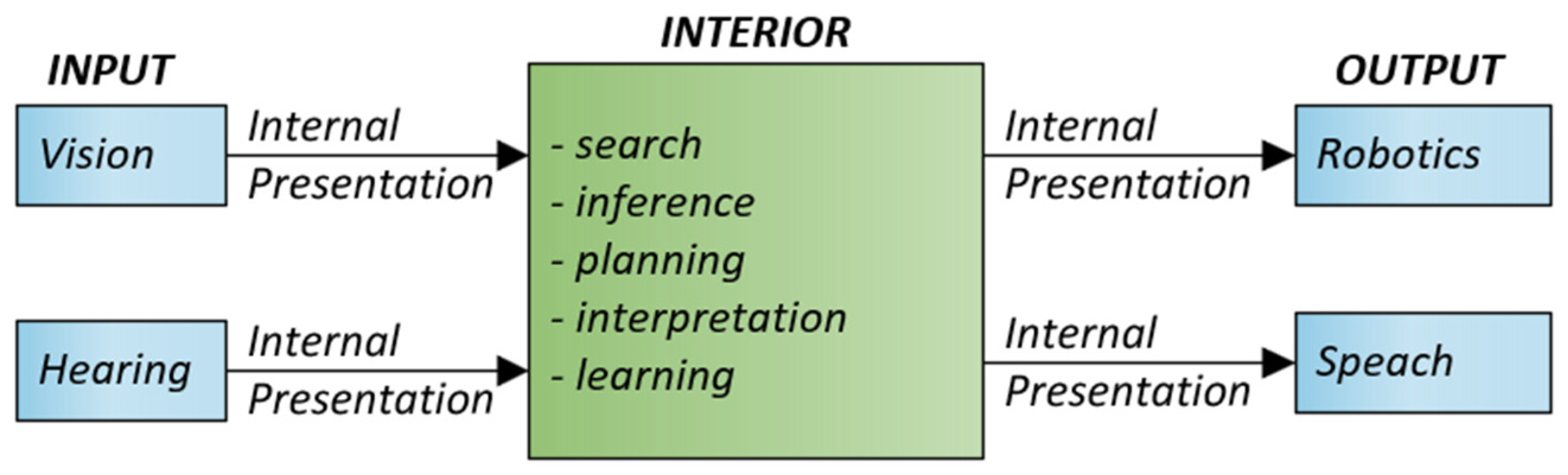
- Machine learning: Machine learning uses algorithms that can learn from data and improve their performance without being explicitly programmed [51]. There are different types of machine-learning algorithms. In supervised learning, AI systems learn from a set of data for which we also know the output (the outcome). The goal of supervised learning is to compute the parameters of functions that convert the input data into output data. The system is well learned if the error between the computed output and the actual output is minimal or ideally zero. In unsupervised learning, we do not know the output data, only the input data. The sys-tem itself looks for patterns and correlations in the data. This type of machine learning usually solves clustering and dimensionality-reduction tasks. In reinforcement learning, we provide feedback to the system in the form of rewards or punishments. The goal is to learn a strategy that maximizes cumulative rewards. Examples of applications include games such as chess and Go. In deep-learning technology, we use neural networks that consist of input, hidden, and output layers. At the core of neural net-works are artificial neurons located in nodes that simulate human neurons. For each neuron, the learning phase calculates as many parameters as it has synapses (connections) to other neurons, as well as a threshold parameter (eigenvalue) of that neuron. The data on the output grid is obtained from equations with a large number of parameters set by the neural network during the learning process. In today’s chatbots or large language models (LLM), many parameters are computed that are set during the learning phase. The LLM ChatGPR has 175 billion parameters, and the LLM LaMDA has as many as 500 billion parameters [52]. Deep neural network technology is used for tasks such as image classification, natural language recognition and processing.
- Natural Language Processing (NLP) deals with the interaction between humans and computers in natural language. It includes techniques such as text classification, sentiment analysis, translation between languages, question answering, text summarization, text generation and text recognition [53].
- Robotics deals with the design, construction, and use of robots. Narrowly speaking [54]: “A robot is a reprogrammable, multifunctional manipulator designed to move material, parts, tools or specialized devices through variable programmed motions to perform of a variety of tasks.”
- Computer vision is also a branch of AI that deals with the ability of computers to interpret and understand visual information, such as images and videos. It involves techniques such as object recognition, image segmentation, and image captioning [55].
- Expert Systems mimic the human expert in a particular field. They use a knowledge base, an inference engine, and a user interface to perform tasks such as diagnosing problems and providing recommendations They have not achieved widespread success because it is difficult to encode human knowledge into rules. We are talking about an expert-systems bottleneck.
- Evolutionary Computing: Evolutionary computing is also a branch of AI. Includes the use of natural selection and genetic algorithms to optimize solutions to problems. It is inspired by the process of biological evolution. The selection of the best solutions based on some criteria, and recombination of the best solutions to generate new solutions are crucial [56].
- Natural Language Processing. NLP is used in a variety of applications, including chatbots, machine translation, and emotion analysis.
- Computer Vision. Computer vision is used in a variety of applications, including facial recognition, object recognition, and autonomous vehicles.
- Decision-making technologies to support human decision-making processes by using techniques such as machine learning and natural language processing to analyze data and make recommendations or decisions. Decision-making technologies are used in a variety of applications, such as marketing, finance, and healthcare. However, these are not the only areas. Olan et al. [57] showed that these technologies can be used to analyze consumer data to understand behaviors and preferences, and make recommendations to companies about the best products to offer to specific consumer segments.
- Forecasting. We use machine-learning algorithms to build forecasting models that predict future events or trends. Kelleher et al. [58] presented a range of algorithms and techniques for prediction, including supervised learning, unsupervised learning, and reinforcement learning, using examples and case studies.
