
Enhancement of Mechanical Behaviors and Microstructure Evolution of Nano-Nb2O5/AZ31 Composite Processed via Equal-Channel Angular Pressing (ECAP)





Abstract
:1. Introduction
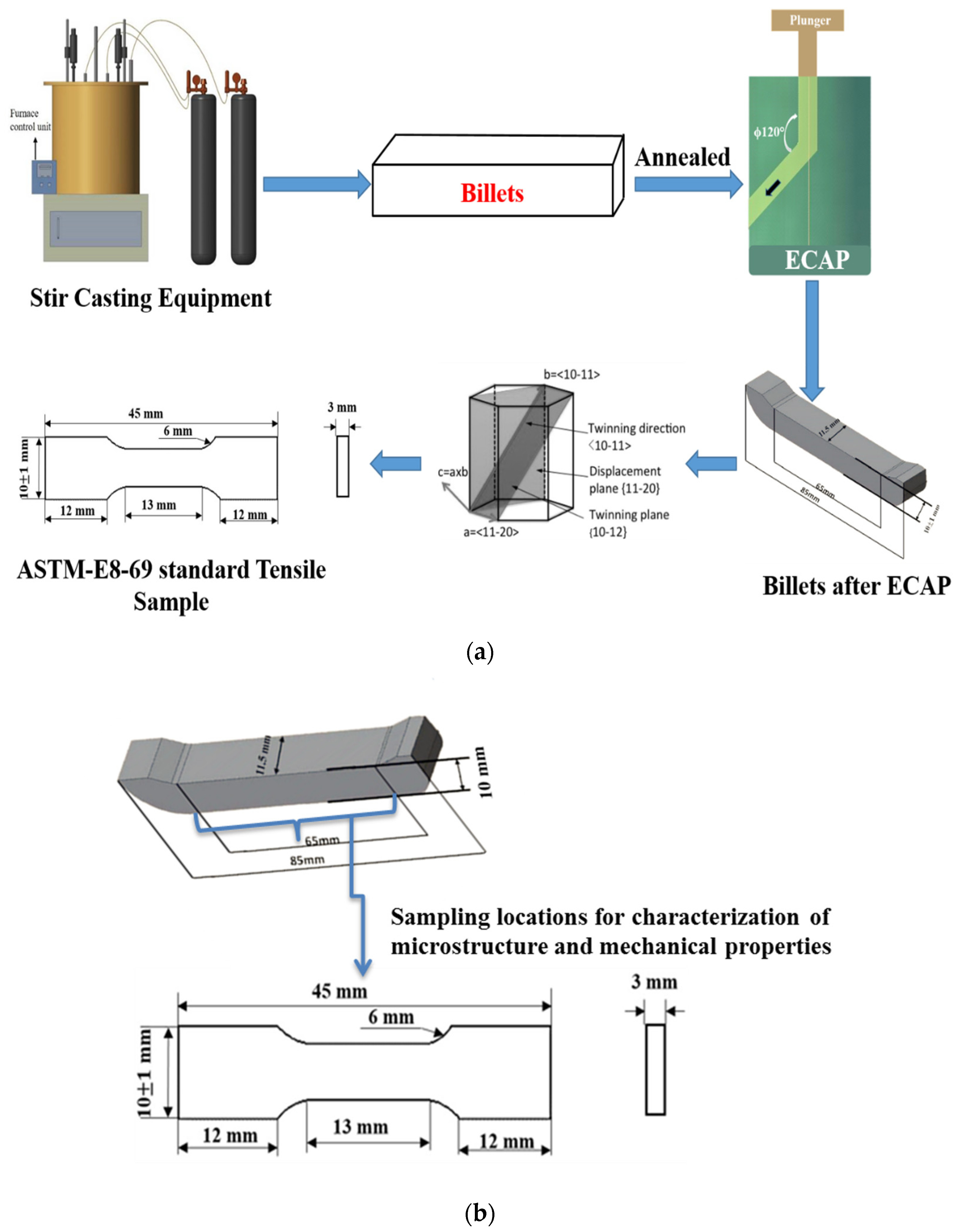
2. Experimental Procedures
