
Recent Trends in Treatment and Fabrication of Plant-Based Fiber-Reinforced Epoxy Composite: A Review

 , ,
, ,  , , , , ,
, , , , ,
Abstract
:1. Introduction

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fiber Type | Density (kg/m3) | Young’s Modules (GPa) | Tensile Strength (MPa) | Tensile Strain at Break | Ref. |
|---|---|---|---|---|---|
| Abaca | 1.5 | 12 | 400 | 3.0–10.0 | [7] |
| Areca | 0.7–0.8 | 1.12–3.15 | 147–322 | 10.23–13.15 | [20,21,22] |
| Bagasse | 1.2–1.25 | 17–27.1 | 20–290 | 1.0–1.1 | [23,24,25] |
| Banana | 1.3–1.35 | 17.0–33.8 | 345–520 | 1.7–53 | [26] |
| Bamboo | 1.5 | 27 | 575 | 3.0 | [27] |
| Coconut | 1.15–1.46 | 2.8–6 | 95–230 | 15–51.4 | [28] |
| Cotton | 1.51–1.60 | 5.5–18 | 287–800 | 3.0–10.0 | [29] |
| Coir | 1.20–1.25 | 4.0–6.0 | 175–220 | 15.0–25.0 | [30] |
| Feather | 1.3 | 5.0–25.0 | 100–1500 | 15.0–30.0 | [31] |
| Flax | 1.40–1.50 | 18.0–80.0 | 345–1830 | 1.20–3.20 | [32] |
| Harakeke | 1.3 | 14.0–33.0 | 440–990 | 4.20–5.80 | [33] |
| Hemp | 1.48–1.50 | 70 | 345–1110 | 1.6 | [34] |
| Henequen | 1.4 | * | 430–580 | 3–4.7 | [35] |
| Jute | 1.5–1.5 | 10.0–55.0 | 200–800 | 1.5–1.8 | [36] |
| Kenaf (bast) | 1.22–1.40 | 22–60 | 295–1191 | 1.6–6.9 | [37] |
| Kenaf (core) | 0.21 | * | * | [38] | |
| Palm | 0.7 | 80–2480 | 17–25 | [39] | |
| Pineapple | 1.5 | 170–1672 | 1.0–3.0 | [40] | |
| Ramie | 1.5 | 220–938 | 2.0–3.80 | [41] | |
| Silk | * | 20–25 | 7.32–11.22 | [42,43] | |
| Sisal | 1.33–1.5 | 400–855 | 2.0–3.0 | [44] | |
| Wool | 1.3 | 50–315 | 13.2–35.0 | [45] |
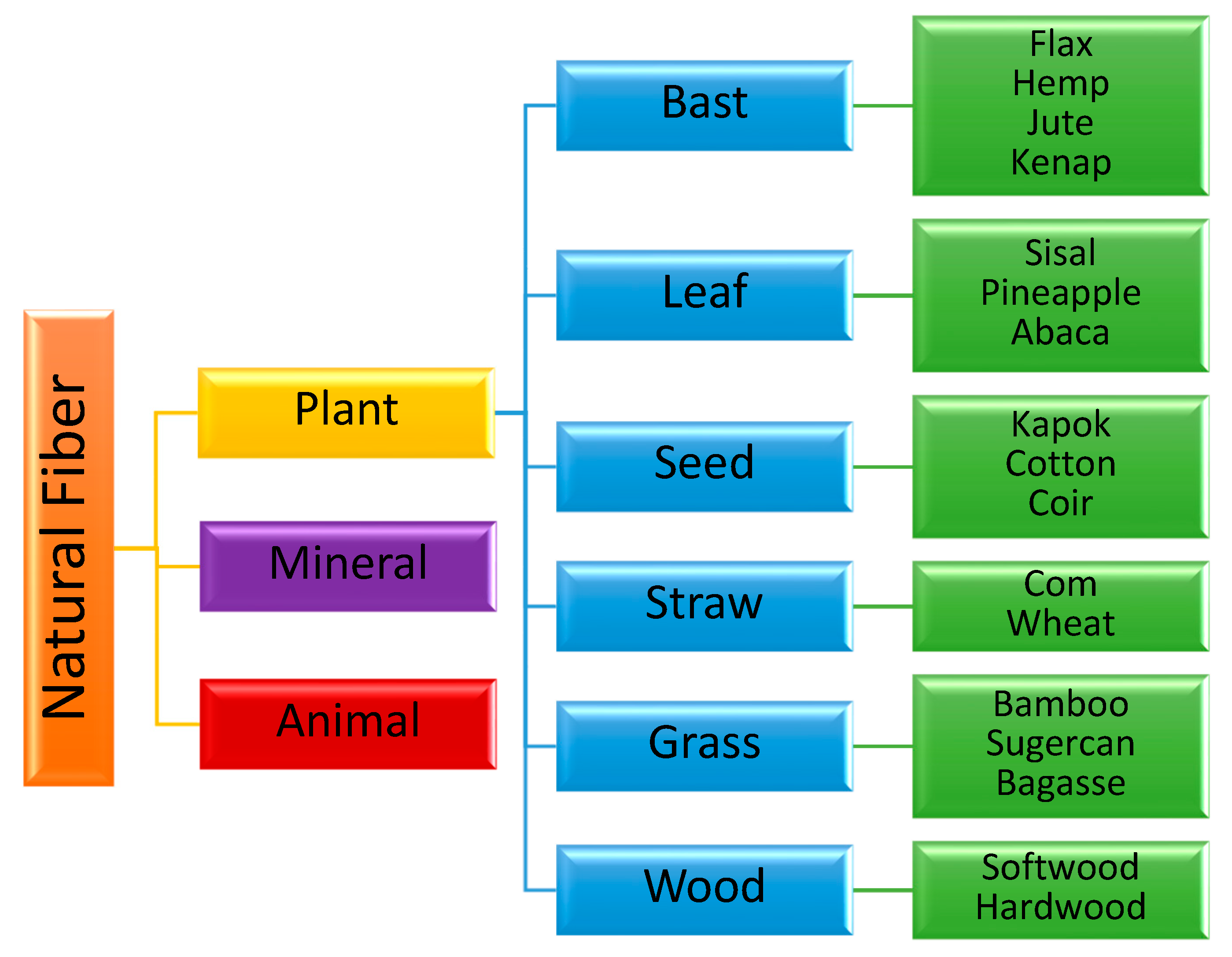
2. Fiber Type/Selection
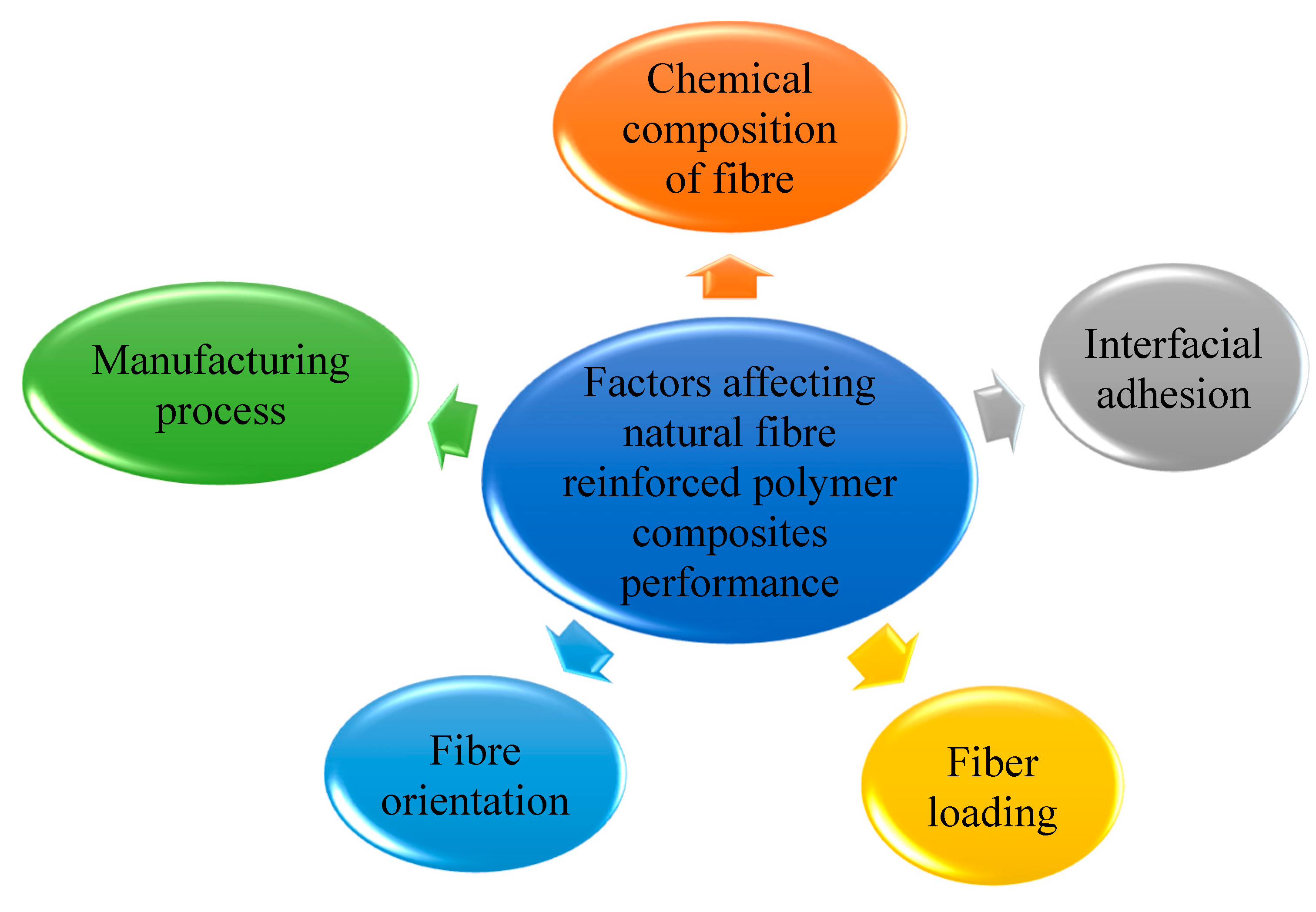
2.1. Factors Affecting Properties of the Composite
2.1.1. Loading, Orientation, and Length of the Fiber
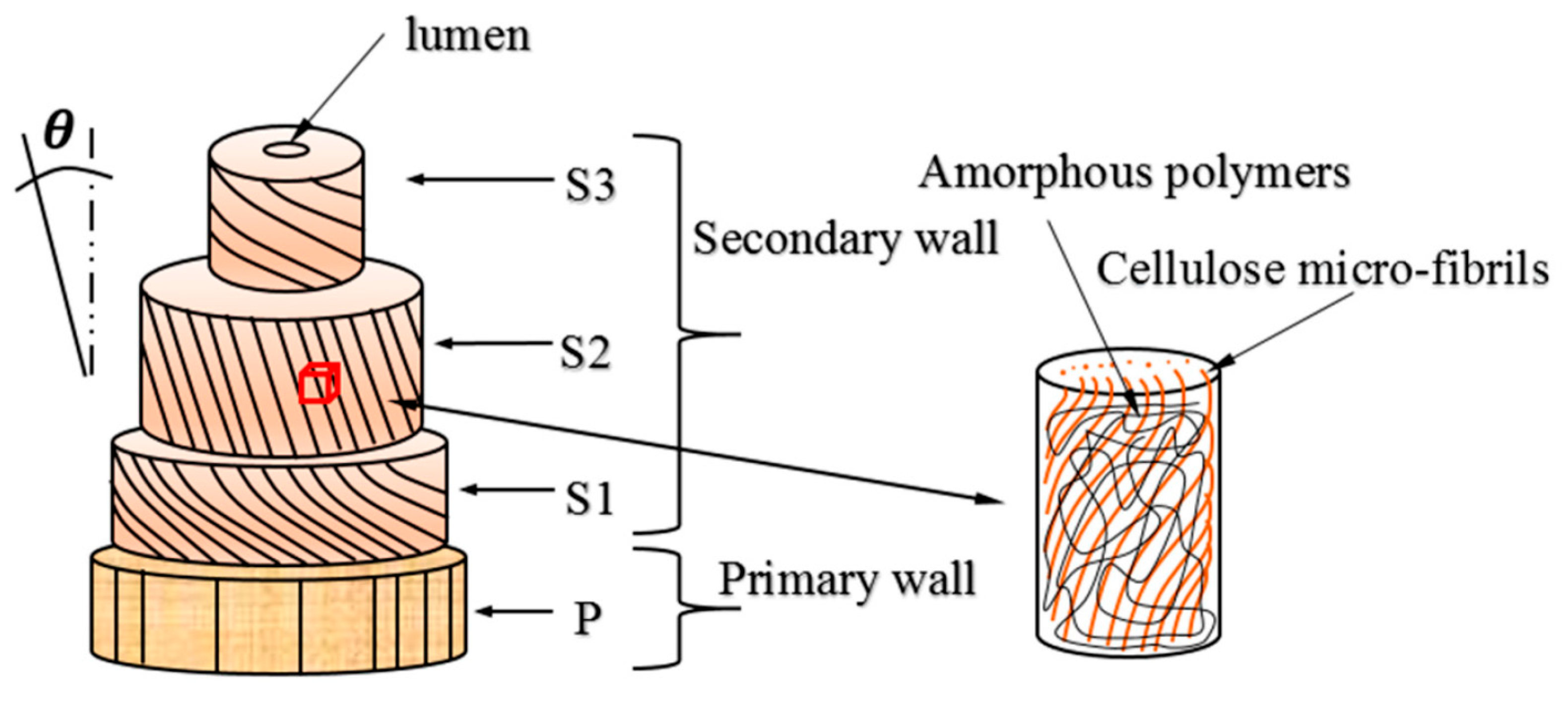
2.1.2. Structure of Plant Fibers
2.1.3. Fiber Thermal Stability
2.1.4. Voids Existence
2.1.5. Fiber Moisture Absorption
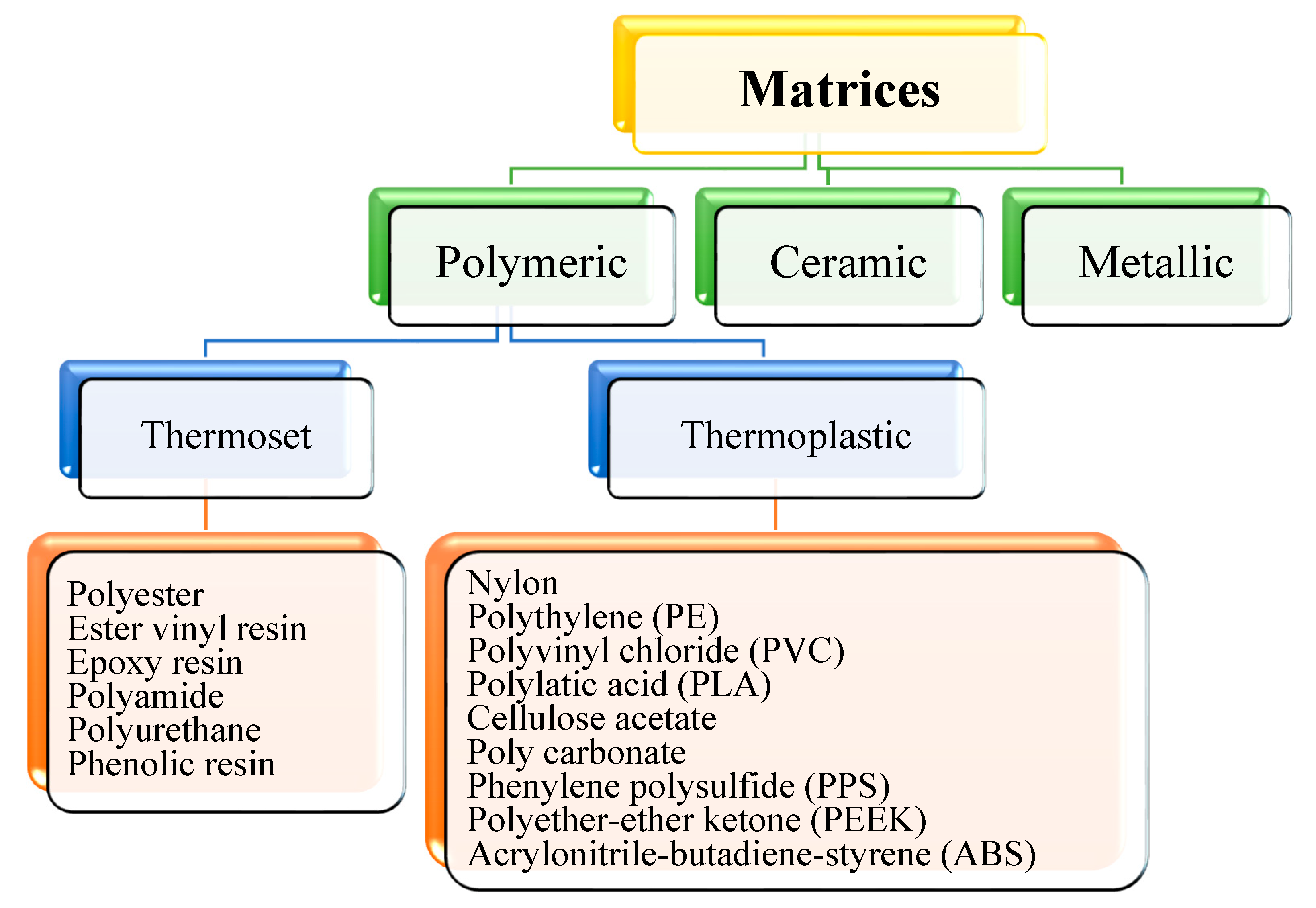
2.2. Matrix Selection (Epoxy)
2.3. Matrix Selection
3. Techniques Used for Polymer Composite
3.1. Hand/Wet Lay Up
3.2. Lay-Up Spray
3.3. Filament Winding
3.4. Pultrusion
3.5. Braiding
3.6. Vacuum Bagging
3.7. Resin Transfer Molding and Centrifugal Casting
4. Natural Fiber Surface Treatment
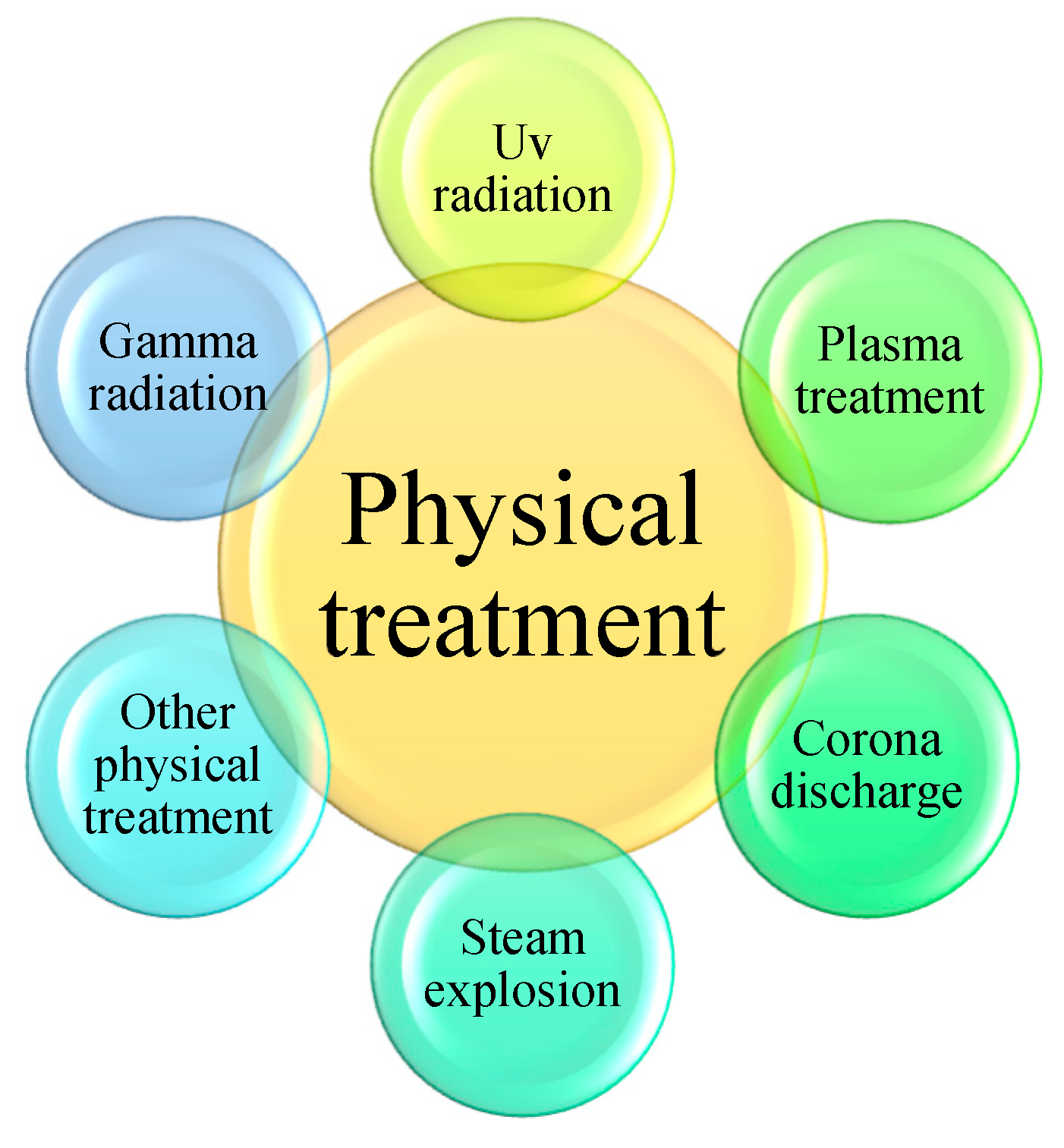
4.1. Modifications in Physical Treatment
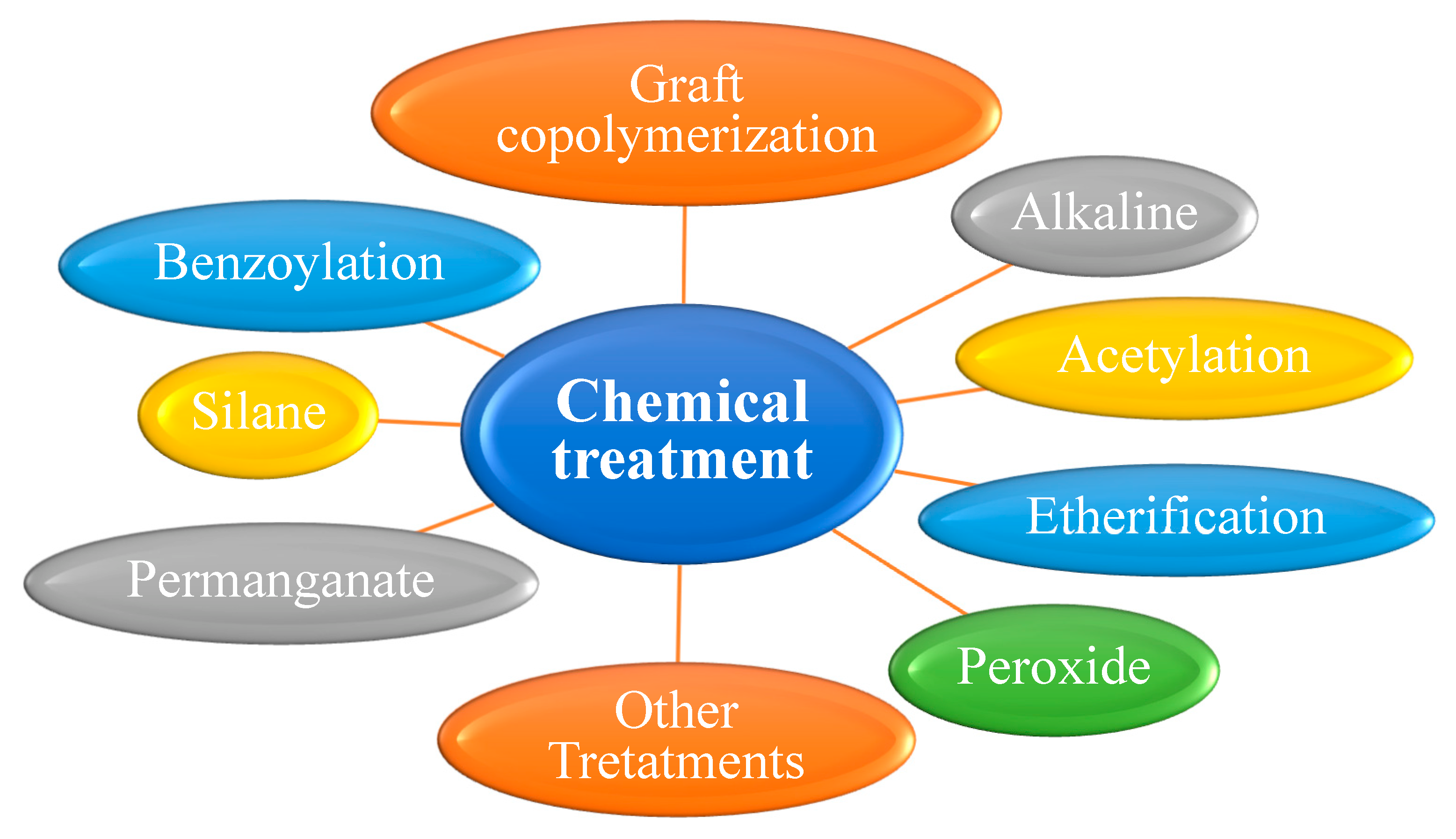
4.2. Chemical Treatments
4.2.1. Acetylation Treatment

4.2.2. Acrylation Treatment
4.2.3. Grafting Using Acrylonitrile
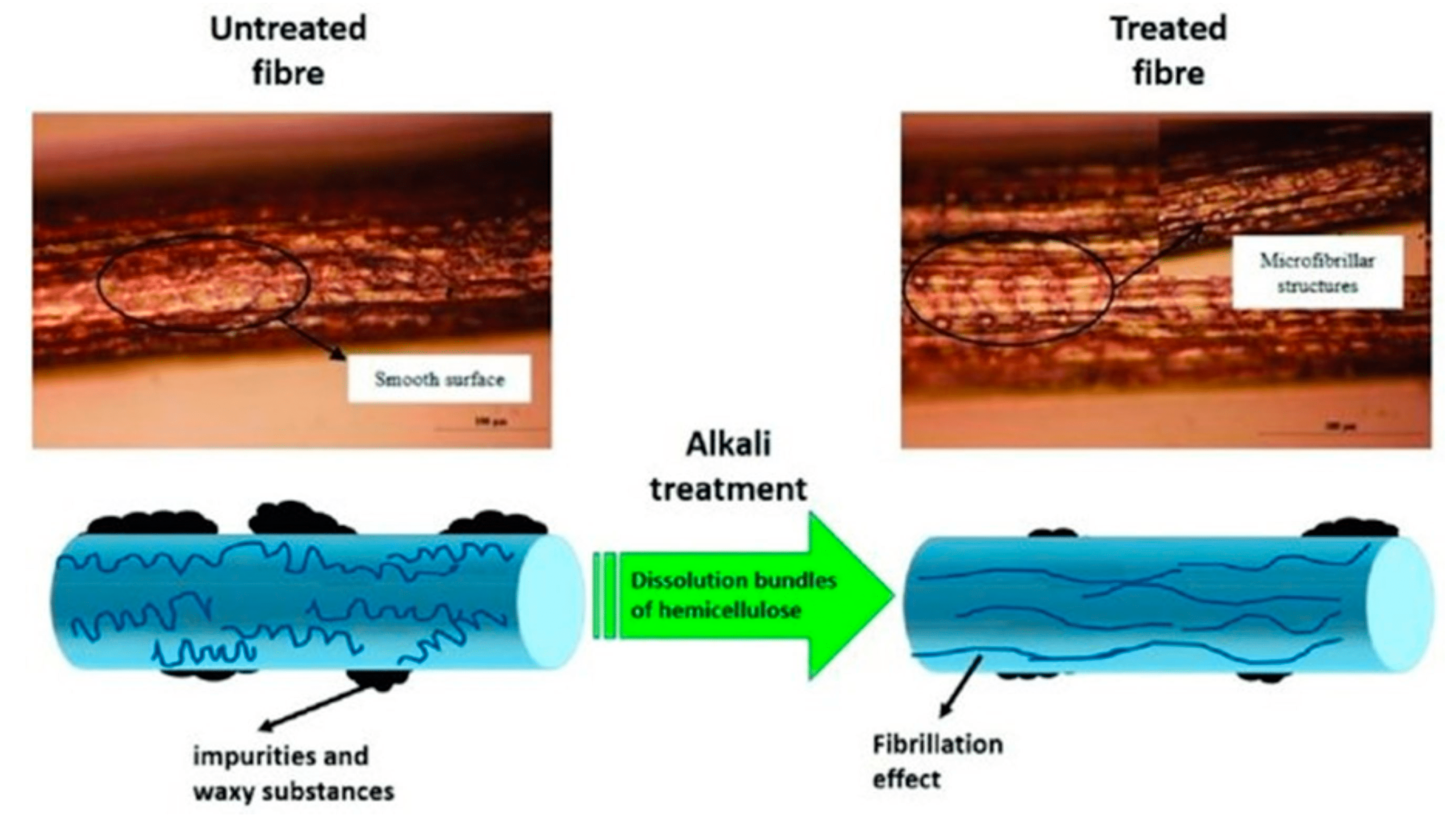
4.2.4. Alkaline Treatment
4.2.5. Benzoylation Treatment

4.2.6. Etherification
4.2.7. Treatment with Isocyanates

4.2.8. Permanganate Treatment
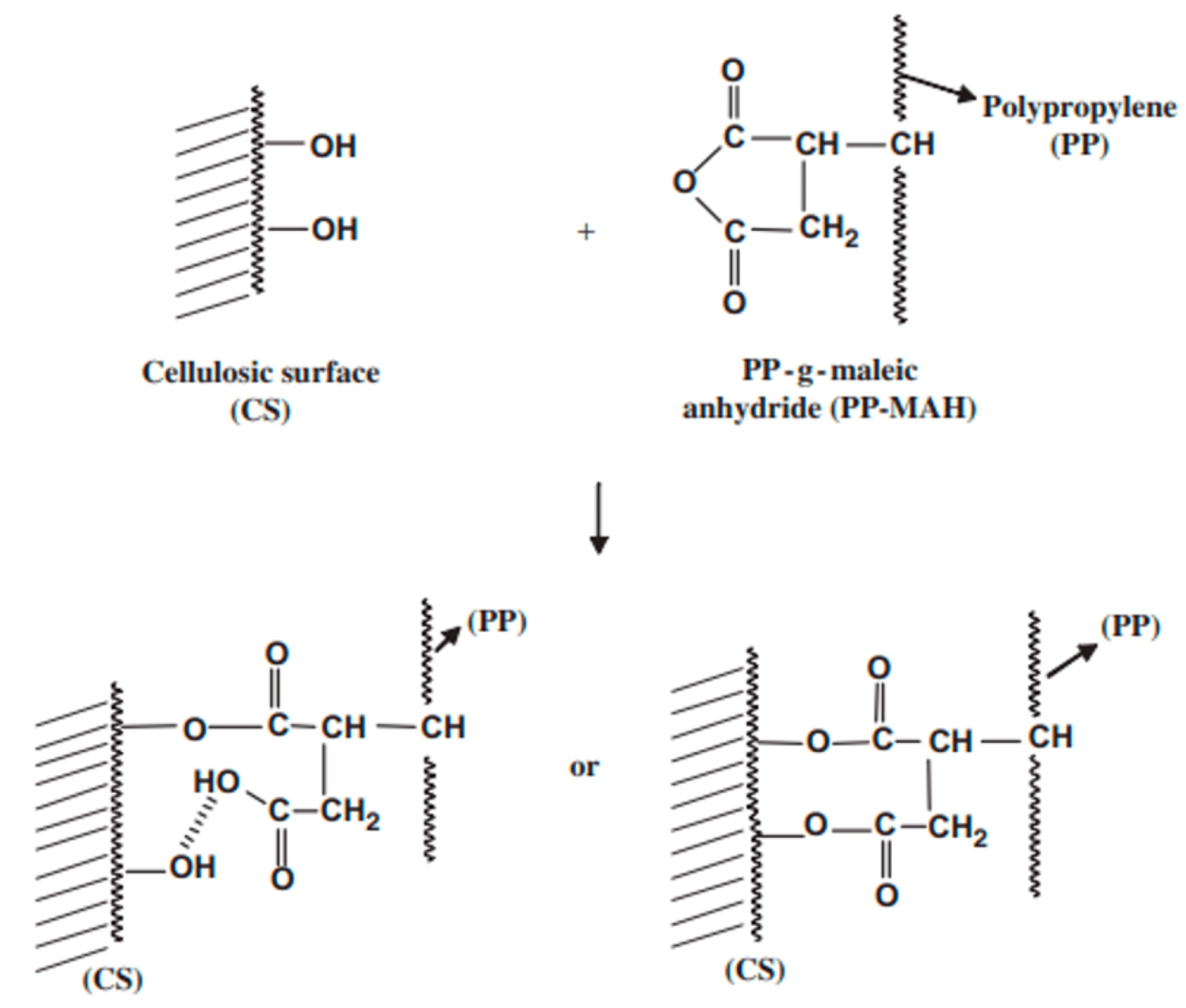
4.2.9. Maleated Coupling Agents
4.2.10. Treatment with Peroxide
4.2.11. Silane Treatment
4.3. Biological (Fungi and Enzymes)
5. Applications
6. Conclusions
- ➢
- NFs, also recognized as plant cellulosic filaments, are increasingly utilized as replacements in composite materials. NFs may represent a significant improvement in the public GDP of agro-based economies since they are easily accessible, affordable, and biodegradable, with a high strength-to-weight ratio and no risk to the population.
- ➢
- NFRPCs were found to have considerably superior ballistic opposition and energy retention. Engineered strands outperform ordinary filaments in terms of stiffness, thermal properties, and strength. Natural/synthetic hybrid composites show better performance when compared to natural fiber composites.
- ➢
- Hybridization may allow the use of NFs as composite reinforcement. Their commercial qualities will depend on the development of manufacturing standards and post-treatment techniques.
- ➢
- Manufacturing standardized fibers may help to avoid the use of NFs with uncertain mechanical and chemical properties.
- ➢
- From the years 2012 to 2020, a substantial variation in wood-based polymer composites and quantity of natural fiber is observed.
- ➢
- It may be claimed that without strong government policies to boost the amount of bio-based materials used in high-end products, such as those produced by the automotive, marine, and aerospace industries, their rapid development would not take place.
Future Prospectives
- ➢
- NFs can be used as reinforcements made through additive manufacturing. This allows scientists and engineers to construct complex geometric components and functionally rated composites with suitable specific use and operation. These are the advantages of employing additive manufacturing to produce NFRCs and hybrids.
- ➢
- NF may be utilized in manufacturing single-use or disposable items to create parts that are individualized, renewable, recyclable, and non-toxic.
- ➢
- The benefits of NF versus synthetic fibers are especially notable in terms of printer durability and production costs.
- ➢
- Some problems with NFs made through additive manufacturing are the preparation of composite filaments, the prevention of voids from forming, the alignment of the fibers, and how much moisture is involved in the process.
- ➢
- These problems can be solved by modifying the hardware, feedstock quality, and additive manufacturing process settings. When combining NF with additive manufacturing, businesses can move towards a wise eco-conscious future through the development of further sustainable material alternatives.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Krishnasamy, P.; Rajamurugan, G.; Muralidharan, B.; Krishnaiah, R. General practices to enhance bast fiber composite properties for state of art applications–a review. Eng. Res. Express 2022, 4, 012002. [Google Scholar] [CrossRef]
- Kenned, J.J.; Sankaranarayanasamy, K.; Kumar, C.S. Chemical, biological, and nanoclay treatments for natural plant fiber-reinforced polymer composites: A review. Polym. Polym. Compos. 2020, 29, 1011–1038. [Google Scholar] [CrossRef]
- Reddy, B.M.; Reddy, P.V.; Reddy, Y.V.M.; Reddy, R.M. Mechanical, thermal and morphological properties of raw cordia dichotoma fiber reinforced epoxy composites. Curr. Res. Green Sustain. Chem. 2022, 5, 100264. [Google Scholar] [CrossRef]
- Ghaleb, A.A.S.; Kutty, S.R.M.; Ho, Y.-C.; Jagaba, A.H.; Noor, A.; Al-Sabaeei, A.M.; Almahbashi, N.M.Y. Response surface methodology to optimize methane production from mesophilic anaerobic co-digestion of oily-biological sludge and sugarcane bagasse. Sustainability 2020, 12, 2116. [Google Scholar] [CrossRef] [Green Version]
- Veerasimman, A.; Shanmugam, V.; Rajendran, S.; Johnson, D.J.; Subbiah, A.; Koilpichai, J.; Marimuthu, U. Thermal Properties of Natural Fiber Sisal Based Hybrid Composites—A Brief Review. J. Nat. Fibers 2021, 19, 4696–4706. [Google Scholar] [CrossRef]
- Faruk, O.; Bledzki, A.K.; Fink, H.-P.; Sain, M. Biocomposites reinforced with natural fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- Mohammed, L.; Ansari, M.N.M.; Pua, G.; Jawaid, M.; Islam, M.S. A Review on Natural Fiber Reinforced Polymer Composite and Its Applications. Int. J. Polym. Sci. 2015, 2015, 243947. [Google Scholar] [CrossRef] [Green Version]
- Sabaruddin, F.A.; Tahir, P.; Sapuan, S.M.; Ilyas, R.A.; Lee, S.H.; Abdan, K.; Mazlan, N.; Roseley, A.S.M.; Hps, A.K. The Effects of Unbleached and Bleached Nanocellulose on the Thermal and Flammability of Polypropylene-Reinforced Kenaf Core Hybrid Polymer Bionanocomposites. Polymers 2020, 13, 116. [Google Scholar] [CrossRef]
- Ilyas, R.; Sapuan, S. The Preparation Methods and Processing of Natural Fibre Bio-polymer Composites. Curr. Org. Synth. 2020, 16, 1068–1070. [Google Scholar] [CrossRef]
- Shalwan, A.; Yousif, B. In State of Art: Mechanical and tribological behaviour of polymeric composites based on natural fibres. Mater. Des. 2012, 48, 14–24. [Google Scholar] [CrossRef]