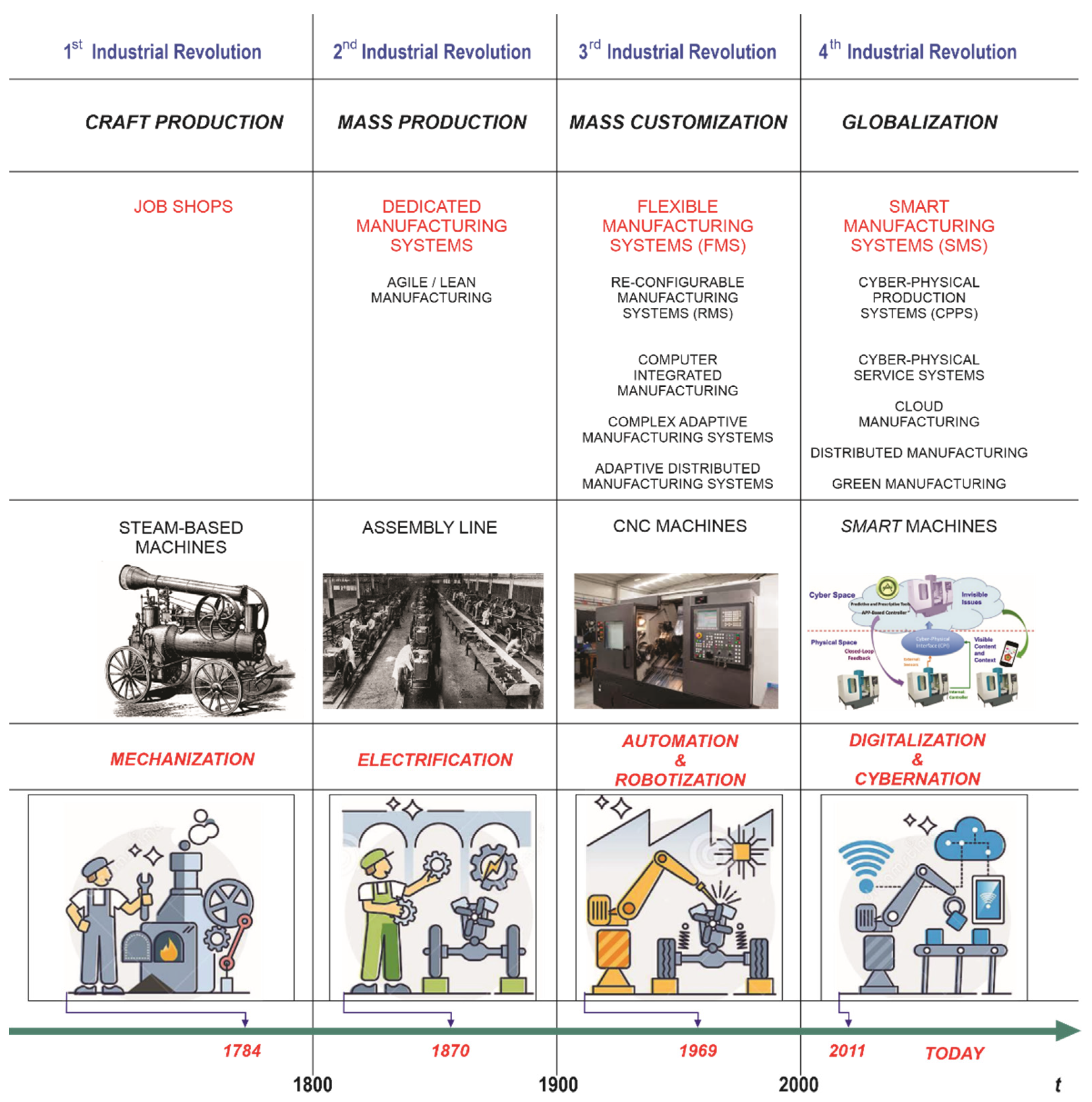
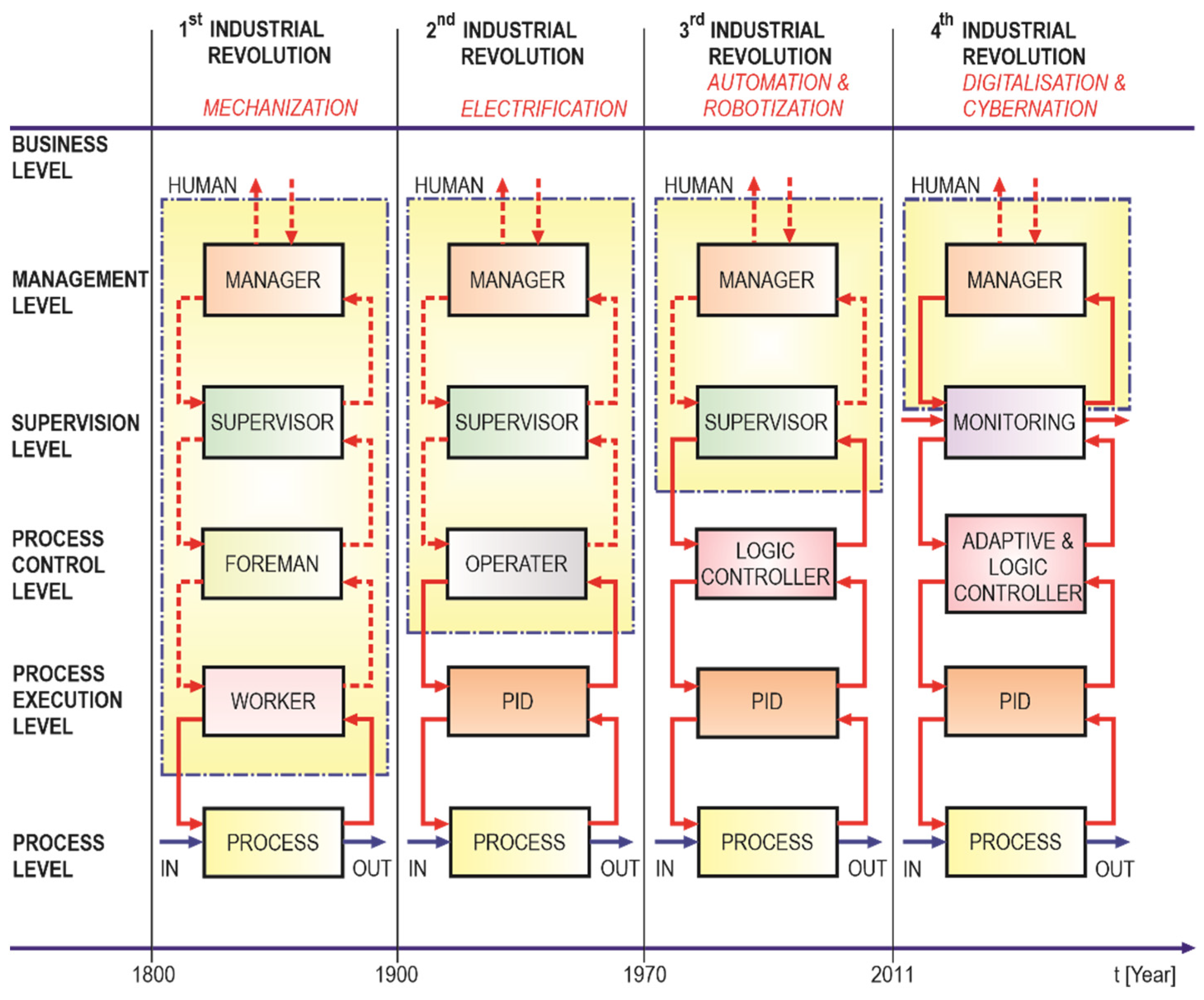
3. The Transformation of the Role of the Human in Manufacturing Systems through the Industrial Revolutions
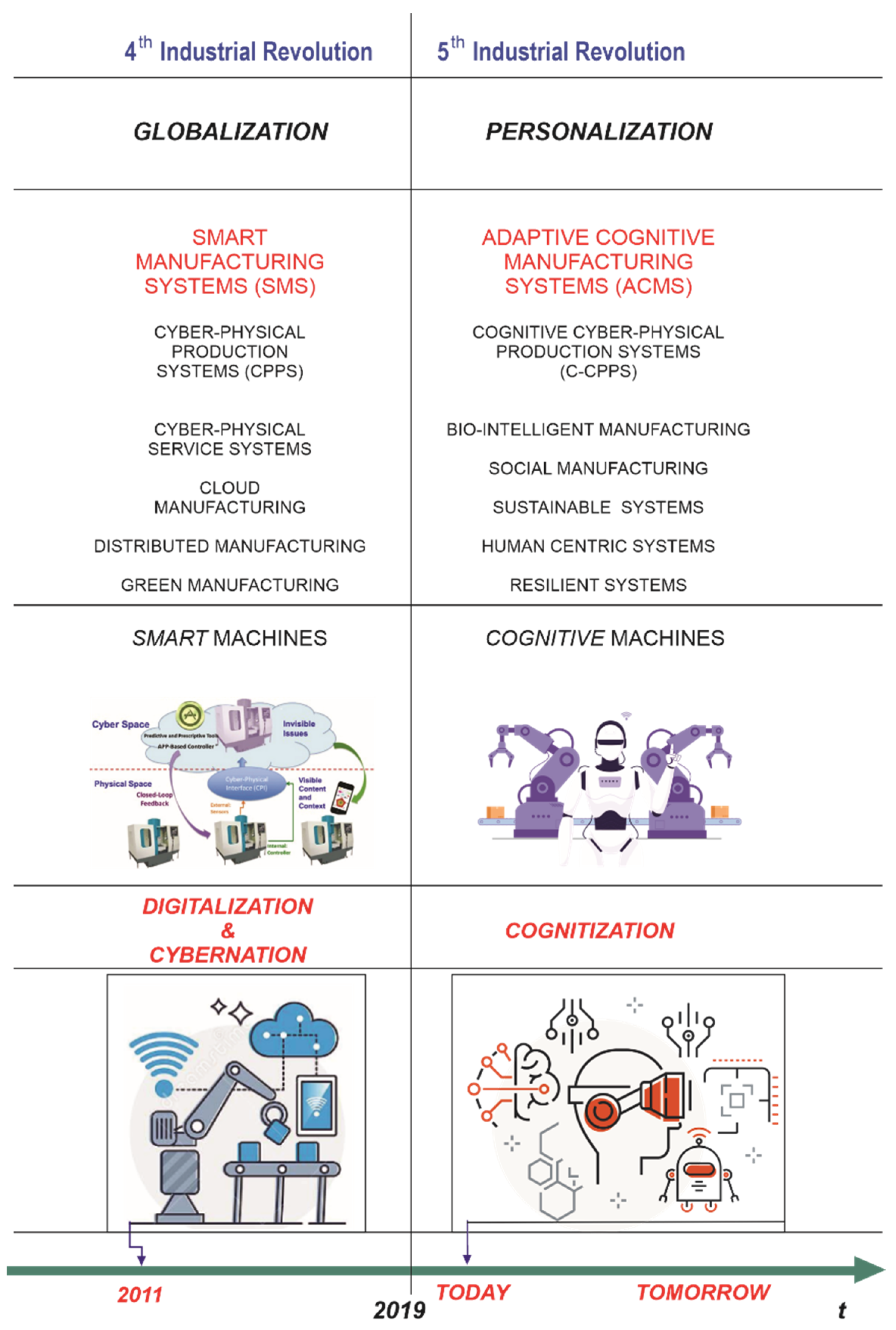
3.1. Towards Industry 5.0
“Industry 5.0 recognizes the power of industry to achieve societal goals beyond jobs and growth to become a resilient provider of prosperity, by making production respect the boundaries for our planet and placing the wellbeing of the industrial worker at the centre of the production process”.
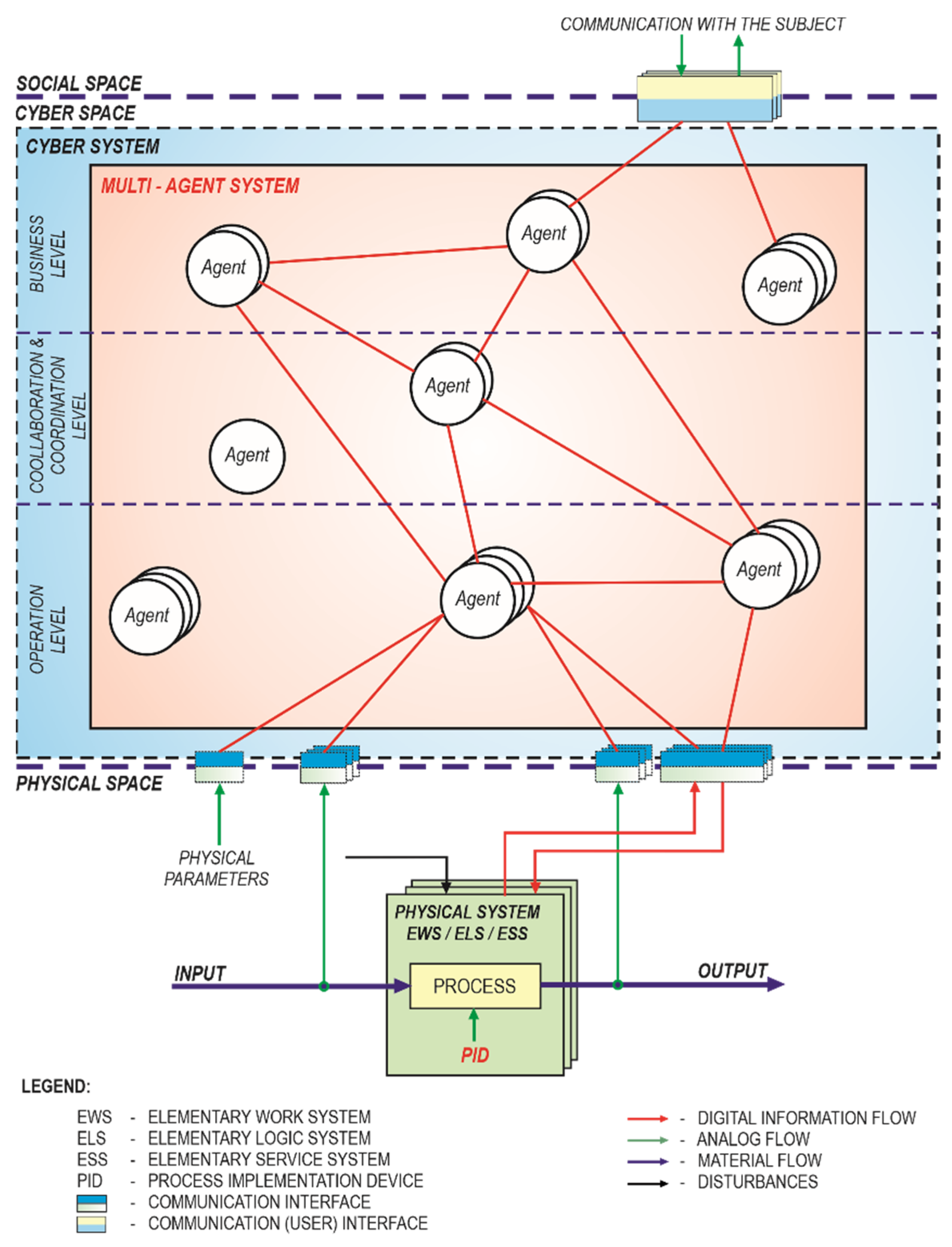
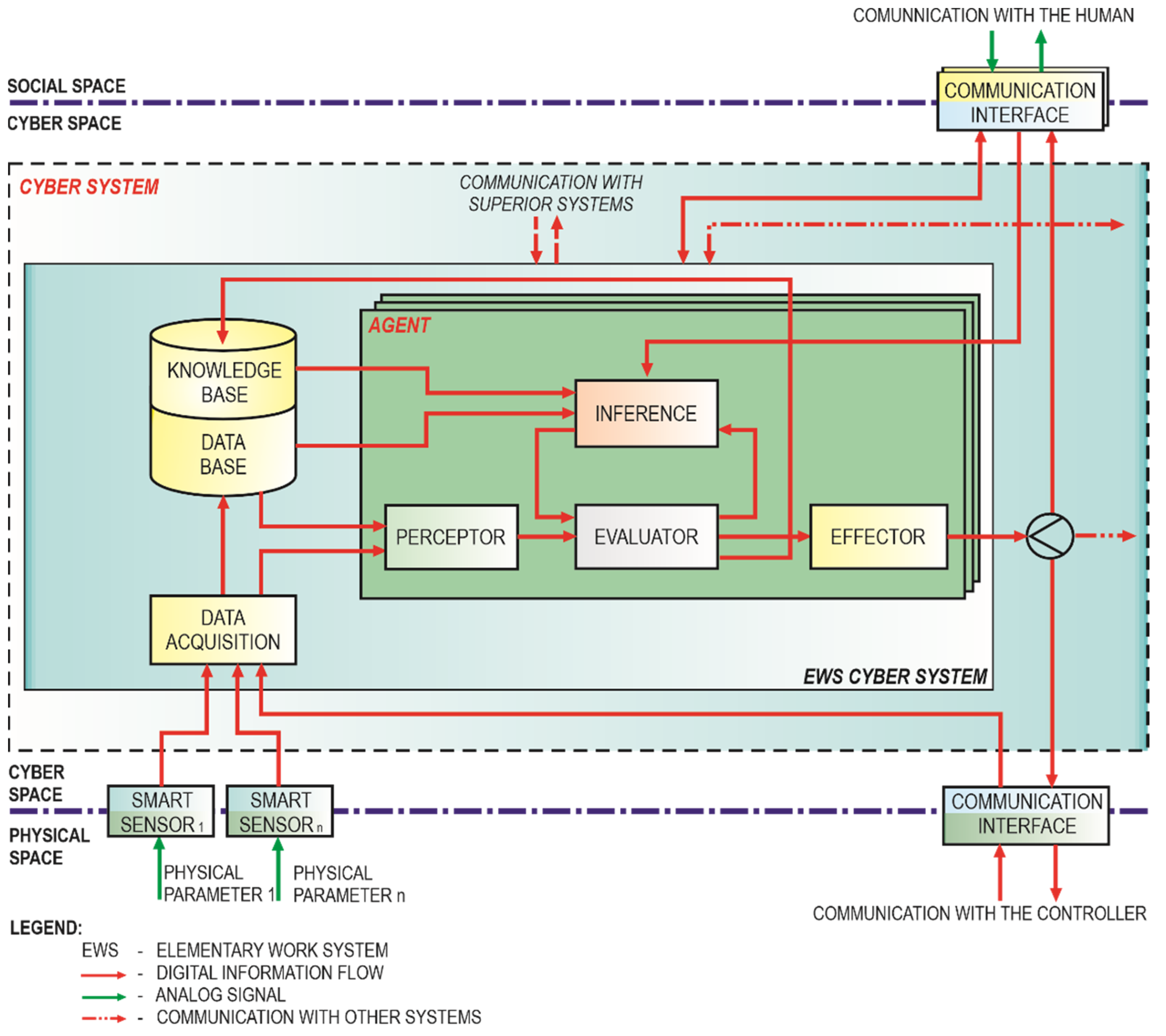
3.2. Cognitive Cyber-Physical Production Systems—A New Concept
Structure of a Cognitive Cyber-Physical Production System
3.3. The Transformation of the Human’s Role in Manufacturing Systems towards Industry 5.0
4. Conclusions
Future Research
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zizic, M.C.; Mladineo, M.; Gjeldum, N.; Celent, L. From Industry 4.0 towards Industry 5.0: A Review and Analysis of Paradigm Shift for the People, Organization and Technology. Energies 2022, 15, 5221. [Google Scholar] [CrossRef]
- Hozdić, E.; Kendić, S.; Jurković, Z. Complex Adaptive Manufacturing System Concept as a Cyber-Physical Production System: Solutions to the Covid-19 Pandemic Challenges. In Cyber-Physical Systems, 1st ed.; Semwal, T., Iqbal, F., Eds.; CRC Press: Boca Raton, FL, USA, 2022; pp. 129–156. [Google Scholar] [CrossRef]