Composite Preparation
3. Results
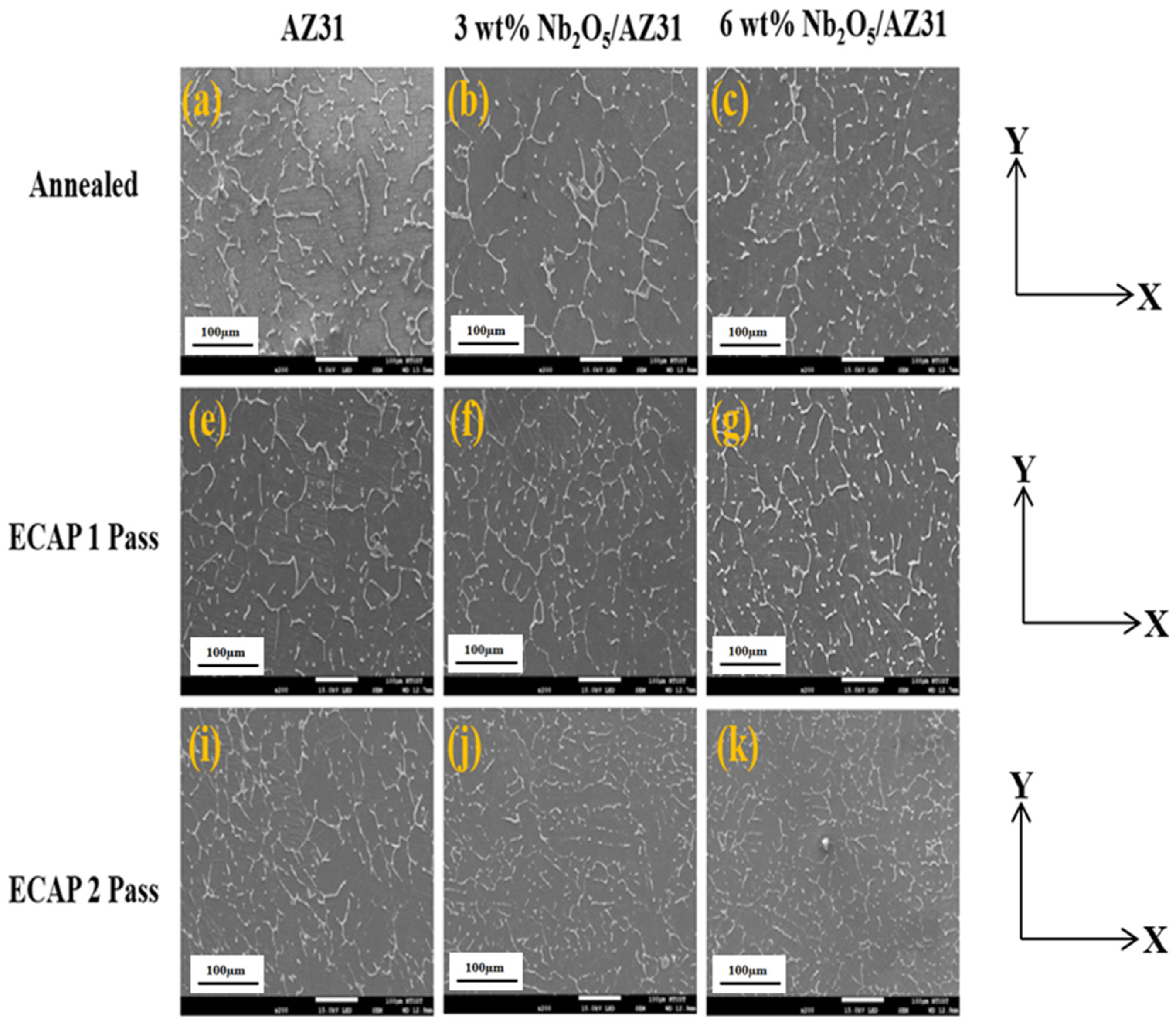
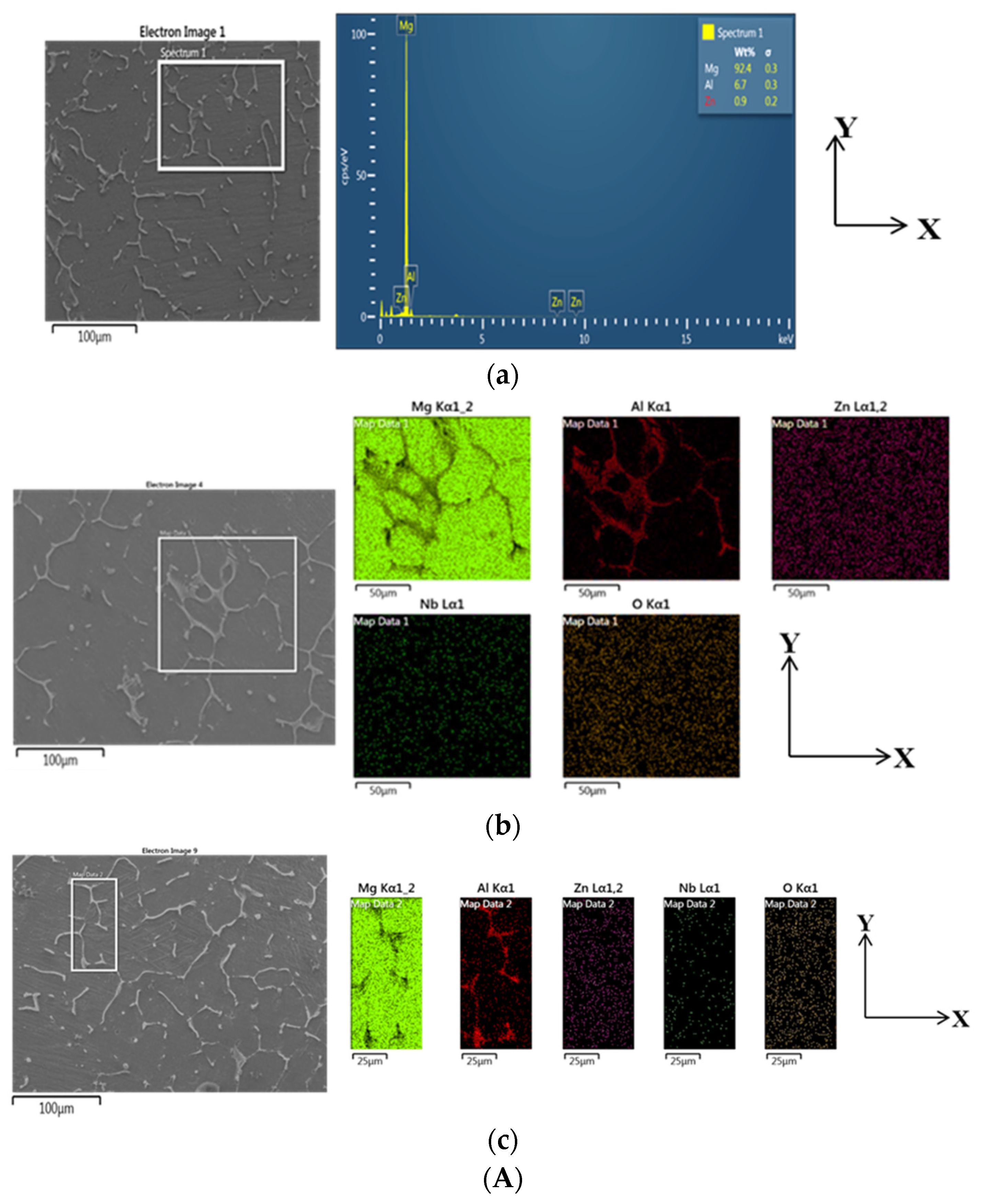
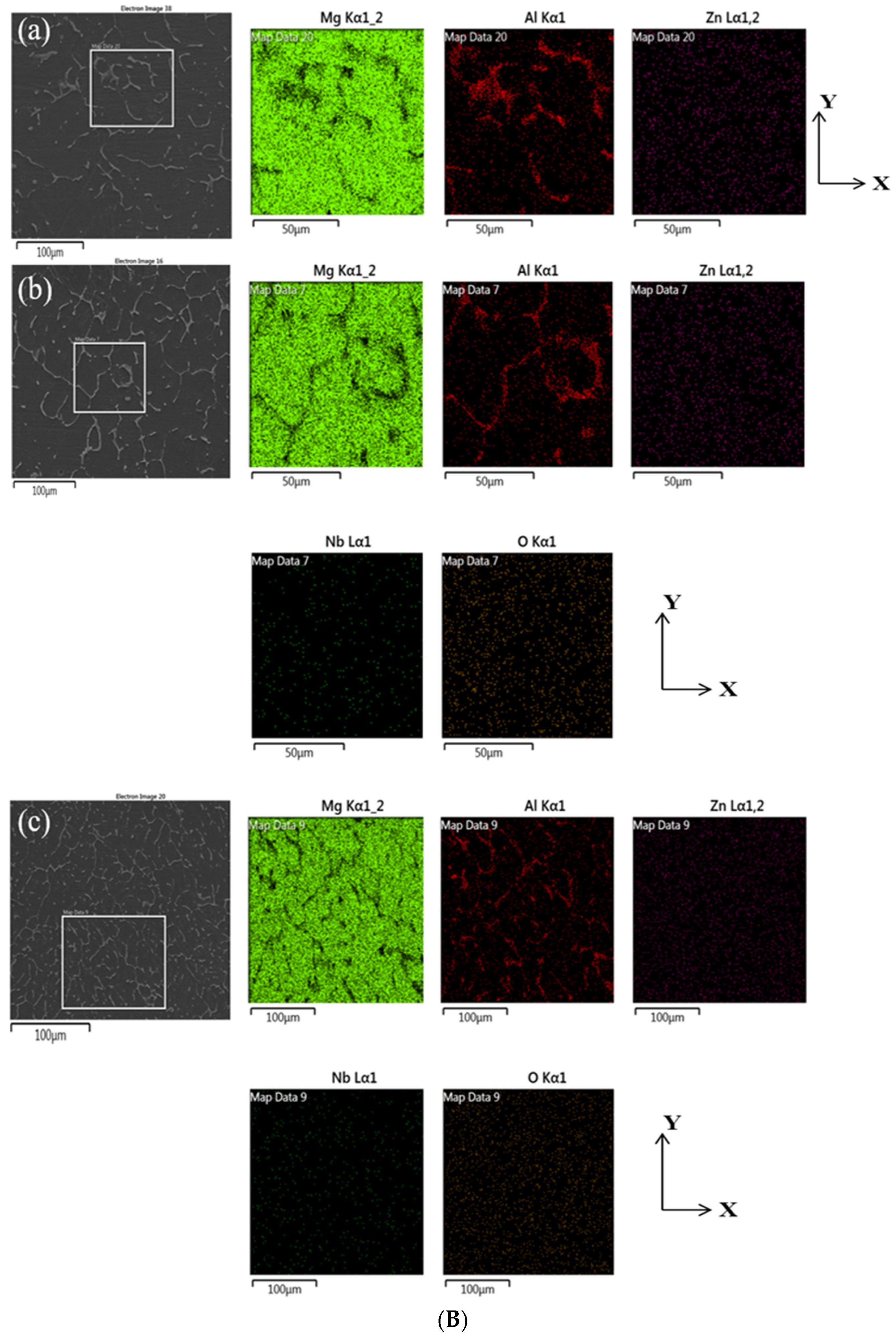
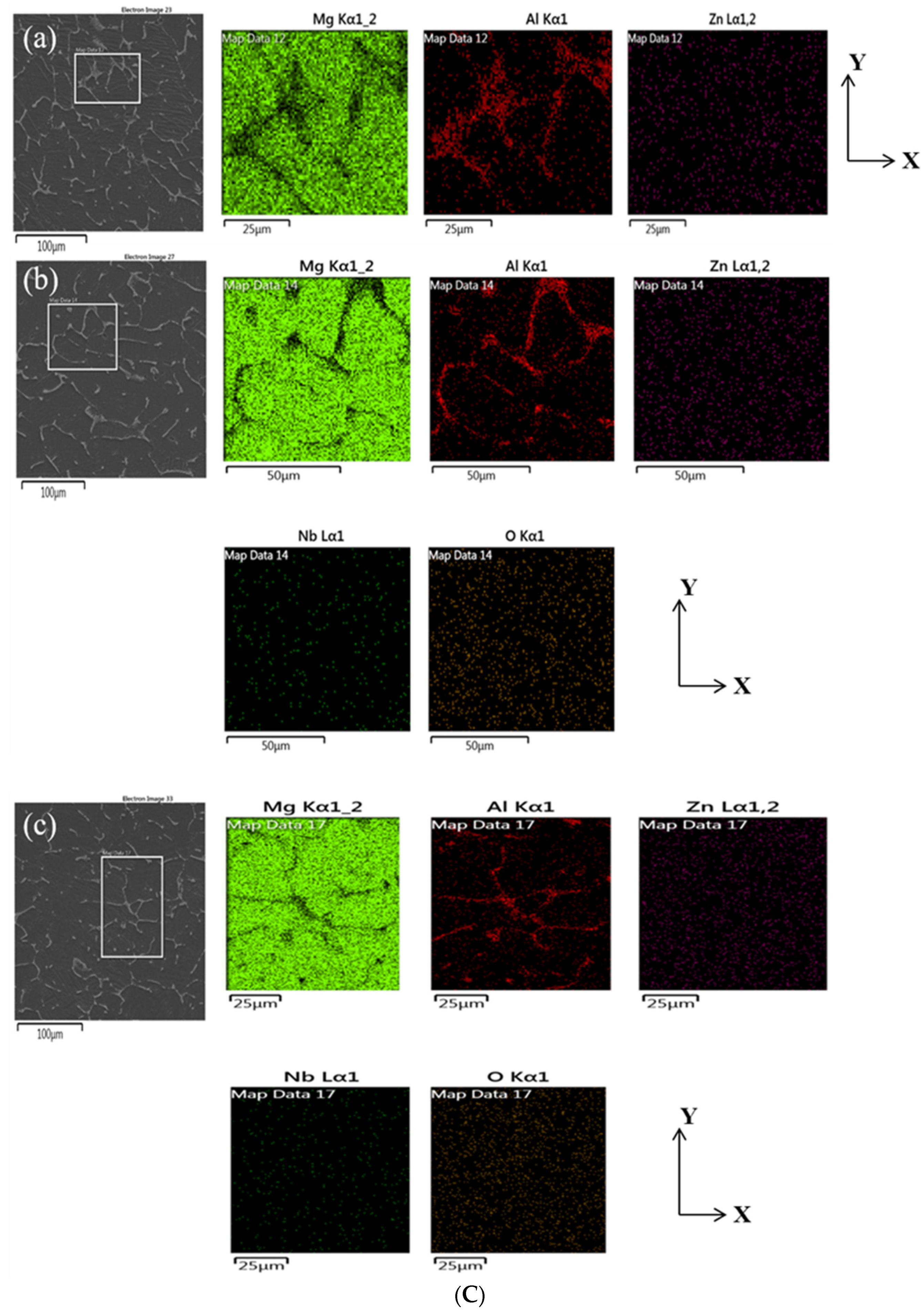
3.1. Microstructure Characteristics