- Al-Sabaeei, A.M.; Al-Fakih, A.; Noura, S.; Yaghoubi, E.; Alaloul, W.; Al-Mansob, R.A.; Khan, M.I.; Yaro, N.S.A. Utilization of palm oil and its by-products in bio-asphalt and bio-concrete mixtures: A review. Constr. Build. Mater. 2022, 337, 127552. [Google Scholar] [CrossRef]
- Ali, M.; Abbas, S.; Khan, M.I.; Gad, M.A.; Ammad, S.; Khan, A. Experimental Validation of Mander’s Model for Low Strength Confined Concrete Under Axial Compression. In Proceedings of the 2020 Second International Sustainability and Resilience Conference: Technology and Innovation in Building Designs (51154), Sakheer, Bahrain, 11–12 November 2020; IEEE: Piscataway, NJ, USA, 2020. [Google Scholar] [CrossRef]
- Ali, M.; Abbas, S.; Salah, B.; Akhter, J.; Saleem, W.; Haruna, S.; Room, S.; Abdulkadir, I. Investigating Optimal Confinement Behaviour of Low-Strength Concrete through Quantitative and Analytical Approaches. Materials 2021, 14, 4675. [Google Scholar] [CrossRef]
- Birniwa, A.H.; Abdullahi, S.S.; Yakasai, M.Y.; Ismaila, A. Studies on physico-mechanical behaviour of kenaf/glass fiber reinforced epoxy hybrid composites. Bull. Chem. Soc. Ethiop. 2021, 35, 171–184. [Google Scholar] [CrossRef]
- Yaro, S.N.A.; Sutanto, M.H.; Usman, A.; Jagaba, A.H.; Sakadadi, M.Y. The influence of waste rice straw ash as surrogate filler for asphalt concrete mixtures. Construction 2022, 2, 118–125. [Google Scholar] [CrossRef]
- Jagaba, A.H.; Kutty, S.R.M.; Naushad, M.; Lawal, I.M.; Noor, A.; Affam, A.C.; Birniwa, A.H.; Abubakar, S.; Soja, U.B.; Abioye, K.J.; et al. Removal of nutrients from pulp and paper biorefinery effluent: Operation, kinetic modelling and optimization by response surface methodology. Environ. Res. 2022, 214, 114091. [Google Scholar] [CrossRef] [PubMed]
- Amir, N.; Abidin, K.A.Z.; Shiri, F.B.M. Effects of Fibre Configuration on Mechanical Properties of Banana Fibre/PP/MAPP Natural Fibre Reinforced Polymer Composite. Procedia Eng. 2017, 184, 573–580. [Google Scholar] [CrossRef]
- Al-dhawi, B.N.S.; Kutty, S.R.M.; Baloo, L.; Almahbashi, N.M.Y.; Ghaleb, A.A.S.; Jagaba, A.H.; Kumar, V.; Saeed, A.A.H. Treatment of synthetic wastewater by using submerged attached growth media in continuous activated sludge reactor system. Int. J. Sustain. Build. Technol. Urban Dev. 2022, 13, 2–10. [Google Scholar]
- Mamman, S.; Mohammad, R.E.A.; Abdullahi, S.S.; Chadi, A.S.; Birniwa, A.H. Synthesis, Characterization and Optimization of Magnetite Molecularly Imprinted Polymer for Application in the Removal of Non-Steroidal Anti Inflammatory Drugs (NSAIDS). ChemSearch J. 2020, 11, 1–8. [Google Scholar]
- Mustafa, A.; Bin Abdollah, M.F.; Shuhimi, F.F.; Ismail, N.; Amiruddin, H.; Umehara, N. Selection and verification of kenaf fibres as an alternative friction material using Weighted Decision Matrix method. Mater. Des. 2015, 67, 577–582. [Google Scholar] [CrossRef]
- Abdullahi, S.S.; Musa, H.; Habibu, S.; Birniwa, A.H.; Mohammad, R.E.A. Comparative study and dyeing performance of as-synthesized azo heterocyclic monomeric, polymeric, and commercial disperse dyes. Turk. J. Chem. 2022, 46, 1–12. [Google Scholar] [CrossRef]
- Binoj, J.S.; Raj, R.E.; Sreenivasan, V.S.; Thusnavis, G.R. Morphological, physical, mechanical, chemical and thermal characterization of sustainable Indian Areca fruit husk fibers (Areca catechu L.) as potential alternate for hazardous synthetic fibers. J. Bionic Eng. 2016, 13, 156–165. [Google Scholar] [CrossRef]
- Yaro, N.S.A.; Sutanto, M.H.; Habib, N.Z.; Napiah, M.; Usman, A.; Al-Sabaeei, A.M.; Rafiq, W. Mixture Design-Based Performance Optimization via Response Surface Methodology and Moisture Durability Study for Palm Oil Clinker Fine Modified Bitumen Asphalt Mixtures. Int. J. Pavement Res. Technol. 2022, 1–28. [Google Scholar] [CrossRef]
- Brahim, S.B.; Cheikh, R. Influence of fibre orientation and volume fraction on the tensile properties of unidirectional Alfa-polyester composite. Compos. Sci. Technol. 2007, 67, 140–147. [Google Scholar] [CrossRef]
- Jagaba, A.H.; Kutty, S.R.M.; Abubakar, S.; Birniwa, A.H.; Lawal, I.M.; Umaru, I.; Usman, A.K.; Yaro, N.S.A.; Al-Zaqri, N.; Al-Maswari, B.M.; et al. Synthesis, Characterization, and Performance Evaluation of Hybrid Waste Sludge Biochar for COD and Color Removal from Agro-Industrial Effluent. Separations 2022, 9, 258. [Google Scholar] [CrossRef]
- Cheng, S.; Lau, K.-T.; Liu, T.; Zhao, Y.; Lam, P.-M.; Yin, Y. Mechanical and thermal properties of chicken feather fiber/PLA green composites. Compos. Part B Eng. 2009, 40, 650–654. [Google Scholar] [CrossRef]
- Cheung, H.-Y.; Ho, M.-P.; Lau, K.-T.; Cardona, F.; Hui, D. Natural fibre-reinforced composites for bioengineering and environmental engineering applications. Compos. Part B Eng. 2009, 40, 655–663. [Google Scholar] [CrossRef]
- Gashti, M.P. Effect of Colloidal Dispersion of Clay on Some Properties of Wool Fiber. J. Dispers. Sci. Technol. 2013, 34, 853–858. [Google Scholar] [CrossRef]
- Dittenber, D.B.; GangaRao, H.V. Critical review of recent publications on use of natural composites in infrastructure. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1419–1429. [Google Scholar] [CrossRef]
- Efendy, M.A.; Pickering, K. Comparison of harakeke with hemp fibre as a potential reinforcement in composites. Compos. Part A Appl. Sci. Manuf. 2014, 67, 259–267. [Google Scholar] [CrossRef]
- Jagaba, A.H.; Kutty, S.R.M.; Baloo, L.; Noor, A.; Abubakar, S.; Lawal, I.M.; Umaru, I.; Usman, A.K.; Kumar, V.; Birniwa, A.H. Effect of Hydraulic Retention Time on the Treatment of Pulp and Paper Industry Wastewater by Extended Aeration Activated Sludge System. In Proceedings of the 2021 Third International Sustainability and Resilience Conference: Climate Change (IEEE 2021), Sakheer, Bahrain, 15–16 November 2021; pp. 221–224. [Google Scholar]
- Sani, S.; Kurawa, M.A.; Sira, I.T.; Birniwa, A.H.; Zauro, S.A. Liquid-assisted Mechanochemical Conversion of 2-hydroxy-3-methoxybenzaldehyde and Some Primary Aromatic Amines to Corresponding Schiff bases. ChemSearch J. 2018, 9, 1–7. [Google Scholar]
- Jeyapragash, R.; Srinivasan, V.; Sathiyamurthy, S. Mechanical properties of natural fiber/particulate reinforced epoxy composites—A review of the literature. Mater. Today Proc. 2020, 22, 1223–1227. [Google Scholar] [CrossRef]
- Noor, A.; Kutty, S.R.M.; Isa, M.H.; Farooqi, I.H.; Affam, A.C.; Birniwa, A.H.; Jagaba, A.H. Treatment innovation using biological methods in combination with physical treatment methods. In The Treatment of Pharmaceutical Wastewater. Innovative Technology and the Adaptation of Treatment Systems; Elsevier: Amsterdam, The Netherlands, 2023; pp. 217–245. [Google Scholar]
- Le, T.M.; Pickering, K.L. The potential of harakeke fibre as reinforcement in polymer matrix composites including modelling of long harakeke fibre composite strength. Compos. Part A Appl. Sci. Manuf. 2015, 76, 44–53. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Tabil, L.G.; Panigrahi, S. Chemical Treatments of Natural Fiber for Use in Natural Fiber-Reinforced Composites: A Review. J. Polym. Environ. 2007, 15, 25–33. [Google Scholar] [CrossRef]
- Niu, M.; Liu, X.; Dai, J.; Hou, W.; Wei, L.; Xu, B. Molecular structure and properties of wool fiber surface-grafted with nano-antibacterial materials. Spectrochim. Acta Part A Mol. Biomol. Spectrosc. 2012, 86, 289–293. [Google Scholar] [CrossRef] [PubMed]
- Pappu, A.; Patil, V.; Jain, S.; Mahindrakar, A.; Haque, R.; Thakur, V.K. Advances in industrial prospective of cellulosic macromolecules enriched banana biofibre resources: A review. Int. J. Biol. Macromol. 2015, 79, 449–458. [Google Scholar] [CrossRef]