- Hozdić, E.; Kozjek, D.; Butala, P. A cyber-physical approach to the management and control of manufacturing systems. Stroj. Vestnik J. Mech. Eng. 2020, 66, 61–70. [Google Scholar] [CrossRef]
- Davis, J.; Edgar, T.; Porter, J.; Bernaden, J.; Sarli, M. Smart manufacturing, manufacturing intelligence and demand-dynamic performance. Comput. Chem. Eng. 2012, 47, 145–156. [Google Scholar] [CrossRef]
- Monostori, L. Cyber-physical production systems: Roots, expectations and R&D challenges. Procedia CIRP 2014, 17, 9–13. [Google Scholar] [CrossRef]
- Zhang, L.; Luo, Y.; Tao, F.; Li, B.H.; Ren, L.; Zhang, X.; Guo, H.; Cheng, Y.; Hu, A.; Liu, Y. Cloud manufacturing: A new manufacturing paradigm. Enterp. Inf. Syst. 2014, 8, 167–187. [Google Scholar] [CrossRef]
- Wang, X.V.; Wang, L.; Mohammed, A.; Givehchi, M. Ubiquitous manufacturing system based on Cloud: A robotics application. Robot. Comput. Integr. Manuf. 2017, 45, 116–125. [Google Scholar] [CrossRef]
- Morosini, E.; Hartmann, J.; Makuschewitz, T.; Scholz-Reiter, B. Towards Socio-Cyber-Physical Systems in Production Networks. Procedia CIRP 2013, 7, 49–54. [Google Scholar] [CrossRef]
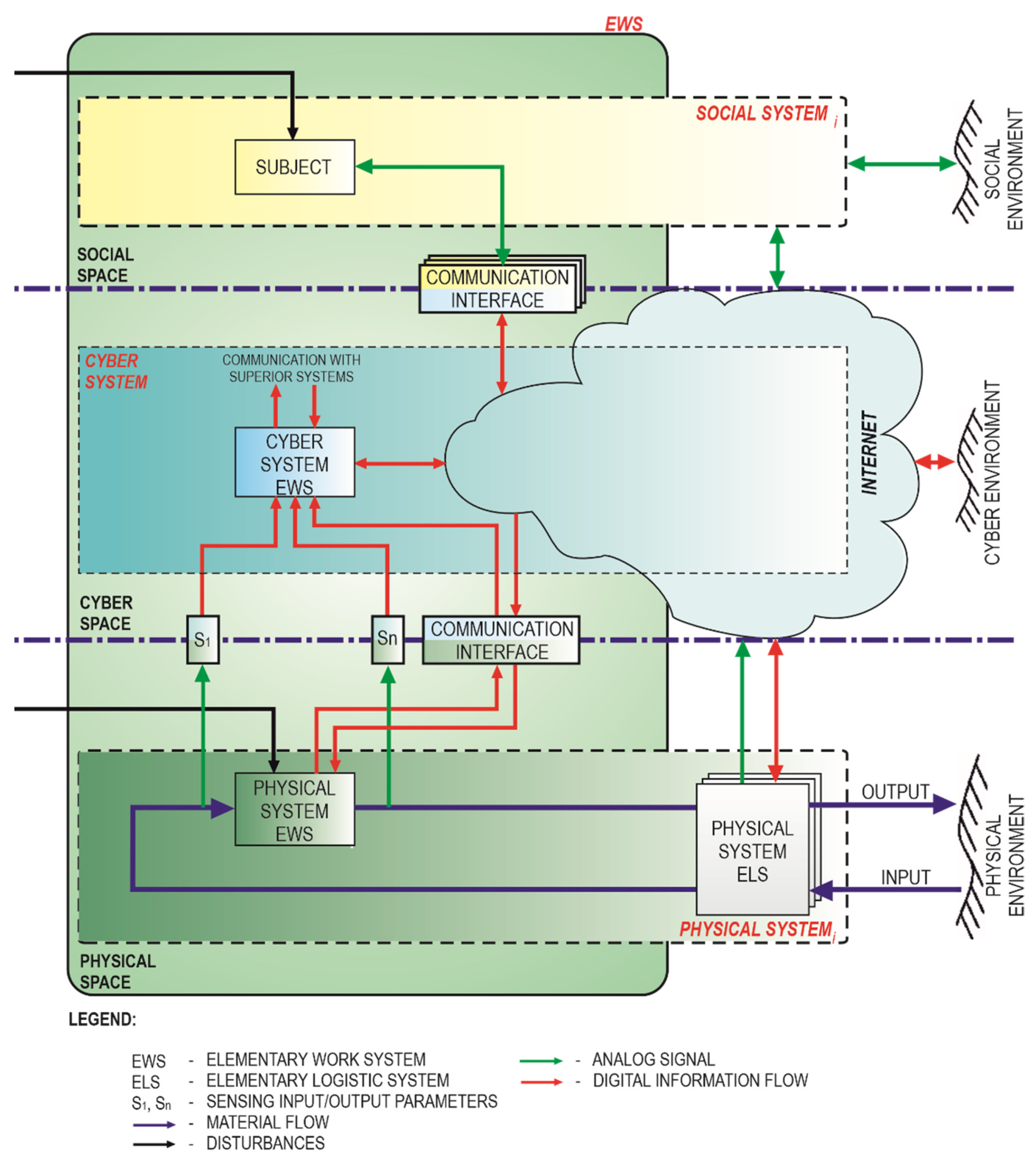
- Hozdić, E.; Butala, P. Concept of Socio-Cyber-Physical Work Systems for Industry 4.0. Tehnički Vjesn. Technol. Gaz. 2020, 27, 399–410. [Google Scholar] [CrossRef]
- Zhou, J.; Li, P.; Zhou, Y.; Wang, B.; Zang, J.; Meng, L. Toward New-Generation Intelligent Manufacturing. Engineering 2018, 4, 11–20. [Google Scholar] [CrossRef]