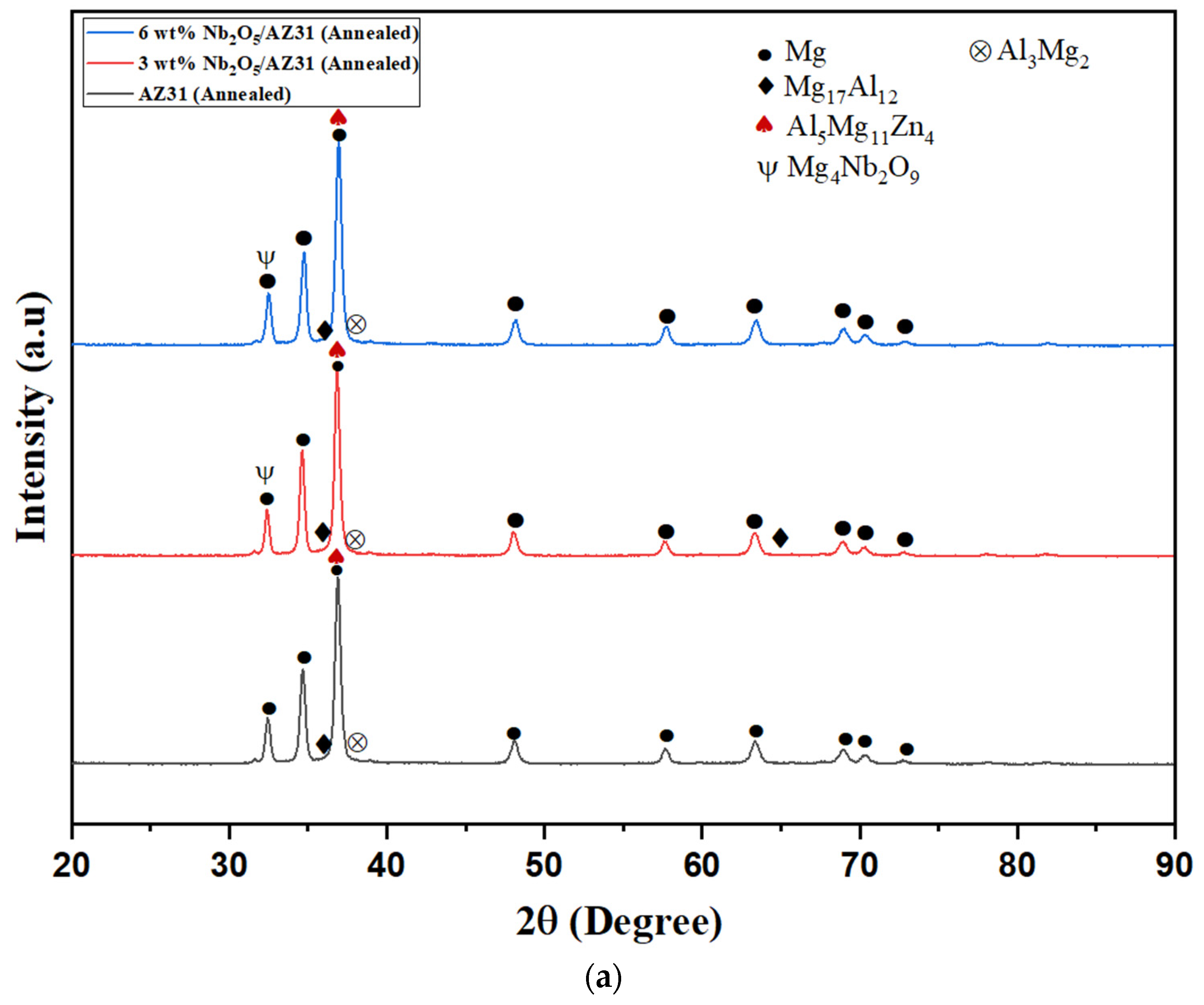
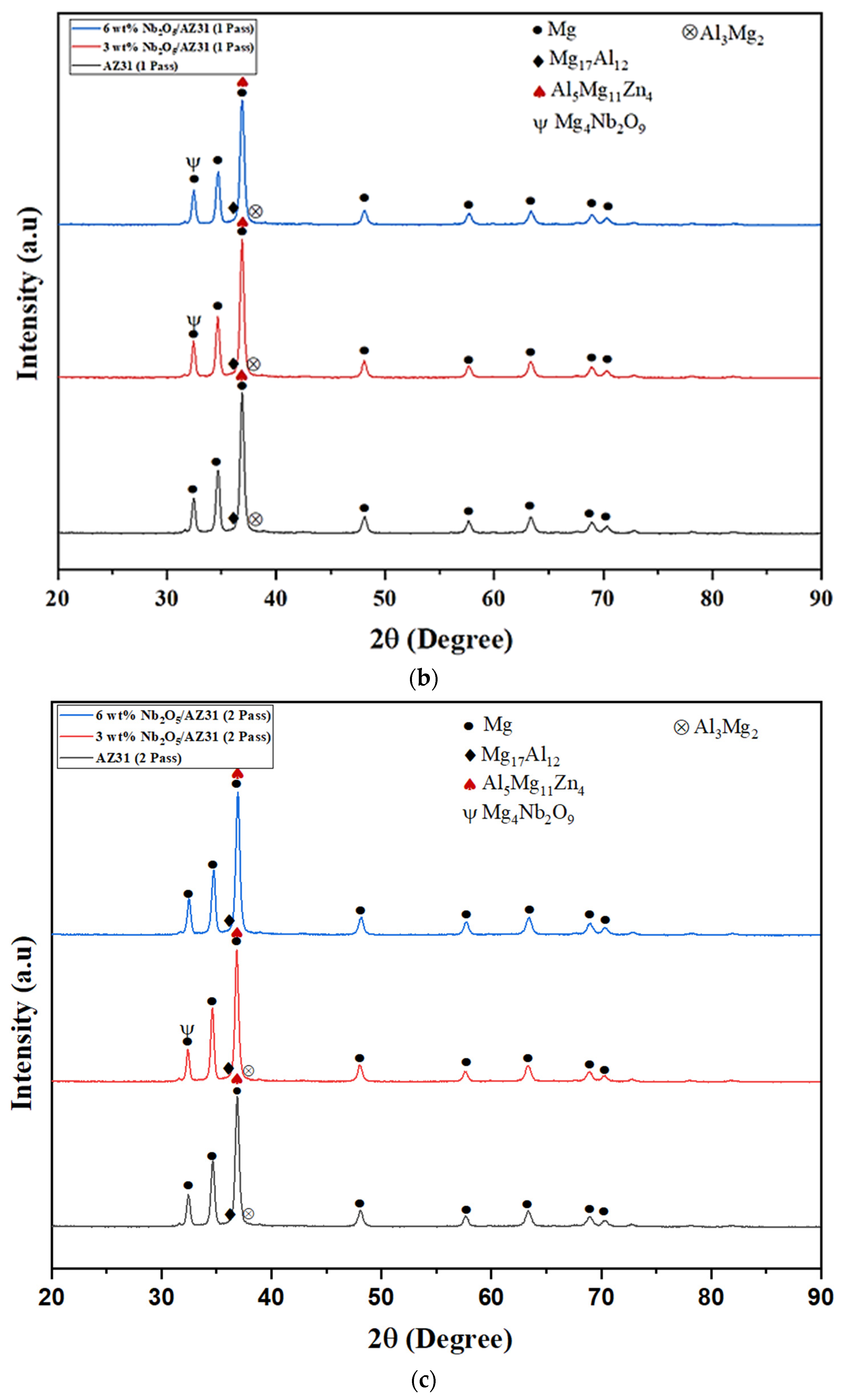
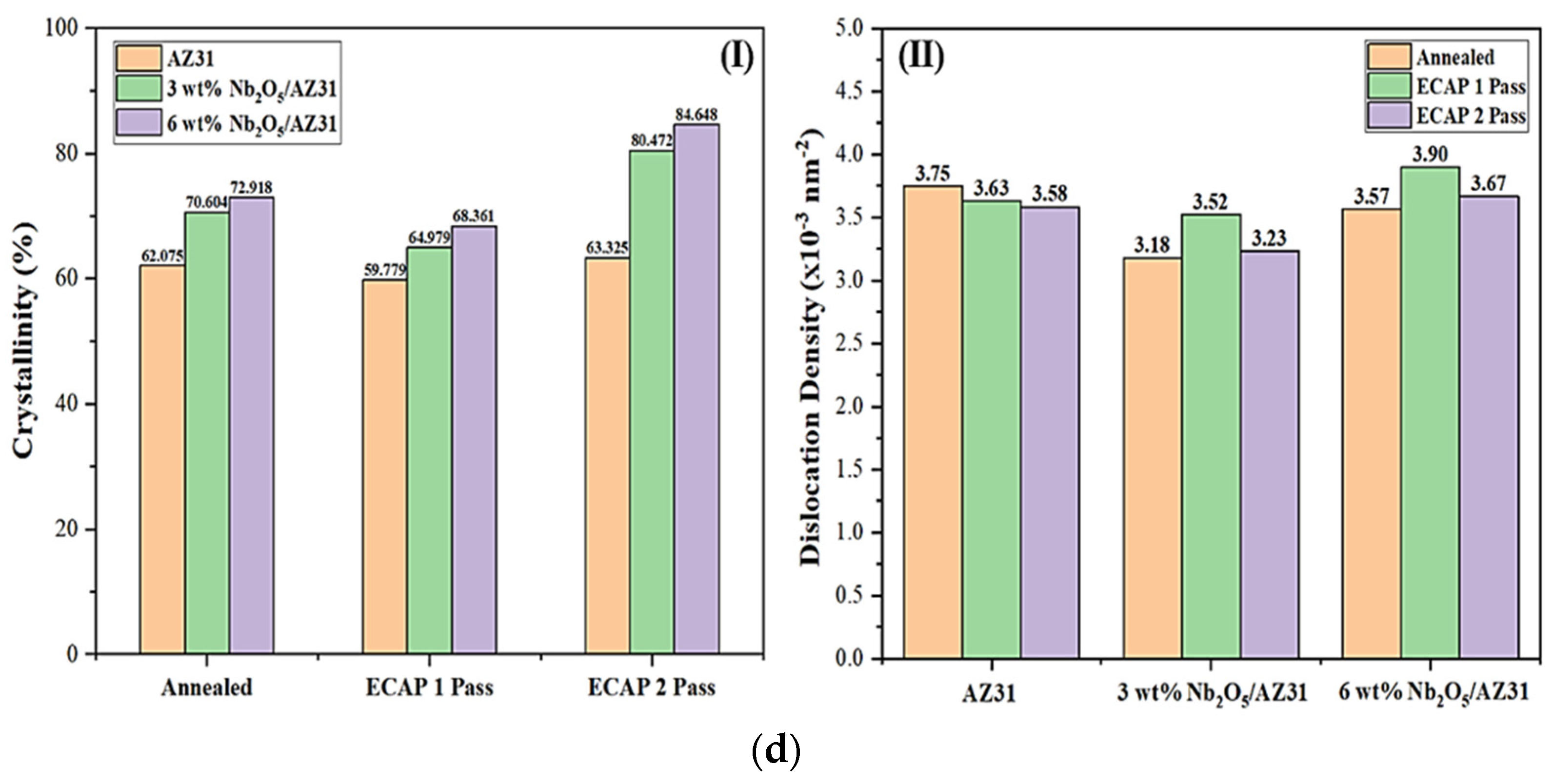
3.2. XRD Analysis
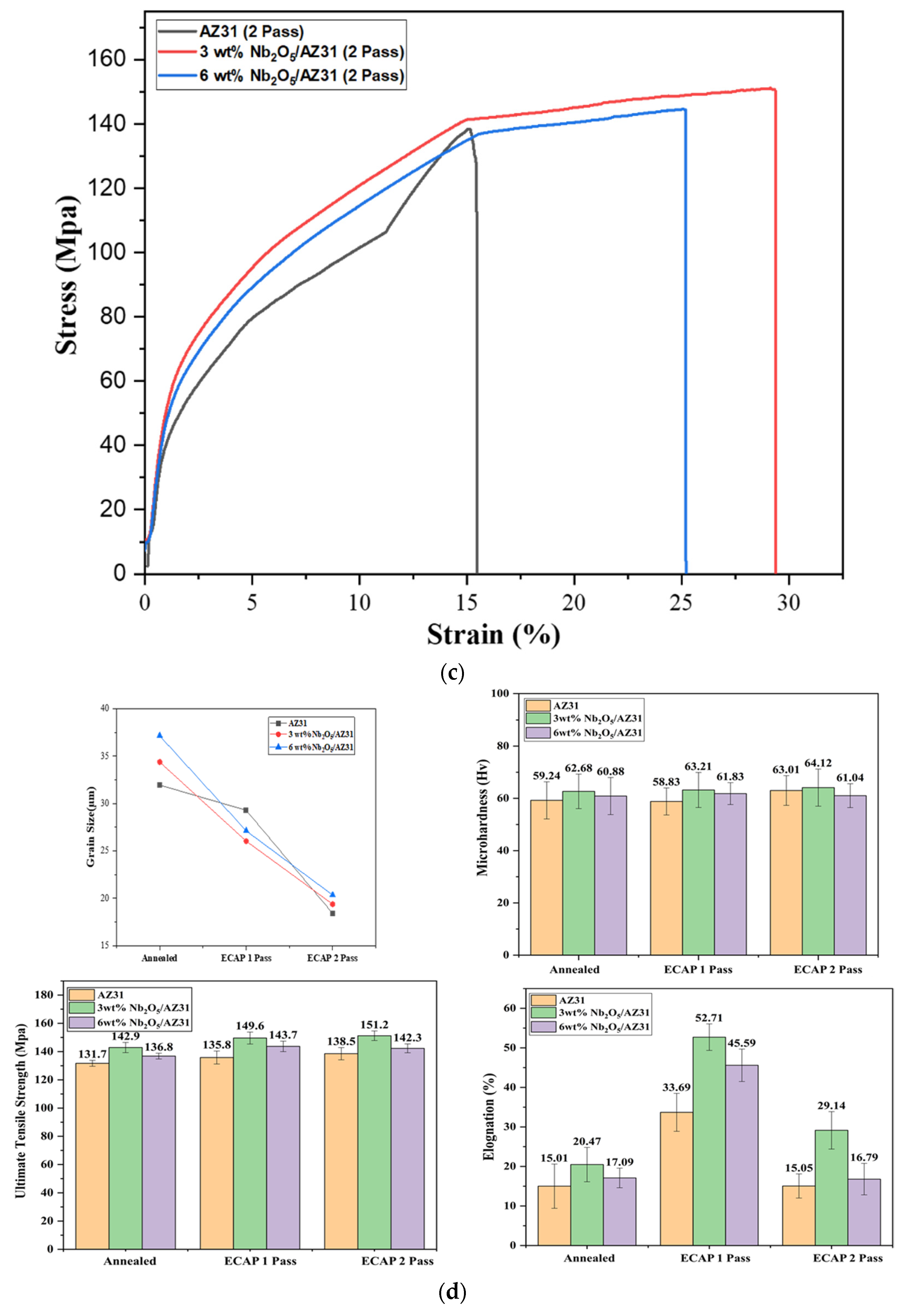
3.3. Microhardness
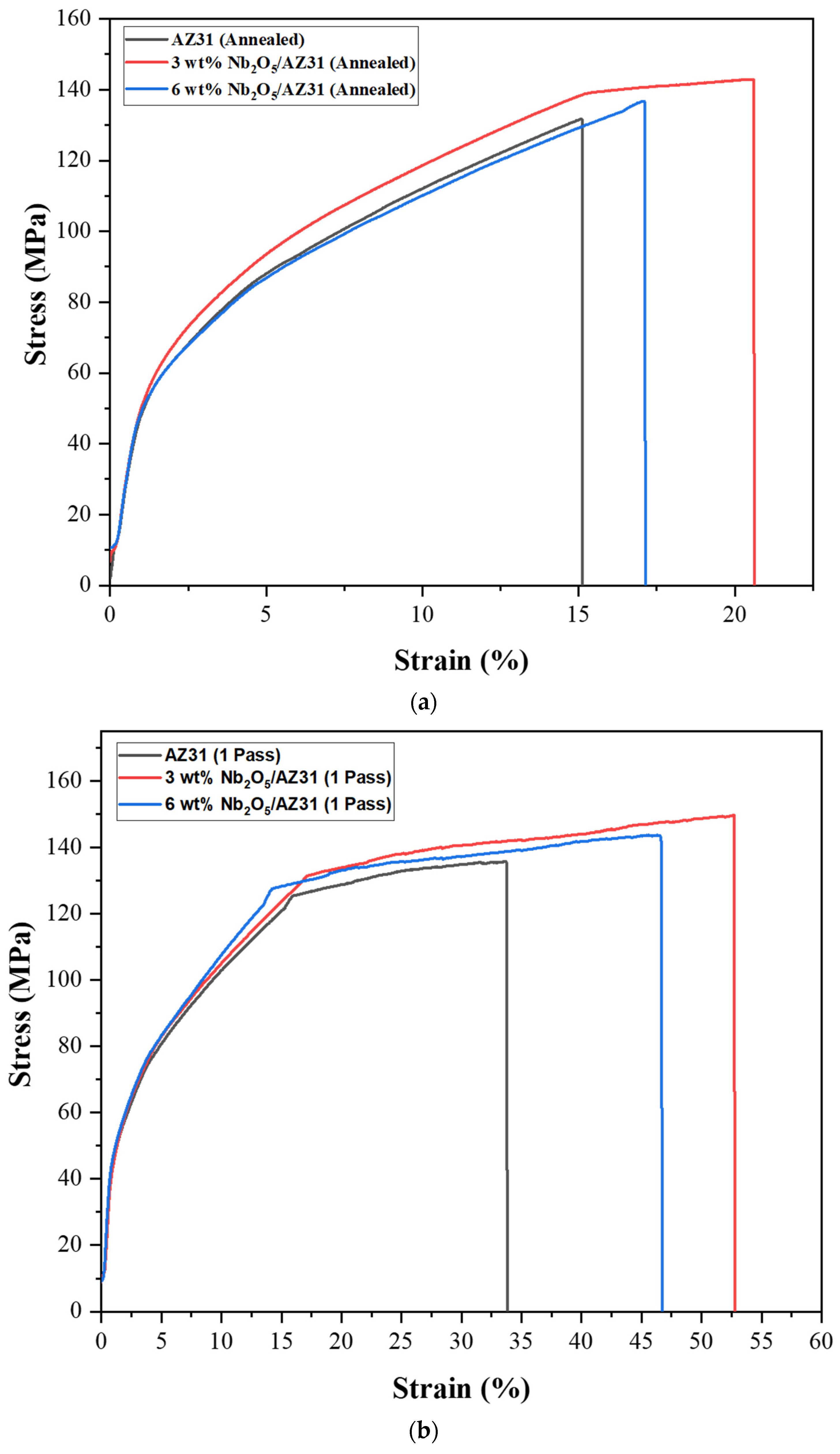