- Jagaba, A.H.; Kutty, S.R.M.; Baloo, L.; Hayder, G.; Birniwa, A.H.; Taha, A.T.B.; Mnzool, M.; Lawal, I.M. Waste Derived Biocomposite for Simultaneous Biosorption of Organic Matter and Nutrients from Green Straw Biorefinery Effluent in Continuous Mode Activated Sludge Systems. Processes 2022, 10, 2262. [Google Scholar] [CrossRef]
- Usman, A.; Aris, A.; Labaran, B.; Darwish, M.; Jagaba, A. Effect of Calcination Temperature on the Morphology, Crystallinity, and Photocatalytic Activity of ZnO/TiO2 in Selenite Photoreduction from Aqueous Phase. J. New Mater. Electrochem. Syst. 2022, 25, 251–258. [Google Scholar] [CrossRef]
- Birniwa, A.H.; Abubakar, A.S.; Huq, A.O.; Mahmud, H.N.M.E. Polypyrrole-polyethyleneimine (PPy-PEI) nanocomposite: An effective adsorbent for nickel ion adsorption from aqueous solution. J. Macromol. Sci. Part A Pure Appl. Chem. 2021, 58, 206–217. [Google Scholar] [CrossRef]
- Reddy, N.; Jiang, Q.; Yang, Y. Biocompatible Natural Silk Fibers from Argema mittrei. J. Biobased Mater. Bioenergy 2012, 6, 558–563. [Google Scholar] [CrossRef]
- Shah, D.U.; Porter, D.; Vollrath, F. Can silk become an effective reinforcing fibre? A property comparison with flax and glass reinforced composites. Compos. Sci. Technol. 2014, 101, 173–183. [Google Scholar] [CrossRef]
- Zhan, M.; Wool, R.P. Mechanical properties of chicken feather fibers. Polym. Compos. 2011, 32, 937–944. [Google Scholar] [CrossRef]
- Zini, E.; Scandola, M. Green composites: An overview. Polym. Compos. 2011, 32, 1905–1915. [Google Scholar] [CrossRef]
- Liu, Z.; Erhan, S.Z.; Akin, D.E.; Barton, F.E. “Green” Composites from Renewable Resources: Preparation of Epoxidized Soybean Oil and Flax Fiber Composites. J. Agric. Food Chem. 2006, 54, 2134–2137. [Google Scholar] [CrossRef] [PubMed]
- Rong, M.Z.; Zhang, M.Q.; Liu, Y.; Yang, G.C.; Zeng, H.M. The effect of fiber treatment on the mechanical properties of unidirectional sisal-reinforced epoxy composites. Compos. Sci. Technol. 2001, 61, 1437–1447. [Google Scholar] [CrossRef]
- Jagaba, A.H.; Kutty, S.R.M.; Baloo, L.; Birniwa, A.H.; Lawal, I.M.; Aliyu, M.K.; Yaro, N.S.A.; Usman, A.K. Combined treatment of domestic and pulp and paper industry wastewater in a rice straw embedded activated sludge bioreactor to achieve sustainable development goals. Case Stud. Chem. Environ. Eng. 2022, 6, 100261. [Google Scholar] [CrossRef]
- Yaro, N.S.A.; Sutanto, M.H.; Habib, N.Z.; Napiah, M.; Usman, A.; Al-Sabaeei, A.M.; Rafiq, W. Feasibility Evaluation of Waste Palm Oil Clinker Powder as a Fillers Substitute for Eco-Friendly Hot Mix Asphalt Pavement. Int. J. Pavement Res. Technol. 2022, 1–14. [Google Scholar] [CrossRef]
- Al-dhawi, B.; Kutty, S.R.; Almahbashi, N.; Noor, A.; Jagaba, A.H. Organics removal from domestic wastewater utilizing palm oil clinker (POC) media in a submerged attached growth system. Int. J. Civ. Eng. Technol. 2020, 11, 1–7. [Google Scholar]
- Birniwa, A.H.; Abubakar, A.S.; Mahmud, H.N.M.E.; Kutty, S.R.M.; Jagaba, A.H.; Abdullahi, S.S.A.; Zango, Z.U. Application of Agricultural Wastes for Cationic Dyes Removal from Wastewater. In Textile Wastewater Treatment; Springer: Singapore, 2022; pp. 239–274. [Google Scholar]
- Nurazzi, N.M.; Asyraf, M.R.M.; Fatimah Athiyah, S.; Shazleen, S.S.; Rafiqah, S.A.; Harussani, M.M.; Kamarudin, S.H.; Razman, M.R.; Rahmah, M.; Zainudin, E.S.; et al. A Review on Mechanical Performance of Hybrid Natural Fiber Polymer Composites for Structural Applications. Polymers 2021, 13, 2170. [Google Scholar] [CrossRef]
- Saba, N.; Jawaid, M.; Alothman, O.Y.; Paridah, M.; Hassan, A. Recent advances in epoxy resin, natural fiber-reinforced epoxy composites and their applications. J. Reinf. Plast. Compos. 2016, 35, 447–470. [Google Scholar] [CrossRef]
- Jagaba, A.H.; Kutty, S.R.M.; Noor, A.; Affam, A.C.; Ghfar, A.A.; Usman, A.K.; Lawal, I.M.; Birniwa, A.H.; Kankia, M.U.; Afolabi, H.K.; et al. Parametric optimization and kinetic modelling for organic matter removal from agro-waste derived paper packaging biorefinery wastewater. Biomass Convers. Biorefinery 2022, 1–18. [Google Scholar] [CrossRef]
- Scida, D.; Assarar, M.; Poilâne, C.; Ayad, R. Influence of hygrothermal ageing on the damage mechanisms of flax-fibre reinforced epoxy composite. Compos. Part B Eng. 2013, 48, 51–58. [Google Scholar] [CrossRef]
- Ali, M.; Room, S.; Khan, M.I.; Masood, F.; Ali Memon, R.; Khan, R.; Memon, A.M. Assessment of local earthen bricks in perspective of physical and mechanical properties using Geographical Information System in Peshawar, Pakistan. Structures 2020, 28, 2549–2561. [Google Scholar] [CrossRef]
- Barouni, A.; Lupton, C.; Jiang, C.; Saifullah, A.; Giasin, K.; Zhang, Z.; Dhakal, H.N. Investigation into the fatigue properties of flax fibre epoxy composites and hybrid composites based on flax and glass fibres. Compos. Struct. 2022, 281, 115046. [Google Scholar] [CrossRef]
- Charlet, K.; Baley, C.; Morvan, C.; Jernot, J.; Gomina, M.; Bréard, J. Characteristics of Hermès flax fibres as a function of their location in the stem and properties of the derived unidirectional composites. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1912–1921. [Google Scholar] [CrossRef]
- Jagaba, A.H.; Kutty, S.R.M.; Noor, A.; Birniwa, A.H.; Affam, A.C.; Lawal, I.M.; Kankia, M.U.; Kilaco, A.U. A systematic literature review of biocarriers: Central elements for biofilm formation, organic and nutrients removal in sequencing batch biofilm reactor. J. Water Process Eng. 2021, 42, 102178. [Google Scholar] [CrossRef]
- Beg, M.D.H. The Improvement of Interfacial Bonding, Weathering and Recycling of Wood Fibre Reinforced Polypropylene Composites; The University of Waikato: Hamilton, New Zealand, 2007. [Google Scholar]
- Hargitai, H.; Rácz, I.; Anandjiwala, R.D. Development of HEMP Fiber Reinforced Polypropylene Composites. J. Thermoplast. Compos. Mater. 2008, 21, 165–174. [Google Scholar] [CrossRef]
- Atiqah, A.; Ansari, M.; Premkumar, L. Impact and hardness properties of honeycomb natural fibre reinforced epoxy composites. Mater. Today Proc. 2020, 29, 138–142. [Google Scholar] [CrossRef]
- Fediuk, R.; Ali, M. Recyclable Materials for Ecofriendly Technology. Materials 2022, 15, 7133. [Google Scholar] [CrossRef]
- Yaro, N.S.A.; Bin Napiah, M.; Sutanto, M.H.; Usman, A.; Saeed, S.M. Modeling and optimization of mixing parameters using response surface methodology and characterization of palm oil clinker fine modified bitumen. Constr. Build. Mater. 2021, 298, 123849. [Google Scholar] [CrossRef]
- Bijlwan, P.; Prasad, L.; Sharma, A. Recent advancement in the fabrication and characterization of natural fiber reinforced composite: A review. Mater. Today Proc. 2021, 44, 1718–1722. [Google Scholar] [CrossRef]
- Ali, M.; Abbas, S.; de Azevedo, A.R.; Marvila, M.T.; Alqurashi, M.; Khan, M.I.; Rafiq, W.; Hussein, E.E. Experimental and analytical investigation on the confinement behavior of low strength concrete under axial compression. Structures 2022, 36, 303–313. [Google Scholar] [CrossRef]
- Baley, C.; Le Duigou, A.; Bourmaud, A.; Davies, P. Influence of drying on the mechanical behaviour of flax fibres and their unidirectional composites. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1226–1233. [Google Scholar] [CrossRef]
- Ji, M.; Li, F.; Li, J.; Li, J.; Zhang, C.; Sun, K.; Guo, Z. Enhanced mechanical properties, water resistance, thermal stability, and biodegradation of the starch-sisal fibre composites with various fillers. Mater. Des. 2021, 198, 109373. [Google Scholar] [CrossRef]
- Barreto, E.D.S.; Stafanato, K.V.; Marvila, M.T.; de Azevedo, A.R.G.; Ali, M.; Pereira, R.M.L.; Monteiro, S.N. Clay Ceramic Waste as Pozzolan Constituent in Cement for Structural Concrete. Materials 2021, 14, 2917. [Google Scholar] [CrossRef]