- Pérez, A.T.E.; Rossit, D.A.; Tohmé, F.; Vásquez, Ó.C. Mass customized/personalized manufacturing in Industry 4.0 and blockchain: Research challenges, main problems, and the design of an information architecture. Inf. Fusion 2022, 79, 44–57. [Google Scholar] [CrossRef]
- World Health Organization (WHO). Coronavieus disease (COVID-19). 2020. Available online: https://www.who.int/emergencies/diseases/novel-coronavirus-2019/situation-reports (accessed on 3 February 2021).
- Romero, D.; Stahre, J. Towards The Resilient Operator 5.0: The Future of Work in Smart Resilient Manufacturing Systems. Procedia CIRP 2021, 104, 1089–1094. [Google Scholar] [CrossRef]
- Tissir, S.; El Fezazi, S.; Cherrafi, A. Lean Management and Industry 4.0 Impact in COVID19 Pandemic Era. In Proceedings of the 5th NA International Conference on Industrial Engineering and Operations Management, Detroit, MI, USA, 10–14 August 2020. [Google Scholar]
- United Nations Conference on Trade and Development (UNCTAD). Impact of the COVID-19: Pandemic on Trade and Development—Transitioning to a New Normal; UN-iLibrary: Geneva, Switzerland, 2021. [Google Scholar] [CrossRef]
- Chen, T.; Lin, C.W. Smart and automation technologies for ensuring the long-term operation of a factory amid the COVID-19 pandemic: An evolving fuzzy assessment approach. Int. J. Adv. Manuf. Technol. 2020, 111, 3545–3558. [Google Scholar] [CrossRef]
- Kumar, A.; Luthra, S.; Mangla, S.K.; Kazançoğlu, Y. COVID-19 impact on sustainable production and operations management. Sustain. Oper. Comput. 2020, 1, 1–7. [Google Scholar] [CrossRef]