3.4. Tensile Properties
4. Discussion
4.1. Microstructural Characteristics
4.2. XRD Analysis
4.3. Mechanical Properties
4.3.1. Microhardness
4.3.2. Tensile Properties
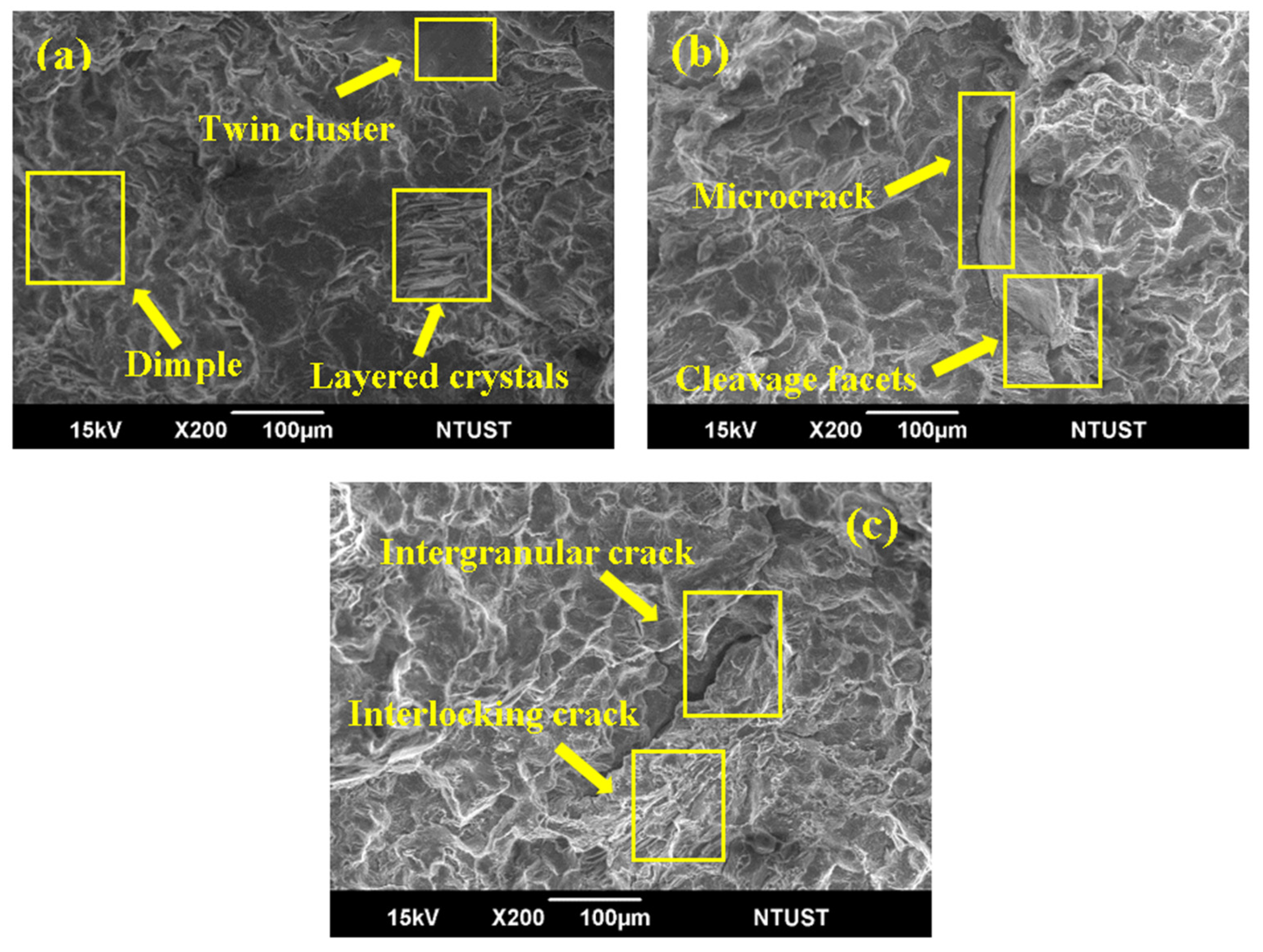
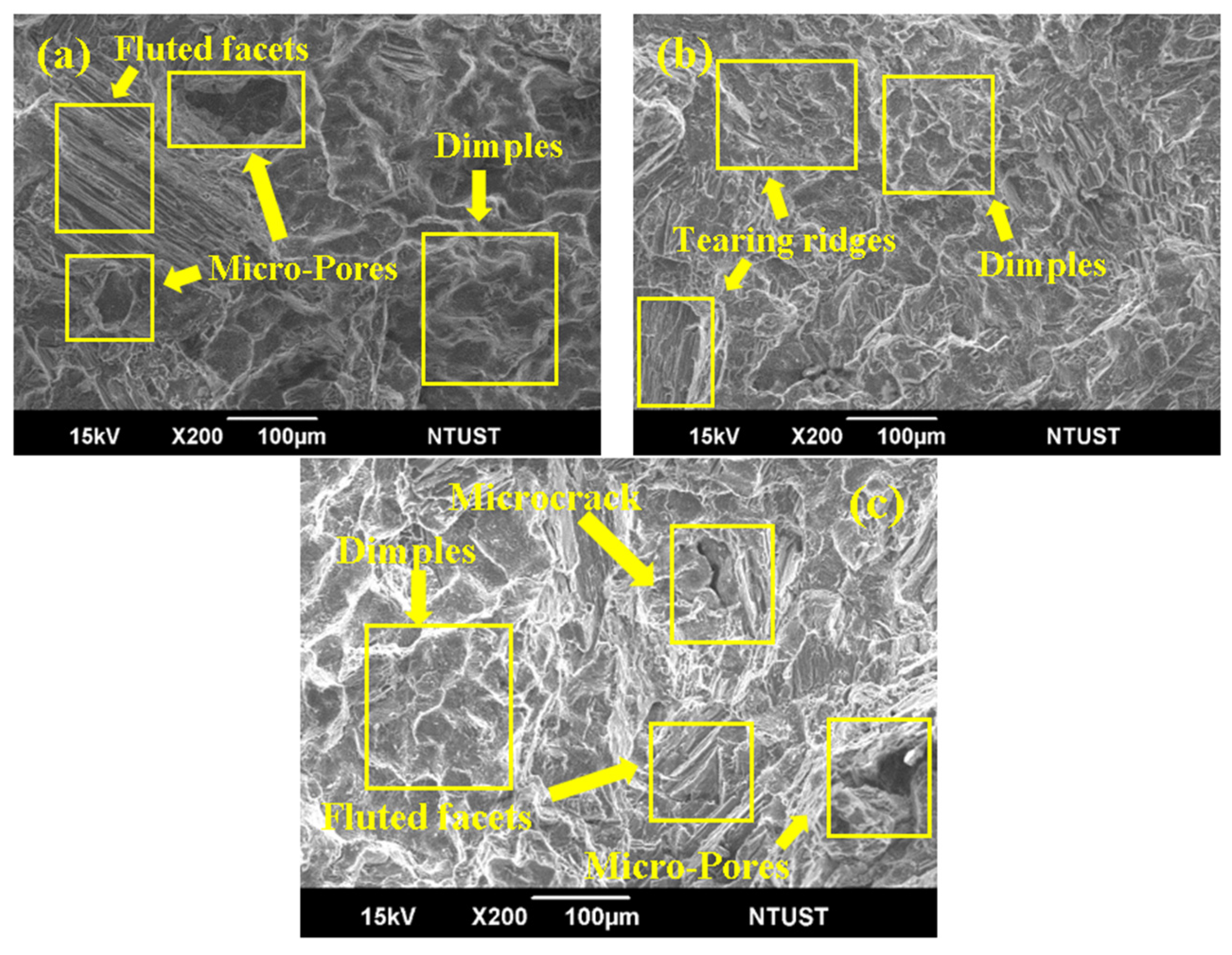