- Alani, A.A.; Lesovik, R.; Lesovik, V.; Fediuk, R.; Klyuev, S.; Amran, M.; Ali, M.; de Azevedo, A.R.G.; Vatin, N.I. Demolition Waste Potential for Completely Cement-Free Binders. Materials 2022, 15, 6018. [Google Scholar] [CrossRef]
- De Azevedo, A.R.; Marvila, M.T.; Ali, M.; Khan, M.I.; Masood, F.; Vieira, C.M.F. Effect of the addition and processing of glass polishing waste on the durability of geopolymeric mortars. Case Stud. Constr. Mater. 2021, 15, e00662. [Google Scholar] [CrossRef]
- Li, Y.; Li, Q.; Ma, H. The voids formation mechanisms and their effects on the mechanical properties of flax fiber reinforced epoxy composites. Compos. Part A Appl. Sci. Manuf. 2015, 72, 40–48. [Google Scholar] [CrossRef]
- Mehdikhani, M.; Gorbatikh, L.; Verpoest, I.; Lomov, S.V. Voids in fiber-reinforced polymer composites: A review on their formation, characteristics, and effects on mechanical performance. J. Compos. Mater. 2019, 53, 1579–1669. [Google Scholar] [CrossRef]
- Wan, Y.Z.; Luo, H.; He, F.; Liang, H.; Huang, Y.; Li, X.L. Mechanical, moisture absorption, and biodegradation behaviours of bacterial cellulose fibre-reinforced starch biocomposites. Compos. Sci. Technol. 2009, 69, 1212–1217. [Google Scholar] [CrossRef]
- Giridhar, J.; Kishore; Rao, R. Moisture Absorption Characteristics of Natural Fibre Composites. J. Reinf. Plast. Compos. 1986, 5, 141–150. [Google Scholar] [CrossRef]
- Kabir, M.; Wang, H.; Aravinthan, T.; Cardona, F.; Lau, K.-T. Effects of natural fibre surface on composite properties: A review. In Proceedings of the 1st International Postgraduate Conference on Engineering, Designing and Developing the Built Environment for Sustainable Wellbeing (eddBE2011), 3–4 June 2010; Queensland University of Technology: Brisbane, Australia, 2010. [Google Scholar]
- Nurazzi, N.M.; Harussani, M.M.; Aisyah, H.A.; Ilyas, R.A.; Norrrahim, M.N.F.; Khalina, A.; Abdullah, N. Treatments of natural fiber as reinforcement in polymer composites—A short review. Funct. Compos. Struct. 2021, 3, 024002. [Google Scholar] [CrossRef]
- Davoodi, M.; Sapuan, M.S.; Ahmad, D.; Aidy, A.; Ali, A.; Jonoobi, M. Concept selection of car bumper beam with developed hybrid bio-composite material. Mater. Des. 2011, 32, 4857–4865. [Google Scholar] [CrossRef]
- Raju, A.; Shanmugaraja, M. Recent researches in fiber reinforced composite materials: A review. Mater. Today Proc. 2021, 46, 9291–9296. [Google Scholar] [CrossRef]
- Holbery, J.; Houston, D. Natural-fiber-reinforced polymer composites in automotive applications. JOM 2006, 58, 80–86. [Google Scholar] [CrossRef]
- Dos Santos, P.A.; Giriolli, J.C.; Amarasekera, J.; Moraes, G. Natural fibers plastic composites for automotive applications. In Proceedings of the 8th Annual Automotive Composites Conference and Exhibition (ACCE 2008), Troy, MI, USA, 16–18 September 2008; SPE Automotive & Composites Division: Troy, MI, USA, 2008. [Google Scholar]
- Faruk, O.; Bledzki, A.K.; Fink, H.-P.; Sain, M. Progress Report on Natural Fiber Reinforced Composites. Macromol. Mater. Eng. 2014, 299, 9–26. [Google Scholar] [CrossRef]
- Albdiry, M.T.; Yousif, B.; Ku, H.; Lau, K.T. A critical review on the manufacturing processes in relation to the properties of nanoclay/polymer composites. J. Compos. Mater. 2013, 47, 1093–1115. [Google Scholar] [CrossRef]
- Rajak, D.K.; Pagar, D.D.; Menezes, P.L.; Linul, E. Fiber-Reinforced Polymer Composites: Manufacturing, Properties, and Applications. Polymers 2019, 11, 1667. [Google Scholar] [CrossRef] [Green Version]
- Birniwa, A.H.; Salisu, A.A.; Musa, H. Dyeing and antimicrobial activity of acacia nilotica (linnaeus) natural colourant extract on cotton fabric material against selected gram (-) and gram (+) bacteria. Acta Biol. Malays. 2014, 3, 77–83. [Google Scholar]
- Al-dhawi, B.N.S.; Kutty, S.R.M.; Ghaleb, A.A.S.; Almahbashi, N.M.Y.; Saeed, A.A.H.; Al-Mekhlafi, A.B.A.; Alsaeedi, Y.A.A.; Jagaba, A.H. Pretreated palm oil clinker as an attached growth media for organic matter removal from synthetic domestic wastewater in a sequencing batch reactor. Case Stud. Chem. Environ. Eng. 2022, 7, 100294. [Google Scholar] [CrossRef]
- Jagaba, A.H.; Kutty, S.R.M.; Isa, M.H.; Ghaleb, A.A.S.; Lawal, I.M.; Usman, A.K.; Birniwa, A.H.; Noor, A.; Abubakar, S.; Umaru, I.; et al. Toxic Effects of Xenobiotic Compounds on the Microbial Community of Activated Sludge. ChemBioEng Rev. 2022, 9, 497–535. [Google Scholar] [CrossRef]
- Abdullahi, S.S.; Birniwa, A.H.; Mohammad, R.E.; Mamman, S.; Chadi, A.S. Impact of Fibre Reinforced Polyester Composites on Tensile Strength of Baobab (Adansonia digitata) Stem. CaJoST 2020, 2, 94–100. [Google Scholar]
- Abdullahi, S.S.; Musa, H.; Habibu, S.; Birniwa, A.H.; Mohammad, R.E.A. Facile synthesis and dyeing performance of some disperse monomeric and polymeric dyes on nylon and polyester fabrics. Bull. Chem. Soc. Ethiop. 2022, 35, 485–497. [Google Scholar] [CrossRef]
- Billah, M.M.; Rabbi, M.S.; Hasan, A. A Review on Developments in Manufacturing Process and Mechanical Properties of Natural Fiber Composites. J. Eng. Adv. 2021, 2, 13–23. [Google Scholar] [CrossRef]
- Neto, J.; Queiroz, H.; Aguiar, R.; Lima, R.; Cavalcanti, D.; Banea, M.D. A Review of Recent Advances in Hybrid Natural Fiber Reinforced Polymer Composites. J. Renew. Mater. 2022, 10, 561–589. [Google Scholar] [CrossRef]
- Birniwa, A.H.; Mohammad, R.E.A.; Ali, M.; Rehman, M.F.; Abdullahi, S.S.A.; Eldin, S.M.; Mamman, S.; Sadiq, A.C.; Jagaba, A.H. Synthesis of Gum Arabic Magnetic Nanoparticles for Adsorptive Removal of Ciprofloxacin: Equilibrium, Kinetic, Thermodynamics Studies, and Optimization by Response Surface Methodology. Separations 2022, 9, 322. [Google Scholar] [CrossRef]
- Zhou, Y.; Fan, M.; Chen, L. Interface and bonding mechanisms of plant fibre composites: An overview. Compos. Part B Eng. 2016, 101, 31–45. [Google Scholar] [CrossRef] [Green Version]
- Ferreira, D.P.; Cruz, J.; Fangueiro, R. Surface modification of natural fibers in polymer composites. In Green Composites for Automotive Applications; Elsevier: Amsterdam, The Netheralnds, 2019; pp. 3–41. [Google Scholar]
- Yaro, N.S.A.; Sutanto, M.H.; Habib, N.Z.; Napiah, M.; Usman, A.; Muhammad, A. Comparison of Response Surface Methodology and Artificial Neural Network approach in predicting the performance and properties of palm oil clinker fine modified asphalt mixtures. Constr. Build. Mater. 2022, 324, 126618. [Google Scholar] [CrossRef]
- De Araujo Alves Lima, R.; Kawasaki Cavalcanti, D.; de Souza e Silva Neto, J.; Meneses da Costa, H.; Banea, M.D. Effect of surface treatments on interfacial properties of natural intralaminar hybrid composites. Polym. Compos. 2020, 41, 314–325. [Google Scholar] [CrossRef]
- Verma, A.; Parashar, A.; Jain, N.; Singh, V.; Rangappa, S.M.; Siengchin, S. Surface Modification techniques for the preparation of different novel biofibers for composites. In Biofibers and Biopolymers for Biocomposites; Springer: Berlin/Heidelberg, Germany, 2020; p. 134. [Google Scholar]
- Kankia, M.U.; Baloo, L.; Danlami, N.; Samahani, W.N.; Mohammed, B.S.; Haruna, S.; Jagaba, A.H.; Abubakar, M.; Ishak, E.A.; Sayed, K. Optimization of Cement-Based Mortar Containing Oily Sludge Ash by Response Surface Methodology. Materials 2021, 14, 6308. [Google Scholar] [CrossRef]
- George, M.; Mussone, P.G.; Abboud, Z.; Bressler, D.C. Characterization of chemically and enzymatically treated hemp fibres using atomic force microscopy and spectroscopy. Appl. Surf. Sci. 2014, 314, 1019–1025. [Google Scholar] [CrossRef]
- Ali, A.; Shaker, K.; Nawab, Y.; Jabbar, M.; Hussain, T.; Militky, J.; Baheti, V. Hydrophobic treatment of natural fibers and their composites—A review. J. Ind. Text. 2018, 47, 2153–2183. [Google Scholar] [CrossRef]