- Tao, F.; Cheng, Y.; Zhang, L.; Nee, Y.C.A. Advanced manufacturing systems: Socialization characteristics and trends. J. Intell. Manuf. 2017, 28, 1079–1094. [Google Scholar] [CrossRef]
- ElMaraghy, H.; Monostori, L.; Schuh, G.; ElMaraghy, W. Evolution and future of manufacturing systems. CIRP Ann. 2021, 70, 635–658. [Google Scholar] [CrossRef]
- Monostori, L.; Váncza, J. Towards living manufacturing systems. Procedia CIRP 2020, 93, 323–328. [Google Scholar] [CrossRef]
- Patriarca, R.; Bergström, J.; Di Gravio, G.; Costantino, F. Resilience engineering: Current status of the research and future challenges. Saf. Sci. 2018, 102, 79–100. [Google Scholar] [CrossRef]
- Esmaeilian, B.; Behdad, S.; Wang, B. The evolution and future of manufacturing: A review. J. Manuf. Syst. 2016, 39, 79–100. [Google Scholar] [CrossRef]
- ElMaraghy, H. Smart changeable manufacturing systems. Procedia Manuf. 2019, 28, 3–9. [Google Scholar] [CrossRef]
- Peklenik, J. Fertigungskybernetik, Eine Neue Wissenschaftliche Dusziplin fur die Produktionstechnik; Festvortrag Anlasslich der Verleihung des Georg—Schlesinger Preises 1988 des Landes Berlin: Berlin, Germany, 1988. [Google Scholar]
- Hozdić, E. Socio-Cyber-Physical Systems Alternative for Traditional Manufacturing Structures. In New Technologies, Development and Application II. NT 2019. Lecture Notes in Networks and Systems 76, 1st ed.; Karabegović, I., Ed.; Springer Nature: Cham, Switzerland, 2020. [Google Scholar] [CrossRef]
- Journal Searches, Scopus Indexed Journals. 2023. Available online: https://journalsearches.com/scopus.php (accessed on 16 February 2023).