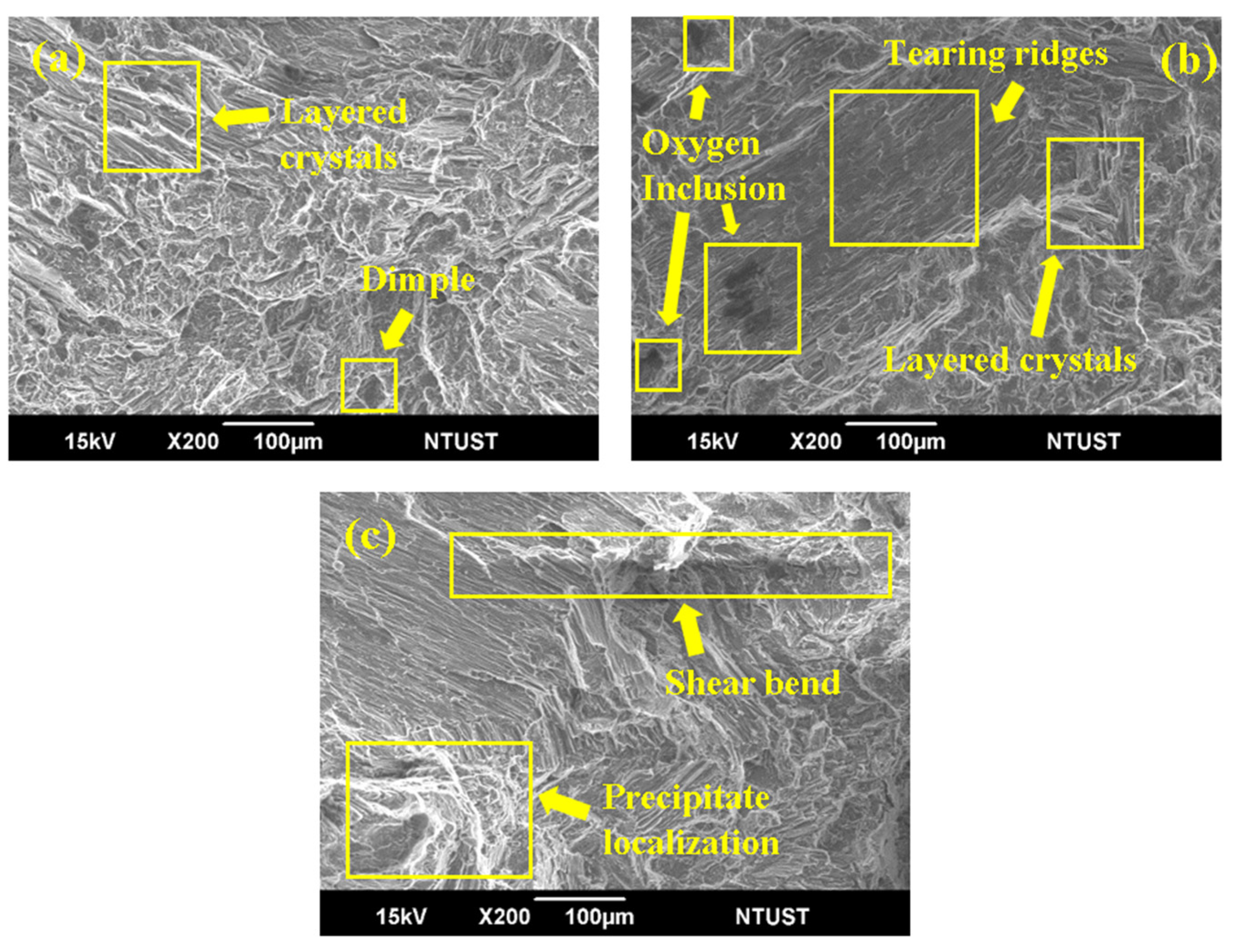
4.3.3. Fractography
5. Conclusions
- The Nb2O5/AZ31 ECAPed composites had remarkably reduced grain size when compared with the aged composites, and the microstructures of the composites contained mostly α-magnesium.
- On the basis of the XRD results, the intensity of the [1 0 1 1] and [1 0 −1 2] planes increased, indicating that the dislocation slip is the main means of deformation during each pass, leading to a reduction in porosity.