- Jagaba, A.H.; Kutty, S.R.M.; Lawal, I.M.; Aminu, N.; Noor, A.; Al-Dhawi, B.N.S.; Usman, A.K.; Batari, A.; Abubakar, S.; Birniwa, A.H.; et al. Diverse sustainable materials for the treatment of petroleum sludge and remediation of contaminated sites: A review. Clean. Waste Syst. 2022, 2, 100010. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Mamun, A.A.; Lucka-Gabor, M.; Gutowski, V.S. The effects of acetylation on properties of flax fibre and its polypropylene composites. Express Polym. Lett. 2008, 2, 413–422. [Google Scholar] [CrossRef]
- Mahesha, G.; Shenoy, S.B.; Kini, V.M.; Padmaraja, N. Effect of fiber treatments on mechanical properties of Grewia serrulata bast fiber reinforced polyester composites. Mater. Today Proc. 2018, 5, 138–144. [Google Scholar] [CrossRef]
- Amiandamhen, S.O.; Meincken, M.; Tyhoda, L. The effect of chemical treatments of natural fibres on the properties of phosphate-bonded composite products. Wood Sci. Technol. 2018, 52, 653–675. [Google Scholar] [CrossRef]
- Liu, Z.; Tisserat, B.H. Coating applications to natural fiber composites to improve their physical, surface and water absorption characters. Ind. Crop. Prod. 2018, 112, 196–199. [Google Scholar] [CrossRef]
- Kadem, S.; Irinislimane, R.; Belhaneche-Bensemra, N. Novel Biocomposites Based on Sunflower Oil and Alfa Fibers as Renewable Resources. J. Polym. Environ. 2018, 26, 3086–3096. [Google Scholar] [CrossRef]
- Patel, V.; Parsania, P. Performance Evaluation of Alkali and Acrylic Acid Treated—Untreated Jute Composites of Mixed Epoxy—Phenolic Resins. J. Reinf. Plast. Compos. 2010, 29, 725–730. [Google Scholar] [CrossRef]
- Jagaba, A.; Kutty, S.; Hayder, G.; Baloo, L.; Noor, A.; Yaro, N.; Saeed, A.; Lawal, I.; Birniwa, A.; Usman, A. A Systematic Literature Review on Waste-to-Resource Potential of Palm Oil Clinker for Sustainable Engineering and Environmental Applications. Materials 2021, 14, 4456. [Google Scholar] [CrossRef]
- Birniwa, A.H.; Abdullahi, S.S. Study on physico-mechanical behaviour of acacia nilotica (gum tree) and glass fiber blend reinforced epoxy resin composite. ChemSearch J. 2019, 10, 46–53. [Google Scholar]
- Saeed, A.A.H.; Harun, N.Y.; Sufian, S.; Bilad, M.R.; Zakaria, Z.Y.; Jagaba, A.H.; Ghaleb, A.A.S.; Mohammed, H.G. Pristine and magnetic kenaf fiber biochar for Cd2+ adsorption from aqueous solution. Int. J. Environ. Res. Public Health 2021, 18, 7949. [Google Scholar] [CrossRef] [PubMed]
- Singha, A.S.; Raan, R.K. Chemically induced graft copolymerization of acrylonitrile onto lignocellulosic fibers. Appl. Polym. 2012, 124, 1891–1898. [Google Scholar] [CrossRef]
- Nurazzi, N.M.; Asyraf, M.R.M.; Khalina, A.; Abdullah, N.; Aisyah, H.A.; Rafiqah, S.A.; Sabaruddin, F.A.; Kamarudin, S.H.; Norrrahim, M.N.F.; Ilyas, R.A.; et al. A Review on Natural Fiber Reinforced Polymer Composite for Bullet Proof and Ballistic Applications. Polymers 2021, 13, 646. [Google Scholar] [CrossRef]
- Aseer, J.R.; Sankaranarayanasamy, K.; Jayabalan, P.; Natarajan, R.; Dasan, K.P. Morphological, Physical, and Thermal Properties of Chemically Treated Banana Fiber. J. Nat. Fibers 2013, 10, 365–380. [Google Scholar] [CrossRef]
- Rangaraj, R.; Sathish, S.; Mansadevi, T.L.D.; Supriya, R.; Surakasi, R.; Aravindh, M.; Karthick, A.; Mohanavel, V.; Ravichandran, M.; Muhibbullah, M.; et al. Investigation of Weight Fraction and Alkaline Treatment on Catechu Linnaeus/Hibiscus cannabinus/Sansevieria Ehrenbergii Plant Fibers-Reinforced Epoxy Hybrid Composites. Adv. Mater. Sci. Eng. 2022, 2022, 1–9. [Google Scholar] [CrossRef]
- Rajesh, G.; Prasad, A.V.R. Tensile properties of successive alkali treated short jute fiber reinforced PLA composites. Procedia Mater. Sci. 2014, 5, 2188–2196. [Google Scholar] [CrossRef] [Green Version]
- Vijay, R.; Singaravelu, D.L.; Vinod, A.; Sanjay, M.; Siengchin, S.; Jawaid, M.; Khan, A.; Parameswaranpillai, J. Characterization of raw and alkali treated new natural cellulosic fibers from Tridax procumbens. Int. J. Biol. Macromol. 2019, 125, 99–108. [Google Scholar] [CrossRef]
- Ilyas, R.; Sapuan, S.; Ishak, M.; Zainudin, E. Sugar palm nanofibrillated cellulose (Arenga pinnata (Wurmb.) Merr): Effect of cycles on their yield, physic-chemical, morphological and thermal behavior. Int. J. Biol. Macromol. 2019, 123, 379–388. [Google Scholar] [CrossRef]
- Sathish, S.; Karthi, N.; Prabhu, L.; Gokulkumar, S.; Balaji, D.; Vigneshkumar, N.; Farhan, T.A.; AkilKumar, A.; Dinesh, V. A review of natural fiber composites: Extraction methods, chemical treatments and applications. Mater. Today Proc. 2021, 45, 8017–8023. [Google Scholar] [CrossRef]
- Abdellah, M.Y.; Seleem, A.-E.H.A.; Marzok, W.; Hashem, A.F. Tensile and fracture properties of chemically treatment date palm tree fibre reinforced epoxy. Int. J. Mech. Mechatron. Eng. 2019, 4, 40. [Google Scholar]
- Abdullahi, S.; Birniwa, A.; Chadi, A.; Mohammad, R.A.; Mamman, S. Effect of Fibre Surface Modification on the Mechanical Properties of Rice Husk/Glass Fibre Reinforcement Epoxy Resin Hybrid Composite. Niger. Res. J. Chem. Sci. 2020, 8, 147–162. [Google Scholar]
- Amel, B.A.; Paridah, M.T.; Sudin, R.; Anwar, U.; Hussein, A.S. Effect of fiber extraction methods on some properties of kenaf bast fiber. Ind. Crop. Prod. 2013, 46, 117–123. [Google Scholar] [CrossRef]
- Meon, M.S.; Othman, M.F.; Husain, H.; Remeli, M.F.; Syawal, M.S.M. Improving Tensile Properties of Kenaf Fibers Treated with Sodium Hydroxide. Procedia Eng. 2012, 41, 1587–1592. [Google Scholar] [CrossRef] [Green Version]
- Jagaba, A.H.; Kutty, S.R.M.; Salih, G.H.A.; Noor, A.; HAFIZ, M.; Yaro, N.S.A.; Saeed, A.A.H.; Lawal, I.M.; Birniwa, A.H.; Kilaco, A.U. Palm Oil Clinker as a Waste By-Product: Utilization and Circular Economy Potential; IntechOpen: London, UK, 2021; Volume 1. [Google Scholar]
- Kankia, M.U.; Baloo, L.; Danlami, N.; Mohammed, B.S.; Haruna, S.; Abubakar, M.; Jagaba, A.H.; Sayed, K.; Abdulkadir, I.; Salihi, I.U. Performance of Fly Ash-Based Inorganic Polymer Mortar with Petroleum Sludge Ash. Polymers 2021, 13, 4143. [Google Scholar] [CrossRef]
- Kabir, M.A.; Huque, M.M.; Islam, M.R.; Bledzki, A.K. Mechanical properties of jute fiber reinforced polypropylene composite: Effect of chemical treatment by benzenediazonium salt in alkaline medium. Bioresources 2010, 5, 1618–1625. [Google Scholar] [CrossRef]
- Sanivada, U.; Mármol, G.; Brito, F.; Fangueiro, R. PLA Composites Reinforced with Flax and Jute Fibers—A Review of Recent Trends, Processing Parameters and Mechanical Properties. Polymers 2020, 12, 2373. [Google Scholar] [CrossRef]
- Shahinur, S.; Hasan, M.; Ahsan, Q.; Haider, J. Effect of Chemical Treatment on Thermal Properties of Jute Fiber Used in Polymer Composites. J. Compos. Sci. 2020, 4, 132. [Google Scholar] [CrossRef]
- Bin Bakri, M.K.; Jayamani, E.; Hamdan, S. Processing and Characterization of Banana Fiber/Epoxy Composites: Effect of Alkaline Treatment. Mater. Today Proc. 2017, 4, 2871–2878. [Google Scholar] [CrossRef]
- Jandas, P.; Mohanty, S.; Nayak, S.; Srivastava, H. Effect of surface treatments of banana fiber on mechanical, thermal, and biodegradability properties of PLA/banana fiber biocomposites. Polym. Compos. 2011, 32, 1689–1700. [Google Scholar] [CrossRef]
- El-Meligy, M.G.; El-Zawawy, W.K.; Ibrahim, M.M. Lignocellulosic composite. Polym. Adv. Technol. 2004, 15, 738–745. [Google Scholar] [CrossRef]
- Birniwa, A.H.; Mahmud, H.N.M.E.; Abdullahi, S.S.; Habibu, S.; Jagaba, A.H.; Ibrahim, M.N.M.; Ahmad, A.; Alshammari, M.B.; Parveen, T.; Umar, K. Adsorption Behavior of Methylene Blue Cationic Dye in Aqueous Solution Using Polypyrrole-Polyethylenimine Nano-Adsorbent. Polymers 2022, 14, 3362. [Google Scholar] [CrossRef]