- Xu, M.; David, J.M.; Kim, S.H. The Fourth Industrial Revolution: Opportunities and Challenges. Int. J. Financ. Res. 2018, 9, 90. [Google Scholar] [CrossRef]
- Schwab, K. The Fourth Industrial Revolution; World Economic Forum: Geneva, Switzerland, 2016. [Google Scholar]
- Fay, A.; Gehlhoff, F.; Seitz, M.; Vogel-Heuser, B.; Baumgaertel, H.; Dietrich, C.; Lüder, A.; Schöler, T.; Sutschet, G.; Verbeet, R. Agents for the realisation of Industrie 4.0. VDI Status Rep. 2019, 20. [Google Scholar] [CrossRef]
- Laperrière, L.; Reinhart, G. CIRP Encyclopedia of Production Engineering; Springer: Berlin/Heidelberg, Germany, 2014. [Google Scholar] [CrossRef]
- Merchant, M.E. The Manufacturing System Concept in Production Engineering Research. CIRP Annals 1962, 2, 77. [Google Scholar]
- Peklenik, J. Complexity in Manufacturing Systems. Manuf. Syst. 1995, 24, 17–25. [Google Scholar]
- Wiener, N. Cybernetics or Control and Communication in the Animal and the Machine; The Massachusetts Institute of Technology: Cambridge, MA, USA, 1948. [Google Scholar]
- Gibson, W.F. Neuromancer; Berkley Publishing Group: New York, NY, USA, 1984. [Google Scholar]
- Gill, H. NSF perspective and status on cyber-physical systems. In Proceedings of the National Workshop on Cyber-Physical Systems, Austin, TX, USA, 16–17 October 2006; Volume 35. [Google Scholar]
- Lee, E.A. Cyber Physical Systems: Design Challenges. In Proceedings of the 11th IEEE International Symposium on Object/Component/Service-Oriented Real-Time Distributed Computing (ISORC), Orlando, FL, USA, 5–7 May 2008; pp. 363–369. [Google Scholar] [CrossRef]
- Monostori, L.; Kádár, B.; Bauernhansl, T.; Kondoh, S.; Kumara, S.; Reinhart, G.; Sauer, O.; Schuh, G.; Sihn, W.; Ueda, K. Cyber-physical systems in manufacturing. CIRP Ann. 2016, 65, 621–641. [Google Scholar] [CrossRef]
- Kühnle, H.; Bitsch, G. Elements of Manufacturing Networks, Cyber-Physical Production Systems and Smart Automation. In Foundations and Principles of Distributed Manufacturing, 1st ed.; Springer International Publishing: Cham, Switzerland, 2015. [Google Scholar] [CrossRef]
- Wahlster, W. Industrie 4.0; Cyber-Physical Production systems for Mass Customization. German-Chez Workshop on Industrie 4.0. Prague. 2016. Available online: www.dfki.de (accessed on 11 April 2016).
- Bauernhansl, T.; ten Hompel, M.; Vogel-Heuser, B. Industrie 4.0 in Produktion, Automatisierung und Logistik, 1st ed.; Springer Fachmedien Wiesbaden: Wiesbaden, Germany, 2014. [Google Scholar] [CrossRef]
- Kagermann, H.; Wahlster, W.; Helbig, J. Securing the Future of German Manufacturing Industry: Recommendations for Implementing the Strategic Initiative Industrie 4.0. Final Report of the Industrie 4.0 Working Group. Acatech National Academy of Science and Engineering, Frankfurt an Main, 2013, 678p. Available online: www.scirp.org/(S(lz5mqp453edsnp55rrgjct55.))/reference/referencespapers.aspx?referenceid=2966479 (accessed on 11 April 2016).
- Spath, D.; Gerlach, S.; Schlund, S. Cyber-physical system for self-organised and flexible labour utilisation. In Proceedings of the 22nd International Conference on Production Research, ICPR 2013, Parana, Brazil, 28 July–1 August 2013. [Google Scholar]
- Brennen, S.; Kreiss, D. Digitalization. Int. Encycl. Commun. Theory Philos. 2016. Available online: http://culturedigitally.org/2014/09/digitalization-and-digitization/ (accessed on 10 February 2016).
- Henriette, E.; Feki, M.; Boughzala, I. The Shape of Digital Transformation: A Systematic Literature Review. In Proceedings of the 9th Mediterranean Conference on Information Systems, Samos, Greece, 2–5 October 2015. [Google Scholar]
- Pfeifer, R.; Scheier, C. Understanding Intelligence; MIT Press: Cambridge, UK, 2001. [Google Scholar]
- Legg, S. 71 Definitions of Intelligence. 2023. Available online: https://www.calculemus.org/lect/08szt-intel/materialy/DefinitionsofIntelligence.html (accessed on 17 February 2023).
- Sternberg, R.J. Beyond IQ: A Triarchic Theory of Intelligence; Cambridge University Press: Cambridge, UK, 1985. [Google Scholar]
- Haenlein, M.; Kaplan, A. A Brief History of Artificial Intelligence: On the Past, Present, and Future of Artificial Intelligence. Calif. Manag. Rev. 2019, 61, 5–14. [Google Scholar] [CrossRef]
- Poole, D.L.; Mackworth, A.K. Artificial Intelligence: Foundations of Computational Agents; Cambridge University Press: Cambridge, UK, 2010. [Google Scholar]
- Strnad, D.; Guid, N. Umetna Inteligenca (Artificial Intelligence); University of Maribor: Maribor, Slovenia, 2015. [Google Scholar]
- Goodfellow, I.; Bengio, Y.; Courville, A. Deep Learning; MIT Press: Cambridge, UK, 2016. [Google Scholar]
- Sigmoid, GPT-3: All You Need to Know about the AI Language. (Released, Microsoft with 17 BN parameters!). 2023. Available online: https://www.sigmoid.com/blogs/gpt-3-all-you-need-to-know-about-the-ai-language-model/#:~:text=ItspredecessorGPT-2 (accessed on 18 February 2023).
- Manning, C.D.; Raghavan, P.; Schütze, H. Introduction to Information Retrieval; Cambridge University Press: Cambridge, UK, 2008. [Google Scholar]
- Mansueto Ventures, I. Robotics. 2023. Available online: https://www.inc.com/encyclopedia/robotics.html (accessed on 18 February 2023).