- With an increasing number of passes, the microhardness value increased, and the maximum microhardness value was reached, which was 64.12 HV for a 3 wt% of Nb2O5/AZ31.
- In accordance with the tensile results, the ultimate tensile strength of the ECAPed Nb2O5/AZ31 composites remarkably increased compared with the annealed AZ31 composite. With the increase in the number of passes, the mechanical properties of the composites began to increase, and the maximum ultimate tensile strength value was reached, which was 151.2 MPa for a 3 wt% of Nb2O5/AZ31 (two passes).
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Nie, K.B.; Wang, X.J.; Deng, K.K.; Hu, X.S.; Wu, K. Magnesium Matrix Composite Reinforced by Nanoparticles—A Review. J. Magnes. Alloys 2021, 9, 57–77. [Google Scholar] [CrossRef]
- Song, J.; Chen, J.; Xiong, X.; Peng, X.; Chen, D.; Pan, F. Research Advances of Magnesium and Magnesium Alloys Worldwide in 2021. J. Magnes. Alloys 2022, 10, 863–898. [Google Scholar] [CrossRef]
- Chen, X.; Zhang, D.; Xu, J.; Feng, J.; Zhao, Y. Improvement of Mechanical Properties of Hot Extruded and Age Treated Mg–Zn–Mn–Ca Alloy through Sn Addition. J. Alloys Compd. 2021, 850, 156711. [Google Scholar] [CrossRef]
- Yang, Y.; Xiong, X.; Chen, J.; Peng, X.; Chen, D.; Pan, F. Research Advances in Magnesium and Magnesium Alloys Worldwide in 2020. J. Magnes. Alloys 2021, 9, 705–747. [Google Scholar] [CrossRef]
- Dey, A.; Pandey, K.M. Magnesium Metal Matrix Composites—A Review. Rev. Adv. Mater. Sci. 2015, 42, 58–67. [Google Scholar]
- Kulekci, M.K. Magnesium and Its Alloys Applications in Automotive Industry. Int. J. Adv. Manuf. Technol. 2008, 39, 851–865. [Google Scholar] [CrossRef]
- Huang, S.J.; Ali, A.N. Effects of Heat Treatment on the Microstructure and Microplastic Deformation Behavior of SiC Particles Reinforced AZ61 Magnesium Metal Matrix Composite. Mater. Sci. Eng. A 2018, 711, 670–682. [Google Scholar] [CrossRef]
- Sepahi-Boroujeni, S.; Sepahi-Boroujeni, A. Improvements in Microstructure and Mechanical Properties of AZ80 Magnesium Alloy by Means of an Efficient, Novel Severe Plastic Deformation Process. J. Manuf. Process. 2016, 24, 71–77. [Google Scholar] [CrossRef]
- Zhou, T.; Zhang, Q.; Li, Q.; Wang, L.; Li, Q.; Liu, D. A Simultaneous Enhancement of Both Strength and Ductility by a Novel Differential-Thermal ECAP Process in Mg-Sn-Zn-Zr Alloy. J. Alloys Compd. 2022, 889, 161653. [Google Scholar] [CrossRef]
- Shen, M.J.; Wang, X.J.; Ying, T.; Wu, K.; Song, W.J. Characteristics and Mechanical Properties of Magnesium Matrix Composites Reinforced with Micron/Submicron/Nano SiC Particles. J. Alloys Compd. 2016, 686, 831–840. [Google Scholar] [CrossRef]
- Bains, P.S.; Sidhu, S.S.; Payal, H.S. Fabrication and Machining of Metal Matrix Composites: A Review. Mater. Manuf. Process. 2016, 31, 553–573. [Google Scholar] [CrossRef]
- Zhao, K.N.; Li, H.X.; Luo, J.R.; Liu, Y.J.; Du, Q.; Zhang, J.S. Interfacial Bonding Mechanism and Mechanical Properties of Novel AZ31/WE43 Bimetal Composites Fabricated by Insert Molding Method. J. Alloys Compd. 2017, 729, 344–353. [Google Scholar] [CrossRef]
- Idrisi, A.H.; Mourad, A.H.I. Conventional Stir Casting versus Ultrasonic Assisted Stir Casting Process: Mechanical and Physical Characteristics of AMCs. J. Alloys Compd. 2019, 805, 502–508. [Google Scholar] [CrossRef]
- Dinaharan, I.; Zhang, S.; Chen, G.; Shi, Q. Assessment of Ti-6Al-4V Particles as a Reinforcement for AZ31 Magnesium Alloy-Based Composites to Boost Ductility Incorporated through Friction Stir Processing. J. Magnes. Alloys 2022, 10, 979–992. [Google Scholar] [CrossRef]
- Huang, S.-J.; Subramani, M.; Chiang, C.-C. Effect of Hybrid Reinforcement on Microstructure and Mechanical Properties of AZ61 Magnesium Alloy Processed by Stir Casting Method. Compos. Commun. 2021, 25, 100772. [Google Scholar] [CrossRef]
- Safavi, M.S.; Walsh, F.C.; Visai, L.; Khalil-Allafi, J. Progress in Niobium Oxide-Containing Coatings for Biomedical Applications: A Critical Review. ACS Omega 2022, 7, 9088–9107. [Google Scholar] [CrossRef]
- Chen, J.; Jiang, X.; Lyu, L.; Li, Y.; Christian, P.; Sun, H.; Shu, R. Microstructures and Mechanical Properties of Nano-C and In Situ Al2O3 Reinforced Aluminium Matrix Composites Processed by Equal-Channel Angular Pressing. J. Alloys Compd. 2021, 876, 160159. [Google Scholar] [CrossRef]
- Zhou, W.; Lin, J.; Dean, T.A. Microstructure and Mechanical Properties of Curved AZ31 Magnesium Alloy Profiles Produced by Differential Velocity Sideways Extrusion. J. Magnes. Alloys 2023, 11, 493–508. [Google Scholar] [CrossRef]
- Abbas, A.; Huang, S.J. Investigation of Severe Plastic Deformation Effects on Microstructure and Mechanical Properties of WS2/AZ91 Magnesium Metal Matrix Composites. Mater. Sci. Eng. A 2020, 780, 139211. [Google Scholar] [CrossRef]
- Polly, P.; Chandra Sekhar, K.; Ravisankar, B.; Kumaran, S. Densification of Mechanically Alloyed Al5083-5wt% Y2O3 Nano-Composite by Equal Channel Angular Pressing. Appl. Mech. Mater. 2014, 592–594, 963–967. [Google Scholar] [CrossRef]
- Feng, A.H.; Ma, Z.Y. Enhanced Mechanical Properties of Mg-Al-Zn Cast Alloy via Friction Stir Processing. Scr. Mater. 2007, 56, 397–400. [Google Scholar] [CrossRef]
- Qiao, X.G.; Ying, T.; Zheng, M.Y.; Wei, E.D.; Wu, K.; Hu, X.S.; Gan, W.M.; Brokmeier, H.G.; Golovin, I.S. Microstructure Evolution and Mechanical Properties of Nano-SiCp/AZ91 Composite Processed by Extrusion and Equal Channel Angular Pressing (ECAP). Mater. Charact. 2016, 121, 222–230. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Langdon, T.G. Principles of Grain Refinement and Superplastic Flow in Magnesium Alloys Processed by ECAP. Mater. Sci. Eng. A 2009, 501, 105–114. [Google Scholar] [CrossRef]
- Meredith, C.S.; Khan, A.S. The Microstructural Evolution and Thermo-Mechanical Behavior of UFG Ti Processed via Equal Channel Angular Pressing. J. Mater. Process. Technol. 2015, 219, 257–270. [Google Scholar] [CrossRef]
- Minárik, P.; Máthis, K.; Ku, R. Influence of Equal Channel Angular Pressing Routes on Texture, Microstructure and Mechanical Properties of Extruded AX41 Magnesium Alloy. Mater. Charact. 2017, 123, 282–293. [Google Scholar] [CrossRef]