- Ouarhim, W.; Zari, N.; Bouhfid, R. Mechanical performance of natural fibers–based thermosetting composites. In Mechanical and Physical Testing of Biocomposites, Fibre-Reinforced Composites and Hybrid Composites; Elsevier: Amsterdam, The Netherlands, 2019; pp. 43–60. [Google Scholar]
- Kaleni, A.; Magagula, S.I.; Motloung, M.T.; Mochane, M.J.; Mokhena, T.C. Preparation and characterization of coal fly ash reinforced polymer composites: An overview. Express Polym. Lett. 2022, 16, 735–759. [Google Scholar] [CrossRef]
- Jagaba, A.H.; Kutty, S.R.M.; Lawal, I.M.; Birniwa, A.H.; Affam, A.C.; Yaro, N.S.A.; Usman, A.K.; Umaru, I.; Abubakar, S.; Noor, A. Circular economy potential and contributions of petroleum industry sludge utilization to environmental sustainability through engineered processes—A review. Clean. Circ. Bioecon. 2022, 3, 100029. [Google Scholar] [CrossRef]
- Nayak, S.; Mohanty, J.R. Influence of chemical treatment on tensile strength, water absorption, surface morphology, and thermal analysis of areca sheath fibers. J. Nat. Fibers 2019, 16, 589–599. [Google Scholar] [CrossRef]
- Abd Halip, J.; Hua, L.S.; Ashaari, Z.; Tahir, P.M.; Chen, L.W.; Uyup, M.K.A. Effect of treatment on water absorption behavior of natural fiber–Reinforced polymer composites. In Mechanical and Physical Testing of Biocomposites, Fibre-Reinforced Composites and Hybrid Composites; Elsevier: Amsterdam, The Netherlands, 2019; pp. 141–156. [Google Scholar]
- Abdul Majid, R.; Ismail, H.; Mat Taib, R. Engineering, Processing, tensile, and thermal studies of poly (vinyl chloride)/epoxidized natural rubber/kenaf core powder composites with benzoyl chloride treatment. Polym.-Plast. Technol. Eng. 2018, 57, 1507–1517. [Google Scholar] [CrossRef]
- Swain, P.T.R.; Biswas, S. A comparative analysis of physico-mechanical, water absorption, and morphological behaviour of surface modified woven jute fiber composites. Polym. Compos. 2018, 39, 2952–2960. [Google Scholar] [CrossRef]
- Prabhu, L.; Krishnaraj, V.; Sathish, S.; Gokulkumar, S.; Karthi, N.; Rajeshkumar, L.; Balaji, D.; Vigneshkumar, N.; Elango, K. A review on natural fiber reinforced hybrid composites: Chemical treatments, manufacturing methods and potential applications. Mater. Today Proc. 2021, 45, 8080–8085. [Google Scholar] [CrossRef]
- Gholampour, A.; Ozbakkaloglu, T. A review of natural fiber composites: Properties, modification and processing techniques, characterization, applications. J. Mater. Sci. 2020, 55, 829–892. [Google Scholar] [CrossRef]
- Rowell, R.M.; Chen, G.C. Epichlorohydrin coupling reactions with wood. Wood Sci. Technol. 1994, 28, 371–376. [Google Scholar] [CrossRef]
- Lawal, I.M.; Bertram, D.; White, C.J.; Jagaba, A.H.; Hassan, I.; Shuaibu, A. Multi-criteria performance evaluation of gridded precipitation and temperature products in data-sparse regions. Atmosphere 2021, 12, 1597. [Google Scholar] [CrossRef]
- Jagaba, A.H.; Kutty, S.R.M.; Noor, A.; Isah, A.S.; Lawal, I.M.; Birniwa, A.H.; Usman, A.K.; Abubakar, S. Kinetics of Pulp and Paper Wastewater Treatment by High Sludge Retention Time Activated Sludge Process. J. Hunan Univ. Nat. Sci. 2022, 49, 242–251. [Google Scholar] [CrossRef]
- Hassan, M.L.; El-Wakil, N.A.; Sefain, M.Z. Thermoplasticization of bagasse by cyanoethylation. J. Appl. Polym. Sci. 2001, 79, 1965–1978. [Google Scholar] [CrossRef]
- Sefain, M.Z.; Fadl, M.H.; Elwakil, N.A.; Naoum, M.M. Kinetics of heterogeneous cyanoethylation of cellulose. Polym. Int. 1993, 32, 251–255. [Google Scholar] [CrossRef]
- Liu, W.; Qiu, R.; Li, K. Effects of fiber extraction, morphology, and surface modification on the mechanical properties and water absorption of bamboo fibers-unsaturated polyester composites. Polym. Compos. 2016, 37, 1612–1619. [Google Scholar] [CrossRef]
- Yaro, N.S.A.; Napiah, M.; Sutanto, M.H.; Usman, A.; Jagaba, A.H.; Umar, A.M.; Ahmad, A. Geopolymer utilization in the pavement industry-An overview. In Proceedings of the 6th International Conference on Civil and Environmental Engineering for Sustainability (IConCEES 2021), Online, 15–16 November 2021; IOP Conference Series: Earth and Environmental Science; IOP Publishing: Bristol, UK, 2022; p. 012025. [Google Scholar]
- Paul, A.; Joseph, K.; Thomas, S. Effect of surface treatments on the electrical properties of low-density polyethylene composites reinforced with short sisal fibers. Compos. Sci. Technol. 1997, 57, 67–79. [Google Scholar] [CrossRef]
- Yaro, N.S.A.; Sutanto, M.H.; Habib, N.Z.; Napiah, M.; Usman, A.; Jagaba, A.H.; Al-Sabaeei, A.M. Application and circular economy prospects of palm oil waste for eco-friendly asphalt pavement industry: A review. J. Road Eng. 2022, 2, 309–331. [Google Scholar] [CrossRef]
- Koohestani, B.; Darban, A.K.; Mokhtari, P.; Yilmaz, E.; Darezereshki, E. Comparison of different natural fiber treatments: A literature review. Int. J. Environ. Sci. Technol. 2019, 16, 629–642. [Google Scholar] [CrossRef]
- Koronis, G.; Silva, A. Green Composites for Automotive Applications; Woodhead Publishing: Sawston, UK, 2018. [Google Scholar]
- Almahbashi, N.; Kutty, S.; Ayoub, M.; Noor, A.; Salihi, I.; Al-Nini, A.; Jagaba, A.; Aldhawi, B.; Ghaleb, A. Optimization of Preparation Conditions of Sewage sludge based Activated Carbon. Ain Shams Eng. J. 2020, 12, 1175–1182. [Google Scholar] [CrossRef]
- Sanjay, M.; Siengchin, S.; Parameswaranpillai, J.; Jawaid, M.; Pruncu, C.I.; Khan, A. A comprehensive review of techniques for natural fibers as reinforcement in composites: Preparation, processing and characterization. Carbohydr. Polym. 2019, 207, 108–121. [Google Scholar]
- El Boustani, M.; Lebrun, G.; Brouillette, F.; Belfkira, A. Effect of a solvent-free acetylation treatment on reinforcements permeability and tensile behaviour of flax/epoxy and flax/wood fibre/epoxy composites. Can. J. Chem. Eng. 2017, 95, 1082–1092. [Google Scholar] [CrossRef]
- Alavudeen, A.; Rajini, N.; Karthikeyan, S.; Thiruchitrambalam, M.; Venkateshwaren, N. Mechanical properties of banana/kenaf fiber-reinforced hybrid polyester composites: Effect of woven fabric and random orientation. Mater. Des. 2015, 66, 246–257. [Google Scholar] [CrossRef]
- Jagaba, A.; Kutty, S.; Lawal, I.; Abubakar, S.; Hassan, I.; Zubairu, I.; Umaru, I.; Abdurrasheed, A.; Adam, A.; Ghaleb, A.; et al. Sequencing batch reactor technology for landfill leachate treatment: A state-of-the-art review. J. Environ. Manag. 2021, 282, 111946. [Google Scholar] [CrossRef]
- Safri, S.N.; Sultan, M.T.; Saba, N.; Jawaid, M. Effect of benzoyl treatment on flexural and compressive properties of sugar palm/glass fibres/epoxy hybrid composites. Polym. Test. 2018, 71, 362–369. [Google Scholar] [CrossRef]
- Al-Maharma, A.Y.; Al-Huniti, N. Critical Review of the Parameters Affecting the Effectiveness of Moisture Absorption Treatments Used for Natural Composites. J. Compos. Sci. 2019, 3, 27. [Google Scholar] [CrossRef] [Green Version]
- Usman, A.; Sutanto, M.H.; Napiah, M.; Zoorob, S.E.; Yaro, N.S.A.; Khan, M.I. Comparison of performance properties and prediction of regular and gamma-irradiated granular waste polyethylene terephthalate modified asphalt mixtures. Polymers 2021, 13, 2610. [Google Scholar] [CrossRef]
- Nguyen-Xuan, H.; Thai, C.H.; Nguyen-Thoi, T. Isogeometric finite element analysis of composite sandwich plates using a higher order shear deformation theory. Compos. Part B Eng. 2013, 55, 558–574. [Google Scholar] [CrossRef]
- Pérez-Fonseca, A.A.; Robledo-Ortíz, J.; Ramirez-Arreola, D.E.; Ortega-Gudiño, P.; Rodrigue, D.; González-Núñez, R. Effect of hybridization on the physical and mechanical properties of high density polyethylene–(pine/agave) composites. Mater. Des. 2014, 64, 35–43. [Google Scholar] [CrossRef]