- Deng, J.; Dong, W.; Socher, R.; Li, L.-J.; Kai, L.; Li, F.F. ImageNet: A large-scale hierarchical image database. In Proceedings of the 2009 IEEE Conference on Computer Vision and Pattern Recognition, Miami, FL, USA, 20–25 June 2009. [Google Scholar]
- Eiben, A.E.; Smith, J.E. Introduction to Evolutionary Computing; Springer: Berlin, Germany, 2015. [Google Scholar]
- Olan, F.; Suklan, J.; Arakpogun, E.O.; Robson, A. Advancing Consumer Behavior: The Role of Artificial Intelligence Technologies and Knowledge Sharing. IEEE Trans. Eng. Manag. 2022, 1–13. [Google Scholar] [CrossRef]
- Kelleher, D.; D’Arcy, A.; Namee, M.B. Fundamentals of Machine Learning for Predictive Data Analytics: Algorithms, Worked Examples, and Case Studies; Cambridge University Press: Cambridge, UK, 2020. [Google Scholar]
- Wooldridge, M.; Jennings, N.R. Intelligent agents: Theory and practice. Knowl. Eng. Rev. 1995, 10, 115–152. [Google Scholar] [CrossRef]
- Leitão, P. Agent-based distributed manufacturing control: A state-of-the-art survey. Eng. Appl. Artif. Intell. 2009, 22, 979–991. [Google Scholar] [CrossRef]
- Monostori, L. AI and machine learning techniques for managing complexity, changes and uncertainties in manufacturing. Eng. Appl. Artif. Intell. 2003, 16, 277–291. [Google Scholar] [CrossRef]
- Monostori, L.; Vancza, J.; Kumara, S.R.T. Agent-based systems for manufacturing. CIRP Annals 2006, 55, 697–720. [Google Scholar] [CrossRef]
- Leitão, P.; Karnouskos, S. Industrial Agnets: Emerging Applications of Software Agents in Industry, 1st ed.; Elsevier: Amsterdam, The Netherlands, 2015. [Google Scholar]
- Leitao, P.; Marik, V.; Vrba, P. Past, Present, and Future of Industrial Agent Applications. IEEE Trans. Ind. Inform. 2013, 9, 2360–2372. [Google Scholar] [CrossRef]
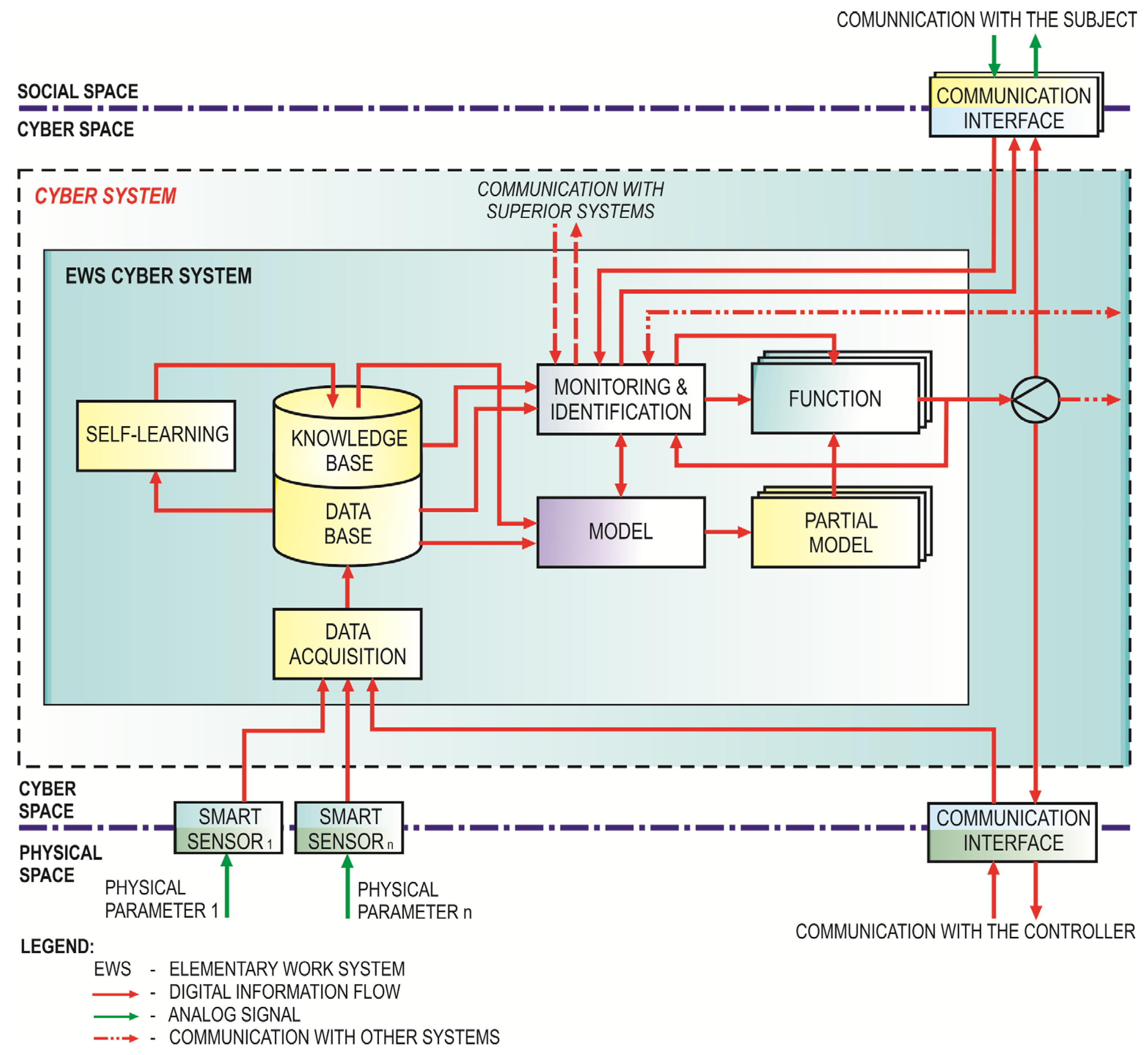
- Hozdić, E. Integrating Cyber and Physical Environments for Adaptive Process Control in Work Systems. Handbook of Research on Integrating Industry 4.0 in Business and Manufacturing; Karabegović, I., Kovačević, A., Banjanović, M.L., Dašić, P., Eds.; Springer: Berlin/Heidelberg, Germany, 2020; pp. 164–191. [Google Scholar] [CrossRef]
- Özdemir, V.; Hekim, N. Birth of Industry 5.0: Making Sense of Big Data with Artificial Intelligence, ‘The Internet of Things’ and Next-Generation Technology Policy. Omi. J. Integr. Biol. 2018, 22, 65–76. [Google Scholar] [CrossRef]
- Nahavandi, S. Industry 5.0—A Human-Centric Solution. Sustainability 2019, 11, 4371. [Google Scholar] [CrossRef]
- Lu, Y.; Zheng, H.; Chand, S.; Xia, W.; Liu, Z.; Xu, X.; Wang, L.; Qin, Z.; Bao, J. Outlook on human-centric manufacturing towards Industry 5.0. J. Manuf. Syst. 2022, 62, 612–627. [Google Scholar] [CrossRef]
- Mourtzis, D. Towards the 5th Industrial Revolution: A literature review and a framework for Process Optimization Based on Big Data Analytics and Semantics. J. Mach. Eng. 2021, 21, 5–39. [Google Scholar] [CrossRef]
- Nardo, M.; Forino, D.; Murino, T. The evolution of man–machine interaction: The role of human in Industry 4.0 paradigm. Prod. Manuf. Res. 2020, 8, 20–34. [Google Scholar] [CrossRef]
- Margherita, E.G.; Braccini, A.M. Socio-technical perspectives in the Fourth Industrial Revolution—Analysing the three main visions: Industry 4.0, the socially sustainable factory of Operator 4.0 and Industry 5.0. In Proceedings of the 7th International Workshop on Socio-Technical Perspective in IS Development (STPIS 2021), Trento, Italy, 14–15 October 2021. [Google Scholar]
- Maddikunta, P.K.R.; Pham, Q.-V.; Prabadevi, B.; Deepa, N.; Dev, K.; Gadekallu, T.R.; Ruby, R.; Liyanage, M. Industry 5.0: A survey on enabling technologies and potential applications. J. Ind. Inf. Integr. 2022, 26, 100257. [Google Scholar] [CrossRef]
- European Commission. Industry 5.0: Towards a Sustainable, Human-Centic and Resilient European Industry. R&I Paper Series, Policy Brief, 19 April 2021. Available online: https://ec.europa.eu/info/publications/industry-50_en (accessed on 16 February 2023).