- Avvari, M.; Narendranath, S.; Nayaka, H.S. Effect of Processing Routes on AZ31 Alloy Processed by Severe Plastic Deformation. Procedia Mater. Sci. 2014, 5, 1560–1566. [Google Scholar] [CrossRef] [Green Version]
- Jeong, H.T.; Kim, W.J. Critical Review of Superplastic Magnesium Alloys with Emphasis on Tensile Elongation Behavior and Deformation Mechanisms. J. Magnes. Alloys 2022, 10, 1133–1153. [Google Scholar] [CrossRef]
- Huang, S.J.; Ali, A.N. Experimental Investigations of Effects of SiC Contents and Severe Plastic Deformation on the Microstructure and Mechanical Properties of SiCp/AZ61 Magnesium Metal Matrix Composites. J. Mater. Process. Technol. 2019, 272, 28–39. [Google Scholar] [CrossRef]
- Song-jeng, H.; Sathiyalingam, K.; Murugan, S. Effect of Nano-Nb2O5 on the Microstructure and Mechanical Properties of AZ31 Alloy Matrix Nanocomposites. Adv. Nano Res. Int. J. 2022, 4, 407–416. [Google Scholar] [CrossRef]
- Huang, S.J.; Subramani, M.; Borodianskiy, K. Strength and Ductility Enhancement of AZ61/Al2O3/SiC Hybrid Composite by ECAP Processing. Mater. Today Commun. 2022, 31, 103261. [Google Scholar] [CrossRef]
- Jeon, S.; Liu, X.; Azersky, C.; Ren, J.; Zhang, S.; Chen, W.; Hyers, R.W.; Costa, K.; Kolbe, M.; Matson, D.M. Particle Size Effects on Dislocation Density, Microstructure, and Phase Transformation for High-Entropy Alloy Powders. Materialia 2021, 18, 101161. [Google Scholar] [CrossRef]
- Cheng, J.; Zhao, J.H.; Zheng, D.; He, K.; Guo, Y. Effect of the Vacuum Heat Treatment on the Microstructure and Mechanical Properties of the Galvanized-Q235/AZ91D Bimetal Material Produced by Solid–Liquid Compound Casting. Met. Mater. Int. 2021, 27, 545–555. [Google Scholar] [CrossRef]
- Pei, Z.; Sheng, H.; Zhang, X.; Li, R.; Svendsen, B. Tunable Twin Stability and an Accurate Magnesium Interatomic Potential for Dislocation-Twin Interactions. Mater. Des. 2018, 153, 232–241. [Google Scholar] [CrossRef]
- Yoo, M.H. Slip, Twinning, and Fracture in Hexagonal Close-Packed Metals. Metall. Trans. A 1981, 12, 409–418. [Google Scholar] [CrossRef]
- Du, C.; Gao, Y.; Hua, Z.M.; Zha, M.; Wang, C.; Wang, H.Y. Enhanced Superplasticity Achieved by Disclination-Dislocation Reactions in a Fine-Grained Low-Alloyed Magnesium System. Int. J. Plast. 2022, 154, 103300. [Google Scholar] [CrossRef]
- Wang, F.; Agnew, S. Dislocation-Twin Interactions in Magnesium Alloy AZ31. In Magnesium Technology 2015; Springer: Cham, Switzerland, 2015; pp. 139–144. [Google Scholar] [CrossRef]
- Muralidhar, A.; Narendranath, S.; Shivananda Nayaka, H. Effect of Equal Channel Angular Pressing on AZ31 Wrought Magnesium Alloys. J. Magnes. Alloys 2013, 1, 336–340. [Google Scholar] [CrossRef] [Green Version]
- Hall, E.O. The Deformation and Ageing of Mild Steel: III Discussion of Results. Proc. Phys. Soc. B 1951, 64, 747. [Google Scholar] [CrossRef]
- Emadi, P.; Andilab, B.; Borodianskiy, K.; Ravindran, C. Strengthening of Mg-Al-Zn-Mn Alloy Using SiC/Al Nanocomposite Extrusion. J. Alloys Compd. 2022, 922, 166243. [Google Scholar] [CrossRef]
- Agnew, S.R.; Calhoun, C.A.; Bhattacharyya, J.J. What is in A strain hardening “plateau”. In Magnesium Technology 2016; Springer: Cham, Switzerland, 2016; Volume 5, pp. 189–194. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mg | Al | Zn | Mn | Si | Cu | Ca | Fe |
|---|---|---|---|---|---|---|---|
| 95.42 | 3.2 | 0.9 | 0.3 | 0.1 | 0.04 | 0.03 | 0.005 |
| Annealed | |||
|---|---|---|---|
| Major Phases | AZ31 | 3 wt% Nb2O5/AZ31 | 6 wt% Nb2O5/AZ31 |
| Mg0.97 Zn0.03 | 24.9 | 19.4 | 19.6 |
| Al12Mg17 | 0.9 | 0.6 | 0.6 |
| Al3Mg2 | 6.1 | 4.6 | 4.5 |
| Al5Mg11Zn4 | 68.1 | 52.4 | 52 |
| Mg4Nb2O9 | - | 23 | 23.3 |
| ECAP-1 Pass | |||
| Mg0.97 Zn0.03 | 25.4 | 19.3 | 19.4 |
| Al12Mg17 | 0.7 | 0.6 | 0.6 |
| Al3Mg2 | 6 | 4.7 | 4.8 |
| Al5Mg11Zn4 | 67.9 | 52.4 | 52.6 |
| Mg4Nb2O9 | - | 23 | 22.6 |
| ECAP-2 Passes | |||
| Mg0.97 Zn0.03 | 25.7 | 19.1 | 19.1 |
| Al12Mg17 | 0.7 | 0.7 | 0.6 |
| Al3Mg2 | 6 | 4.9 | 4.9 |
| Al5Mg11Zn4 | 67.6 | 53 | 51.3 |
| Mg4Nb2O9 | - | 22.3 | 24.1 |
| Composition | Crystallite Size (µm) | Degree of Crystallinity (%) | Microhardness (Hv) | Ultimate Tensile Strength (MPa) | Young’s Modulus (MPa) | Elongation % |
|---|---|---|---|---|---|---|
| Annealed | ||||||
| AZ31 | 31.95 | 62.08 | 59.24 ± 7.12 | 131.7 ± 2.12 | 5528.6 | 15.01 ± 5.60 |
| 3 wt% Nb2O5/AZ31 | 34.38 | 70.60 | 62.68 ± 6.60 | 142.9± 3.60 | 5784.1 | 20.47 ± 4.34 |
| 6 wt% Nb2O5/AZ31 | 37.15 | 72.92 | 60.88 ± 7.10 | 136.8 ± 2.05 | 5715.5 | 17.09 ± 2.48 |
| ECAP 1 Pass | ||||||
| AZ31 | 29.29 | 59.77 | 58.83 ± 5.17 | 135.8 ± 4.60 | 5415.0 | 33.69 ± 4.81 |
| 3 wt% Nb2O5/AZ31 | 26.034 | 64.978 | 63.21 ± 6.71 | 149.6 ± 4.25 | 6385.8 | 52.71 ± 3.35 |
| 6 wt% Nb2O5/AZ31 | 27.12 | 68.360 | 61.83 ± 4.19 | 143.7 ± 3.70 | 5971.4 | 45.59 ± 4.10 |
| ECAP 2 Passes | ||||||
| AZ31 | 18.41 | 63.325 | 63.01 ± 5.69 | 138.5 ± 4.33 | 4626.84 | 15.05 ± 3.05 |
| 3 wt% Nb2O5/AZ31 | 19.38 | 80.47 | 64.12 ± 7.10 | 151.2 ± 3.40 | 5805.2 | 29.14 ± 4.74 |
| 6 wt% Nb2O5/AZ31 | 20.35 | 84.64 | 61.04 ± 4.56 | 142.3 ± 3.15 | 5780.7 | 16.79 ± 3.98 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, S.-J.; Kannaiyan, S.; Sarkar, M.; Mose, M.P. Enhancement of Mechanical Behaviors and Microstructure Evolution of Nano-Nb2O5/AZ31 Composite Processed via Equal-Channel Angular Pressing (ECAP). J. Compos. Sci. 2023, 7, 230. https://doi.org/10.3390/jcs7060230
Huang S-J, Kannaiyan S, Sarkar M, Mose MP. Enhancement of Mechanical Behaviors and Microstructure Evolution of Nano-Nb2O5/AZ31 Composite Processed via Equal-Channel Angular Pressing (ECAP). Journal of Composites Science. 2023; 7(6):230. https://doi.org/10.3390/jcs7060230
Chicago/Turabian StyleHuang, Song-Jeng, Sathiyalingam Kannaiyan, Manas Sarkar, and Matoke Peter Mose. 2023. "Enhancement of Mechanical Behaviors and Microstructure Evolution of Nano-Nb2O5/AZ31 Composite Processed via Equal-Channel Angular Pressing (ECAP)" Journal of Composites Science 7, no. 6: 230. https://doi.org/10.3390/jcs7060230