- Birniwa, A.H.; Kehili, S.; Ali, M.; Musa, H.; Ali, U.; Kutty, S.R.M.; Jagaba, A.H.; Abdullahi, S.S.; Tag-Eldin, E.M.; Mahmud, H.N.M.E. Polymer-Based Nano-Adsorbent for the Removal of Lead Ions: Kinetics Studies and Optimization by Response Surface Methodology. Separations 2022, 9, 356. [Google Scholar] [CrossRef]
- He, L.; Li, W.; Chen, D.; Lu, G.; Chen, L.; Zhou, D.; Yuan, J. Investigation on the microscopic mechanism of potassium permanganate modification and the properties of ramie fiber/polypropylene composites. Polym. Compos. 2018, 39, 3353–3362. [Google Scholar] [CrossRef]
- Mohammed, A.A.; Bachtiar, D.; Rejab, M.R.M.; Jiang, X.X.; Abas, F.O.; Abass, R.U.; Hasany, S.F.; Siregar, J.P. Effects of KMnO4 Treatment on the Flexural, Impact, and Thermal Properties of Sugar Palm Fiber-Reinforced Thermoplastic Polyurethane Composites. JOM 2018, 70, 1326–1330. [Google Scholar] [CrossRef]
- Sayed, K.; Baloo, L.; Kutty, S.R.B.; Al Madhoun, W.; Kankia, M.U.; Jagaba, A.H.; Singa, P.K. Optimization of palm oil mill effluent final discharge as biostimulant for biodegradation of tapis light crude petroleum oil in seawater. J. Sea Res. 2022, 188, 102268. [Google Scholar] [CrossRef]
- Daghigh, V.; Lacy, T.E.; Pittman, C.U.; Daghigh, H. Influence of maleated polypropylene coupling agent on mechanical and thermal behavior of latania fiber-reinforced PP/EPDM composites. Polym. Compos. 2018, 39, E1751–E1759. [Google Scholar] [CrossRef]
- Huang, C.-W.; Yang, T.-C.; Wu, T.-L.; Hung, K.-C.; Wu, J.-H. Effects of maleated polypropylene content on the extended creep behavior of wood–polypropylene composites using the stepped isothermal method and the stepped isostress method. Wood Sci. Technol. 2018, 52, 1313–1330. [Google Scholar] [CrossRef]
- Keener, T.; Stuart, R.; Brown, T. Maleated coupling agents for natural fibre composites. Compos. Part A Appl. Sci. Manuf. 2004, 35, 357–362. [Google Scholar] [CrossRef]
- Correa, C.; Razzino, C.; Hage, E. Role of Maleated Coupling Agents on the Interface Adhesion of Polypropylene—Wood Composites. J. Thermoplast. Compos. Mater. 2007, 20, 323–339. [Google Scholar] [CrossRef]
- Vimalanathan, P.; Venkateshwaran, N.; Srinivasan, S.P.; Santhanam, V.; Rajesh, M. Impact of surface adaptation and Acacia nilotica biofiller on static and dynamic properties of sisal fiber composite. Int. J. Polym. Anal. Charact. 2018, 23, 99–112. [Google Scholar] [CrossRef]
- Wong, J.Y.M.; Chan, M.Y. Influence of bleaching treatment by hydrogen peroxide on chitosan/durian husk cellulose biocomposite films. Adv. Polym. Technol. 2018, 37, 2462–2469. [Google Scholar] [CrossRef] [Green Version]
- Aguilar-Rios, A.; Herrera-Franco, P.; Martinez-Gomez, A.D.J.; Valadez-Gonzalez, A. Improving the bonding between henequen fibers and high density polyethylene using atmospheric pressure ethylene-plasma treatments. Express Polym. Lett. 2014, 8, 491–504. [Google Scholar] [CrossRef] [Green Version]
- Agrawal, R.; Saxena, N.; Sharma, K.; Thomas, S.; Sreekala, M. Activation energy and crystallization kinetics of untreated and treated oil palm fibre reinforced phenol formaldehyde composites. Mater. Sci. Eng. A 2000, 277, 77–82. [Google Scholar] [CrossRef]
- Seki, Y. Innovative multifunctional siloxane treatment of jute fiber surface and its effect on the mechanical properties of jute/thermoset composites. Mater. Sci. Eng. A 2009, 508, 247–252. [Google Scholar] [CrossRef]
- Balarabe, S.; Habibu, S.; Gumel, S.M.; Ladan, M.; Haruna, A. Dyeing and antibacterial finishing of cotton fabric using Diospyros mespiliformis leaves extracts. Malays. J. Fund. Appl. Sci. 2017, 13, 175–178. [Google Scholar]
- Jagaba, A.H.; Kutty, S.R.M.; Isa, M.H.; Affam, A.C.; Aminu, N.; Abubakar, S.; Noor, A.; Lawal, I.M.; Umaru, I.; Hassan, I. Effect of environmental and operational parameters on sequential batch reactor systems in dye degradation. In Dye Biodegradation, Mechanisms and Techniques; Springer: Berlin/Heidelberg, Germany, 2022; pp. 193–225. [Google Scholar]
- Atiqah, A.; Jawaid, M.; Ishak, M.R.; Sapuan, S.M. Effect of Alkali and Silane Treatments on Mechanical and Interfacial Bonding Strength of Sugar Palm Fibers with Thermoplastic Polyurethane. J. Nat. Fibers 2018, 15, 251–261. [Google Scholar] [CrossRef]
- Azman, M.A.; Asyraf, M.R.M.; Khalina, A.; Petrů, M.; Ruzaidi, C.M.; Sapuan, S.M.; Wan Nik, W.B.; Ishak, M.R.; Ilyas, R.A.; Suriani, M.J. Natural Fiber Reinforced Composite Material for Product Design: A Short Review. Polymers 2021, 13, 1917. [Google Scholar] [CrossRef]
- Ho, M.-P.; Wang, H.; Lee, J.-H.; Ho, C.-K.; Lau, K.-T.; Leng, J.; Hui, D. Critical factors on manufacturing processes of natural fibre composites. Compos. Part B Eng. 2012, 43, 3549–3562. [Google Scholar] [CrossRef]
- Alsubari, S.; Zuhri, M.Y.M.; Sapuan, S.M.; Ishak, M.R.; Ilyas, R.A.; Asyraf, M.R.M. Potential of Natural Fiber Reinforced Polymer Composites in Sandwich Structures: A Review on Its Mechanical Properties. Polymers 2021, 13, 423. [Google Scholar] [CrossRef] [PubMed]
- Shah, D.U.; Schubel, P.J.; Clifford, M.J. Can flax replace E-glass in structural composites? A small wind turbine blade case study. Compos. Part B Eng. 2013, 52, 172–181. [Google Scholar] [CrossRef] [Green Version]
- Phillips, S.; Lessard, L. Application of natural fiber composites to musical instrument top plates. J. Compos. Mater. 2012, 46, 145–154. [Google Scholar] [CrossRef]
- De Azeredo, H.M.C. Nanocomposites for food packaging applications. Food Res. Int. 2009, 42, 1240–1253. [Google Scholar] [CrossRef] [Green Version]
- Corradi, M.; Isidori, T.; Soleri, F.; Olivari, L. Composite boat hulls with bamboo natural fibres. Int. J. Mater. Prod. Technol. 2009, 36, 73. [Google Scholar] [CrossRef]
- Kymäläinen, H.-R.; Sjöberg, A.-M. Flax and hemp fibres as raw materials for thermal insulations. Build. Environ. 2008, 43, 1261–1269. [Google Scholar] [CrossRef]
- Youssef, A.M.; El-Samahy, M.A.; Rehim, M.H.A. Preparation of conductive paper composites based on natural cellulosic fibers for packaging applications. Carbohydr. Polym. 2012, 89, 1027–1032. [Google Scholar] [CrossRef] [PubMed]
- Uddin, N.; Kalyankar, K.R. Manufacturing and structural feasibility of natural fiber reinforced polymeric structural insulated panels for panelized construction. Int. J. Polym. Sci. 2011, 2011, 963549. [Google Scholar] [CrossRef] [Green Version]
- Yaro, N.S.A.; Napiah, M.; Sutanto, M.H.; Usman, A.; Mizwar, I.K.; Umar, A.M. Engineering Properties of Palm Oil Clinker Fine-Modified Asphaltic Concrete Mixtures. J. Eng. Technol. Sci. 2022, 54, 220205. [Google Scholar] [CrossRef]
- Asyraf, M.R.M.; Ishak, M.R.; Sapuan, S.M.; Yidris, N.; Ilyas, R.A.; Rafidah, M.; Razman, M.R. Potential Application of Green Composites for Cross Arm Component in Transmission Tower: A Brief Review. Int. J. Polym. Sci. 2020, 2020, 1–15. [Google Scholar] [CrossRef]
- Haris, M.; Laila, D.; Zainudin, E.; Mustapha, F.; Zahari, R.; Halim, Z. Preliminary Review of Biocomposites Materials for Aircraft Radome Application. Key Eng. Mater. 2011, 471–472, 563–567. [Google Scholar] [CrossRef]
- Khalid, M.Y.; Al Rashid, A.; Arif, Z.U.; Ahmed, W.; Arshad, H.; Zaidi, A.A. Natural fiber reinforced composites: Sustainable materials for emerging applications. Results Eng. 2021, 11, 100263. [Google Scholar] [CrossRef]











| Year | Number of Publication | Percentage |
|---|---|---|
| 2012 | 814 | 5% |
| 2013 | 898 | 5% |
| 2014 | 1020 | 6% |
| 2015 | 920 | 5% |
| 2016 | 1349 | 8% |
| 2017 | 1522 | 9% |
| 2018 | 1750 | 10% |
| 2019 | 1790 | 11% |
| 2020 | 1989 | 12% |
| 2021 | 2130 | 13% |
| 2022 | 2494 | 15% |
| 2023 | 203 | 1% |
| Type of Fiber | Common Name | Family Name | Ref. | |
|---|---|---|---|---|
| 1 | Bast Fibers | Hemp | Cannabis-sativa | [6] |
| Jute | Corchorus-capsularis | [7] | ||
| Flax | Linum-usitatissimum | [8] | ||