- European Commission; Directorate-General for Research and Innovation; Müller, J. Enabling Technologies for Industry 5.0: Results of a Workshop with Europe’s Technology Leaders, Publications Office, 30 September 2020. Available online: https://data.europa.eu/doi/10.2777/082634 (accessed on 16 February 2023).
- Bitsch, G. Conceptions of Man in Human-Centric Cyber-Physical Production Systems. Procedia CIRP 2022, 107, 1439–1443. [Google Scholar] [CrossRef]
- Spreafico, C.; Landi, D. Using Product Design Strategies to Implement Circular Economy: Differences between Students and Professional Designers. Sustainability 2022, 14, 1122. [Google Scholar] [CrossRef]
- Rožanec, J.M.; Novalija, I.; Zajec, P.; Kenda, K.; Ghinani, H.T.; Suh, S.; Veliou, E.; Papamartzivanos, D.; Giannetsos, T.; Menesidou, S.A.; et al. Human-centric artificial intelligence architecture for industry 5.0 applications. Int. J. Prod. Res. 2022, 1–26. [Google Scholar] [CrossRef]
- Xu, X.; Lu, Y.; Vogel-Heuser, B.; Wang, L. Industry 4.0 and Industry 5.0—Inception, conception and perception. J. Manuf. Syst. 2021, 61, 530–535. [Google Scholar] [CrossRef]
- Demir, K.A.; Döven, G.; Sezen, B. Industry 5.0 and Human-Robot Co-working. Procedia Comput. Sci. 2019, 158, 688–695. [Google Scholar] [CrossRef]
- Pathak, P.; Pal, R.P.; Shrivastava, M.; Ora, P. Fifth Revolution: Applied AI & Human Intelligence with Cyber Physical Systems. Int. J. Eng. Adv. Technol. 2019, 8, 23–27. [Google Scholar]
- Grabowska, S.; Saniuk, S.; Gajdzik, B. Industry 5.0: Improving humanization and sustainability of Industry 4.0. Scientometrics 2022, 127, 3117–3144. [Google Scholar] [CrossRef]
- Longo, F.; Padovano, A.; Umbrello, S. Value-Oriented and Ethical Technology Engineering in Industry 5.0: A Human-Centric Perspective for the Design of the Factory of the Future. Appl. Sci. 2020, 10, 4182. [Google Scholar] [CrossRef]
- Bednar, P.M.; Welch, C. Socio-Technical Perspectives on Smart Working: Creating Meaningful and Sustainable Systems. Inf. Syst. Front. 2020, 22, 281–298. [Google Scholar] [CrossRef]
- ElMaraghy, H.; ElMaraghy, W. Adaptive Cognitive Manufacturing System (ACMS)—A new paradigm. Int. J. Prod. Res. 2022, 60, 7436–7449. [Google Scholar] [CrossRef]
- Vrabič, R.; Škulj, G.; Sluga, A.; Butala, P. Towards Ubiquitous Manufacturing Systems: ICT Infrastructure for a Global Manufacturing Network. In Proceedings of the 44th CIRP Conference on Manufacturing Systems, Madison, WI, USA, 31 May–3 June 2011; pp. 1–6. [Google Scholar]
- Brettel, M.; Friederichsen, N.; Keller, M.; Rosenberg, N. How virtualization, decentralization and network building change the manufacturing landscape: An Industry 4.0 Perspective. World Acad. Sci. Eng. Technol. Int. J. Inf. Commun. Eng. 2014, 8, 37–44. [Google Scholar] [CrossRef]
- Butala, P.; Sluga, A. Dynamic structuring of distributed manufacturing systems. Adv. Eng. Inform. 1998, 16, 127–133. [Google Scholar] [CrossRef]
- Hozdić, E. An Ontology Based Approach for Production Planning and Control of Cyber-Physical Production Systems. In Handbook of Research on Integrating Industry 4.0 in Business and Manufacturing; Karabegović, I., Kovačević, A., Banjanović, M.L., Dašić, P., Eds.; Springer: Berlin/Heidelberg, Germany, 2020. [Google Scholar]
- Sluga, A.; Butala, P.; Bervar, G. A multi-agent approach to process planning and fabrication in distributed manufacturing. Comput. Ind. Eng. 1998, 35, 455–458. [Google Scholar] [CrossRef]
- Akundi, A.; Euresti, D.; Luna, S.; Ankobiah, W.; Lopes, A.; Edinbarough, I. State of Industry 5.0—Analysis and Identification of Current Research Trends. Appl. Syst. Innov. 2022, 5, 27. [Google Scholar] [CrossRef]

















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hozdić, E.; Makovec, I. Evolution of the Human Role in Manufacturing Systems: On the Route from Digitalization and Cybernation to Cognitization. Appl. Syst. Innov. 2023, 6, 49. https://doi.org/10.3390/asi6020049
Hozdić E, Makovec I. Evolution of the Human Role in Manufacturing Systems: On the Route from Digitalization and Cybernation to Cognitization. Applied System Innovation. 2023; 6(2):49. https://doi.org/10.3390/asi6020049
Chicago/Turabian StyleHozdić, Elvis, and Igor Makovec. 2023. "Evolution of the Human Role in Manufacturing Systems: On the Route from Digitalization and Cybernation to Cognitization" Applied System Innovation 6, no. 2: 49. https://doi.org/10.3390/asi6020049