| Kenaf | Hibiscus-cannabinus | [9] | ||
| Roselle | Hibiscus-sabdariffa | [10] | ||
| Ramie | Boehmeria-nivea | [11] | ||
| Rattan | Hordeum-vulgare | [12] | ||
| 2 | Leaf Fibers | Abaka | Musa textilis | [13,14,15,16] |
| Henequen | Agave -fourcroydes | [17] | ||
| Pineapple | Ananas-comosus | [18,19,20] | ||
| Banana | Musa mannii | [21] | ||
| 3 | Seed Fibers | Kapok | Ceibapentandra | [22] |
| Cotton | Gossypiumarboreum | [23] | ||
| 4 | Stalk Fibers | Rice | Oryzasativa | [24] |
| Bamboo | Bambuseae | [25] | ||
| 5 | Fruit Fibers | Coir | Cocosnucifera | [26] |
| Tamarind | Tamarindusindica | [27] | ||
| 6 | Stem fiber | Sisal | Agave sisalana | [28] |
| Crown | Calotropisgigantea | [19] | ||
| 7 | Particulates | Groundnut shell | Arachishypogaea | [21] |
| Seashell | Cypraecassisrufa | [27] | ||
| Jack fruit | Artocarpusheterophyllus | [28] |
| S/n | Experimental Conditions | Matrix–Fiber Used | Outcome | Ref. |
|---|---|---|---|---|
| 1 | NaOH (3,5,7 and 10%), 24 h, 70 °C | Epoxy–PALM | Tensile strength, water retention, fiber density, and thermal resistance were improved by ~7% but decreased in fiber diameter. | [119] |
| 2 | NaOH 6%, 3 h, 95 °C. | Epoxy–Rice husk/glass F. | 48% and 27% increases in flexural and tensile strengths, respectively | [120] |
| 3 | NaOH (3,6 and 9%), 3 h, 95 °C | Kenaf Bast | Pure rest surface achieved 9%, but decreases in tensile strength; as such, 6% was the best. | [121] |
| 4 | NaOH (3,6, and 9%), 24 h. | MAPP/MAPE | The best result (modulus of elasticity and tensile strength) was achieved at 6% | [122] |
| 5 | NaOH 10 %, 1 h. | LDPE–Sisal | Increase in crystallinity and decrease in sorption capacity | [123] |
| 6 | NaOH 6%, (45 s, 1 and 45) mins, 21 °C. | PP–Sisal | Shear strength was increased by 173% for the 45 min sample | [124] |
| 7 | NaOH (1,3,5%), 2 h,24 °C | Epoxy–Strawberry F. | Best result (thermal stability) was achieved at 3% Solution | [125] |
| 8 | NaOH (0,5,10,15,20, and 25%) | PP–Jute | At 10%, tensile strength was increased by 16% | [125] |
| 9 | NaOH (5,10, and 15%), 6 h, 70 °C | PLA–Jute | At 10%, tensile strength was increased by 7.7% | [126] |
| 10 | NaOH 2%, 2:30 h, 70 °C | Ladies finger F. | Drastic improvement in removal of hydrophilic helicases | [127] |
| 11 | NaOH 5%, 2:30 h, 90 °C. | Banana fiber | Young modulus and tensile strength decreases. | [128] |
| 12 | NaOH (1,3,5%). | PLA–Banana fiber | Best result was at 3% for increases in impact, tensile modulus, and tensile strength. | [129] |
| 13 | NaOH 4%, 2 h. | PF–Banana | Small increases in modulus and tensile strengths and quite large increases (117%) in flexural strength. | [130] |
| 14 | NaOH (2 and 10%), 1 h. | PP–Banana | Increases in thermal conductivity at 10% solution. | [131] |
| 15 | NaOH 1%, 1 h, 24 °C. | PS–Banana/grass | Tensile strength and flexural properties were increased. | [132] |
| 16 | NaOH 6%, 3 h, 95 °C. | Epoxy–Sugarcane fiber | Increase in moisture absorption, increase in flexural and tensile strength | [133] |
| Treatment Type | Treatment Effect | Ref. | |
|---|---|---|---|
| Physical | Corona | Corona treatment alters the fiber surface by oxidizing it and combining polar groups, resulting in cleaner fiber surfaces and improved interfacial grip between the fiber and matrix. | [150,151] |
| Gamma ray (γ) | Gama radiation with extremely high energies can alter the characteristics of polymer surfaces. The optimal gamma radiation exposure increases the tensile characteristics of composite materials to a certain amount for usage in various practical applications. | [152] | |
| Plasma | Plasma treatment, which uses ionizing gases, improves the elimination of pollutants from the fiber surface. This treatment also decreases surface irregularity by improving the interfacial grip of the fiber–matrix. | [93,153] | |
| Thermal | Thermal treatment heats the fiber ranging from 100 to 200 °C, altering its chemical and physical characteristics, low-temperature constituents, water proportion, and cellulose crystallinity. | [97,140] | |
| Ultrasound | The ultrasonic approach cleans natural fiber surfaces in two directions: micro-streaming and micro-jetting. | [94] | |
| Ultraviolet (UV) | The polarity of the fiber is changed by UV treatment, which increases adhesion between the matrix and the fiber and wettability. Furthermore, numerous bonds (C-O, C-H, C-Si, C-F, and C-C) are broken, which aids in fiber cleaning. | [97,140] | |
| Chemical | Acetylation | Acetylation is a treatment that employs acid catalysts (acetic acid and acetic anhydride) to increase interfacial bonding in natural fibers. | [94,140,154] |
| Alkaline | Alkalization or mercerization treatment enhances impurity removal and reduces hydrophilicity and fiber components. The treatment enhances its surface roughness, boosts the fiber–matrix interfacial adhesion, and lowers the diameter of the fiber. | [153,155,156] | |
| Benzoylation | The hydrophilicity of natural fiber is decreased by benzoylation. Benzoyl chloride is employed to increase fiber–matrix interfacial grip and thermal stability. The hydroxyl groups in the fiber are activated by pre-treatment with alkali. | [94,154,157] | |
| Etherification | Etherification is a biochemical process that permits fiber to easily alter with the matrix’s polymer chain by grafting bifunctional monomers. The thermal stability of alfa fiber-reinforced polypropylene composites was greatly increased when etherified fibers were used. | [6,48] | |
| Isocyanate | The procedure is utilized in natural fibers as a coupling agent, allowing them to interact with the fiber’s hydroxyl groups, enhancing water resistance and interfacial grip. | [97,153] | |
| Permanganate Treatment | This approach employs the chemical potassium permanganate. The potassium permanganate’s MnO4 group interacts with the natural fiber’s cellulose group to generate a complex ion. Graft polymerization is induced by the highly reactive Mn ion. The KMnO4 treatment improved the fibrillation of polythene fibers and roughness, resulting in considerably improved rubber composite characteristics. | [158] | |
| Silane | Silane treatment results in the formation of a micropore coating of a natural fiber’s surface. Improves interfacial grip of the fiber matrix. Pre-treatments, primarily alkalization, are carried out to purify existing components. | [97,159,160] | |
| Maleated coupling agents (Graft co-polymerization) | This treatment involves the addition of a coupling agent to the matrix and the fiber’s surface. To improve the coupling agent and the compatibility of the matrix, maleic anhydride is grafted onto the polymers. | [94,161] | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Birniwa, A.H.; Abdullahi, S.S.; Ali, M.; Mohammad, R.E.A.; Jagaba, A.H.; Amran, M.; Avudaiappan, S.; Maureira-Carsalade, N.; Flores, E.I.S. Recent Trends in Treatment and Fabrication of Plant-Based Fiber-Reinforced Epoxy Composite: A Review. J. Compos. Sci. 2023, 7, 120. https://doi.org/10.3390/jcs7030120
Birniwa AH, Abdullahi SS, Ali M, Mohammad REA, Jagaba AH, Amran M, Avudaiappan S, Maureira-Carsalade N, Flores EIS. Recent Trends in Treatment and Fabrication of Plant-Based Fiber-Reinforced Epoxy Composite: A Review. Journal of Composites Science. 2023; 7(3):120. https://doi.org/10.3390/jcs7030120
Chicago/Turabian StyleBirniwa, Abdullahi Haruna, Shehu Sa’ad Abdullahi, Mujahid Ali, Rania Edrees Adam Mohammad, Ahmad Hussaini Jagaba, Mugahed Amran, Siva Avudaiappan, Nelson Maureira-Carsalade, and Erick I. Saavedra Flores. 2023. "Recent Trends in Treatment and Fabrication of Plant-Based Fiber-Reinforced Epoxy Composite: A Review" Journal of Composites Science 7, no. 3: 120. https://doi.org/10.3390/jcs7030120